Изобретение относится к области изготовления зубчатых колес, а именно к способам изготовления зубьев с помощью режущих инструментов, и может найти применение при нарезании зубчатых венцов жесткого колеса волновой передачи с промежуточными телами.
Известен способ изготовления деталей передающего узла дифференциального преобразователя скорости «редуктор - подшипник» (Пат. РФ 2287417, МПК В23Р 13/00, БИ №32 - 2006). Способ включает подготовку деталей из заготовок инструментальной стали и последующее выполнение на них заданных криволинейных поверхностей с использованием программно-управляемых перемещений режущего инструмента. При этом выполнение на подготовленных деталях заданных криволинейных поверхностей осуществляют твердосплавным инструментом. Заданные криволинейные поверхности могут выполняться с использованием фрезерного обрабатывающего центра с числовым программным управлением. Для обработки заготовок из сталей с твердостью более 65 единиц шкалы Роквелла в качестве твердосплавного режущего инструмента могут использовать концевую сферическую фрезу.
Недостатком данного способа является высокая себестоимость изготовления деталей с криволинейными поверхностями, обусловленная высокой стоимостью технологического оборудования, инструмента и высокой квалификацией обслуживающего персонала.
Известен также способ нарезания внутреннего зубчатого венца волновой передачи с промежуточными телами на электроэрозионных станках с проволочной вырезкой (Хохряков Б.Г. Вырезка сложных деталей (волновых редукторов с промежуточными звеньями) на электроэрозионных станках. Трудный опыт внедрения. Журнал «Двигатель» №4/2001). Обработка ведется за счет электроэрозии материала обрабатываемой детали и происходит за одну операцию. В качестве инструмента используют медную проволоку.
Недостатком способа применения электроэрозионных станков с проволочной вырезкой для нарезания внутреннего зубчатого венца жесткого колеса волновой передачи с промежуточными телами является высокие трудоемкость и себестоимость, обусловленная высокой стоимостью оборудования, инструмента и высокой квалификацией обслуживающего персонала, а также невысокие значения точности и шероховатости рабочих поверхностей профилей зубьев.
Наиболее близким принятым за прототип является способ нарезания зубчатого венца жесткого колеса на координатных станках. Черновая операция с минимальной твердостью материала заготовки выполняется концевой фрезой на координатно-расточном станке. Чистовая операция с максимальной твердостью материала заготовки выполняется концевым шлифовальным кругом малого диаметра на координатно-шлифовальном станке. Таким образом, черновая и чистовая операции выполняются на разном технологическом оборудовании. Полученный аналитическим путем профиль впадины между зубьями жесткого колеса волновой передачи с промежуточными телами заменяется ломаной кривой, составленной из отрезков дуг с постоянными радиусами R, центр которых расположен на оси симметрии впадины на расстоянии А от центра жесткого колеса. Для каждых двух, симметричных относительно оси профиля, точек профиля впадины (зуба) получаются определенные значения R и А. Задаваясь допустимым отклонением от расчетного профиля, получают несколько (4-5) сочетаний R и А, которые определяют координаты дуг, заменяющих профиль впадины между соседними зубьями (Янгулов B.C. Об одном из способов изготовления контроля зубчатого венца планетарной передачи с промежуточными телами. Библ. указатель ВИНИТИ. Депонированные научные работы, 1985. №6, стр.118).
Недостатками данного способа являются низкая точность профиля зубьев и высокие трудоемкость и себестоимость нарезания зубчатого венца жесткого колеса волновых передач с промежуточными телами.
Задача изобретения - повысить точность профилей зубьев, снизить трудоемкость и себестоимость нарезания зубчатых венцов жестких колес волновых передач с промежуточными телами.
Поставленная задача решается в способе нарезания зубчатого венца жесткого колеса волновой передачи с промежуточными телами методом копирования. Способ включает черновую обработку венца с минимальной твердостью материала и чистовую - с максимальной твердостью материала. Черновую обработку осуществляют дисковой фрезой, а чистовую обработку - дисковым шлифовальным кругом на одном технологическом оборудовании. Заготовку устанавливают на двухкоординатном поворотном столе.
Сущность изобретения поясняется чертежами, на которых изображено:
- на фиг.1 - схема технологического оборудования для нарезания зубчатого венца, его основные узлы и агрегаты, инструмент,
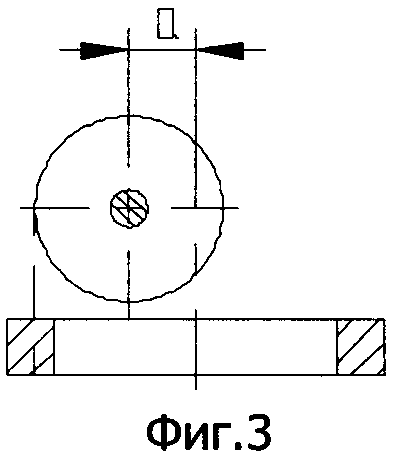
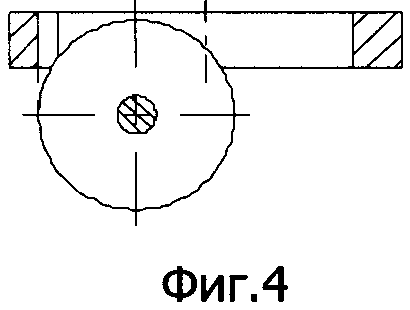
- на фиг.2, 3, 4 - переходы операции нарезания внутреннего венца жесткого колеса цилиндрической волновой передачи с промежуточными телами,
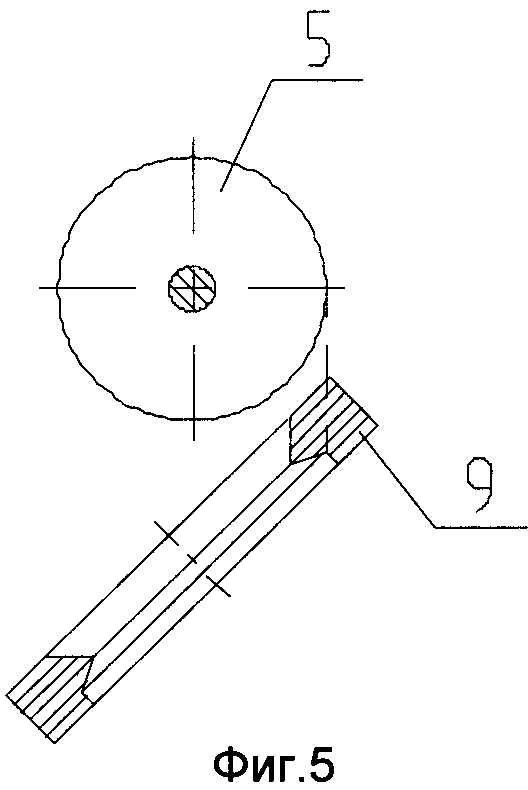
- на фиг. 5 - установка заготовки колеса относительно шпинделя при нарезании зубчатых венцов жесткого колеса конических волновых передач с промежуточными телами,
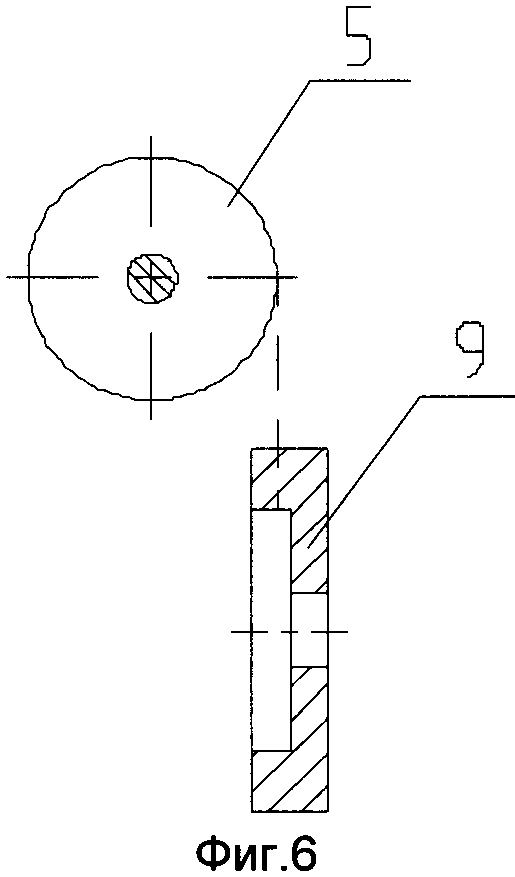
- на фиг.6 - установка заготовки колеса относительно оси шпинделя при нарезании зубчатых венцов жесткого колеса торцевых волновых передач с промежуточными телами.
В состав технологического оборудования (фиг.1) входят шпиндель 1, стол 2 и станина (не показана). Шпиндель 1 состоит из корпуса 3, в котором на подшипниках установлен вал 4 для крепления инструмента 5 (фрезы или шлифовального круга) и выходного звена трансмиссии 6 привода вращения инструмента 5, закрепленного на нем электропривода 7 вращения инструмента 5. Консольная часть шпинделя 1, включая инструмент 5 и выходное звено трансмиссии 6 привода вращения инструмента, выполнены с габаритными размерами, обеспечивающими проход ее внутри заготовки колеса 9. На стол 2 установлен двухкоординатный поворотный стол 8, обеспечивающий поворот заготовки жесткого колеса 9 вокруг собственной оси и поворот заготовки относительно оси шпинделя от 0 до 90 градусов. Для примера, примем, что стол 2 установлен на станине в направляющих, обеспечивающих его перемещение, относительно шпинделя 1. Это обеспечивает (фиг.3) подачу а инструмента 5 на врезание в заготовку колеса 9 и процесс резания с определенной скоростью. Профиль инструмента 5 затачивается по профилю впадины между зубьями зубчатого венца жесткого колеса. При черновой обработке используется фреза и при чистовой - шлифовальный круг. Станина станка является несущей конструкцией, обеспечивающей необходимую жесткость в системе «станок - приспособление - инструмент - деталь». Конструкция технологического оборудования может быть разработана на базе модульного построения, все основные узлы можно использовать из серийных металлорежущих станков, что позволит снизить его себестоимость. Простота настроек и эксплуатации технологического оборудования дают возможность работать специалистам средней квалификации. Трудоемкость обработки зубчатого венца жесткого колеса волновой передачи с промежуточными телами снизится в несколько раз за счет снижения числа проходов инструмента (по сравнению с прототипом) и за счет применения более производительных методов резания металлов (по сравнению с аналогами). Обработка зубчатого венца жесткого колеса ведется следующим образом. Заготовка жесткого колеса 9 крепится на поворотный стол 8, оси инструмента 5 и заготовки 9 совмещаются (фиг.2), после чего стол 2 перемещают относительно инструмента 5 на размер подачи а на врезание инструмента 5 в заготовку 9 (фиг.3) и включают подачу стола 2 к инструменту 5 со скоростью резания. Подача ведется до выхода инструмента 5 из заготовки, т.е. до окончания нарезания впадины по всей высоте зубчатого венца колеса (фиг.4). После нарезания первой впадины на заготовке 9 стол 2 приводится в исходное положение (фиг.3), инструмент 5 выводится из заготовки 9, столом 2 поворачиваем заготовку 9 вокруг оси симметрии колеса на угол, равный углу между впадинами (зубьями) жесткого колеса, и проводим процесс нарезания следующей впадины. Повторяем процесс нарезания до полной обработки зубчатого венца жесткого колеса волновой передачи с промежуточными телами. Очевидно, что черновая и чистовая обработки ведутся на одном и том же технологическом оборудовании, заменяя инструмент и изменяя частоту его вращения. При нарезании зубчатых венцов жестких колес конических и торцевых волновых передач с промежуточными телами поворотный стол 8 позволяет повернуть заготовку 9 под требуемым углом к оси шпинделя, что обеспечит необходимое направление перемещение инструмента 5 при нарезании впадин зубчатого венца жестких колес конических (фиг.5) и торцевых (фиг.6) волновых передач с промежуточными телами. После установки заготовки под требуемым углом на столе 2 процесс нарезания зубчатого венца жестких колес конических и торцевых волновых передач с промежуточными телам проводится аналогично процессу нарезания внутреннего зубчатого венца.
Таким образом, способ нарезания зубчатого венца жесткого колеса позволяет: повысить точность изготовления зубчатого венца жесткого колеса и шероховатость рабочих поверхностей зубьев за счет выполнения чистовой операции шлифованием; снизить себестоимость процесса нарезания зубчатого венца жестких колес волновых передач с промежуточными телами вследствие использования технологического оборудования, изготовленного из агрегатов и модулей серийных металлорежущих станков, недорогого инструмента, обслуживающего персонала средней квалификации, из-за простоты настроек и эксплуатации станка; уменьшить трудоемкость процесса нарезания зубчатого венца за счет применения более производительных методов резания металлов и сокращения числа проходов инструмента; обеспечить нарезание зубчатого венца жестких колес конических и торцевых волновых передач с промежуточными телами за счет использования двухкоординатного поворотного стола.
Технический результат изобретения: повышение точности изготовления профилей зубьев и шероховатости рабочих поверхностей зубьев, снижение себестоимости и трудоемкости изготовления зубчатого венца жесткого колеса волновой передачи с промежуточными телами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТОГО ВЕНЦА ЖЕСТКОГО КОЛЕСА ВОЛНОВОЙ ПЕРЕДАЧИ С ПРОМЕЖУТОЧНЫМИ ТЕЛАМИ КАЧЕНИЯ | 2007 |
|
RU2359790C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СПОСОБ ИМПУЛЬСНО-УДАРНОЙ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 2002 |
|
RU2228823C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |

Способ, осуществляемый методом копирования, включает черновую обработку венца с минимальной твердостью материала и чистовую - с максимальной твердостью материала. Для повышения точности обработки зубьев черновую обработку выполняют дисковой фрезой, а чистовую обработку - дисковым шлифовальным кругом на одном технологическом оборудовании. При этом заготовку устанавливают на двухкоординатном поворотном столе. 6 ил.
Способ нарезания зубчатого венца жесткого колеса волновой передачи с промежуточными телами методом копирования, включающий черновую обработку венца с минимальной твердостью материала и чистовую - с максимальной твердостью материала, отличающийся тем, что черновую обработку выполняют дисковой фрезой, а чистовую обработку - дисковым шлифовальным кругом на одном технологическом оборудовании, при этом заготовку устанавливают на двухкоординатном поворотном столе.
| БЕЛЯЕВ А.Е., КРИВОШЕЕ В.В., ЯНГУЛОВ B.C | |||
| Об одном из способов изготовления и контроля зубчатого венца планетарной передачи с промежуточными телами | |||
| - Томск, Томский политехнический институт, 1984, деп | |||
| в ВНИИТЭМР, №31 мш-85Деп, 1985 | |||
| СПОСОБ ОБРАБОТКИ СПИРАЛЬНЫХ ЗУБЬЕВ КОЛЕС КОНИЧЕСКОЙ ПЕРЕДАЧИ | 0 |
|
SU205529A1 |
| Универсальный зубообрабатывающий станок с ЧПУ | 1987 |
|
SU1715520A1 |
| СПОСОБ ЧЕРНОВОЙ ОБРАБОТКИ ПРЯМЫХ ЗУБЬЕВ | 1996 |
|
RU2103120C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЭЛЕМЕНТОВ ЗУБЧАТОГО ПРОФИЛЯ | 2002 |
|
RU2199420C1 |
| WO 9624456 A, 15.08.1996. | |||

