Изобретение относится к обработке металлов давлением и может быть использовано для чистовой и упрочняющей обработки зубчатых поверхностей цилиндрических колес с круговым зубом.
Известен способ прикатывания зубчатых колес инструментом - накатником, который выполнен в виде зубчатого колеса, которым обкатывают заготовку с предварительно обработанными зубьями [1]. В процессе прикатывания обычно двумя накатниками их располагают на параллельных осях. Вращающийся накатник перемещают к заготовке, при достижении беззазорного зацепления начинается процесс прикатки под определенной силой. Расстояние между осями накатника и детали постепенно уменьшают до получения требуемого размера зубьев колеса.
Недостатками известного способа являются высокие точность и стоимость изготовления инструмента, причем для своей работы он требует специального прикатного станка автомата, что значительно удорожает себестоимость изготовления обрабатываемых деталей, требует значительного времени и средств на подготовку производства. Кроме того, способ не обеспечивает эффекта наклепа, позволяющего улучшить износостойкость рабочей поверхности зубчатых колес.
Известен способ импульсно-ударной чистовой обработки цилиндрических колес с круговым зубом инструментом импульсно-ударного действия, обработку различных впадин круговых зубьев импульсно-ударным инструментом, установленным на инструментальном шпинделе с возможностью вращения вокруг своей оси и содержащим корпус с центральным осевым отверстием и деформирующие элементы, расположенные по кольцевой линии диаметром, равным номинальному диаметру круговых зубьев обрабатываемого колеса [2].
Основным недостатком известного способа и устройства для его реализации является быстрый износ его деформирующих элементов, обусловленный их непрерывным контактом с обрабатываемой поверхностью в процессе работы, что значительно удорожает себестоимость изготовления обрабатываемых деталей, требует значительного времени и средств на подготовку производства.
Задачей изобретения является расширение технологических возможностей способа и инструмента для его реализации путем обеспечения импульсно-ударной чистовой обработки зубчатых поверхностей колес с круговым зубом, а также снижение себестоимости изготовления благодаря использованию предлагаемого способа на том же станке, на котором производилась предварительная обработка зубчатой поверхности заготовки.
Поставленная задача решается путем использования предлагаемого способа импульсно-ударной чистовой обработки цилиндрических колес с круговым зубом инструментом импульсно-ударного действия, включающий обработку различных впадин круговых зубьев импульсно-ударным инструментом, установленным на инструментальном шпинделе с возможностью вращения вокруг своей оси и содержащим корпус с центральным осевым отверстием и деформирующие элементы, расположенные по кольцевой линии с диаметром, равным номинальному диаметру круговых зубьев обрабатываемого колеса, при этом ось инструмента импульсно-ударного действия располагают перпендикулярно оси вращения обрабатываемого колеса, а инструмент снабжают сепаратором с расположенными в нем деформирующими элементами, телами качения, размещенными между деформирующими элементами, упругими элементами, установленными на деформирующих элементах и предназначенными для их возврата в исходное положение после удара, диском, расположенным в корпусе и имеющим на периферии каналы-сопла, расположенные под углом 45° к поверхности центрального осевого отверстия корпуса, и кольцом для предохранения деформирующих элементов от выпадения, прикрепленным к торцу сепаратора.
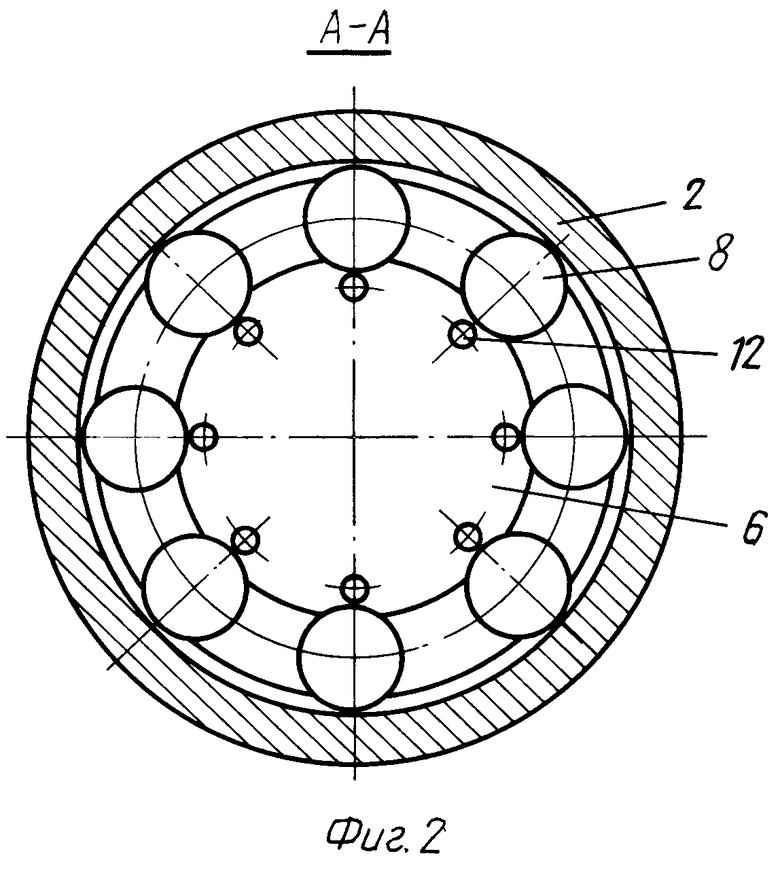
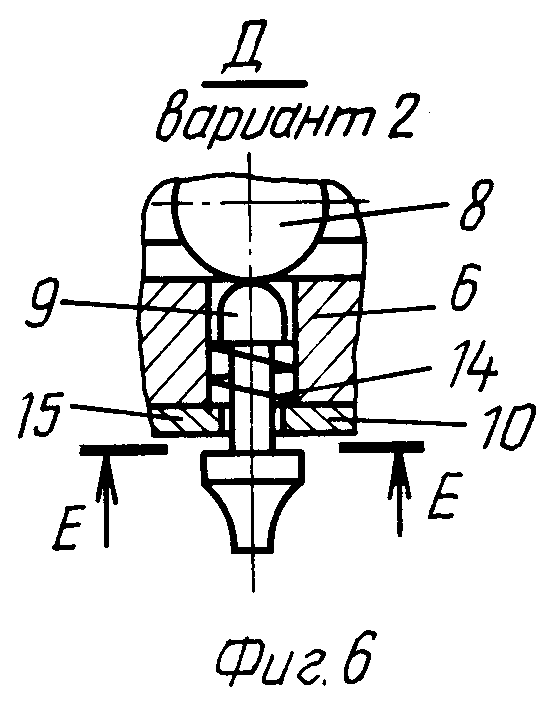
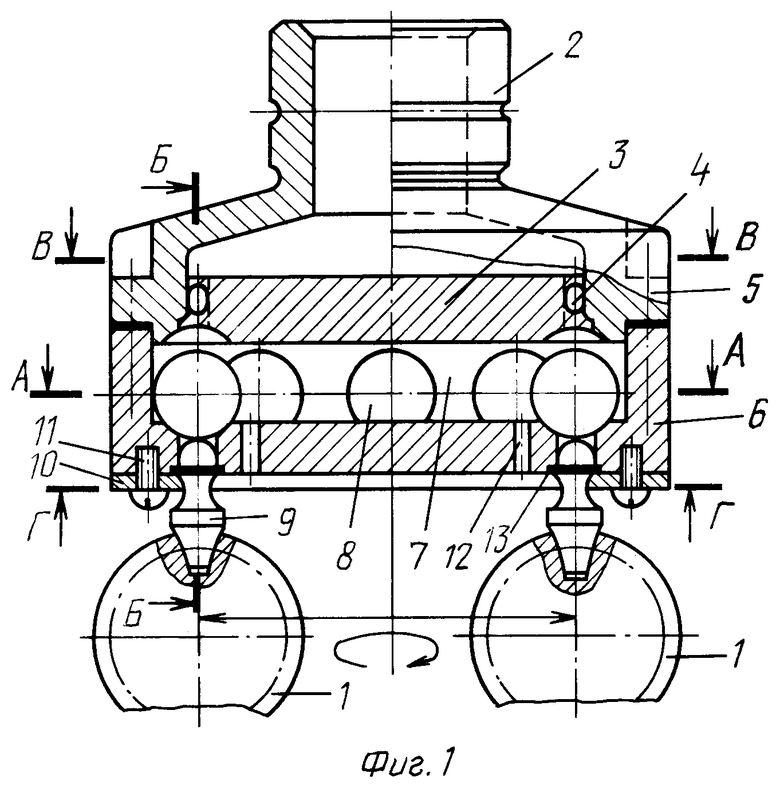
На фиг.1 схематично представлен способ импульсно-ударной чистовой обработки цилиндрических колес с круговыми зубьями и инструмент (представлен случай обработки двух деталей одновременно); на фиг.2 - разрез А-А на фиг.1; на фиг.3 - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; на фиг.5 - разрез Г-Г на фиг.1; на фиг.6 - элемент Д (второй вариант) на фиг.3; на фиг.7 - разрез Е-Е на фиг.6.
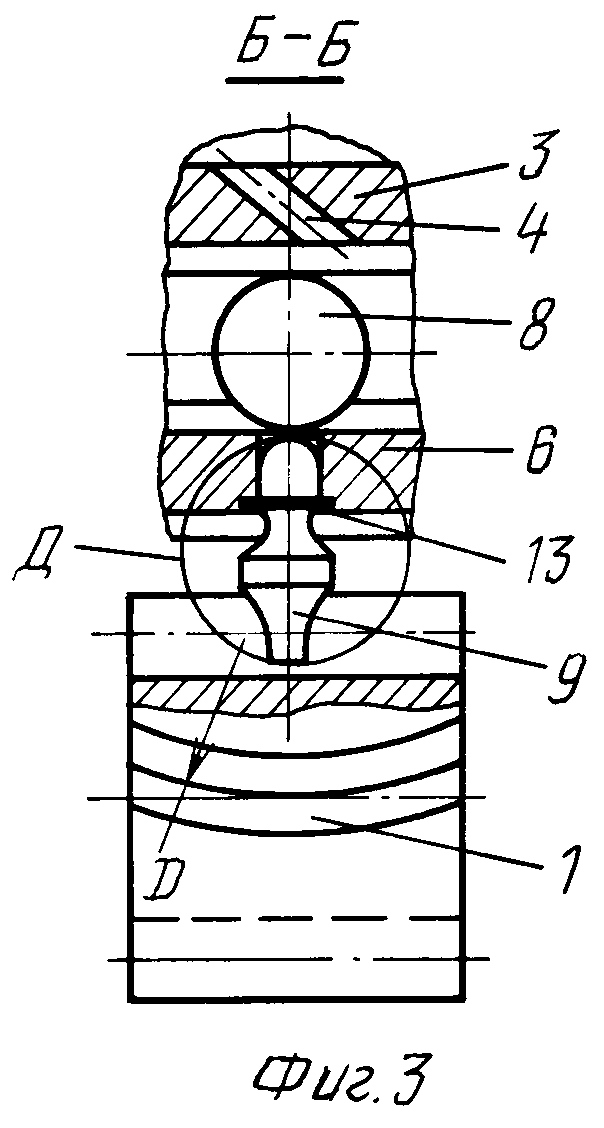
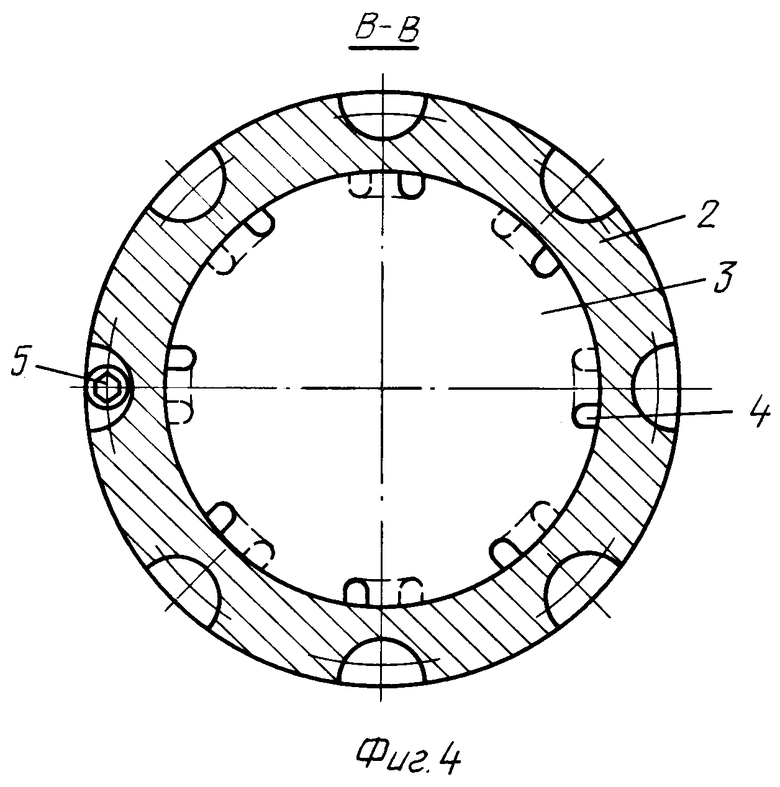
Предлагаемый способ импульсно-ударной чистовой обработки цилиндрических колес 1 с круговыми зубьями осуществляется инструментом, который содержит корпус 2, выполненный в виде имеющего центральное осевое ступенчатое отверстие тела вращения, в наибольшее отверстие которого запрессован диск 3, имеющий на периферии каналы-сопла 4, направленные под углом 45° к поверхности центрального осевого отверстия корпуса 2.
К корпусу 2 с помощью болтов 5 крепится сепаратор 6 в форме диска с буртиком. Обращенная к корпусу 2 поверхность сепаратора 6, внутренняя поверхность буртика сепаратора 6, торцы диска 3 и корпуса 2 образуют закрытое кольцевое пространство 7, в котором свободно размещены в кольцевой канавке тела вращения 8, выполненные в виде шариков. Чтобы шарики двигались в процессе работы по заданной траектории, на обращенных к друг другу поверхностях сепаратора 6, диска 3 и торца корпуса 2 выполнены кольцевые радиусные канавки диаметром D, равным номинальному диаметру круговых зубьев обрабатываемого колеса 1. Причем плоскость симметрии расположенных одна над другой радиусных канавок в диске 3 и сепараторе 6 совпадают.
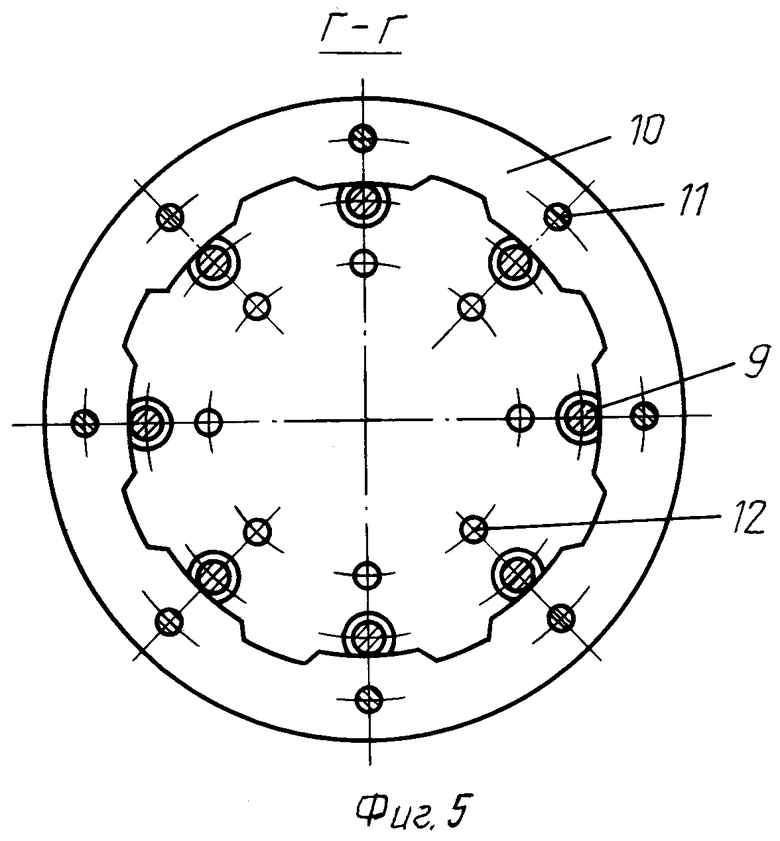
В плоскости симметрии радиусных канавок в диске 3 размещены оси каналов-сопел 4, направленных под углом 45° к поверхности центрального осевого отверстия корпуса 2. В этой же плоскости расположены оси деформирующих элементов 9, представляющих собой цилиндры, один торец которых, контактирующий в процессе работы с шариками, выполнен сферическим, а другой, являющийся рабочим, выполнен в виде поверхности вращения, имеющей в осевом сечении профиль, одинаковый с профилем обрабатываемых круговых канавок зубчатого колеса 1. Для предохранения от выпадения деформирующих элементов 9 из инструмента при выводе его из заготовки к сепаратору прикреплено кольцо 10 с помощью винтов 11, входящее в занижения на цилиндрической поверхности деформирующих элементов 9. Рядом с деформирующими элементами, размещенными в сепараторе 6, выполнены продольные отверстия 12, служащие для отвода из кольцевого пространства 7 отработанной среды под давлением. Деформирующие элементы 9 снабжены упругими элементами 13 возврата их в исходное положение после удара. В качестве упругих элементом может быть резиновое кольцо 13 (см. фиг.1, 3) или спиральная пружина 14 (см. фиг.6), удерживаемая кольцами 10 и 15 (фиг.7). Деформирующие элементы 9 размещены в сепараторе по кольцевой линии диаметром D, равным номинальному диаметру круговых зубьев обрабатываемого колеса 1.
Предлагаемый способ чистовой импульсно-ударной обработки осуществляется по методу копирования следующим образом.
Заготовка с предварительно обработанными круговыми зубьями устанавливается на том же, например, зубофрезерном станке, на котором велась предварительная обработка зубьев.
Сжатый воздух через центральное осевое отверстие корпуса 2 и каналы-сопла 4 поступает в кольцевое пространство 7, где приводит в движение по круговой траектории шарики 8, которые, периодически воздействуя при своем движении на скругленные по сферам торцы деформирующих элементов, сообщают им ударные импульсы. Инструмент получает вращение относительно продольной оси. При входе инструмента в заготовку деформирующие элементы своими рабочими поверхностями наносят удары по эвольвентным боковым поверхностям зубьев, осуществляя пластическое деформирование. В результате поверхностный слой зубьев заготовки колеса получает минимальную высоту шероховатости и ввиду наклепа высокую твердость. Отработанный сжатый воздух из кольцевого пространства 7 удаляется через продольные отверстия 12, при этом сжатый воздух, поступая в зону обработки, служит эффективной охлаждающей средой.
По окончании обработки одной канавки зубчатого колеса производится вывод деформирующих элементов из канавки и поворот колеса на угол, равный (360°/z)°, где z - число зубьев обрабатываемого колеса, и цикл повторяется. По окончании обработки всех впадин подача сжатого воздуха отключается и инструмент выводится из заготовки в свое исходное положение.
Пример. Обработка цилиндрических колес с круговыми зубьями по предлагаемому способу осуществлялась на модернизированном зубошлифовальном станке типа "Niles" мод. ZSTZ 315×6С (ГДР). Модернизация заключалась в развороте оси шлифовального шпинделя перпендикулярно направлению оси заготовки. Были подвергнуты импульсно-ударной обработки зубья партии роторов шестеренных насосов Ш20-16 с числом зубьев 12, модулем 6 мм и шириной венца 80 мм. Импульсно-ударная обработка проводилась специальным инструментом с номинальным ⊘130 мм, установленным на шпинделе.
Контроль круговых зубьев осуществлялся в среднем сечении колеса на универсальном зубоизмерительном приборе фирмы Zeiss (ГДР), эвольвентомере типа КЭУ и биенемере мод. Б-10М. Точность роторов, обработанных импульсно-ударным инструментом, по всем параметрам (отклонение и накопленная погрешность шага, радиальное биение зубчатого венца, колебание длины общей нормали, погрешность профиля зуба) была не ниже 7 степени точности по ГОСТ 1643-81. Расположение пятна контакта проверялось по краске. Оно занимало середину зуба и не выходило на торцы.
Длина пятна контакта и приведенные зазоры, замеренные щупом на торце зуба, соответствовали расчетным приведенным зазорам. Применение предлагаемого способа повысило производительность обработки в 1,4 раза, позволило исключить операцию получистового шлифования благодаря улучшению шероховатости на 1-2 класса. Твердость наружной поверхности обработанных зубьев увеличилась на 25% по сравнению с сердцевиной зубьев.
Предлагаемый способ и инструмент импульсно-ударного действия для чистовой обработки колес с круговым зубом расширяет технологические возможности зубообрабатывающего станка путем обеспечения чистовой обработки зубчатых поверхностей колес с круговым зубом, снижает себестоимость изготовления благодаря использованию того же станка, на котором производилась предварительная обработка зубчатого колеса, улучшает качество и увеличивает производительность.
Источники информации
1. Справочник технолога-машиностроителя. Т. 1. /Под ред. А.Г. Косиловой и Р.К. Мещерянова. 4-е изд. перераб. и доп. - М.: Машиностроение, 1986, с. 352, 353.
2. Авт. св. СССР № 476931, МКИ В 21 H 5/04, 1975 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТУМЕНТ ИМПУЛЬСНО-УДАРНОГО ДЕЙСТВИЯ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230633C1 |
| СПОСОБ УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2468881C2 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ | 2011 |
|
RU2470731C2 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2360781C1 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332289C1 |
| НАКАТНИК ДЛЯ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430805C2 |
| СПОСОБ ОБКАТЫВАНИЯ ПРЯМОЗУБЫХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332290C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2430806C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2347640C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2347639C1 |

Изобретение относится к области обработки металлов давлением, упрочняющей обработке зубчатых колес. Способ включает обработку различных впадин круговых зубьев импульсно-ударным инструментом, установленным на инструментальном шпинделе с возможностью вращения вокруг своей оси и содержащим корпус с центральным осевым отверстием и деформирующие элементы, расположенные по кольцевой линии с диаметром, равным номинальному диаметру круговых зубьев обрабатываемого колеса. Для расширения технологических возможностей ось инструмента импульсно-ударного действия располагают перпендикулярно оси вращения обрабатываемого колеса, а инструмент снабжают сепаратором с расположенными в нем деформирующими элементами, телами качения, размещенными между деформирующими элементами, упругими элементами, установленными на деформирующих элементах и предназначенными для их возврата в исходное положение после удара, диском, расположенным в корпусе и имеющим на периферии каналы-сопла, расположенные под углом 45° к поверхности центрального осевого отверстия корпуса, и кольцом для предохранения деформирующих элементов от выпадения, прикрепленным к торцу сепаратора. 7 ил.
Способ импульсно-ударной чистовой обработки цилиндрических колес с круговым зубом инструментом импульсно-ударного действия, включающий обработку различных впадин круговых зубьев импульсно-ударным инструментом, установленным на инструментальном шпинделе с возможностью вращения вокруг своей оси и содержащим корпус с центральным осевым отверстием и деформирующие элементы, расположенные по кольцевой линии с диаметром, равным номинальному диаметру круговых зубьев обрабатываемого колеса, отличающийся тем, что ось инструмента импульсно-ударного действия располагают перпендикулярно оси вращения обрабатываемого колеса, а инструмент снабжают сепаратором с расположенными в нем деформирующими элементами, телами качения, размещенными между деформирующими элементами, упругими элементами, установленными на деформирующих элементах и предназначенными для их возврата в исходное положение после удара, диском, расположенным в корпусе и имеющим на периферии каналы-сопла, расположенные под углом 45° к поверхности центрального осевого отверстия корпуса, и кольцом для предохранения деформирующих элементов от выпадения, прикрепленным к торцу сепаратора.
| Инструмент для калибровки зубьев зубчатых колес | 1974 |
|
SU476931A1 |
| Инструмент для калибровки зубьев зубчатых колес | 1973 |
|
SU442877A1 |
| Способ упрочнения детали | 1983 |
|
SU1346409A2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2009862C1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |

