Группа изобретений относится к способам расширения сборочного цеха завода по производству автомобильных транспортных средств, а также области сборочных цехов завода по производству автомобильных транспортных средств, как существующих перед расширением, так и полученных в результате расширения. Рассматриваемые автомобильные транспортные средства, предпочтительно, являются туристическими автомобилями или утилитарными легковыми автомобилями. Представленные ниже цифры интенсивности производства относятся только к туристическим или легковым автомобилям, а не, например, к грузовикам.
В сборочном цехе завода по производству автомобильных транспортных средств стараются найти компромисс между различными противоречивыми требованиями. Качество производимых автомобилей, а также эргономика функционирования сборочного цеха должны быть наиболее высокими для промышленных инвестиций, которые при этом стремятся как можно больше уменьшить. Такой сборочный цех должен быть наилучшим образом приспособлен к разнообразию производимых автомобилей, если не в комплексе автомобильных сегментов, то, по меньшей мере, внутри одного и того же автомобильного сегмента. Термином «сегмент» является нормализованное обозначение категории автомобиля. В смысле нормализованных обозначений различными «сегментами» или «автомобильными сегментами» являются М1, М2, В1, В2, Н. Изменение с течением времени требуемых объемов производства может быть значительным, что приводит к стремлению построить цех с возможностью расширения, при этом стоимость перехода от одного этапа развития к другому должна быть минимизирована. Это является особенно важным для стран с развивающимся рынком, где желаемая интенсивность производства автомобилей вначале может быть низкой, далее повышаться и, наконец, стать значительной и достичь уровня производства стран с развитым рынком. Сборочный цех, который может быть со временем расширен довольно легко и при разумных затратах, представляет собой расширяющийся сборочный цех. Сборочный цех является расширяющимся в противовес классическим сборочным цехам, в которых увеличение интенсивности производства либо превращает их в сборочные цеха, неоптимальные с точки зрения производительности, либо требует прекращения их существования для полной реконструкции с целью оптимизации производительности. Классические сборочные цеха были построены для заданной интенсивности производства или для заданной линейки интенсивностей производства, и в самом начале не было предусмотрено их расширение в сторону более значительной интенсивности при сохранении оптимальной производительности.
В соответствии с известным уровнем техники, касающимся развивающегося цеха, из французской FR 2638196 и американской US 20020129566 заявок на патент известно производство цеха и даже завода, образованных из модульных элементов. Наличие таких модульных элементов обеспечивает значительную расширяемость, и это является не совсем верным независимо от первоначальной планировки. Напротив, эти модульные элементы не позволяют обеспечить, независимо от стадии развития, будь то в начале или в процессе развития, ни большой гибкости в первоначальной планировке цеха и завода, ни оптимальной производительности. Действительно, на этот тип развивающегося цеха и завода накладывается значительное ограничение, а именно необходимость уменьшения как различных производственных линий, так и различных зон материально-технического обеспечения, либо повторная подготовка к повторному комбинированию одного или нескольких данных идентичных или, по меньшей мере, подобных, модульных элементов.
В изобретении предлагается радикально иной подход. Расширяемость будет обеспечиваться относительно легким образом, не потому, что цех был бы построен из идентичных простых кирпичей или тому подобного, размещенных в некотором порядке вначале, к которым легко добавить другие элементарные кирпичики, а скорее потому, что начальная планировка цеха, первоначальная конфигурация его различных частей задуманы определенным образом, позволяющим осуществить относительно легкую расширяемость, и это даже в том случае, если весь первоначальный цех или его часть выполнены из кирпичной кладки. Изобретение также применимо к цеху, построенному из предварительно производимых модульных элементов, но представляет меньший интерес. В каждой фазе расширения компромисс между, с одной стороны, увеличением интенсивности производства и, с другой стороны, минимизацией инвестиций, как пертурбации, вызванной на уровне цеха, учитывает компромиссы, соответствующие другим намеченным фазам расширения. Предпочтительно, добиваются быстрой приспосабливаемости при практическом удержании линейности инвестиций в процессе перехода от одной фазы развития к другой.
Речь идет об определении того, какая первоначальная конфигурация завода будет требовать наименее возможных преобразований в процессе повышения интенсивности производства, не будучи очень разрушительной вначале, даже если эта первоначальная конфигурация будет стоить дороже, чем та, которая была бы оптимальной для сборочного цеха с малой интенсивностью производства, но практически невозможной для обеспечения расширения в разумных экономических условиях.
В изобретении предлагается способ расширения сборочного цеха для повышения интенсивности производства автомобилей. Этот способ расширения будет использован с практически повышенной эффективностью, когда сборочный цех, к которому применен этот способ, имеет готовую к этому конфигурацию. Далее в изобретении предлагаются также соответствующие сборочные цеха, установленные перед расширением. Изобретение распространяется также на сборочные цеха после расширения.
В соответствии с изобретением предложен способ расширения сборочного цеха завода по производству автомобильных транспортных средств для повышения интенсивности производства автомобилей, так чтобы получить новый сборочный цех из прежнего сборочного цеха, построенного несколько лет назад, при этом упомянутый прежний цех содержит сборочную линию, включающую участок сборки кузова и участок сборки автомобиля, причем участок сборки кузова содержит одно или несколько звеньев существующей сборки кузова, а участок сборки автомобиля содержит одно или несколько существующих звеньев сборки автомобиля, отличающийся тем, что: несколько звеньев добавлены к упомянутым существующим звеньям, по меньшей мере, местоположение которых сохранено; упомянутые добавочные звенья не размещены в продолжение ни упомянутого или упомянутых существующих сохраненных звеньев, ни упомянутого или упомянутых сохраненных размещений существующих звеньев; местоположение прежнего цеха сохранено.
В соответствии с изобретением предложен также сборочный цех завода по производству автомобильных транспортных средств, содержащий: по меньшей мере, одну сборочную линию, включающую участок сборки кузова, продолженный участком сборки автомобиля; отличающийся тем, что: участок сборки кузова содержит звено сборки кузова; участок сборки автомобиля содержит звено сборки автомобиля; упомянутое звено сборки кузова и упомянутое звено сборки автомобиля размещены одно напротив другого.
В соответствии с изобретением предложен также сборочный цех по производству автомобильных транспортных средств, содержащий: по меньшей мере, одну сборочную линию, включающую участок сборки кузова, продолженный участком сборки автомобиля; отличающийся тем, что: участок сборки кузова содержит два звена сборки кузова, размещенные один напротив другого; участок сборки автомобиля содержит два звена сборки автомобиля, размещенные один напротив другого; упомянутые звенья сборки автомобиля перпендикулярны упомянутым звеньям сборки кузова.
В соответствии с изобретением предложен также сборочный цех завода по производству автомобильных транспортных средств, содержащий: по меньшей мере, одну сборочную линию, включающую участок сборки кузова, продолженный участком сборки автомобиля; отличающийся тем, что: участок сборки кузова содержит четыре звена сборки кузова, которые размещены по одной прямой одни рядом с другими; участок сборки автомобиля содержит четыре звена сборки автомобиля, которые размещены по одной прямой одни рядом с другими; упомянутые звенья сборки автомобиля перпендикулярны упомянутым звеньям сборки кузова.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
- фиг.1 схематично изображает пример сборочного цеха завода по производству автомобильных транспортных средств с малой интенсивностью производства, в соответствии с изобретением;
- фиг.2 схематично изображает пример сборочного цеха завода по производству автомобилей со средней интенсивностью производства, в соответствии с изобретением;
- фиг.3 схематично изображает пример сборочного цеха завода по производству автомобилей с высокой интенсивностью производства, в соответствии с изобретением.
Завод построен на площадке. Площадка является огороженной, она окружена оградой. Ограда содержит проемы, временные или постоянные, позволяющие циркулировать различным входящим и выходящим потокам завода.
Предпочтительно, в центральной части площадки находятся построенные зоны в виде нескольких отдельных строений или в виде одного общего строения для обеспечения функционального обеспечения. Эти построенные зоны функционального обеспечения содержат определенные общие учреждения, как, например, административные бюро, обеспечивающие административную поддержку цехов, которые их окружают.
Построенные зоны окружены различными цехами, которые вытянуты от центральной части площадки, где сгруппированы построенные зоны, к периферии площадки в направлении ограды. Среди этих цехов находятся, по меньшей мере, ковочный цех, покрасочный цех, сборочный цех. В ковочном цехе собираются кузова автомобилей, обычно из предварительно отштампованных листов. В покрасочном цехе кузова автомобилей окрашиваются. В сборочном цехе окрашенные кузова автомобилей оснащаются для того, чтобы стать полным автомобилем, готовым к передвижению. Сборочный цех включает, с одной стороны, одну или несколько производственных линий и, с другой стороны, приданное сборке материально-техническое обеспечение, а также соответствующие зоны вторичных подготовительных работ. Материально-техническое обеспечение включает, в частности, детали и агрегаты, которые будут питать производственную линию.
Дополнительная зона, соответствующая концевой части завода, то есть последнему этапу производства, следующему за сборкой и включающему этапы контроля и регулировки только что произведенных автомобилей, может быть или предпочтительно встроена в сборочный цех, или примыкать к сборочному цеху, но в последнем случае концевая часть завода отделена от сборочного цеха, по меньшей мере, например, стеной.
На заводской площадке размещены также другие элементы, такие как парк для мелкого ремонта автомобилей, парк новых автомобилей, помещение для перевозки автомобильным транспортом, помещение для транспортировки по железной дороге, включающее часть железнодорожного пути, проходящего по заводской площадке, и парк-поставщик. Альтернативно парк-поставщик может быть расположен снаружи заводской площадки за оградой. Парк для мелкого ремонта автомобилей является местом, где хранятся произведенные автомобили, имеющие некоторые дефекты, которые необходимо исправить перед отправкой на продажу. Парк новых автомобилей является местом, где хранятся произведенные автомобили, готовые к отправке на продажу. Эти готовые к отправке на продажу автомобили ожидают отправки на продажу либо автомобильным транспортом из помещения для отправки автомобильным транспортом, либо железнодорожным транспортом из помещения для отправки по железной дороге. Также имеется испытательная дорожка, на которой произведенные автомобили обкатывают перед направлением на хранение в парк новых автомобилей. Эта дорожка предпочтительно размещена или за помещением для железнодорожной отправки, при этом для того, чтобы на нее попасть, имеется мост или туннель, или сбоку от сборочного цеха со стороны, противоположной стене ММ, изображенной на фиг.1-3.
Предпочтительно, сборочный цех является кирпичным. Кирпичная кладка выполняется из материалов, соединенных связующим. Неограничивающими примерами таких материалов являются камни, кирпич, бут и т.д. Неограничивающими примерами связующих являются строительный раствор, гипс, цемент и т.д. Когда сборочный цех произведен в строительном исполнении, а не в виде сборки из предварительно произведенных элементов, то при этом первичная конфигурация имеет особое значение. Действительно, труднее передвигать здание в строительном исполнении и разрушать определенные части для изменения планировки сборочного цеха, чем перемещать или добавлять предварительно произведенные элементы, просто составленные и разборно соединенные между собой.
Сборочный цех предпочтительно является кирпичным зданием, который, предпочтительно, размещен только на одном уровне, которым обычно является первый этаж, то есть обычно уровень земли, где выполняются все рабочие операции на автомобиле или решаются дополнительные монтажные задачи, как, например, установка фар. Сборочный цех может, кроме того, содержать один или несколько дополнительных этажей, где выполняются определенные операции, и предпочтительно все, по перемещению или транспортировке автомобиля в процессе его производства с одной линии на другую, причем эти операции выполняются на высоте, в частности, чтобы не разрывать сборочную линию или циркуляционные потоки в зонах материально-технического снабжения внутри сборочного цеха. Для работы с автомобилем имеется только один уровень. Независимо от того, используется термин «линия» или «звено», линия или звено представляют собой часть производственной линии, по существу, линейной и сплошной. Сборочный цех содержит внешние стены, обозначающие границу между сборочным цехом и внешней средой, или внутренние стены, обозначающие границу между сборочным цехом и другим обособленным помещением сборочного цеха, таким как построенная зона функционального обеспечения, или другим цехом, например ковочным или покрасочным. Эти стены разделяют возможными внутренними перегородками сборочный цех на различные сборочные участки между собой. Особая стена, называемая стеной ММ на фиг.1-3, является общей стеной, которая находится со стороны других цехов ковки и покраски и которая могла бы быть поделена между цехами, является стеной, которую предпочтительно сохраняют в процессе перехода от одной фазы развития к другой. Стена ММ расположена напротив звена сборки кузова. Предпочтительно, эта стена ММ размещена скорее к центральной части площадки, на которой расположен завод. Она предпочтительно, с одной стороны, параллельна наиболее близкой стене покрасочного цеха и, с другой стороны, параллельна наиболее близкой стене ковочного цеха. Переход от одной фазы расширения к другой, например от малой к средней интенсивности производства или от малой к большой интенсивности производства, не является препятствием промежуточным фазам расширения. Промежуточное расширение могло бы состоять, например, в наращивании на определенное время звеньев или участков сборочного цеха для перехода, например, от малой интенсивности производства к повышенной малой интенсивности, например, от 12 автомобилей в час до 18 автомобилей в час, с целью последующего перехода к собственно средней производительности, например, к 24 автомобилям в час. При повышенной малой интенсивности сборочный цех производит серийные автомобили, в противном случае это является только этапом строительства, а не фазой промежуточного расширения. Переход от одной фазы расширения к другой имеет место в том случае, когда происходит переход от производства 12 автомобилей в час к 24 автомобилям в час: цех в рассматриваемый период был расширен от интенсивности производства 12 автомобилей в час до интенсивности производства в 24 автомобиля в час. Возможны и другие фазы промежуточного расширения для различной интенсивности производства. Предпочтительно, такие промежуточные фазы расширения не используются, так как они менее рентабельны, либо когда они имеют место, то наращивание линий и звеньев осуществляется для ограничения затрат без изменения внешнего периметра сборочного цеха, то есть без разрушения его стен, когда сборочный цех выполнен из кирпичной кладки.
В описании фиг.1-3 будет рассмотрена сборочная линия, участок сборки кузова и участок сборки автомобиля. Участок сборки кузова находится перед участком сборки автомобиля. Первым этапом участка сборки автомобиля обычно является нанесение защитного покрытия и привинчивание механических элементов к корпусу автомобиля. Для иллюстрации в качестве примера ниже будет описано выполнение операций на сборочной линии.
Выполнение операций на сборочной линии, включающее вначале этапы сборки кузова автомобиля, затем этапы сборки собственно автомобиля, осуществляется одновременно при перемещении на земле и в подвешенном положении. Этапы сборки кузова выполняются при перемещении на земле с использованием в качестве средства передвижения, например, салазок. Этапы сборки автомобиля осуществляются в его подвешенном положении с помощью подвесной тележки до его установки на колеса.
Этапы сборки кузова последовательно содержат операции демонтажа классических дверей и/или, в необходимом случае, раздвижных дверей, звукоизоляции кузова, установки дуг безопасности, в необходимом случае монтажа багажника и крыши для автомобилей купе-кабриолет, в необходимом случае монтажа открывающейся крыши, монтажа обивки крыши, размещения коврового покрытия, монтажа педального механизма, установки панели приборов, монтажа уплотнительных прокладок, установки стекол.
Собственно этапы сборки автомобиля содержат операции нанесения защитного покрытия и привинчивания механических элементов к кузову автомобиля, монтажа задних пружин, контроля трубопроводов, в частности, систем охлаждения, торможения и циркуляции воды, установки аккумулятора на автомобиль, установки защитных экранов под кузовом автомобиля, операции заполнения, в частности, омывателя, топливного бака и упомянутых трубопроводов, опрессовки системы подвески, в необходимых случаях для дизельных автомобилей - пуска топливной системы, операции прокачки тормозов, операции регулировки ручного тормоза, установки запасного колеса, монтажа кресел на полу автомобиля, установки назад классических дверей, в необходимых случаях - установка боковых раздвижных дверей.
В концевой части завода осуществляют регулировку параллелизма, регулировку фар и дополнительных огней, переход на рулежную дорожку и мелкий ремонт комплекса обнаруженных мелких дефектов.
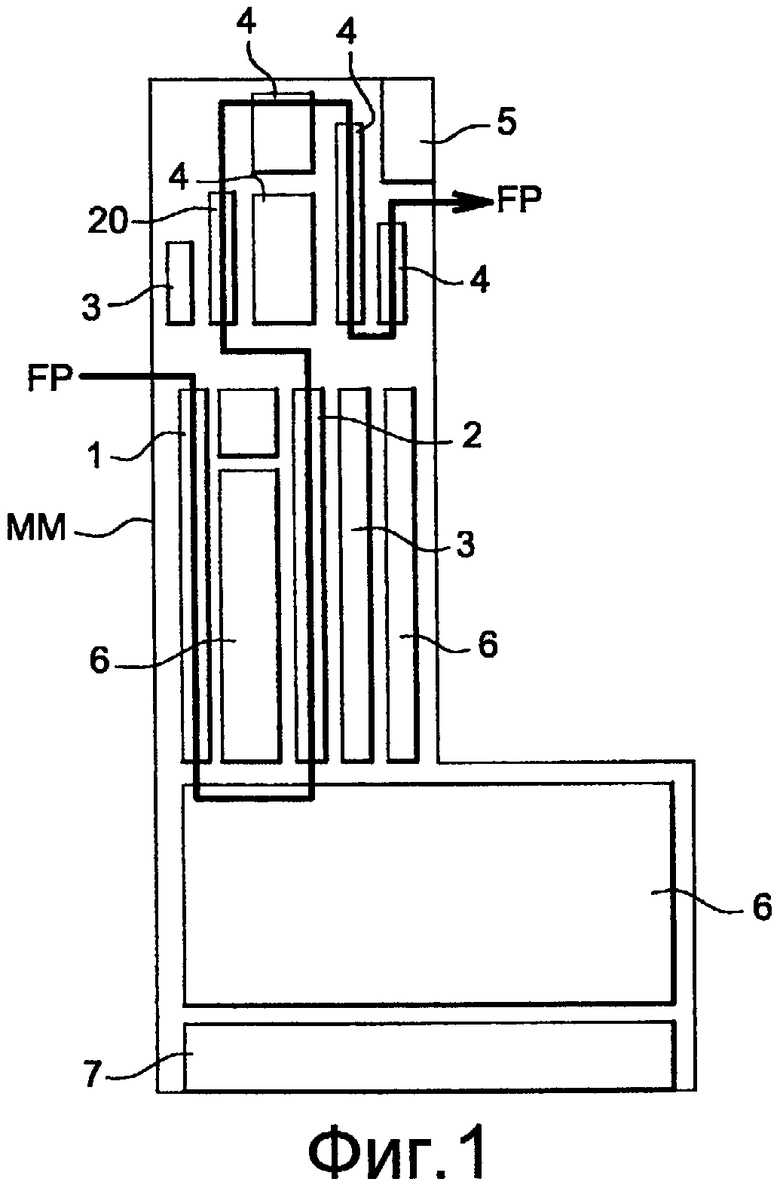
Фиг.1 схематично изображает пример сборочного цеха завода по производству автомобильных транспортных средств с малой интенсивностью производства, в соответствии с изобретением. Для сведения - малой производительностью считается завод с интенсивностью производства, меньшей 20 автомобилей в час. Этот сборочный цех содержит только одну сборочную линию. Он мог бы содержать одну или несколько других сборочных линий. В этом случае упомянутая или упомянутые сборочные линии предпочтительно находились бы в зависимости, но не обязательно, от тех же противоречий, особенно если интенсивность их производства не предназначена для последующего увеличения.
Стрелка FP изображает поток производства, который является также направлением циркуляции автомобилей на сборочной линии в сборочном цехе. Этапы сборки кузова выполняются на линии или звене 1 сборки кузова. Этапы сборки автомобиля выполняются на линии или сборочном звене 2. Другое конечное звено 20 сборки автомобилей размещено в концевой части 4 завода.
На выходе из концевой части 4 завода произведенные автомобили направляются или в парк для мелкого ремонта автомобилей, если у них обнаружены недостатки для их исправления, или в парк новых автомобилей, если у них нет или больше нет неисправностей. На выходе из парка-поставщика поставщики выгружают детали и агрегаты на платформе 7. Концевая часть 4 содержит зону 5 контроля качества.
Платформа 7 предпочтительно размещена с одной стороны сборочного цеха и предпочтительно со стороны, противоположной концевой части 4 завода для исключения или, по меньшей мере, уменьшения пересечений или пертурбаций на уровне людских потоков и на уровне автомобильных потоков, циркулирующих на заводе. Автомобили, циркулирующие на заводе, являются либо произведенными автомобилями, либо автомобилями, транспортирующими промышленное сырье, детали и агрегаты в ковочный, покрасочный, сборочный цеха и, в случае необходимости, в штамповочный цех.
Сборочный цех содержит также зоны 3 вторичной подготовки, в которых собираются определенные агрегаты перед запуском их в производственный поток на сборочную линию. Сборочный цех содержит также зоны 6 материально-технического снабжения, которые являются зонами хранения деталей или агрегатов, предназначенных для направления либо в производственный поток на сборочную линию, либо в зоны 3 вторичной подготовки.
Звено 1 сборки кузова расположено напротив звена 2 сборки автомобиля. Звенья 1 сборки кузовов и 2 сборки автомобиля размещены одно напротив другого не непосредственно, а между ними находится зона 3 вторичной подготовки и зона 6 материально-технического снабжения. Звенья 1 и 2 находятся одно напротив другого, но разделены зоной 6 материально-технического снабжения и зоной 3 вторичной подготовки. Вдоль звена 2 сборки автомобилей размещена вначале зона 3 вторичной подготовки, затем зона 6 материально-технического снабжения. Концевая часть 4 завода находится в продолжение звеньев 1 сборки корпусов и 2 сборки автомобиля.
В предпочтительном рассчитанном примере интенсивность производства составляет 14 автомобилей в час и общая поверхность земли, занимаемой сборочным цехом, составляет примерно 38.000 квадратных метров с точностью до 10%.
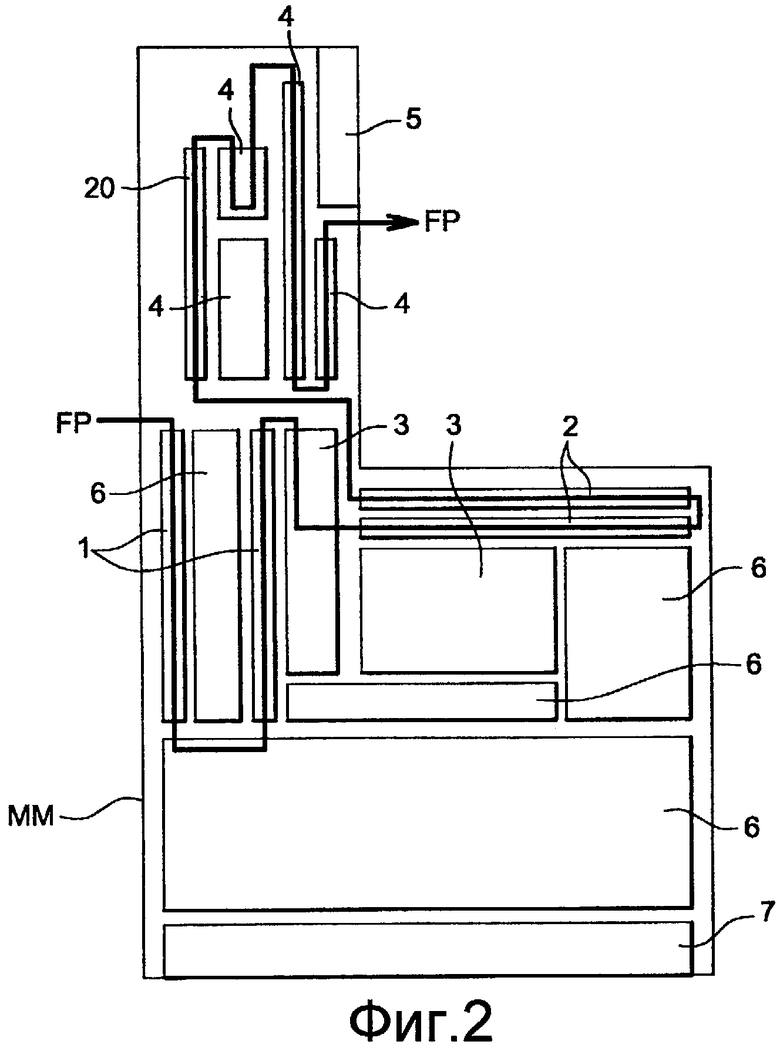
Фиг.2 схематично изображает пример сборочного цеха завода по производству автомобильных транспортных средств средней интенсивности производства в соответствии с изобретением. Для сведения - средней производительностью является производство количества автомобилей, составляющего от 20 до 40 автомобилей в час.
Звено сборки автомобиля по фиг.1 было заменено вторым звеном 1 сборки кузова, которое было размещено напротив первого звена 1 сборки корпуса, при этом между ними находилось звено 6 материально-технического снабжения. Зоны 3 вторичной подготовки были сгруппированы в угловом секторе, образованным, с одной стороны, звеньями 1 сборки кузова и, с другой стороны, звеньями 2 сборки автомобиля. Зоны 6 материально-технического снабжения, платформа 7 и концевая часть 4 завода расширены. Перпендикулярно звеньям 1 сборки кузова были добавлены два звена 2 сборки автомобиля.
В том же рассчитанном предпочтительном примере интенсивность производства достигла 28 автомобилей в час, и общая площадь поверхности земли, занимаемая монтажным цехом, составляет теперь, примерно, 65.000 квадратных метров с точностью до 10%.
Фиг.3 схематично изображает пример сборочного цеха по производству автомобильных транспортных средств с высокой интенсивностью производства в соответствии с изобретением. Для сведения, высокой производительностью считается производство более 40 автомобилей в час.
Зона 6 материально-технического снабжения, размещенная между двумя звеньями 1 сборки кузова по фиг.2, была заменена другими звеньями 1 сборки кузова. Четыре звена 1 сборки кузова выровнены теперь одни возле других. Они не выровнены одно за другим, как в классическом заводе, они не являются продолжением один другого. Зоны 3 вторичной подготовки остаются сгруппированными в угловом секторе, образованном, с одной стороны, звеньями 1 сборки кузова и, с другой стороны, звеньями 2 сборки автомобиля, и являются расширенными.
Зоны 6 материально-технического снабжения, платформа 7 и концевая часть 4 завода расширены. Два дополнительных звена 2 сборки автомобиля добавлены, с одной стороны, перпендикулярно участкам 1 сборки кузова и, с другой стороны, параллельно двум уже существующим звеньям 2 сборки автомобиля. Теперь четыре звена 2 сборки автомобиля выровнены одни возле других.
В том же рассчитанном предпочтительном примере интенсивность производства достигает 55 автомобилей в час, и общая площадь занимаемой поверхности земли составляет, примерно, 107.000 квадратных метров с точностью до 10%.
Чтобы лучше объяснить расположение различных частей сборочного цеха между собой, можно представить себе виртуально букву Т, горизонтальная перемычка которой была бы расположена по концевой части завода и звенья размещены в продолжение концевой части завода, в то время как вертикальная перемычка Т была бы расположена в соответствии со звеньями перпендикулярно предыдущим. На фиг.2 и 3 представлено частное размещение этой виртуальной буквы Т. Во всяком случае, другие расположения этой Т на поверхности земли сборочного цеха также могут иметь место с учетом относительного расположения участков Т между собой в идентичной или симметричной форме. Другими словами, в том, что касается конфигурации, представленной на фиг.2 и 3, то конфигурации, полученные вращением или аксиальной симметрией, также представляют интерес.
В общем, и независимо от определенного примера, представленного и описанного на фиг.1-3 или в комбинации с этим примером, могут иметь место различные предпочтительные опции, представленные отдельно или в комбинации между собой.
В первом варианте осуществления сборочного цеха с малой интенсивностью производства сборочный цех содержит, по меньшей мере, одну сборочную линию, содержащую один участок сборки кузова, за которым следует участок сборки автомобиля. Участок сборки кузова содержит звено 1 сборки кузова. Участок сборки автомобиля содержит звено 2 сборки автомобиля. Упомянутое звено 1 сборки кузова и упомянутое звено 2 сборки автомобиля расположены напротив одно другого. Предпочтительно, сборочный цех содержит концевую часть 4, предназначенную для контроля автомобилей на выходе сборочной линии. Концевая часть 4 завода размещена в продолжение упомянутых звеньев 1 сборки кузова и 2 сборки автомобиля. Предпочтительно, участок сборки кузова содержит только одно звено 1 сборки кузова, и участок сборки автомобиля содержит только одно звено 2 сборки автомобиля. Предпочтительно, интенсивность производства автомобилей ниже 20 автомобилей в час.
Во втором варианте осуществления сборочного цеха с малой интенсивностью производства сборочный цех содержит, по меньшей мере, одну сборочную линию, содержащую участок сборки кузова, за которым следует участок сборки автомобиля. Участок сборки кузова содержит два звена 1 сборки кузова, которые расположены одно напротив другого. Участок сборки автомобиля содержит два звена 2 сборки автомобиля, которые расположены один напротив другого. Упомянутые звенья 2 сборки автомобиля перпендикулярны упомянутым звеньям 1 сборки кузова. Предпочтительно, сборочный цех включает концевую часть 4 завода, предназначенную для контроля автомобилей на выходе сборочной линии. Концевая часть 4 завода размещена в продолжение упомянутых звеньев 1 сборки кузова. Предпочтительно, участок сборки кузова содержит только два звена 1 сборки кузова, а участок сборки автомобиля содержит только два звена 2 сборки автомобиля. Предпочтительно, цех был расширен на земле из прежнего цеха, построенного несколько лет назад, интенсивность производства автомобилей которого была ниже и размещение которого было сохранено. Одно из упомянутых звеньев 1 сборки кузова было сохранено из упомянутого прежнего цеха. Другое из упомянутых звеньев 1 сборки кузова было установлено на месте размещения звена 2 сборки автомобиля упомянутого прежнего цеха. Предпочтительно, интенсивность производства автомобилей составляет от 20 до 40 автомобилей в час.
В третьем варианте осуществления сборочного цеха малой производительности сборочный цех содержит, по меньшей мере, одну сборочную линию, включающую участок сборки кузова, который продолжен участком сборки автомобиля. Участок сборки кузова содержит четыре звена 1 сборки кузова, которые выровнены одни возле других. Участок сборки автомобиля содержит четыре звена 2 сборки автомобиля, которые выровнены одни возле других. Упомянутые звенья 2 сборки автомобиля расположены перпендикулярно упомянутым звеньям 1 сборки кузова. Предпочтительно, сборочный цех содержит концевую часть 4 завода, предназначенную для контроля автомобиля на выходе сборочной линии. Концевая часть 4 завода размещена в продолжение упомянутых участков 1 сборки кузова. Предпочтительно, цех был расширен на земле из прежнего цеха, построенного несколько лет назад, интенсивность производства автомобилей которого ниже и размещение которого было сохранено. Два упомянутых звена 1 сборки кузова были сохранены из прежнего завода. Два упомянутых звена 2 сборки автомобиля были сохранены из прежнего завода. Предпочтительно, интенсивность производства превышает 40 автомобилей в час.
Для всех трех предыдущих вариантов осуществления, сборочный цех содержит, предпочтительно, концевую часть 4 завода, предназначенную для контроля автомобилей на выходе сборочной линии и одну платформу 7 для разгрузки поставщиков, снабжающих сборочный цех. Упомянутая платформа 7 размещена сбоку от сборочного цеха, который расположен напротив концевой части 4 завода. Несколько платформ для разгрузки поставщиков могут быть предусмотрены, но это приводит к пертурбациям в людских и автомобильных потоках, циркулирующих в заводе.
Принципом предложения сборочного цеха по изобретению является формирование первоначальной или прежней конфигурации, позволяющей значительную расширяемость при ограниченном уровне перестроений и приемлемых начальных финансовых инвестициях, так как поверхность по земле, необходимая для различных размеров представленного сборочного цеха, предпочтительно, трех, не слишком увеличивается в размере сборочного цеха с малой интенсивностью производства автомобилей. Ограниченный уровень перестроений означает попытку как можно меньше затронуть или, во всяком случае, не очень, все то, что касается линии и кирпичной кладки сборочного цеха. Ограничение уровня перестроений вызывается стремлением как можно меньше затронуть и изменить направление людских и автомобильных потоков в сборочном цехе. Будучи расширенным, преобразованный сборочный цех, то есть, будучи расширенным из первоначального или прежнего сборочного цеха и имея новые особенности, сохраняет особенности прежнего или первоначального сборочного цеха, из которого он перестроен.
Хорошая начальная конфигурация сборочного цеха и хорошее развитие в процессе перехода от одной фазы к другой обеспечивает расширение сборочного цеха при сохранении, по меньшей мере, одной стены, а также сохранение в каждой фазе зон предварительной подготовки, расположенных относительно близко к сборочной линии, на которую должны поставляться необходимые сборочные единицы, снабжение сборочной линии сиденьями и колесами, которое должно быть своевременным, поддержание потоков производства автомобилей и транспортировка деталей и сборочных единиц, которые должны быть относительно разделены одни от других.
Первоначальный сборочный цех является прежним сборочным цехом, который имеет следующую особенность, а именно, либо что никакой другой сборочный цех завода по производству автомобильных транспортных средств не существовал на заводской площадке, или что существующие конструкции старого сборочного цеха существующего старого завода снесены перед постройкой нового сборочного цеха на ставшей свободной площадке.
Предпочтительно, в том, что касается первоначального сборочного цеха, сборочный цех был построен непосредственно на пустой площадке и интенсивность производства автомобилей составляет менее 20 автомобилей в час. Это соответствует случаю постройки сборочного цеха с малой интенсивностью производства непосредственно на пустой площадке или на которой конструкции были предварительно снесены.
Предпочтительно, первоначальный сборочный цех был непосредственно построен на пустой площадке, и его интенсивность производства автомобилей составляла от 20 до 40 автомобилей в час. Это соответствует случаю строительства сборочного цеха средней производительности непосредственно на пустой площадке или на которой строения были предварительно снесены.
В процессе эволюционного расширения сборочного цеха результатом расширения является больший сборочный цех, который имеет определенные предпочтительные преимущества либо в собственно функционировании, либо в возможностях, заложенных в нем для фазы дальнейшего расширения в будущем.
Предпочтительно, сборочный цех был расширен из прежнего сборочного цеха, построенного несколько лет назад, и интенсивность производства автомобилей которого была низкой. Действительно, речь идет о другом сборочном цехе, являющимся следствием расширения сборочного цеха, первоначального или прежнего, производившего продукцию. Таким образом, речь не идет о двух фазах строительства одного сборочного цеха или когда отсутствует производство между двумя фазами, или только когда проводятся испытания или обкатка машин, или опробование производственных линий между двумя фазами. Сборочный цех был расширен на земле из его прежнего размещения, которое было сохранено. Расширить цех на земле означает увеличение его поверхности на земле, а не увеличение его поверхности только путем добавления или дополнения, например, второго этажа. Когда размещение цеха на земле сохранено, новый цех, независимо от того, будет ли он больше, чем прежний цех, покрывает, по существу, размещение прежнего цеха; другими словами, цех был расширен, а не заменен цехом большего размера, размещенным в другом месте. Сохранение прежнего местоположения позволяет, по меньшей мере, сохранить внутреннее оборудование цеха, а также, в необходимом случае, часть внутренней или внешней стены цеха.
Для преобразования первоначального сборочного цеха в расширенный сборочный цех, либо расширенного сборочного цеха в еще более расширенный цех или в сборочный цех конечного размера, в изобретении предлагается способ расширения. Сборочный цех конечного размера является сборочным цехом, который расширился в приемлемых условиях, но который не может больше расширяться в приемлемых условиях, так как он достиг максимального расширения, которое было для него вначале предусмотрено.
В способе расширения сборочного цеха завода по производству автомобильных транспортных средств в соответствии с изобретением для увеличения интенсивности производства автомобилей, так чтобы получить новый сборочный цех из прежнего построенного несколько лет назад сборочного цеха, упомянутый прежний сборочный цех содержит сборочную линию, включающую участок сборки кузова и участок сборки автомобиля, при этом участок сборки кузова содержит одно или несколько существующих звеньев сборки кузова, участок сборки автомобиля содержит одно или несколько существующих звеньев сборки автомобиля, причем, с одной стороны, несколько звеньев добавлены к упомянутым существующим звеньям, местоположение которых было, по меньшей мере, сохранено, а упомянутые добавочные звенья не размещены в продолжение ни упомянутого или упомянутых существующих сохраненных звеньев, ни упомянутого или упомянутых сохраненных местоположений существующих звеньев, и, с другой стороны, местоположение прежнего цеха сохранено.
При первом предпочтительном расширении прежний цех, содержащий только единственное звено сборки кузова и единственное звено сборки автомобиля, выровненные рядом одно с другим, с одной стороны, существующее звено сборки автомобиля преобразовано в звено сборки кузова, и, с другой стороны, добавлены два звена сборки автомобиля и расположены перпендикулярно сохраненному звену сборки кузова. При первом расширении интенсивность производства автомобилей предпочтительно переходит от интенсивности, меньшей 20 автомобилей в час, к интенсивности, составляющей от 20 до 40 автомобилей в час.
При втором предпочтительном расширении прежний цех, содержащий только два звена сборки кузова и два звена сборки автомобиля, размещенные перпендикулярно упомянутым звеньям сборки кузова, два звена сборки кузова, с одной стороны, добавлены таким образом, что четыре звена сборки кузова нового цеха выровнены одни рядом с другими, и, с другой стороны, добавлены два звена сборки автомобиля таким образом, что четыре звена сборки автомобиля нового цеха выровнены одни рядом с другими. Предпочтительно, два добавочных звена сборки кузова добавлены между двумя существующими звеньями сборки кузова. Предпочтительно, по меньшей мере, сохранена одна стена ММ сборочного цеха. При втором расширении интенсивность производства автомобилей переходит предпочтительно от интенсивности производства, составляющей от 20 до 40 автомобилей в час, к интенсивности производства, превышающей 40 автомобилей в час.
При третьем предпочтительном расширении первое и второе расширения были выполнены одновременно вместе. При третьем расширении интенсивность производства переходит предпочтительно от интенсивности производства, меньшей 20 автомобилей в час, к интенсивности производства, превышающей 40 автомобилей в час.
Группа изобретений относится к области транспортного машиностроения. Сборочный цех завода по производству автомобильных транспортных средств содержит одну сборочную линию, содержащую участок сборки кузова и участок сборки автомобиля. Участок сборки кузова содержит два звена сборки кузова, которые расположены друг напротив друга. Участок сборки автомобиля содержит два звена сборки автомобиля, которые расположены напротив друг друга. Звенья сборки автомобиля размещены перпендикулярно звеньям сборки кузова. Сборочный цех завода по производству автомобильных транспортных средств по второму варианту содержит участок сборки кузова, содержащий четыре звена сборки кузова, расположенных рядом друг с другом. Участок сборки автомобиля содержит четыре звена сборки автомобиля, расположенных рядом друг с другом. Способ расширения сборочного цеха завода по производству автомобильных транспортных средств для получения нового сборочного цеха, согласно которому участок сборки кузова включает одно или несколько существующих звеньев сборки кузова, а участок сборки автомобиля включает одно или несколько существующих звеньев сборки автомобиля. Несколько звеньев добавляют к существующим звеньям, местоположение которых сохранено. Добавочные звенья не размещают в продолжение существующих звеньев, при этом местоположение сборочного цеха сохранено. Достигается увеличение интенсивности производства. 3 н. и 11 з.п. ф-лы, 3 ил.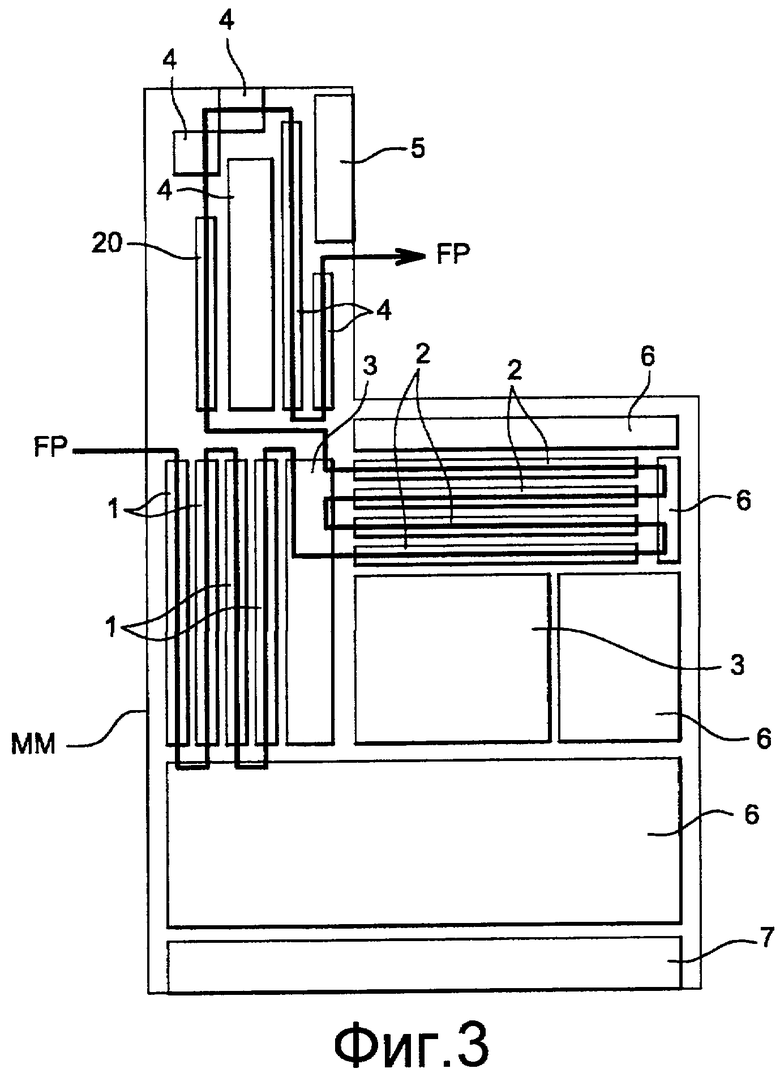
1. Сборочный цех завода по производству автомобильных транспортных средств, содержащий, по меньшей мере, одну сборочную линию, содержащую участок сборки кузова и участок сборки автомобиля, отличающийся тем, что участок сборки кузова содержит два звена (1) сборки кузова, которые расположены напротив друг друга, участок сборки автомобиля содержит два звена (2) сборки автомобиля, которые расположены напротив друг друга, упомянутые звенья сборки автомобиля размещены перпендикулярно упомянутым звеньям сборки кузова.
2. Сборочный цех по п.1, отличающийся тем, что он включает концевую часть (4) завода, предназначенную для контроля автомобилей на выходе сборочной линии, причем концевая часть завода расположена в продолжение упомянутых звеньев сборки кузова.
3. Сборочный цех по одному из пп.1 или 2, отличающийся тем, что участок сборки кузова содержит только два звена сборки кузова, причем участок сборки автомобиля содержит только два звена сборки автомобиля.
4. Сборочный цех по одному из пп.1 или 2, отличающийся тем, что цех расширен на земле, на базе прежнего цеха, причем одно из упомянутых звеньев сборки кузова было сохранено от прежнего сборочного цеха, а другое из упомянутых звеньев сборки кузова было размещено на месте звена сборки автомобиля упомянутого прежнего цеха.
5. Сборочный цех завода по производству автомобильных транспортных средств, содержащий, по меньшей мере, одну сборочную линию, содержащую участок сборки кузова и участок сборки автомобиля, отличающийся тем, что участок сборки кузова содержит четыре звена (1) сборки кузова, которые выровнены одни возле других, участок сборки автомобиля содержит четыре звена (2) сборки автомобиля, которые выровнены одни возле других, упомянутые звенья сборки автомобиля расположены перпендикулярно упомянутым участкам сборки кузова.
6. Сборочный цех по п.5, отличающийся тем, что он включает концевую часть (4) завода, предназначенную для контроля автомобилей на выходе сборочной линии, а также тем, что концевая часть завода размещена в продолжение упомянутых звеньев сборки кузова.
7. Сборочный цех по одному из пп.5 или 6, отличающийся тем, что цех расширен на земле, на базе прежнего цеха, причем два из упомянутых звеньев сборки кузова были сохранены от упомянутого прежнего цеха, а два из упомянутых звеньев сборки автомобиля были сохранены от упомянутого прежнего цеха.
8. Сборочный цех по одному из пп.1, 2, 5 и 6, отличающийся тем, что сборочный цех выполнен из кирпичной кладки.
9. Сборочный цех по одному из пп.1, 2, 5 и 6, отличающийся тем, что он включает в себя концевую часть (4) завода, предназначенную для контроля автомобилей на выходе сборочной линии, и единственную платформу (7) для разгрузки поставщиков, снабжающих сборочный цех, причем упомянутая платформа расположена со стороны сборочного цеха, противоположной концевой части завода.
10. Способ расширения сборочного цеха завода по производству автомобильных транспортных средств для получения нового сборочного цеха на базе прежнего сборочного цеха, при этом упомянутый сборочный цех содержит сборочную линию, содержащую участок сборки кузова и участок сборки автомобиля, причем участок сборки кузова включает одно или несколько существующих звеньев (1) сборки кузова, а участок сборки автомобиля включает одно или несколько существующих звеньев (2) сборки автомобиля, отличающийся тем, что несколько звеньев добавляют к существующим звеньям, по меньшей мере, местоположение которых сохранено, причем упомянутые добавочные звенья не размещают в продолжение упомянутого или упомянутых сохраненных местоположений существующих звеньев, причем местоположение сборочного цеха сохранено.
11. Способ расширения сборочного цеха по п.10, отличающийся тем, что прежний цех содержит только одно звено сборки кузова и единственное звено сборки автомобиля, выровненные одно рядом с другим, причем существующее звено сборки автомобиля преобразуют в звено сборки кузова, а два звена сборки автомобиля добавляют перпендикулярно существующему сохраненному звену сборки кузова.
12. Способ расширения сборочного цеха по п.10, отличающийся тем, что прежний цех содержит только два звена сборки кузова и два звена сборки автомобиля, размещенные перпендикулярно упомянутым звеньям сборки кузова, причем два звена сборки кузова добавляют таким образом, что четыре звена сборки кузова нового цеха выровнены рядом друг с другом, а два звена сборки автомобиля добавляют таким образом, что четыре звена сборки автомобиля нового цеха выровнены рядом друг с другом.
13. Способ расширения сборочного цеха по п.12, отличающийся тем, что два добавочных звена сборки кузова добавляют между двумя существующими звеньями сборки кузова.
14. Способ расширения сборочного цеха по одному из пп.10-13, отличающийся тем, что сохраняют, по меньшей мере, одну стену сборочного цеха.
| ИНДУКТИВНЫЙ ДАТЧИК ПОЛОЖЕНИЯ | 0 |
|
SU357473A1 |
| DE 195145954 С1, 15.05.1996 | |||
| УСТРОЙСТВО ДЛЯ СБОРКИ АВТОМОБИЛЬНОГО КУЗОВА ИЛИ ЕГО УЗЛОВ И СПОСОБ СБОРКИ АВТОМОБИЛЬНОГО КУЗОВА ИЛИ ЕГО УЗЛОВ | 1998 |
|
RU2148517C1 |

