Изобретение относится к области формообразующих технологий металлов и может быть использовано при формообразовании элементов зубчатого профиля, в частности зубчатых колес.
Традиционная технология получения элементов зубчатого профиля включает в себя предварительное профилирование способами лезвийной обработки (зубофрезерование, зубодолбление, зубострогание), термическую обработку (закалку) или химико-термическую обработку и чистовое зубошлифование. Эта технология ориентирована на серийный выпуск больших партий деталей с элементами зубчатого профиля, поскольку требует специального оборудования и зуборезного инструмента для каждого типоразмера профиля.
Известен способ формообразования элементов зубчатого профиля путем глубинного формообразования шлифовальным абразивным инструментом с покрытием из кубического нитрида бора (КНБ), имеющим режущий профиль, копирующий профиль впадины между двумя смежными зубьями. Этот способ позволяет получать зубчатый профиль с высокой точностью из целой заготовки за несколько проходов. Однако шлифовальный абразивный инструмент с покрытием из КНБ, будучи довольно дорогостоящим, не является универсальным. Для каждого зубчатого профиля требуется изготавливать отдельный шлифовальный круг, заменяемый при изнашивании покрытия [1].
В настоящее время проводятся работы по испытаниям и внедрению новой технологии формообразования элементов зубчатого профиля, включающей формообразование зубчатого профиля из целой заготовки с помощью шлифовального абразивного инструмента, предпочтительно высокопористого [2], с номерами структуры 10-16 и более (с пористостью до 65-70% объема инструмента).
Применение высокопористого шлифовального инструмента позволяет увеличить скорость и соответственно производительность обработки на 18-100%. Однако удаление больших толщин материала на каждом проходе при высоких скоростях обработки, позволяя осуществлять формообразование с высокой точностью, оказывает при этом повышенное термодинамическое воздействие на обрабатываемую заготовку, что увеличивает вероятность возникновения прижогов, микротрещин и других поверхностных дефектов на обработанных зубьях.
Техническим результатом заявленного технического решения является стабилизация термодинамического воздействия на обрабатываемую заготовку и, как следствие, повышение точности и качества обработки.
Для достижения указанного технического результата в предлагаемом способе осуществляют обработку заготовки за несколько проходов шлифовальным абразивным инструментом, причем глубину резания на каждом проходе выбирают исходя из условия, что площадь удаляемого при этом материала в сечении заготовки, перпендикулярном направлению поступательного движения инструмента относительно последней, должна быть постоянной с допустимым отклонением до 10%.
Кроме того, использование шлифовального абразивного инструмента, режущий профиль которого можно править, придавая ему нужную форму в зависимости от необходимого типоразмера зубчатого профиля, позволяет получить дополнительный технический результат: универсальность шлифовального абразивного инструмента, а также повышенный ресурс использования.
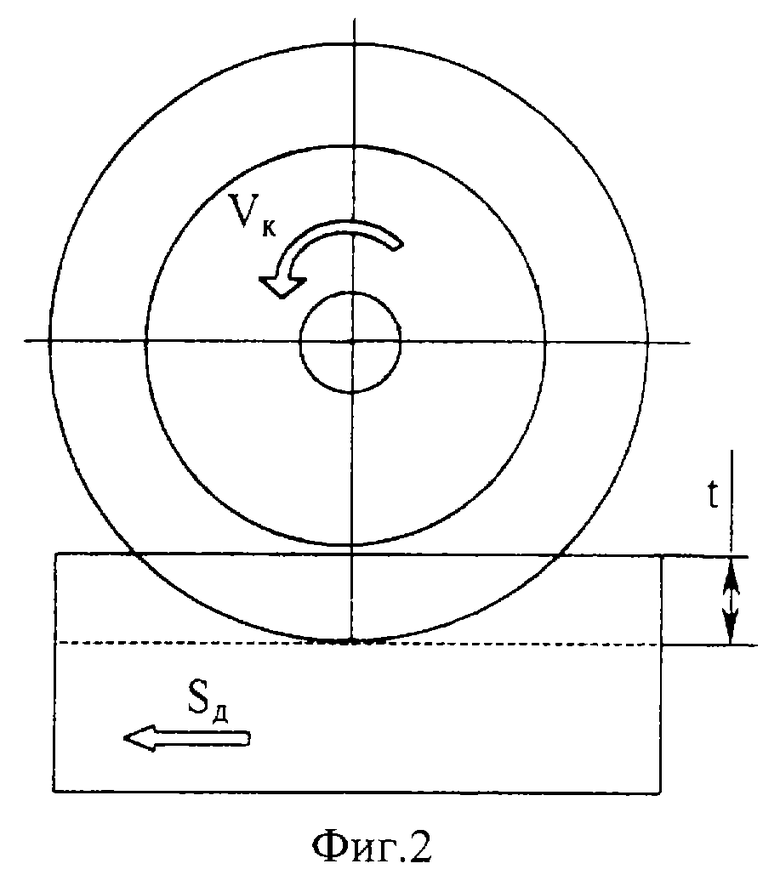
Особенностью способа формообразования элементов зубчатого профиля с применением высокопористого шлифовального абразивного инструмента является большая зона контакта шлифовального инструмента в сочетании с высокими скоростями обработки, что приводит к повышенному термодинамическому воздействию на обрабатываемый профиль и заготовку в целом. Это может вызвать появление прижогов, микротрещин и других дефектов шлифовочного характера на поверхности обрабатываемой детали, а также к снижению точности формообразования. Для снижения влияния термодинамического воздействия и соответственно улучшения качества и точности обработки поверхности необходимо оптимизировать следующие параметры процесса:
- скорость вращения шлифовального инструмента Vк;
- скорость продольного перемещения заготовки или шлифовального инструмента Sд;
- глубину прохода t.
Эти параметры должны быть выбраны с учетом необходимого количества проходов в процессе формообразования впадины между смежными зубьями. Количество проходов определяется в соответствии с техническими возможностями оборудования и инструмента, жесткостью технологической системы резания, условиями охлаждения и т.д. Эффективность процесса формообразования будет тем выше, чем меньше число проходов будет использовано. При этом самым важным параметром является площадь Fc удаляемого за один проход материала в сечении заготовки, перпендикулярном направлению поступательного движения инструмента относительно последней. Как показывают исследования, интенсивность термодинамической напряженности в зоне обработки пропорциональна площади Fc удаляемого материала в указанном сечении, эта же величина определяет также величину потребляемой мощности процесса формообразования N.
Для прямозубой рейки без учета кривизны боковых поверхностей зубьев площадь удаляемого материала в сечении, перпендикулярном направлению поступательного движения инструмента, будет определяться как площадь трапеции.
В соответствии с действующим стандартом СЭВ 308-76 для зубчатых колес с модулем m=1-40 мм ширина дна впадины зуба равна
а=0,5πm-2mtgα,
тогда площадь удаляемого материала в зависимости от глубины резания t будет определяться формулой
Fc(t)=(0,5π-2tgα)•mt+tgα•t2,
а при стандартном угле профиля α=20o
Fc(t)=(0,842 mt+0,364 t2.(1)
По формуле (1) можно рассчитать площадь удаляемого материала в указанном сечении на первом проходе при выбранной глубине прохода t и заданной величине модуля m обрабатываемого зубчатого профиля. При втором проходе площадь удаляемого материала в указанном сечении будет равна
Fc(t)=Fc(t1+t2)-Fc(t1),
то есть ее величина зависит не только от глубины t2 второго прохода, но и от глубины t1 предшествующего прохода шлифовального инструмента.
В общем случае, для i-го прохода площадь удаляемого материала профилируемой впадины в указанном сечении определяется соотношением
где суммарная величина глубины обработки не должна превышать высоты зуба
В качестве контролируемого параметра процесса была выбрана мощность формообразования N. Как показали экспериментальные исследования, степень влияния кинематических характеристик процесса формообразования на потребляемую мощность N формообразования различна. Наибольшее влияние на мощность N формообразования имеет скорость подачи Sд шлифовального инструмента, которая, в свою очередь, тесно связана с площадью Fc удаляемого материала в указанном сечении, оптимальная скорость Vк шлифовального инструмента также зависит от площади Fc удаляемого материала в указанном сечении.
Таким образом, значение величины площади Fc удаляемого материала в указанном сечении на назначение скоростей рабочих движений (Vк и Sд) процесса формообразования является определяющим. В свою очередь, величина площади Fc удаляемого материала в указанном сечении является функцией глубины резания t, a также модуля m обрабатываемого зубчатого профиля. Как показали расчеты, при учете кривизны профиля зубьев и их количества величина площади Fc удаляемого материала остается практически одинаковой.
Для обеспечения стабилизации термодинамического воздействия на обрабатываемую заготовку необходимо стабилизировать какой-либо управляемый параметр процесса формообразования. Таким параметром может быть выбрана величина площади Fc удаляемого материала в сечении, перпендикулярном направлению поступательного движения инструмента, которая регламентируется глубиной прохода t. Таким образом, при необходимости получения элементов зубчатого профиля за несколько проходов выбор глубины каждого из проходов делают таким образом, чтобы площадь Fci для каждого i-го прохода сохранялась постоянной по уравнению (2) Fc(ti)=const.
Это уравнение, не имеющее явного численного решения, может быть решено методом итераций, предполагающим распределение глубины удаляемого материала между соседними зубьями на каждом проходе шлифовального инструмента в зависимости от модуля m зубчатого колеса.
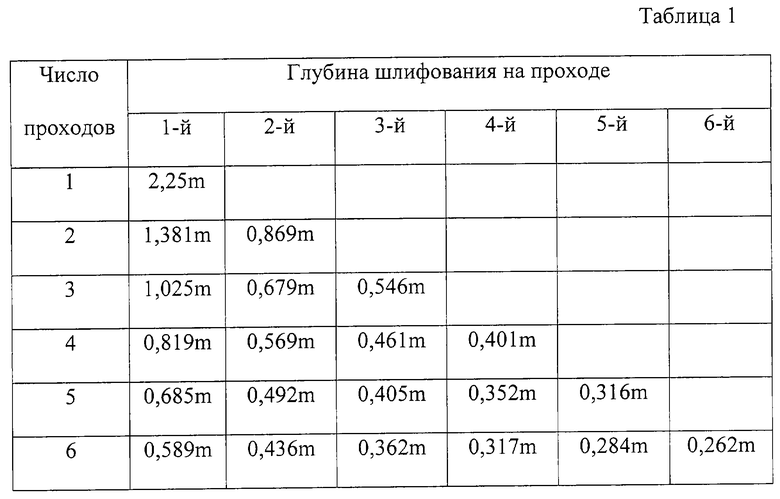
Далее в табл. 1 приведена разбивка глубины впадины, равной 2,25 m, для каждого прохода для случаев от одно- до шестипроходного процесса формообразования.
Предлагаемый способ поясняется чертежами, представленными на фиг.1-4.
На фиг.1 и фиг.2 изображена схема расположения шлифовального инструмента относительно заготовки.
На фиг.3 изображена формируемая впадина.
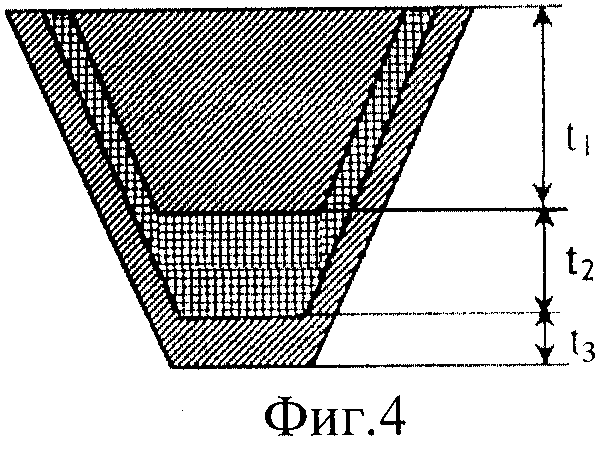
На фиг.4 изображена схема формирования трапецеидального профиля за несколько проходов.
Далее приведены режимы процесса формообразования, полученные с помощью разработанного способа. Были проведены исследования по формообразованию эвольвентного профиля на зубчатом колесе с модулем m=3 мм, числом зубьев z=35 и шириной зубчатого венца 60 мм из закаленной (HRC30) стали 16ХЗНВФМБ-Ш. Обработка выполнялась со скоростью 35 мм/с на профилешлифовальном станке P600G фирмы Gleason - Pfauter высокопористым шлифовальным кругом с размерами 300х20х127 и с характеристикой 25А 16П M1 16K.
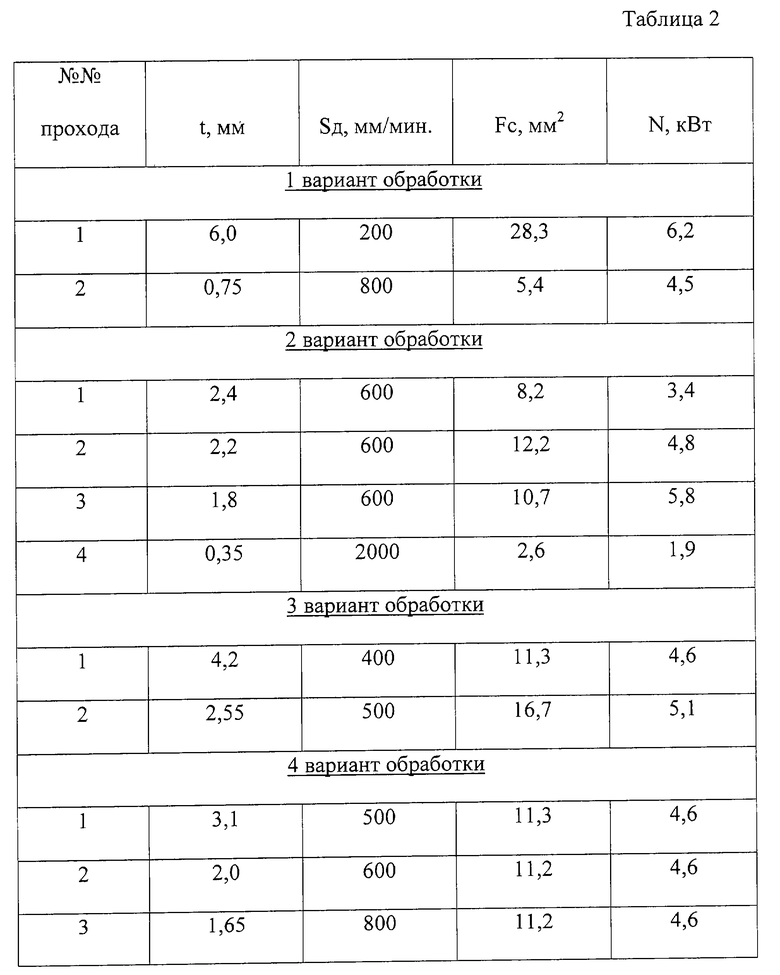
Было исследовано четыре варианта обработки, при которых изменялось количество проходов и глубина каждого из них (табл.2).
При первом варианте формообразование зубчатого колеса осуществлялось за два прохода, причем его можно рассматривать как оптимальный с точки зрения однопроходной обработки: формообразование зубьев происходило, в основном, на первом проходе, а второй проход - чистовое шлифование.
При втором варианте обработки глубина каждого последующего прохода уменьшалась по сравнению с предыдущим, но площадь сечения удаляемого материала при этом имела значительный разброс - от 2,6 до 12,2 мм2 или почти в 4,7 раз.
При остальных вариантах - соответственно за 2 и 3 прохода шлифовального инструмента площадь Fc удаляемого материала в указанном сечении на каждом проходе практически одинакова - разница в значениях Fc составляет менее 2%. При этих вариантах на обработанных поверхностях зубьев отсутствуют прижоги, микротрещины, а точность по ГОСТ 1643-81 соответствовала 4-4-4. Кроме того, варианты 3 и 4 оказались более производительными ~до 40% по машинному времени обработки. Время для формообразования одной впадины составляло соответственно 0,27 мин и 0,295 мин, а в вариантах 1 и 2 время обработки соответственно составило 0,375 мин и 0,33 мин.
Таким образом, данные, приведенные в табл.2, подтверждают достигаемый технический результат стабилизации термодинамического воздействия на обрабатываемую заготовку и, как следствие, повышение точности и качества обработки.
Источники информации
1. Profile Grinding Gears From The Solid...Is It Practical? Brian W. Cluff //Gear Technology. May/June 1997.
2. Формообразование зубчатых колес методом профильного глубинного шлифования. Ю.С. Елисеев, В.К.Старков. // Технология машиностроения, 2001, 2, с. 9-11.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ЗУБЧАТОГО ПРОФИЛЯ | 2002 |
|
RU2202449C1 |
| Способ фрезерования врезных зубьев колеса | 1990 |
|
SU1819195A3 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2147268C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231427C1 |
| ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230634C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231426C1 |
| СПОСОБ СНИЖЕНИЯ КОНТАКТНЫХ НАПРЯЖЕНИЙ НА СОПРЯЖЕННЫХ ПОВЕРХНОСТЯХ ДЕТАЛЕЙ | 2006 |
|
RU2319593C2 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147976C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2228822C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147977C1 |

Изобретение относится к области формообразующих технологий металлов, в частности зубчатых колес. Способ включает обработку заготовки за несколько проходов шлифовальным абразивным инструментом. Для повышения точности и качества обработки за счет стабилизации термодинамического воздействия на обрабатываемую заготовку глубину резания в каждом проходе выбирают исходя из условия, что площадь удаляемого при этом материала в сечении заготовки, перпендикулярном направлению поступательного движения инструмента относительно последней, должна быть постоянной с допустимым отклонением до 10%. Шлифовальный абразивный инструмент может быть правящимся и может иметь профиль, копирующий профиль впадины. 2 з.п. ф-лы, 4 ил., 2 табл.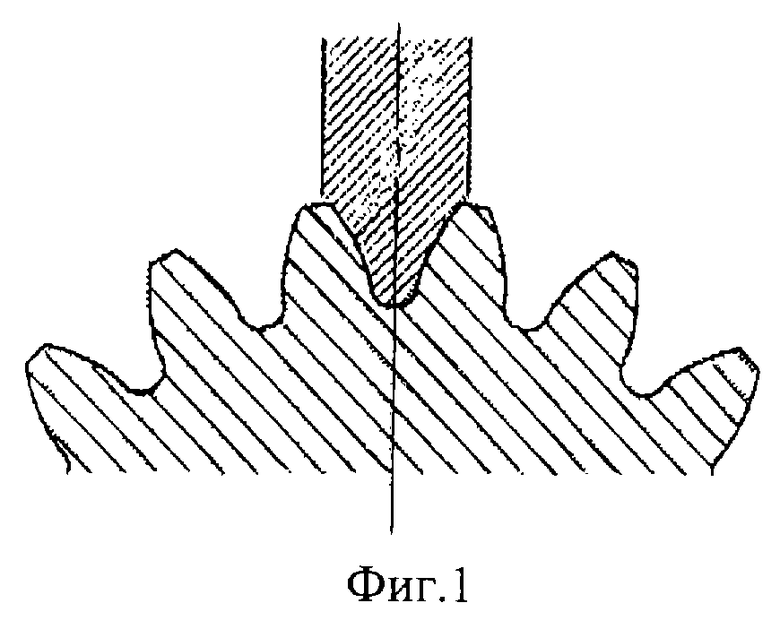
| ЕЛИСЕЕВ Ю.С | |||
| и др | |||
| Формообразование зубчатых колес методом профильного глубинного шлифования | |||
| Технология машиностроения, 2001, № 2, с.9-11 | |||
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС | 0 |
|
SU356890A1 |
| Способ нарезания зубчатых колес | 1977 |
|
SU638434A2 |
| Станок для шлифования зубчатых колес | 1981 |
|
SU971595A1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1990 |
|
RU2008995C1 |

