Изобретение относится к способу сборки автомобилей.
Как известно, в области серийного изготовления автомобилей рядом с основным сборочным конвейером для автомобилей размещают конвейер по сборке дверей, чтобы таким образом независимо от сборки внутренней части салона в окрашенном кузове можно было снабжать двери автомобиля облицовкой, оконными стеклами, боковыми стеклами и т.д.
Так, например, в WO 2005/110837 A1 описана поточная линия в виде главного сборочного конвейера, на котором демонтируют двери и отводят на отдельный конвейер по сборке дверей. Конвейер по сборке дверей разделен в свою очередь на два отдельных конвейера. На одном отдельном конвейере последовательно изготовляют все передние двери, в то время как на втором отдельном конвейере последовательно изготовляют все задние двери. Транспортировка дверей от и на отдельные конвейеры может при этом производиться на одном общем транспортировочном устройстве.
Передние и задние двери изготовляют на отдельных конвейерах по сборке дверей, чтобы таким образом повысить производительность и качество при сборке дверей автомобиля.
При изготовлении различных моделей автомобилей продолжительность одной операции по сборке дверей при известных условиях может в значительной степени отличаться, так что необходимо будет считаться с простоями или предусматривать соответствующие накопительные участки.
Задача изобретения заключается в усовершенствовании способа сборки автомобилей в такой мере, чтобы можно было исключать простои и соответствующие промежуточные накопительные участки.
Согласно настоящему изобретению поставленная задача решается с помощью признаков пункта 1 формулы изобретения. Предпочтительные варианты исполнения изобретения вытекают из признаков зависимых пунктов формулы изобретения.
В отличие от указанного выше уровня техники согласно изобретению все двери автомобиля изготовляют совместно на одной сборочной платформе. Для этой цели подлежащие изготовлению двери снимаются с заготовки кузова, который перемещается на главном сборочном конвейере. Каждая дверь располагается в одной раме и закрепляется в ней. Рамы выполнены таким образом, что соответствующие захваты могут взаимодействовать с рамами. В результате этого в значительной мере снижается возможность повреждения двери. Затем рамы с закрепленными в них дверями передаются с помощью соответствующих транспортирующих средств, например так называемых салазок, на перегрузочную позицию, а после этого они уже перегружаются на конвейер для сборки дверей. До начала сборки дверей на этой передаточной станции все двери, которые относятся к одному кузову, вместе с рамами сосредотачиваются на сборочной платформе. Это означает, что, например, если речь идет о четырехдверном кузове, четыре рамы вместе с закрепленными в них дверями находятся на одной сборочной платформе. При этом рамы переставляются на сборочную платформу таким образом, что внутренняя сторона дверей направлена наружу. Таким образом, подлежащие сборке участки становятся более доступными для оператора. Во время сборки двери сборочная платформа в зависимости от выбранной продолжительности такта (цикла) осуществляет соответствующее перемещение. Двери постепенно доводятся до готового состояния. Преимущество такого способа заключается в том, что на сборочной платформе независимо от изготовляемой в настоящий момент модели автомобиля могут использоваться унифицированные держатели для рам. Конструктивные различия можно компенсировать за счет соответствующего исполнения рам. Далее сборочный конвейер для дверей может в пространственном отношении отделяться от главного сборочного конвейера, в результате чего снижается опасность повреждения во время транспортировки. Так как двери от станции погрузки до станции подачи главного сборочного конвейера постоянно транспортируются, подаются или обрабатываются только вместе с рамой, все захватные и транспортирующие устройства могут согласовываться с рамой. В результате этого можно упростить техническое обслуживание. Переналадка при смене модели требует минимальных затрат.
В том случае, если возникнет необходимость в перемещении по другим участкам или перемещении по этажам, транспортировка рам может производиться на общем транспортном устройстве. При этом можно также использовать и промежуточное накапливание.
Предпочтительно в качестве общего транспортирующего устройства можно использовать так называемые транспортирующие салазки, которые перемещаются на подающем ленточном конвейере. Подающий ленточный конвейер можно расположить в другой плоскости при минимальной потребности в площади, например на промежуточном перекрытии над главным сборочным конвейером. С помощью подающего ленточного конвейера можно компенсировать различное время изготовления между позицией загрузки и позицией подачи на главный сборочный конвейер и время изготовления на сборочном конвейере дверей.
Для перемещения рам с общего транспортирующего устройства на общую сборочную платформу подающий ленточный конвейер связан с накопителем сборочной платформы. Рамы могут переставляться, например, с помощью захвата с транспортирующего устройства на сборочную платформу.
Затем общая сборочная платформа подводится вместе с расположенными на ней рамами к сборочному конвейеру дверей.
Как только подающий ленточный конвейер и/или накопитель сборочной платформы будут находиться в другой пространственной плоскости, чем сборочный конвейер дверей, сборочная платформа может с помощью вертикального транспортера подводиться к сборочному конвейеру дверей.
Для улучшения доступа при сборке дверей можно предусмотреть, чтобы каждая рама могла поворачиваться на сборочной платформе вокруг проходящей параллельно плоскости (N) нормали поворотной оси сборочной платформы.
Как только подающий ленточный конвейер и/или накопитель сборочной платформы будут находиться в другой пространственной плоскости, чем сборочный конвейер дверей, после сборки дверей в конце сборочного конвейера дверей сборочную платформу можно с помощью вертикального транспортера подводить к накопителю сборочного конвейера.
Наконец, рамы с готовыми дверьми со сборочной платформы могут переставляться на пустое транспортирующее устройство.
Это транспортирующее устройство при необходимости может временно находиться на подающем ленточном конвейере и в точно определенное время подводиться к загрузочной позиции главного сборочного конвейера.
В обратном описанной выше погрузке порядке теперь рамы могут отбираться со своего транспортирующего устройства и с помощью подъемника подаваться на позицию загрузки.
В позиции загрузки собранные готовые двери снимаются со своих соответствующих рам и снова прикрепляются к той же заготовке кузова, из которого двери на станции подачи были первоначально сняты.
Другие предпочтительные варианты исполнения далее более подробно поясняются со ссылками на чертежи, на которых:
фиг.1 - схематическое изображение способа согласно настоящему изобретению;
фиг.2 - предпочтительный вариант исполнения способа согласно настоящему изобретению;
фиг.3 - рама на транспортировочном устройстве;
фиг.4 - вид сбоку сборочной платформы и
фиг.5 - горизонтальная проекция сборочного конвейера для дверей со сборочной платформой согласно фиг.4.
На схематическом изображении согласно фиг.1 показана горизонтальная проекция осуществления способа согласно настоящему изобретению. Главный сборочный конвейер 1 и сборочный конвейер 2 дверей пространственно отделены друг от друга.
Для обеспечения на главном сборочном конвейере 1 для сборки салона улучшенного доступа к внутреннему пространству заготовки кузова двери 3 монтируются на сборочном конвейере 2 для дверей.
Заготовки кузова с помощью соответствующего транспортного оборудования вместе со своими дверьми доставляются на главный сборочный конвейер из малярного цеха или из отделения по консервации полостей. Как только заготовка кузова достигнет станции 4 загрузки главного сборочного конвейера, двери 3 отделяются от заготовки кузова. Каждая отделенная дверь 3 закрепляется на раме 5. Способ крепления дверей на рамах будет более подробно описан ниже.
Наконец, рамы - в данном случае четыре - подводятся к транспортировочному устройству 7, которое обращается на подающем ленточном конвейере 8 в соответствии со стрелками. Привод транспортировочных устройств 7 может находиться или на самих транспортировочных устройствах, или на подвесном рельсовом пути.
Транспортировочное устройство 7 вместе с установленными на нем рамами 5 на подающем ленточном конвейере 8 подводятся в позицию, в которой рама 5 снимается и устанавливается на сборочную платформу 6. При этом манипулирование производится одновременно четырьмя рамами 5. На сборочной платформе 6 предусмотрены держатели для рам 5, в которые они устанавливаются и закрепляются.
Сборочная платформа 6 перемещается после этого посредством соответствующих транспортирующих устройств в соответствии с показанной стрелкой к началу сборочного конвейера 2 для дверей. После завершения изготовления дверей в конце сборочного конвейера 2 для дверей сборочная платформа 6 по направлению стрелки перемещается к накопителю 9 сборочной платформы. Здесь доведенные до готовности двери, которые здесь обозначены позицией 10, вместе со своими рамами 5 выгружаются на пустое транспортирующее устройство 7.
На обращающемся подающем ленточном конвейере 8 транспортирующее устройство 7 перемещается в направлении главного сборочного конвейера 1. Поскольку производственное время для сборки заготовки превышает таковое для сборки двери, то транспортирующее устройство 7 может накапливаться здесь.
Из транспортирующего устройства 7 рамы 5 с готовыми дверями 10 снимаются и снова подводятся на станцию 11 подачи главного сборочного конвейера 1. Двери 10 для этой цели извлекаются из рамы 5 и прикрепляются к кузову, отделка салона и т.д. которого к этому времени уже завершается.
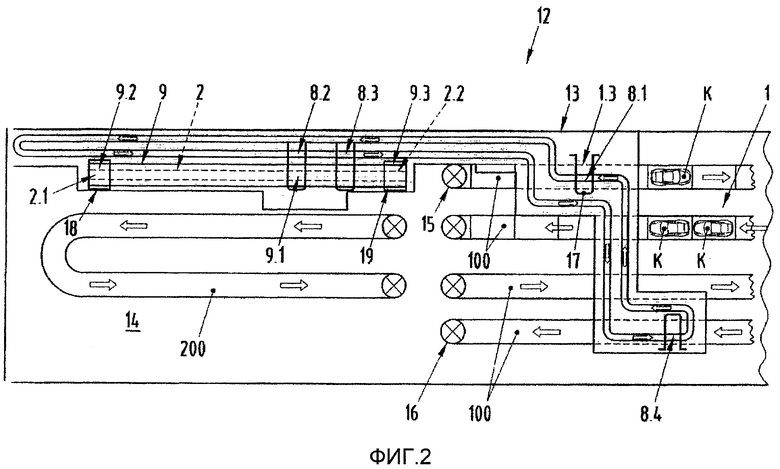
На фиг.2 показан вид сверху предпочтительного варианта технологической линии 12, в которой используется способ согласно настоящему изобретению. Обозначенная серым цветом область представляет собой промежуточное перекрытие 13, которое расположено, по крайней мере, в частичном перекрытии над главным сборочным конвейером 1 и сборочным конвейером 2 для дверей, расположенным в сборочном цеху 14. На промежуточном перекрытии 13 находятся подающий ленточный конвейер 8 и накопитель 9 сборочной платформы.
Главный сборочный конвейер 1 проходит через первую рабочую позицию 15 сборочного цеха 14 до последней рабочей позиции 16. При этом изготовляемые кузова К перемещаются потактово от одной рабочей позиции к другой рабочей позиции. В зависимости от производимых работ главный сборочный конвейер 1 составляется из нескольких отдельных сборочных линий, при этом кузова с одной линии 100 с подвижными плитами перемещаются на электрическую подвесную линию 200 с помощью соответствующего транспортного оборудования. Изготовляемые кузова К представляют собой кузова автомобилей с нанесенным лакокрасочным покрытием, салон, подкапотное пространство и багажное отделение которых при последующем ходе главного сборочного конвейера 1 снабжаются внутренней отделкой. Двери для этой цели снимаются с кузова и доводятся до соответствующего состояния готовности на сборочном конвейере 2 для дверей.
Изготавливаемые кузова К устанавливаются в обозначенное позицией 15 положение на главном сборочном конвейере 1. При дальнейшем ходе кузов К перемещается на подвижной плите до обозначенного позицией 1.3 положения, в котором двери демонтируются с кузова. Позиция 1.3 соответствует описанной на фиг.1 в качестве позиции 4 загрузки рабочей позиции главного сборочного конвейера 1. Демонтированные двери подвешиваются соответственно слева и справа на готовой для этой цели раме, расположенной возле подвижной плиты, и закрепляются там. Конструктивное исполнение и принцип действия рамы будут более подробно описаны ниже. Как уже было описано выше, для каждой двери предусмотрена рама. Обе рамы одной стороны кузова с помощью первой подъемной станции 17 поднимаются до уровня промежуточного перекрытия 13 и устанавливаются вместе в обозначенное позицией 8.1 положение на транспортирующее устройство. Как только оператор закрепит на обеих рамах другой стороны кузова соответствующие двери, они также поднимаются с помощью первой подъемной станции на уровень промежуточного перекрытия 13 и устанавливаются на то же транспортирующее устройство.
Каждое транспортирующее устройство перемещается на подающем ленточном конвейере 8 в показанном стрелкой направлении. В то время как кузов К на главном сборочном конвейере 1 перемещается без дверей в направлении стрелок и постепенно доводится до готовности, установленные в позиции 8.1 на транспортирующем устройстве рамы перемещаются в положение, которое обозначено позицией 8.2.
Здесь производится перестановка рамы из транспортирующего устройства на общую сборочную плиту, которая находится на накопителе 9 сборочной плиты в положении 9.1. При этом перестановка рамы производится таким образом, что внутренняя сторона дверей становится доступной с наружной стороны. Сборочная плита с расположенными на ней рамами из положения 9.1 по направлению стрелки перемещается к первому подъемнику 18 в положение 9.2 и из него опускается из промежуточного перекрытия 13 до уровня сборочного конвейера 2 для дверей. В этом положении 2.1 начинается сборочный конвейер 2 для дверей, который в данном случае изображен штрихами и проходит конгруэнтно накопителю 9 сборочной плиты.
На сборочном конвейере (линии) 2 для дверей сборочные плиты со своими удерживаемыми в рамах дверями перемещаются пошагово до положения 2.2, т.е. до конца сборочного конвейера 2 для дверей. Во время пошагового (потактового) перемещения двери оснащаются стеклами, окнами, внутренней облицовкой и т.д. Ниже этот процесс сборки будет рассмотрен более подробно.
В конце сборочного конвейера 2 для дверей в положении 2.2 расположен второй подъемник 19, который снова поднимает сборочную плиту теперь уже с готовыми дверями до уровня промежуточного перекрытия 13. Из этого положения, которое обозначено позицией 9.3, сборочная плита по стрелке перемещается до второй перегрузочной позиции 9.4, в которой рамы вместе с готовыми дверями снова совместно перегружаются со сборочной плиты на свободное транспортирующее устройство, предусмотренное на ленточном подающем конвейере 8. Из этого положения, которое обозначено позицией 8.3, транспортировочное устройство перемещается на подающем ленточном конвейере 8 в положение 8.4, в котором рамы снова снимаются с транспортировочного устройства и опускаются с промежуточного перекрытия 13 с помощью второй подъемной станции 20, на названной как подающая станция рабочей станции главного сборочного конвейера 1. Находящийся в положении 1.4 кузов представляет собой как раз тот кузов К, с которого были сняты двери в положении 1.3. Здесь двери прикрепляются к кузову, в котором тем временем уже было выполнено все внутреннее оснащение.
Теперь разгруженное транспортировочное устройство на подающем ленточном конвейере 8 снова переводится из положения 8.4 к первой подъемной станции 17 в положение 8.1 и там может уже принимать следующие рамы вместе с дверями.
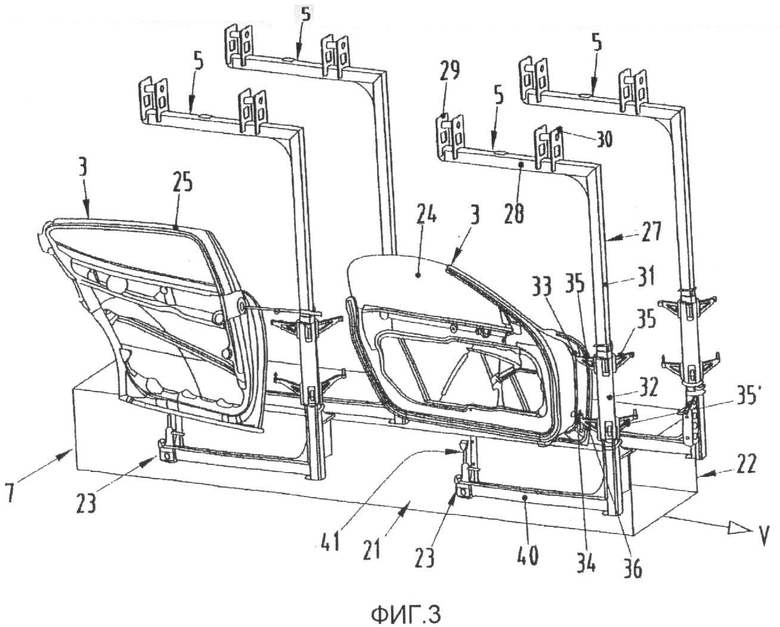
На фиг.3 подробно показано транспортирующее устройство 7, которое может принимать четыре рамы 5 и тем самым все четыре двери одного кузова. Транспортирующее устройство 7 на своих продольных сторонах 21 и 22 снабжено удерживающими приспособлениями 23 для рамы 5, которые могут быть выполнены в виде быстродействующих затворов. Удерживающие приспособления 23 выполнены таким образом, что движение рам 5 при перемещении транспортирующего устройства 7 прерывается согласно показанному направлению V транспортировки.
Все четыре рамы 5 конструктивно идентичны и пригодны для приема передних или задних дверей, а также дверей автомобилей различных моделей. Для улучшения наглядности на фиг.3 показаны только две из четырех рам 5 с закрепленными в них дверями 3, при этом позицией 24 обозначена передняя дверь, а позицией 25 обозначена задняя дверь.
Для более подробного объяснения конструктивного исполнения и принципа действия рам 5 ниже будет описана рама 5 для приема передней двери 24.
Рама 5 содержит поворачивающуюся из своего нормального положения на 90° влево U-образную трубчатую раму 27, из верхнего плеча 28 которой выступают вверх две скобы 29, 30. Эти скобы 29, 30 выполнены для сопряженных захватов таким образом, что возможно осуществлять описанное выше поднятие, опускание или перегрузку рамы 5.
Средний, проходящий вертикально, участок 31 трубчатой рамы 27 снабжен револьверным держателем 32 для шарниров 33 и 34 передней двери 24. Револьверный держатель 32 содержит верхний шарнирный уголок 35 для вхождения в зацепление с верхним шарниром 33 и нижний шарнирный уголок 36 для вхождения в зацепление с нижним шарниром 34. Для того чтобы обеспечить возможность изготовления дверей автомобилей различных моделей на одной и той же сборочной линии, револьверный держатель 32 с помощью поднятия и поворота можно устанавливать в другое угловое положение, так что два других шарнирных уголка 35' и 36' могут использоваться для подвешивания двери. Эти шарнирные уголки 35' и 36' согласованы с шарнирами двери автомобиля другого типа.
Нижнее плечо 40 трубчатой рамы 27 на своем свободном конце оснащено фиксирующим приспособлением 41, которое удерживает переднюю дверь 24 на раме 5. Это фиксирующее приспособление 41 можно легко освобождать с помощью нескольких простых движений руки, так что для производства определенного вида работ двери 24 можно поворачивать вокруг их шарниров 33, 34 из заданной рамой 5 плоскости. К таким видам работ можно отнести, в частности, приклеивание уплотнений в области передней торцевой стороны двери.
Как правило, передняя дверь 24 удерживается неподвижно в трех точках, а именно в шарнирах 33, 34 и фиксирующем приспособлении 41, на раме 5.
В положении 1.3 главного сборочного конвейера 1 предоставляются в распоряжение две пустые рамы 5 справа и две пустые рамы 5 слева подвижной плиты. Оператор снимает соответствующую дверь 3 с окрашенного кузова К и подвешивает ее в предусмотренную для этого раму 5. В том случае, если все четыре рамы 5 будут заполнены, они с помощью подъемной станции 17 поднимаются на уровень промежуточного перекрытия 13 и там закрепляются в положении 8.1 подающего ленточного конвейера 8 на пустом транспортирующем устройстве 7.
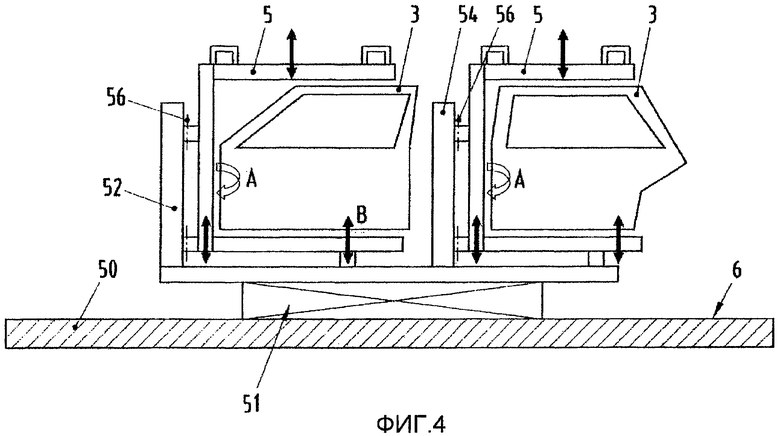
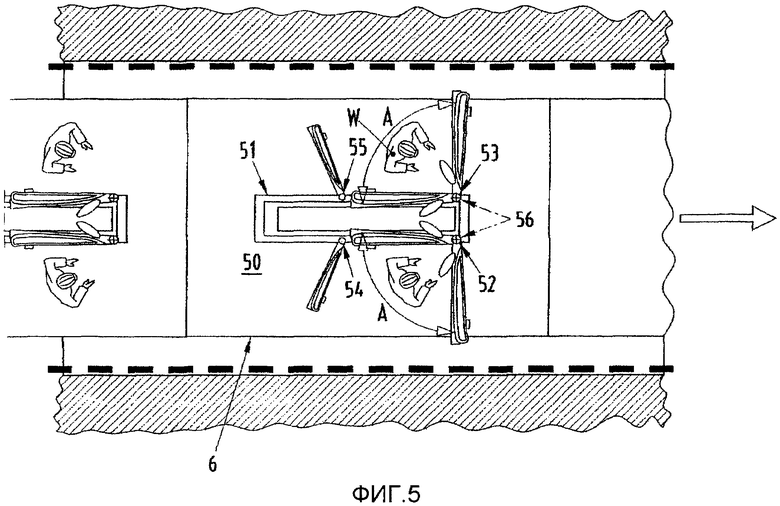
На фиг.3 и 4 показана сборочная плита 6, которая предусмотрена на сборочном конвейере 2 для дверей. Сборочная плита 6 закреплена на подъемном столе 51, который находится на подвижной плите 50. На сборочной плите 6 находятся служащие для приема передних дверей две передние стойки 52 и 53, а для приема задних дверей - две задние стойки 54 и 55. Стойки 52, 53, 54, 55 принимают в зависимости от обстоятельств одну из рам 5. Рамы 5 при этом могут поворачиваться вокруг поворотной оси 56 по направлению стрелки А. В результате этого оператор W может обрабатывать двери 3 как с внутренней стороны, так и с наружной стороны.
Подъемный стол 51 может перемещаться вверх и вниз в соответствии со стрелкой В, так что в зависимости от рабочей задачи можно установить эргономически удобное положение для оператора W.
Изобретение относится к области машиностроения, а именно к способу сборки автомобилей. Способ по сборке автомобилей с главным сборочным конвейером и конвейером по сборке дверей включает несколько этапов. Первый этап включает снятие изготовляемых дверей из заготовки кузова на позиции снятия главного сборочного конвейера. На втором этапе каждую дверь располагают в одной раме. На третьем этапе рамы транспортируют на конвейер по сборке дверей. Сборка дверей производится на сборочной платформе, при этом все изготовляемые двери заготовки кузова вместе подаются на эту сборочную платформу. Исключаются простои и промежуточные накопительные участки. 12 з.п. ф-лы, 5 ил.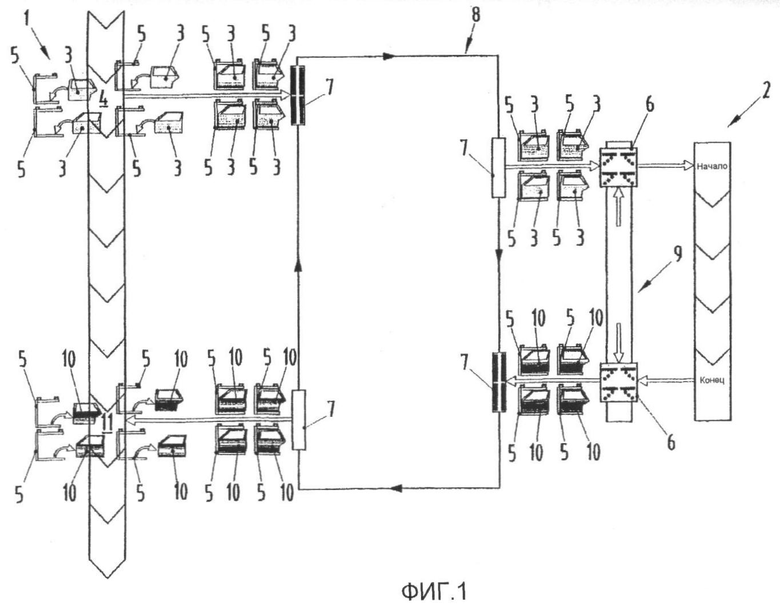
1. Способ сборки автомобилей с главным сборочным конвейером (1) и конвейером (2) по сборке дверей, который включает следующие этапы:
a) снятие изготовляемых дверей (3) из заготовки кузова на позиции (4) снятия главного сборочного конвейера (1);
b) расположение каждой двери (3) в одной раме (5);
c) транспортирование рам (5) на конвейер (2) по сборке дверей, отличающийся тем, что
d) сборка дверей производится на сборочной платформе (6), при этом все изготовляемые двери (3) заготовки кузова вместе подаются на эту сборочную платформу (6).
2. Способ сборки по п.1, отличающийся тем, что транспортировка рам (5) между этапом с) и этапом d) производится на общем транспортировочном устройстве (7).
3. Способ сборки по п.2, отличающийся тем, что общее транспортировочное устройство (7) представляет собой транспортировочные салазки, которые перемещаются на подающем ленточном конвейере (8).
4. Способ сборки по п.3, отличающийся тем, что подающий ленточный конвейер (8) связан с накопителем (9) сборочной платформы таким образом, что все рамы (5) вместе с изготовляемыми дверями (3) представляются с общего транспортировочного устройства (7) на общую сборочную платформу (6).
5. Способ сборки по п.4, отличающийся тем, что общая сборочная платформа (6) подводится к конвейеру (2) по сборке дверей.
6. Способ сборки по п.1, отличающийся тем, что рамы (5) с изготовляемыми дверями (3) подают подъемником к транспортировочному устройству (7) подающего ленточного конвейера (8).
7. Способ сборки по п.1, отличающийся тем, что сборочная платформа (6) транспортируется с помощью вертикального транспортера к конвейеру (2) по сборке дверей.
8. Способ сборки по п.1, отличающийся тем, что каждая рама (5) на сборочной платформе (6) выполнена с возможностью поворачивания вокруг проходящей параллельно к нормали (N) поверхности поворотной оси сборочной платформы (6).
9. Способ сборки по п.1, отличающийся тем, что после этапа d) сборочная платформа (6) в конце конвейера (2) по сборке дверей перемещается с помощью вертикального транспортера к накопителю (9) сборочной платформы.
10. Способ сборки по п.9, отличающийся тем, что рамы (5) с готовыми дверями (10) переставляются со сборочной платформы (6) на пустое транспортировочное устройство (7).
11. Способ сборки по п.10, отличающийся тем, что транспортировочное устройство (7) на подающем ленточном конвейере (8) подводится к станции (11) подачи главного сборочного конвейера (1).
12. Способ сборки по п.11, отличающийся тем, что рамы (5) снимаются с их транспортировочного устройства (7) и с помощью подъемника подводятся к станции (11) подачи.
13. Способ сборки по п.12, отличающийся тем, что на позиции (11) подачи готовые двери (10) извлекаются из своих рам (5) и снова прикрепляются к той же заготовке кузова, с которой двери (3) на позиции (4) снятия были первоначально сняты.
| WO 2005110837 A1, 24.11.2005 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| JP 6135359 A, 17.05.1994 | |||
| СПОСОБ СБОРКИ АВТОМОБИЛЬНЫХ КУЗОВОВ РАЗНОГО ТИПА И КУЗОВ АВТОМОБИЛЯ, ИЗГОТАВЛИВАЕМЫЙ ТАКИМ СПОСОБОМ | 1994 |
|
RU2096232C1 |

