Изобретение относится к области цветной металлургии и может быть использовано при комплексной переработке медьсодержащих материалов, в частности медного концентрата, полученного от флотационного разделения медно-никелевого файнштейна.
Известен способ переработки сульфидных медных руд и/или концентратов (Патент №2173726, С22В 15/00, С22В В1/06, опубл. 20.09.2001), включающий их сульфатизирующий обжиг в среде инертного газа, выщелачивание огарка кислым водным раствором и извлечение меди из раствора. Измельченное сырье обжигают в трубчатой печи в потоке азота при температуре 850-950°С, что дает возможность максимально удалить серу из руды и/или концентрата во время обжига, повысить степень извлечения меди при выщелачивании.
Известен способ переработки медьсодержащих материалов (Авт. свид №1301858, МКИ С22В 1/06, опубл. 07.04.87, бюл. №13), включающий сульфатизирующий обжиг в инертной среде в смеси с сульфатом железа, с последующим выщелачиванием огарка кислым водным раствором, извлечение меди из раствора.
Недостатком известных способов являются значительные энергетические затраты при подготовке медного сырья к последующему выщелачиванию. Кроме того, существенные затраты требуются при извлечении дополнительных полезных компонентов, содержащихся в медных концентратах, в первую очередь драгоценных металлов, никеля или цинка.
Наиболее близким техническим решением является выбранный в качестве прототипа способ переработки сульфидных медных концентратов, содержащих никель, кобальт и железо (Патент РФ №2171856, С22В 15/00, опубл. 10.08.2001), включающий двухстадийное выщелачивание медного концентрата. На первой стадии выщелачивание осуществляют сульфатным медным раствором, содержащим хлор-ион в количестве 0,02-2,5 г/л при температуре не менее 60°С. Перед второй стадией выщелачивания цементат подвергают обессериванию кислородосодержащим газом при температуре 800-1300°С и получают рафинированный от серы продукт, который затем растворяют при атмосферном давлении в сернокислотных растворах или продувают углеводородным топливом.
Причем при температуре обессеривания 800-1100°С получают оксид меди (огарок), который затем растворяют в сернокислотных растворах при атмосферном давлении до образования сульфатных медных растворов и нерастворимого остатка-концентрата драгоценных металлов. При температуре обессеривания 1150-1300°С получают сплав меди, который продувают углеводородным топливом до образования рафинированной анодной меди.
К недостаткам указанного способа можно отнести следующее.
Организация предварительного рафинирования всего объема медного концентрата приводит к большим затратам на осуществление процесса выщелачивания и фильтрацию продуктов. Проведение процесса предварительного выщелачивания при температуре 60°С и 90°С, как указанно в примерах, обеспечивает низкое извлечение никеля 52% и 72,5% соответственно, а также железа 48% и 58.7%. Осуществление процесса при данных условиях не позволяет получить на второй стадии выщелачивания огарка концентрат драгоценных металлов без дополнительных обогатительных операций. Высокая степень извлечения никеля и железа, при которых возможно получение богатого концентрата драгоценных металлов, достигается только при температуре 160°С. Организация процесса при этих условиях еще в большей мере увеличивает затраты на организацию процесса выщелачивания и требует дорогостоящего оборудования, необходимого для работы в агрессивной среде.
Настоящее изобретение направлено на разработку способа комплексной переработки медного концентрата с селективным извлечением цветных и благородных металлов.
Техническим результатом от использования изобретения является снижение энергетических и материальных затрат и повышение извлечения получаемых металлов.
Сущность изобретения.
Предложен способ переработки медного концентрата от флотационного разделения файнштейна, включающий окислительный обжиг медного концентрата, выщелачивание медного огарка в оборотном электролите, отделение остатка выщелачивания, электроэкстракцию меди из растворов выщелачивания. В отличие от прототипа в заявляемом способе остаток выщелачивания в виде сгущенной пульпы подвергают флотационному разделению с выделением концентрата драгоценных металлов и камерного продукта, содержащего преимущественно цветные металлы, который перерабатывают на вторичный файнштейн; часть электролита перед экстракцией меди отделяют и подвергают упариванию до концентрации серной кислоты 250-300 г/л, выделяют из нее медный купорос кристаллизацией и серную кислоту экстракцией и возвращают их на выщелачивание медного огарка, рафинат после экстракции кислоты, содержащий преимущественно никель, направляют на производство никеля, а концентрат драгоценных металлов направляют на аффинажное производство.
Окислительный обжиг медного концентрата обеспечивает минимальный переход в раствор железа и никеля в процессе выщелачивания оборотным электролитом, при этом нежелательные примеси, в первую очередь железо, остаются в остатке выщелачивания.
Флотационное разделение сгущенной пульпы выщелачивания обеспечивает селективное выделение из остатка выщелачивания концентрата драгоценных металлов, пригодного для дальнейшей переработки. При этом камерный продукт флотации содержит в основном окислы никеля и железа и незначительные количества меди и драгоценных металлов. Пирометаллургическая переработка камерного продукта с сульфидным медно-никелевым сырьем плавкой на штейн с его последующим конвертированием позволяет эффективно отделить железо и получить сульфидный медно-никелевый файнштейн - исходное сырье для производства катодного никеля и меди.
Отсечку части электролита и организацию специальной ее переработки осуществляют с целью вывода накапливающихся в контуре электроэкстракции никеля и примесей. За счет отсечки части электролита обеспечивается его оптимальный состав по содержанию микропримесей, что позволяет осуществлять электроэкстракцию меди с наименьшими затратами электроэнергии. Упаривание части электролита и кристаллизация медного купороса обеспечивает возврат основного количества меди из отсечного электролита в схему основного производства меди. Упаривание проводят до концентрации серной кислоты 250-300 г/л. Указанный интервал является оптимальным для получения купороса удовлетворительного качества с минимальным содержанием никеля и железа. При упаривании электролита до концентрации кислоты менее 250 г/л извлечение меди в купорос значительно снижается, что не позволяет эффективно использовать данный процесс для выведения меди из отсечного раствора. При степени упаривания раствора более 300 г/л увеличивается извлечение никеля в купорос, что приводит к необходимости увеличения объема отсечки электролита и росту затрат на его переработку.
Экстракционное извлечение серной кислоты из маточного раствора и использование ее при выщелачивании медного огарка позволит сократить количество потребляемой серной кислоты. При экстракции кислоты получают никелевый рафинат с незначительным содержанием кислоты, что позволяет осуществить переработку его на переделах производства катодного никеля.
Принципиальная технологическая схема переработки медного концентрата от разделения файнштейна приведена на чертеже.
Осуществление изобретения.
Медный концентрат от флотационного разделения файнштейна, содержащий 69% меди, 21,5% серы и 0,02% серебра (остальное никель, кобальт, железо и прочие), обжигают в печи кипящего слоя площадью 1,6 м2 при температуре в слое обжигаемого материала 900-950°С, до остаточного содержания серы в огарке ˜0,1%, сернистый газ, образующийся при обжиге, используют для производства серной кислоты. Полученный огарок, состава: никель - 4%, медь - 68%, кобальт - 0,2%>, железо 4,5%, направляют на выщелачивание.
Выщелачивание огарка осуществляют в оборотном электролите электроэкстракции меди, состава: серная кислота 80-120 г/л, медь 35-40 г/л, никель 15-20 г/л, железо - до 2,5 г/л, в течение 30-50 минут при температуре 65-75°С. Далее пульпу выщелачивания направляют в сгуститель. Осветленный слив сгустителя после контрольной фильтрации смешивают с основным объемом электролита и направляют на электроэкстракцию меди.
Электроэкстракцию меди проводят в электролизных ваннах с нерастворимыми свинцовыми анодами. Питание ванны осуществляют электролитом, имеющим концентрацию меди 40-50 г/л и концентрацию кислоты 105-115 г/л, обезмеженный электролит содержит 35-37 г/л меди и 115-125 кислоты. Параметры электроэкстракции меди следующие: плотность тока 250-270 а/м, выход по току 86-89%, расход электроэнергии 1850-1950 кВтч/т меди.
Часть бедного электролита электроэкстракции меди в объеме 0,5-1 м3/т электролитной меди выводят в схему специальной переработки. Отсечной электролит упаривают в 2-3 раза до концентрации серной кислоты 250-300 г/л и охлаждают для кристаллизации медного купороса. Купорос отделяют от маточного раствора и передают в схему выщелачивания огарка.
Серную кислоту из маточного раствора от выделения медного купороса извлекают методами жидкостной экстракции. Экстракцию кислоты осуществляют рядом экстрагентов таких, как трибутилфосфат, третичные амины, высшие спирты и их смеси.
Реэкстракцию кислоты осуществляют водой, полученный водный раствор кислоты используют для процесса выщелачивания огарка вместе с оборотным электролитом. Рафинат экстракции, содержащий растворившийся в процессе выщелачивания огарка никель, перерабатывают в технологии производства никеля. Ниже приведен пример и в таблице показаны результаты проведенных испытаний по экстракции серной кислоты из маточных растворов после кристаллизации медного купороса.
Остаток выщелачивания, имеющий химический состав: 24% Ni; 9,5% Cu; 35% Fe; 0,12% Ag; 1,7% S, распульповывают оборотным электролитом до содержания твердого ˜ 305 г/л, серной кислоты ˜50 г/л и направляют на разделение во флотомашины пневмомеханического типа (8 камер, Уобщ.=1,5м3). Аэрацию пульпы производят воздухом, для интенсификации процесса флотации используют флотореагенты - вспениватели, собиратели, в частности бутиловый ксантогенат калия. При общем времени флотации ˜40 минут получили пенный продукт следующего состава, %: никель - 8; медь - 40; железо - 8; серебро - 26. Извлечение в концентрат составило, %; Ag-94; Cu-22; S-74. В пенном продукте коллектируется до -90% драгоценных металлов, содержащихся преимущественно в сульфидной фазе. В пульпу камерного продукта, в основном, извлекают железоникелевые окисные фазы. Остаточное содержание серебра в камерном продукте ˜0,01% свидетельствует о достаточно полном выделении серебра в концентрат драгоценных металлов.
Пенный продукт (концентрат драгоценных металлов) направляют на аффинажное производство, а камерный продукт отделяют от раствора фильтрацией и перерабатывают плавкой совместно с сульфидными медно-никелевыми концентратами на штейн. При последующей операции железо переводят в шлак и производят медно-никелевый файнштейн, являющийся исходным сырьем для производства электролитного никеля и меди.
Пример.
Испытания по экстракции серной кислоты из маточных растворов после кристаллизации медного купороса состава, в г/л: H2SO4 - 305-370; Cu - 15-17; Ni - 40-42; Fe - 2.2-2.4, проводили на опытно-промышленном экстракционном каскаде смесительно-отстойных экстракторов. В качестве экстрагента использовали смесь, содержащую в об.%: 30 - триалкиламина (ТАА) и 70 - изо-октилового спирта (Ди-2-этилгексанола).
Экстракцию кислоты из упаренных и отфильтрованных растворов проводили при следующих расходах: водная фаза ˜350 л/ч, органика ˜1200 л/ч. Приведенные в таблице результаты наглядно показывают уменьшение количества серной кислоты в никелевых растворах.
Таким образом, реализация предлагаемого способа переработки медного концентрата позволяет осуществить комплексное извлечение цветных и благородных металлов при снижении энергетических и материальных затрат и обеспечивает повышение извлечения получаемых металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ переработки медно-никелевых сульфидных материалов | 2019 |
|
RU2706400C1 |
| Способ переработки медьсодержащих материалов с выделением концентрата драгоценных металлов | 2020 |
|
RU2745389C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИКЕЛЯ И КОНЦЕНТРАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ ИЗ МЕДНО-НИКЕЛЕВОГО ФАЙНШТЕЙНА | 2009 |
|
RU2415956C1 |
| Способ переработки никельсодержащих сульфидных медных концентратов | 2016 |
|
RU2639195C1 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ МЕДНЫХ КОНЦЕНТРАТОВ, СОДЕРЖАЩИХ НИКЕЛЬ, КОБАЛЬТ И ЖЕЛЕЗО | 2001 |
|
RU2171856C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТОДНОГО НИКЕЛЯ | 1999 |
|
RU2141010C1 |
| СПОСОБ ПРОИЗВОДСТВА КОНЦЕНТРАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ ИЗ СУЛЬФИДНОГО МЕДНО-НИКЕЛЕВОГО СЫРЬЯ | 2010 |
|
RU2444573C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАТОДНОГО НИКЕЛЯ | 2001 |
|
RU2191850C1 |
| Способ комплексной переработки сульфидно-окисленных медно-порфировых руд | 2018 |
|
RU2685621C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОЛИТНОГО НИКЕЛЯ | 2005 |
|
RU2303086C2 |
Изобретение относится к комплексной переработке медного концентрата с селективным извлечением цветных и благородных металлов. Техническим результатом изобретения является снижение энергетических и материальных затрат и повышение извлечения получаемых металлов. Способ переработки медного концентрата от флотационного разделения файнштейна включает окислительный обжиг, выщелачивание медного огарка в оборотном электролите, отделение остатка выщелачивания, электроэкстракцию меди из растворов выщелачивания. При этом остаток выщелачивания в виде сгущенной пульпы подвергают флотационному разделению с выделением концентрата драгоценных металлов и камерного продукта, содержащего преимущественно цветные металлы. Камерный продукт перерабатывают на вторичный файнштейн. Часть электролита после электроэкстракции меди отделяют и подвергают упариванию до концентрации серной кислоты 250-300 г/л, выделяют из нее медный купорос кристаллизацией и серную кислоту - экстракцией и возвращают их на выщелачивание медного огарка. Рафинат после экстракции кислоты, содержащий преимущественно никель, направляют на производство никеля. Концентрат драгоценных металлов направляют на аффинажное производство. 1 ил., 1 табл.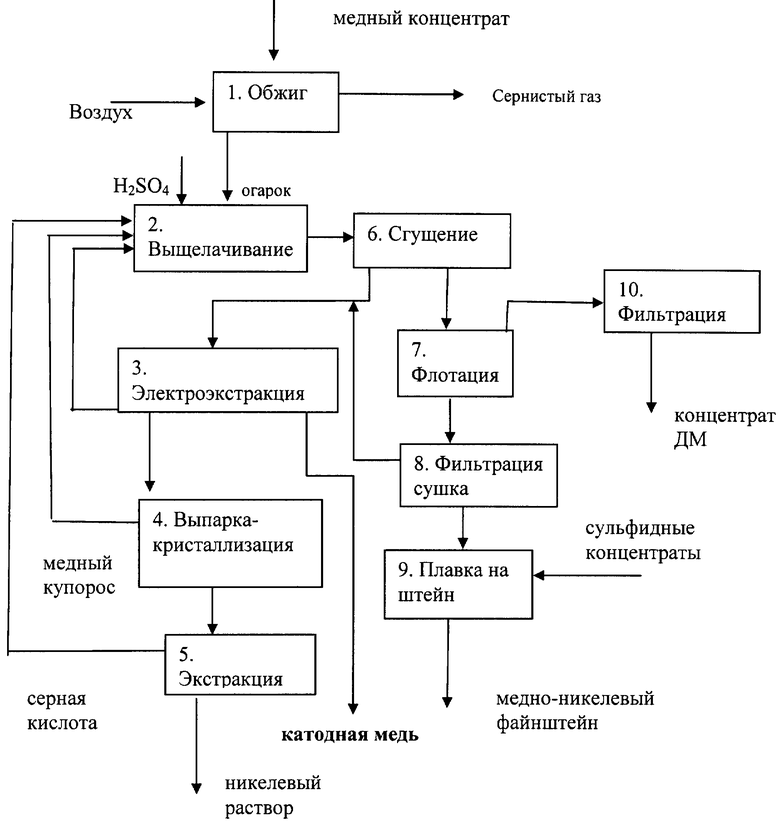
Способ переработки медного концентрата от флотационного разделения файнштейна, включающий окислительный обжиг медного концентрата, выщелачивание медного огарка в оборотном электролите, отделение остатка выщелачивания, электроэкстракцию меди из растворов выщелачивания, отличающийся тем, что остаток выщелачивания в виде сгущенной пульпы подвергают флотационному разделению с выделением концентрата драгоценных металлов и камерного продукта, содержащего преимущественно цветные металлы, который перерабатывают на вторичный файнштейн; часть электролита после электроэкстракции меди отделяют и подвергают упариванию до концентрации серной кислоты 250-300 г/л, выделяют из нее медный купорос кристаллизацией и серную кислоту экстракцией и возвращают их на выщелачивание медного огарка, рафинат после экстракции кислоты, содержащий преимущественно никель, направляют на производство никеля, а концентрат драгоценных металлов направляют на аффинажное производство.
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ МЕДНЫХ КОНЦЕНТРАТОВ, СОДЕРЖАЩИХ НИКЕЛЬ, КОБАЛЬТ И ЖЕЛЕЗО | 2001 |
|
RU2171856C1 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ МЕДЬСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2003 |
|
RU2244031C2 |
| US 4097271 A, 27.06.1978 | |||
| JP 54155116 A, 06.12.1979 | |||
| US 4135918 A, 23.01.1979 | |||
| GB 1431590 A, 07.04.1976. | |||

