Основная часть мировой нефтехимической промышленности связана с производством легких олефинов и их последующим применением в производстве множества ценных химических продуктов путем полимеризации, олигомеризации, алкилирования и других химических реакций. К легким олефинам относятся этилен, пропилен и их смеси. Эти легкие олефины представляют собой незаменимые строительные блоки для современной нефтехимической и химической промышленности. Главным источником этих материалов в сегодняшней нефтеперерабатывающей отрасли является крекинг с водяным паром нефтяного сырья. По разным причинам, в том числе географическим, экономическим, политическим и соображениям, связанным с уменьшением запасов сырья, техника на протяжении долгого времени изыскивает отличный от нефти источник массовых количеств сырьевых материалов, которые необходимы для обеспечения потребностей в названных легких олефинах. Иными словами, основополагающим для научно-исследовательского персонала, работающего в этой области, является нахождение пути для эффективного и селективного применения альтернативного сырья для производства легких олефинов и уменьшения тем самым зависимости нефтехимической промышленности от нефтяного сырья. Значительная часть внимания предшествующего уровня техники была сосредоточена на возможности использования оксигенатов углеводородов и, более конкретно, метанола в качестве главного источника необходимого альтернативного сырья. Оксигенаты особенно привлекательны по той причине, что они могут быть произведены из таких широко доступных материалов, как каменный уголь, природный газ, утилизируемый пластик, различные углеродные промышленные отходы и различные продукты и побочные продукты сельскохозяйственной промышленности. Способ получения метанола из этих типов сырьевых материалов хорошо разработан и обычно включает применение одной или более из следующих операций: (1) производство синтез-газа любым из известных способов, в которых обычно используется никелевый или кобальтовый катализатор, с последующей хорошо известной стадией синтеза метанола с применением относительно высокого давления на катализаторе на медной основе; (2) селективная ферментация различных органических сельскохозяйственных продуктов с целью производства оксигенатов или (3) разные сочетания этих операций.
Имея в распоряжении разработанные и хорошо известные технологии для производства оксигенатов из альтернативных не нефтяного происхождения сырьевых материалов, техника сосредоточилась на различных способах каталитического превращения оксигенатов, таких как метанол, в целевые легкие олефиновые продукты. Эти легкие олефиновые продукты, производимые из сырьевых материалов не нефтяного происхождения, должны быть, разумеется, доступны в количествах и с такой чистотой, чтобы они могли быть при последующей переработке взаимозаменимы с материалами, которые в настоящее время производятся с использованием нефтяных источников. Хотя в предшествующем уровне техники обсуждались многие оксигенаты, основным центром внимания со стороны двух основных путей для производства целевых легких олефинов была технология конверсии метанола, прежде всего благодаря доступности коммерчески испытанной технологии синтеза метанола. Обзор предшествующего уровня техники выявил, по существу, два основных способа, которые обсуждаются в связи с превращением метанола в легкие олефины. Первый из этих способов превращения метанола в олефины (МТО) основан на ранней немецкой и американской работе, посвященной зоне каталитической конверсии, содержащей каталитическую систему цеолитного типа. Примером ранней немецкой работы является US-A-43 87263. В этом патенте (патенте ′263) сообщается о ряде экспериментов, касающихся способов превращения метанола с использованием системы катализатора типа ZSM-5, где проблема рециркуляции диметилового эфира (ДМЭ) является главным объектом внимания раскрываемой технологии. Хотя в этом патенте ′263 сообщается о хороших выходах этилена и пропилена, эти выходы, к сожалению, сопровождаются значительным образованием высших алифатических и ароматических углеводородов, которые, как предполагают патентообладатели, могли бы быть использованы в качестве моторного топлива и, в частности, в качестве материала типа бензина. С целью ограничить количество этого более тяжелого материала владельцы патента ′263 предложили ограничить конверсию метанола, вводимого на стадии процесса конверсии МТО, до уровней ниже 80%. Работа при более низких степенях конверсии потребовала критической оценки средств для извлечения и рециркуляции не только непрореагировавшего метанола, но также и значительных количеств образующегося в качестве промежуточного продукта ДМЭ. Таким образом, внимание изобретения патента ′263 было сосредоточено на стадии мокрой очистки ДМЭ и метанола с использованием водного растворителя с целью рационального и эффективного возвращения легкого углеводородного эквивалента непрореагировавшего метанола и промежуточного участника реакции ДМЭ.
Ранняя работа по МТО с системой цеолитного катализатора была продолжена фирмой Mobil Oil Company, которая также исследовала использование системы цеолитного катализатора, подобного ZSM-5, для получения легких олефинов. Ранняя работа фирмы представлена патентом US-A-4587373, где признается и подчеркивается немецкий вклад в этот способ МТО для получения легких олефинов на цеолитном катализаторе. Изобретатель патента ′373 внес два важных усовершенствования в этот цеолитный способ МТО, первый из которых включает признание того, что коммерческая установка должна эксплуатироваться при давлении значительно более высоком, чем те пределы давления, которые предлагали немецкие исследователи в этой области, имея целью придать промышленному оборудованию разумные размеры при коммерчески целесообразных массовых расходах. В патенте ′373 признается, что, когда с целью ограничения размеров оборудования, необходимого для промышленных установок в цеолитном способе МТО, переходят к более высоким давлениям, возникают значительные дополнительные потери ДМЭ, которые не рассматривались в немецкой работе. Причиной этих дополнительных потерь является растворение значительных количеств ДМЭ в побочно образующемся масле из тяжелых углеводородов, которое выделяют из жидкого углеводородного потока, отводимого из первого сепаратора. Другой значительный вклад патента ′373 отчетливо вытекает из рассмотрения блок-схемы, представленной на фиг.2, где четко показано, что часть метанольного сырья отводится в зону абсорбции ДМЭ с целью использования преимущества, состоящего в высоком сродстве между метанолом и ДМЭ, и, таким образом, уменьшения необходимых размеров зоны мокрой очистки по сравнению с размерами зоны мокрой очистки в случае использования чистой воды, которая (зона) предлагалась в более ранней немецкой работе.
Прежде всего, по причине неспособности названного цеолитного способа МТО регулировать количество нежелательных С4+-углеводородных продуктов, производимых системой катализатора типа ZSM-5, вскоре была разработана еще одна технология конверсии МТО с использованием каталитического материала на основе нецеолитных молекулярных сит. Это направление технологии МТО, однако, наилучшим образом иллюстрируется обширной работой, проводимой в этой области фирмой UOP, о чем сообщается в многочисленных патентах, характерными примерами которых являются US-A-5095163, US-A-5126308 и US-A-5191141. Второй вариант технологии конверсии МТО имел, прежде всего, в основе применение каталитической системы, включающей алюмосиликатно-фосфатные молекулярные сита (SAPO), из которых решающее предпочтение отдавалось разновидностям SAPO, известным под названием SAPO-34. Было обнаружено, что этот материал, SAPO-34, обладает очень высокой селективностью в отношении легких олефинов, получаемых из метанольного сырья, и соответственно очень низкой селективностью в отношении нежелательных соответствующих легких парафинов и более тяжелых материалов. Известно, что названный катализируемый SAPO способ МТО имеет, по крайней мере, следующие преимущества по сравнению со способом получения легких олефинов на цеолитном катализаторе: (1) более высокие выходы легких олефинов при тех же количествах превращенного метанола; (2) возможность непосредственного выделения этилена и пропилена полимерной квалификации без необходимости использования стадий сложного физического разделения для отделения этилена и пропилена от соответствующих парафиновых аналогов; (3) резко ограниченный выход побочных продуктов, таких как стабилизированный бензин; (4) гибкость в регулировании весовых отношений этилена и пропилена в пределах от 1,5:1 до 0,75:1 при минимальном изменении условий конверсии МТО и (5) значительно более низкое коксообразование в зоне конверсии МТО по сравнению с тем, что имеет место в случае цеолитной каталитической системы.
Несмотря на многообещающие разработки, относящиеся к катализируемому SAPO МТО-способу получения легких олефинов, проблема одновременного образования ДМЭ является общей для обоих типов рассмотренных выше каталитических способов МТО и поэтому в предшествующем уровне техники предлагались разные меры для извлечения ДМЭ из покидающего зону конверсии МТО потока и рециркуляции ДМЭ. В патенте US-A-4382263 для извлечения и рециркуляции промежуточного продукта ДМЭ предлагается относительно высокое давление в зоне абсорбции ДМЭ с использованием в качестве растворителя чистой воды. Что касается использования термина «высокое давление» по отношению к упомянутому патенту ′263, имеются указания на то, что примеры 1, 2, 3 и 4 проводились при 2000 кПа, а пятый пример проводился при еще более высоком давлении (4000 кПа). Одно из усовершенствований, предложенных в US-A-4587373, относится к использованию более эффективного растворителя для ДМЭ в зоне абсорбции ДМЭ, и дается рекомендация, чтобы часть метанольного сырья, направляемого в реактор конверсии МТО, отводилась в зону абсорбции ДМЭ с целью более эффективного извлечения примесного ДМЭ из потока олефинового продукта. В названном патенте ′373 предлагается уменьшить размеры промышленной установки путем значительного повышения предпочтительного давления в реакторе конверсии МТО по сравнению с тем, что предлагалось в предшествующем уровне техники, и, в частности, речь идет о работе реактора при давлении 550 кПа, но отмечается, что работа МТО-реактора при этом высоком давлении может привести к значительным потерям ДМЭ с потоком тяжелых углеводородных продуктов, выводимым из главного сепаратора в блоке обработки стоков блок-схемы процесса, если не принять мер для отгонки растворенного ДМЭ из потока тяжелых углеводородных побочных продуктов. В частности, на блок-схеме, изображенной на фиг.2 патента ′373, предлагается подвергнуть отгонке отводимый из первичного сепаратора 16 тяжелый углеводородный побочный продукт в стабилизационной колонне 26 с целью возвращения ценности растворенного в нем промежуточного продукта ДМЭ при одновременном использовании в абсорбере ДМЭ (22) метанольного растворителя.
В моих попытках внедрить технологическую схему выделения продукта, совершенно подобную той, которая раскрыта на фиг.2 патента ′373, в сочетании с использованием каталитической системы типа SAPO в зоне конверсии МТО, я столкнулся с еще одной проблемой, связанной с использованием этой схемы для извлечения и рециркуляции промежуточного ДМЭ, который является примесью в вытекающем из зоны реакции МТО потоке. Мною обнаружено, что если часть метанольного сырья, направляемого в реактор конверсии МТО, отводится в абсорбер ДМЭ, как это предлагается в патенте ′373, с целью более эффективного извлечения ДМЭ, то согласно этой схеме имеет место значительная одновременная абсорбция метанольным растворителем легких олефинов. О способности метанольного растворителя экстрагировать из подаваемого в абсорбер ДМЭ содержащего легкие олефины сырья не только ДМЭ, но и значительного количества С2- и С3-олефинов, в патенте ′373 не сообщалось, в то время как это сильно осложняет конструкцию схемы эффективной обработки продукта для зоны конверсии МТО на основе SAPO. Например, когда зона абсорбции ДМЭ функционирует с метанольным растворителем в условиях мокрой очистки, включающих температуру 54°С и давление 2020 кПа, с 99,85%-ным (мас.) метанольным растворителем, по меньшей мере, 12,3 мас.% С3-олефинов и 40,3 мас.% С3-олефинов, загружаемых в ДМЭ-скруббер, будут одновременно абсорбироваться в выводимом из скруббера низовом потоке обогащенного ДМЭ жидкого растворителя. Когда поток обогащенного ДМЭ растворителя рециркулируют в зону конверсии МТО, создается значительный внутренний контур легких олефинов, который приводит к значительному увеличению размеров зоны конверсии МТО и при этом повышает уровень вредного коксообразования на содержащемся в этой зоне катализаторе вследствие того, что упомянутые C2- и С3-олефины являются химически активными и могут подвергаться полимеризации и конденсации с образованием предшественников кокса.
Поставленная настоящим изобретением задача состоит, таким образом, в том, чтобы значительно уменьшить названное нежелательное повышение содержания C2- и С3-олефинов в рециркуляционном потоке ДМЭ, направляющемся в зону конверсии МТО в случае использования метанола в качестве растворителя в зоне абсорбции ДМЭ, что является важной отличительностью особенностью схемы обработки выходящего из МТО-реактора потока.
Раскрытие изобретения
Главная цель настоящего изобретения состоит в том, чтобы сделать извлечение и рециркуляцию содержащихся в выходящем из зоны конверсии МТО потоке ДМЭ и/или других оксигенатов более избирательными по сравнению с технологией извлечения ДМЭ, которая известна из предшествующего уровня техники, создав, таким образом, возможность уменьшения в размерах зоны конверсии МТО благодаря уменьшению количества потока рециркулирующего ДМЭ. Другая цель состоит в обеспечении селективного метода извлечения и рециркуляции промежуточного ДМЭ, содержащегося в выходящем из зоны конверсии МТО потоке, который (метод) бы значительно понизил риск значительного коксообразования в используемой в зоне конверсии МТО каталитической системе из-за внутренней рециркуляции относительно больших количеств весьма реакционноспособных легких олефинов.
Настоящее изобретение решает проблему загрязнения рециркулирующего потока метанольного растворителя легкими олефинами путем создания специально сконструированной отгонной зоны, которая используется для обогащенного потока растворителя, извлеченного из зоны абсорбции ДМЭ, с целью селективного удаления оттуда значительных количеств легких олефинов без существенного влияния на содержание в этом потоке метанола и, таким образом, значительного уменьшения рисков отрицательных эффектов на производительность зоны конверсии МТО, когда она функционирует совместно с технологической схемой переработки выходящего из реактора продукта.
Автором теперь установлено, что проблема загрязнения легкими олефинами основного рециркулирующего оксигенатного потока, содержащего как ДМЭ, так и метанол, что является важной отличительной особенностью технологической схемы обработки МТО-продукта, которая описана в US-A-4587373, может быть успешно решена путем введения в блок-схему патента ′373 специальной отгонной колонны для легких олефинов. Эта отпарная колонная работает на жидком низовом потоке растворителя из абсорбера ДМЭ и предназначена для работы в таких жестких условиях, чтобы значительная часть растворенных в жидком потоке легких олефинов была отогнана из потока без испарения основной части содержащихся в этом потоке оксигенатов, таких как ДМЭ и метанол. Блок-схема патента ′373 предполагает, что этот обогащенный оксигенатами жидкий поток должен быть подвергнут операции отгонки оксигенатов, которая спроектирована для испарения, по существу, всех содержащихся в нем оксигенатов. Это, разумеется, резко отличается от решения вопроса, заключенного в моем изобретении, которое основано на допущении того, что легкие олефины могут быть избирательно отогнаны, если степень жесткости условий отгонки подобрана так, чтобы эта степень была недостаточно жесткой для испарения сколько-нибудь значительной части метанола, содержащегося в этом жидком потоке растворителя, но была бы такой, в которой испарялось бы, по существу, от 90 до 100% этилена и от 40 до 70% пропилена, растворенных в этом потоке растворителя.
Настоящее изобретение является, таким образом, новым способом селективного извлечения содержащего ДМЭ рециркулирующего потока из потока, выходящего из зоны конверсии МТО, который содержит побочно образующуюся воду, непрореагировавший метанол, промежуточный реакционноспособный продукт ДМЭ, этилен, пропилен, С4-С6-олефины и минорные количества других углеводородов и оксигенатов. Первая стадия этого способа включает охлаждение и разделение, по меньшей мере, части этого выходящего потока на водный жидкий поток, содержащий метанол и ДМЭ, углеводородный жидкий поток, содержащий метанол, ДМЭ и С2-С6-олефины, и парообразный углеводородный поток, содержащий ДМЭ, метанол, этилен и пропилен. На второй стадии этого способа из полученного на первой стадии жидкого углеводородного потока отгоняется ДМЭ в зоне отгонки ДМЭ, функционирующей в условиях отгонки, эффективных для образования головного парообразного потока, содержащего ДМЭ, метанол, этилен и пропилен, и жидкого низового углеводородного потока, содержащего С4-С6-олефины. На последующих стадиях отделенный на первой стадии парообразный углеводородный поток объединяется с, по меньшей мере, частью головного парообразного потока, произведенного на стадии отгонки ДМЭ, с образованием обогащенного ДМЭ парообразного потока легких углеводородов, который затем вводят в зону первичной абсорбции ДМЭ, где он вступает в противоточный контакт с селективным в отношении ДМЭ содержащим метанол растворителем в условиях мокрой очистки, эффективных для образования (1) жидкого низового потока растворителя, содержащего метанол, ДМЭ, воду и значительные нежелательные количества этилена и пропилена, и (2) головного парообразного потока обогащенного легкими олефинами и обедненного ДМЭ продукта. По меньшей мере, часть жидкого низового потока растворителя, извлеченного на стадии мокрой очистки ДМЭ, направляют после этого в зону отгонки легких олефинов, функционирующую в условиях отгонки, эффективных для отгонки, по меньшей мере, значительной части этилена и пропилена, содержащихся в этом потоке растворителя, без отгонки оттуда сколько-нибудь значительной части метанола, в результате чего образуется головной поток отгонной секции, обогащенный этиленом и пропиленом и содержащий следовые количества ДМЭ, и жидкий низовой поток растворителя, содержащий ДМЭ, метанол, воду и легкий олефин в количествах, уменьшенных по сравнению с содержанием легкого олефина в жидком низовом потоке растворителя, извлеченном на стадии первичной мокрой очистки ДМЭ. На последней стадии, по меньшей мере, часть жидкого низового потока растворителя, извлекаемого на стадии отгонки легких олефинов, рециркулируют к зоне конверсии МТО, куда, таким образом, селективно вводятся дополнительные реакционноспособные оксигенаты.
Во втором воплощении настоящего изобретения описанный выше способ дополнительно характеризуется направлением, по меньшей мере, части головного потока отгонной секции, извлекаемого на стадии отгонки легких олефинов, в нижнюю область зоны первичной абсорбции ДМЭ с целью извлечения ДМЭ, который отгоняется в этой зоне отгонки легких олефинов.
Еще одно воплощение настоящего изобретения включает описанный выше способ настоящего изобретения, который дополнительно характеризуется направлением, по меньшей мере, части головного потока отгонной секции, извлекаемого на стадии отгонки легких олефинов, в зону вторичной абсорбции ДМЭ, где он вступает в противоточный контакт с селективным растворителем для ДМЭ в условиях мокрой очистки, подобранных таким образом, чтобы получить обедненный ДМЭ головной поток, содержащий этилен и пропилен, и жидкий низовой поток растворителя, содержащий ДМЭ, метанол и воду, которые рециркулируют на стадии конверсии МТО. Образующийся обедненный ДМЭ головной поток объединяется с головным потоком обогащенного легкими олефинами продукта, полученного на стадии первичной мокрой очистки ДМЭ, в результате чего образуется поток легкого олефинового продукта, который выводится из процесса МТО.
Еще одно воплощение настоящего изобретения включает дополнительную модификацию способов селективного извлечения ДМЭ, описанных в любом из первых трех воплощений, где условия отгонки, используемые на стадии отгонки легких олефинов, включают степень жесткости условий, достаточную для производства жидкого низового потока растворителя, содержащего менее 1 мас.% этилена.
Краткое описание чертежей
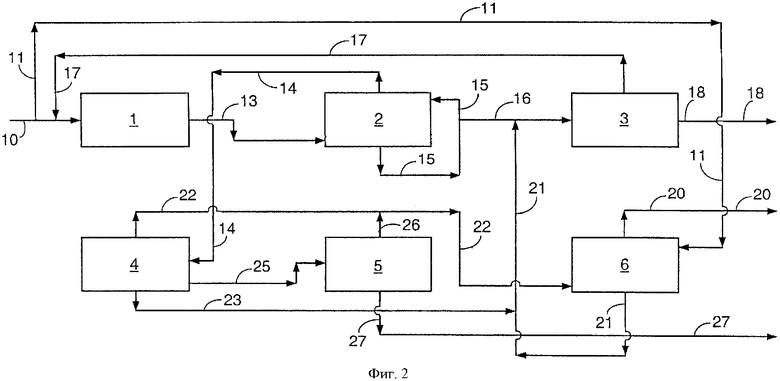
Фиг.1 представляет технологическую потоковую схему одного из предпочтительных воплощений настоящего изобретения, которая демонстрирует существенные взаимные связи и взаимоотношения между рабочими зонами, связанными с настоящим способом селективного извлечения ДМЭ.
Фиг.2 представляет технологическую потоковую схему, относящуюся к схеме извлечения ДМЭ предшествующего уровня техники.
На этих чертежах не показаны хорошо известные средним специалистам элементы оборудования, такие как нагреватели, холодильники, теплообменники, насосы, компрессоры, вакуумные барабаны, выколотки, конденсаторы, сборники головных погонов, средства контроля, вентили и клапаны, кипятильники и т.п.
Термины и определения
В настоящем описании использованы следующие термины и условия, имеющие следующие значения: (1) «часть» потока означает либо аликвотную часть, имеющую тот же состав, что и весь поток, либо часть, которую получают, отделяя от потока легко отделяемый компонент (например, если поток содержит углеводороды в смеси с водяным паром, то после конденсации основной части водяного пара поток содержит водную часть и углеводородную часть); (2) «головной» поток означает суммарный верхний погон, получаемый из определенной зоны после рециркуляции какой-либо части в зону с целью орошения или с какой-либо иной целью; (3) «низовой» поток означает суммарный низовой поток из определенной зоны, получаемый после рециркуляции какой-либо части с целью повторного подогрева и/или повторного испарения, и/или после отделения какой-либо фазы; (4) линия «перекрыта», когда на ней имеется вентиль, установленный в положение, которое перекрывает поток по этой линии; (5) наличие необходимых компрессоров и/или насосов подразумевается в том случае, когда показан поток из зоны с относительно низким давлением к зоне с более высоким давлением; (6) наличие необходимых нагревательных и/или охлаждающих средств предполагается в том случае, когда показан поток между зонами, работающими при разных температурах; (7) ингредиент «отогнан» в том случае, когда он концентрируется в головном потоке, отводимом из определенной зоны; (8) «парообразный» поток означает поток, содержащий один или более компонентов в газообразном состоянии, и (9) термин «легкие олефины» подразумевает этилен, пропилен и их смеси.
Осуществление изобретения
Исходной точкой для настоящего изобретения является стадия конверсии МТО, в которой в качестве основного источника оксигенированного реагирующего вещества используется метанол. Как объяснялось выше, существует два разных способа каталитической конверсии метанола в легкие олефины. Главное различие между этими двумя способами основано на типе молекулярного сита, которое используется в качестве активного ингредиента в каталитической системе МТО, и я предпочитаю нецеолитный способ конверсии МТО. Подробности, связанные с нецеолитным способом конверсии МТО, приведены в US-A-5095163, US-A-5126308 и US-A-5191141, все содержание которых конкретно включено в настоящую заявку путем отсылки. Как указывается в содержании упомянутых патентов, предпочтительным молекулярным ситом является алюмосиликатно-фосфатная (SAPO) система, которая, как было установлено, существует во множестве специфических кристаллических структур. Как указывается в упомянутых патентах, наиболее предпочтительная для конверсии МТО структура SAPO была идентифицирована как структура SAPO-34. Хотя способ селективного извлечения настоящего изобретения будет работать одинаково хорошо с потоками, отходящими из зон конверсии МТО, содержащими как цеолитные, так и нецеолитные катализаторные системы, предпочтительно, чтобы отходящим потоком был поток из зоны конверсии МТО, работающей на каталитической системе SAPO-34. Молекулярные сита SAPO-34 могут использоваться либо сами по себе, либо в смеси со связующим и/или наполнителем и приготовляться в такой форме, как экструдаты, гранулы или сферы. В качестве связующего и/или наполнителя могут быть использованы любые хорошо известные в технике неорганические оксиды типа оксида алюминия, оксида кремния, алюмофосфата, алюмосиликата и/или одной из различных хорошо известных средним специалистам высококремнеземистых глин. В том случае, когда для составления каталитической системы SAPO-34 используется связующее и/или наполнитель, SAPO-34 обычно содержится в количестве от 5 до 90% от массы готового катализатора и предпочтительно от 5 до 40% от его массы. Следует иметь в виду, что активным ингредиентом является молекулярное сито SAPO-34, а связующим и/или наполнителем является инертный материал, который используется для того, чтобы обеспечить частицам катализатора структурную целостность. Наилучшие результаты с каталитической системой SAPO-34 получаются при использовании этой системы с размером частиц, подходящим для системы реактора с псевдоожиженным слоем, обычно средний размер частиц составляет 65-85 мкм.
Хотя зона конверсии МТО может работать при любых известных в технике конфигурациях реактора, предпочтительнее использовать не систему с неподвижным слоем, а систему с подвижным слоем, что обеспечивает эффективный контакт потока метанольного сырья с частицами катализатора и облегчает регенерацию образующегося закоксованного катализатора. Хорошие результаты могут быть получены как с системой с подвижным слоем, так и с системой с псевдоожиженным слоем. Однако наилучшие практические результаты дает использование системы с псевдоожиженным слоем катализатора.
Зона реакции МТО с псевдоожиженным слоем функционирует в условиях, которые включают температуру от 300 до 600°С с предпочтительными пределами от 450 до 550°С. Давление, применяемое на стадии конверсии МТО, обычно лежит в пределах от 138 до 1000 кПа и предпочтительно от 170 до 345 кПа. Время контакта реагирующих веществ с катализатором измеряется, как правило, объемной скоростью на единицу массы катализатора (WHSV), рассчитываемой на основе часового расхода суммарной массы участвующего в реакции метанола, проходящего через зону конверсии МТО, любых других оксигенированных реактивов, присутствующих в сырье или рециркуляте, и любых других присутствующих там углеводородных материалов, поделенного на массу молекулярного сита SAPO-34, находящегося в зоне конверсии МТО. WHSV для применения в зоне конверсии МТО, относящейся к настоящему изобретению, может варьировать в пределах от 1 до 100 ч-1, причем наилучшие результаты получаются в пределах от 5 до 20 ч-1. Поскольку реакция конверсии МТО является сильно экзотермичной, вдоль реакционной зоны имеет место значительное повышение температуры, обычно порядка от 250 до 500°С. В системе реактора с псевдоожиженным слоем скорость циркуляции катализатора между реактором и регенератором устанавливается преимущественно на минимальный уровень, способный удерживать среднее закоксовывание циркулирующей массы предпочтительного катализатора SAPO в пределах от 1 до 20 мас.% в расчете на активный ингредиент катализатора и более предпочтительно в пределах от 5 до 17 мас.%.
На связанной со стадией конверсии МТО стадии регенерации для удаления необходимого количества кокса с катализатора перед его рециркуляцией в зону конверсии обычно используют один из принятых окислительных методов. Главным фактором, который определяет скорость циркуляции между зоной конверсии и зоной регенерации, является равновесная масса кокса на катализаторе, которую желательно поддерживать для получения желаемой степени конверсии. Каталитическая система на основе SAPO-34 весьма успешно работает при степенях конверсии 95% или выше, в результате чего коксообразование составляет примерно 2-5 мас.% эквивалентов метанола, вводимого на стадию конверсии МТО. Зная скорость коксообразования, средний специалист сможет установить скорость циркуляции к регенератору на основе сгорания кокса со скоростью, которая обеспечит общее среднее количество кокса на циркулирующей каталитической системе, используемой в зоне конверсии МТО, в желаемых пределах. В сравнении с традиционной операцией FCC скорость циркуляции в зоне конверсии МТО с псевдоожиженным слоем очень низка, поскольку отсутствует необходимость в том, чтобы регенерированный катализатор обеспечивал теплом зону реакции МТО.
Подаваемое на стадию конверсии МТО метанольное сырье может, как правило, использоваться с разбавителем, как описывается в предшествующем уровне техники, упомянутом выше и включенном в настоящую заявку. Однако на практике лучше не использовать разбавитель иной, чем аутогенно образующийся водяной пар. Использование разбавителя полезно в том отношении, что он позволяет регулировать парциальное давление участвующего в реакции метанола, но не выгодно в том отношении, что он увеличивает объем зоны реакции и является дополнительным материалом, который необходимо отделять от продуктов в секции извлечения продуктов процесса. Когда на стадии МТО присутствует разбавитель, он преимущественно является водяным паром, образующимся из воды, являющейся неизбежной примесью в потоке метанольного сырья, а также рециркулирующих оксигенатных потоков. Поскольку во многих случаях желательно загружать сырьевой поток неочищенного метанола, содержащего до 20 мас.% воды, сырьевой поток в этом случае приносит в систему значительное количество разбавителя. Однако в большинстве случаев предпочтительно работать с потоком метанольного сырья, представляющего собой 95-99,9%-ный (по массе) метанол. Необходимо признать, что значительные количества действующего как разбавитель водяного пара аутогенно образуются в самой зоне конверсии МТО, поскольку можно считать, что метанол содержит более 56 мас.% связанной воды, а также в связи с тем фактом, что кинетика реакции, протекающей в реализационной зоне МТО, такова, что начальное образование ДМЭ происходит чрезвычайно быстро, в результате чего на каждые два моля метанола, реагирующего с образованием ДМЭ, образуется один моль разбавителя в виде водяного пара.
Отходящий поток, выводимый из зоны конверсии МТО, будет, таким образом, содержать значительные количества образующейся побочно воды, а также непрореагировавшего метанола, значительные количества промежуточного продукта ДМЭ, этилен, пропилен, С4-С6-олефины и минорные количества углеводородов и оксигенатов. С предпочтительной катализаторной системой SAPO-34, когда с ней работают при степенях конверсии 97% или выше, обычно приблизительно от 70 до 78% поступающего на стадию конверсии метанольного эквивалента углерода будет превращено в целевые С2- и С3-олефины, в то время как от 2 до 5% углерода превратится в кокс и примерно 0,5-1% превратится в ДМЭ. Количество образующихся на стадии конверсии МТО насыщенных углеводородов, таких как метан, этан и пропан, в случае применения катализатора SAPO-34 обычно находится на очень низких уровнях и в балансе углерода приблизительно составляет от 2 до 5%.
Отходящий поток, покидающий МТО-реактор, обычно имеет относительно высокую температуру (от 350 до 600°С) и перед поступлением в зону разделения фаз должен быть значительно охлажден. Обычно охлаждение осуществляют либо путем теплообмена с потоком метанольного сырья, либо с помощью водного охлаждающего потока в охлаждающей башне, или же сочетанием обоих способов. Вне зависимости от используемого способа теплообмена предпочтительно значительное охлаждение и конденсация, по меньшей мере, значительной части побочно образующейся воды, которая содержится в выходящем потоке из зоны конверсии, с использованием охлаждающей башни, работающей на охлаждающей среде, состоящей, в основном, из воды, в условиях быстрого охлаждения, в результате чего отходящий поток частично конденсируется, отделяя значительную часть побочно образующейся в зоне конверсии МТО воды. Охлаждающая башня обычно работает при давлении, составляющем от 40 до 95% давления, поддерживаемого в зоне конверсии МТО, и головной поток из этой охлаждающей башни наряду с углеводородными и оксигенатными продуктами реакции синтеза все еще содержит значительные количества водяного пара. Схема предпочтительной для настоящей заявки двустадийной охлаждающей башни приведена в патенте US-B-6403854, все содержание которого включено, таким образом, в настоящую заявку путем отсылки. После отбора названного головного продукта из охлаждающей башни предпочтительно пропустить его через ряд вакуумных барабанов и компрессоров для подъема давления в пределах от 2000 до 2600 кПа.
Обратимся теперь к прилагаемой на фиг.1 схеме получения продукта настоящего изобретения. Фиг.1 представляет схематический план взаимозависимости и взаимосвязи между разными зонами для одного из предпочтительных воплощений настоящего изобретения. Зона 1 представляет собой зону конверсии МТО, куда подают метанольное сырье, поступающее в систему по линии 10. Зона 1 работает в соответствии с приведенным выше описанием, производя выходящий поток, который выходит из зоны 1 по линии 13 и подается в нижнюю область зоны охлаждения 2, где он противоточно контактирует с охлажденным циркулирующим водным потоком, в результате чего происходит конденсация значительной части побочно образующейся в зоне реакции МТО воды. В зоне 2 показан отвод водной охлаждающей среды по линии 15 и рециркуляция ее в верхнюю область зоны быстрого охлаждения 2 после пропускания через соответствующее охладительное устройство (не показано). Часть циркулирующего водного потока в зоне быстрого охлаждения отводится по линии 16 и направляется в зону выделения оксигената 3, работа которой состоит в отгонке, по существу, всего количества оксигенатов, которые растворены в циркулирующей водной промывной среде, и в извлечении и циркуляции этих оксигенатов в зону конверсии МТО (1) по линиям 17 и 10. Поток воды, который практически не содержит примесей, отводится из зоны 3 по линии 18 и представляет собой основной отвод образующейся побочно воды. Образовавшийся охлажденный и затем быстро охлажденный головной паровой поток, отводимый по линии 14 из зоны быстрого охлаждения 2, сжимают с помощью не показанного устройства до давления в ранее указанных пределах и подают в зону первичного разделения продукта 4, которая работает при температуре от 10 до 100°С, предпочтительно от 20 до 60°С, обеспечивая разделение на три фазы. Получаемый в первичном сепараторе парообразный поток отводится из сепаратора по линии 22 и подается в нижнюю область зоны первичной абсорбции ДМЭ 6. Образующаяся в зоне 4 жидкая углеводородная фаза содержит значительные количества ДМЭ, легких олефинов и растворенного в них непрореагировавшего метанола и направляется по линии 25 в отгонную зону 5, где эта фаза контактирует с поднимающимся вверх генерируемым испарителем (не показан) паровым потоком в условиях отгонки, эффективных для удаления из углеводородного потока ДМЭ и легких олефинов и создания отводимого по линии 26 парообразного головного потока, содержащего ДМЭ, этилен и пропилен наряду с минорными количествами легких насыщенных соединений, которые растворены в этом потоке относительно тяжелых углеводородов. Жидкий углеводородный поток, отводимый с низа зоны отгонки ДМЭ 5 и подаваемый из этой зоны по линии 27, представляет собой поток побочно образующихся в реакции МТО тяжелых углеводородов, который, в основном, состоит из С4-, С5- и С6-олефинов в смеси с минорным количеством С4+-насыщенных углеводородов. В предпочтительном процессе МТО с каталитической системой SAPO-34 отводимый по линии 27 жидкий поток тяжелых углеводородов содержит приблизительно от 8 до 18% метанольного эквивалента углерода, вводимого в зону конверсии МТО 1.
На пересечении линии 26 с линией 22, по меньшей мере, часть парообразного углеводородного потока из зоны сепарации 4 объединяется с, по меньшей мере, частью головного парообразного потока, образующегося в зоне отгонки ДМЭ 5, с образованием обогащенного ДМЭ парообразного потока легких углеводородов, который подается по линии 22 в нижнюю область зоны первичной абсорбции ДМЭ (6). Зона первичной абсорбции ДМЭ (6) представляет собой обычную зону контакта жидкость-газ, заполненную подходящей насадкой, хорошо известной специалистам, с целью усиления взаимодействия пара с жидкостью в процессе контактирования восходящего потока пара с нисходящим потоком жидкости. Подходящими средствами для контакта являются различные хорошо известные специалистам профилированные насадочные материалы, а также тарелки для парожидкостного контакта, такие как хорошо известные многоярусные сливные тарелки, поставляемые фирмой UOP. Подаваемый в зону отмывки ДМЭ (6) растворитель является согласно настоящему изобретению частью метанольного сырья, которое поступает в технологическую схему по линии 10 и проходит по линии 11 к верхней области зоны абсорбции 6, где оно вступает в противоточный контакт с восходящим обогащенным ДМЭ парообразным потоком легких углеводородов, который подается в зону мокрой очистки 6 по линии 22. Насадочным материалом для зоны мокрой очистки 6 обычно служат кольца РашигаTR которые инертны по отношению к вводимым в зону мокрой очистки 6 различным активным ингредиентам и обладают высокой эффективностью массопередачи, способствующей взаимодействию между восходящим парообразным потоком и нисходящим потоком метанольного растворителя. Зона мокрой очистки 6 работает в условиях, эффективных для создания жидкого низового потока растворителя, содержащего метанол, ДМЭ, воду и значительные и нежелательные количества этилена и пропилена, и парообразного головного потока обогащенного легкими олефинами и обедненного ДМЭ продукта. Предпочтительно условия мокрой очистки включают давление в пределах от 1896 до 2241 кПа и температуру от 20 до 66°С, причем давление замеряется вверху колонны, когда парообразный головной поток отводится по линии 20, а температуру замеряют внизу колонны, когда обогащенный ДМЭ растворитель отводится по линии 21. Используемое в зоне мокрой очистки 6 отношение пара к жидкости определяется не только концентрацией метанола, подаваемого вверх зоны 6 через линию 11, но также и концентрацией ДМЭ в поступающем парообразном потоке, который вводится в низ той же зоны через линию 22. Как указывалось выше, используемый поток метанольного сырья в зону конверсии МТО обычно имеет концентрированную форму, содержащую до 99 мас.% метанола или выше. Однако в некоторых случаях, когда экономические соображения диктуют использование в качестве сырьевого потока в зону конверсии МТО потока неочищенного метанола, содержание метанола может быть сниженным до 80 мас.% метанола. Метанольный растворитель, подаваемый в зону мокрой очистки 6 по линиям 10 и 11, может в таком случае иметь концентрацию метанола от 80 до 99,9 мас.% и, когда в зону конверсии МТО подают концентрированное метанольное сырье, предпочтительно содержит от 95 до 99,9 мас.% метанола. Концентрация ДМЭ в парообразном потоке, поступающем в зону 6 по линии 22, может варьировать от 0,5 до 2,5% от общей массы парообразного потока. На основании ряда этих переменных факторов целесообразно осуществлять работу зоны мокрой очистки 6 при массовом отношении растворителя к пару от 1:1 до 3:1, причем наилучшие результаты получают при массовом отношении растворителя к пару от 1,2:1 до 2,5:1. Точные значения массового отношения растворителя к пару в зоне 6 выбирают в пределах, установленных с целью предпочтительного удаления от 85 до 99,99 мас.% ДМЭ, который поступает в зону через линию 22. Наилучший практический результат для метанольного растворителя, содержащего 99,5 мас.% или больше метанола, достигается при использовании отношения растворителя к пару в пределах, установленных с целью удаления от 95 до 99,9 мас.% ДМЭ, который поступает в зону через линию 22.
По меньшей мере, часть обедненного ДМЭ и обогащенного легкими олефинами парообразного головного потока из зоны мокрой очистки 6 предпочтительно пропускают затем по линии 20 к нижней области зоны извлечения метанола 9 с целью удаления из этого потока остаточных паров метанола. Поскольку в результате работы зоны мокрой очистки 6 обязательно образуется парообразный поток, который в условиях, которые преобладают вверху зоны 6, насыщен метанолом, этот поток будет содержать от 1,5 до 5,5 мас.% метанола. Чтобы извлечь это небольшое количество метанола, растворенное в отводимом из зоны 6 парообразном головном потоке, этот поток подают по линии 20 в нижнюю область зоны извлечения метанола 9, в которой от этого потока отмывается метанол частью полученного в зоне извлечения оксигенатов (3) потока побочно образующейся воды, который направляется к зоне 9 по линиям 18 и 19. Зона извлечения метанола 9 заполнена подходящими средствами для обеспечения контакта пар-жидкость, такими как те, о которых было упомянуто выше в связи с работой зоны 6, что облегчает отмывку метанола из названного парообразного потока. Полученный в результате этого обедненный метанолом парообразный поток легких олефинов, отводимый из зоны 9 через линию 32, представляет собой поток легкого олефинового продукта настоящего изобретения. В одном из альтернативных воплощений, не показанном на приложенном чертеже, поток легкого олефинового продукта может непосредственно отбираться из линии 20, если минорное количество метанольных потерь допустимо и этот метанол не повлияет на последующий процесс переработки.
Возвращаясь к низовому потоку жидкого растворителя, выводимого из зоны мокрой очистки 6 по линии 21, отметим, что этот поток содержит метанол, ДМЭ, воду и значительные нежелательные количества этилена и пропилена. В представленной на фиг.2 патента US-A-4587373 блок-схеме предшествующего уровня техники показано, что поток жидкого продукта из абсорбера ДМЭ 22 подается в сепаратор, где водная фаза отделяется от жидкой углеводородной фазы, которая после этого возвращается в зону отгонки ДМЭ 26, работающую на жидком углеводородном потоке, извлекаемом из первичного сепаратора. Очевидно, что в предшествующем уровне техники не осознавалось, что, несмотря на названное разделение фаз, поток обогащенного метанолом растворителя все еще содержит значительные количества этилена и пропилена, которые в случае их рециркуляции в зону конверсии МТО через устройство для отгонки оксигенатов 18 в патенте ′373 могут стать причиной значительной внутренней рециркуляции этих очень реакционноспособных материалов, что приведет к увеличению размеров зоны конверсии МТО, а также к уменьшению стабильности каталитической системы из-за нежелательной полимеризации и конденсации этих очень реакционноспособных легких олефиновых материалов. Действительно, для зоны мокрой очистки ДМЭ, работающей, как описано в отношении зоны 6 настоящего изобретения, обогащенный ДМЭ жидкий растворитель, отводимый с низа зоны через линию 21, даже после отделения углеводородной фазы будет содержать растворенные в нем от 10 до 15 мас.% этилена, который поступает в зону 6 по линии 22, и от 35 до 50 мас.% пропилена, который подается в эту колонну. Существование и величина упомянутого внутреннего рециркулирующего потока легких олефинов, очевидно, не осознавались и не получили оценки в технологической схеме, показанной на фиг.2 в патенте ′373.
Согласно настоящему изобретению, по меньшей мере, часть жидкого низового потока растворителя, выводимого из зоны мокрой очистки 6, пропускают по линии 21 к зоне отгонки олефинов 7, которая функционирует при таком уровне жесткости условий, который достаточен для отгонки значительной части этилена и пропилена, содержащихся в этом жидком низовом потоке водного растворителя, без отгонки из потока сколько-нибудь значительной части метанола, в результате чего получают головной поток отгоночной секции, содержащий ДМЭ, этилен и пропилен, и водный низовой поток, содержащий ДМЭ, метанол, воду и легкие олефины в количествах, пониженных по сравнению с содержанием олефинов в жидком низовом потоке растворителя, подаваемого в зону 7 через линию 21. Предпочтительно проводить названную стадию отгонки олефинов при уровне жесткости условий, достаточном для того, чтобы отгонять значительную часть легких олефинов, одновременно сохраняя, по существу, весь (т.е. по меньшей мере, 90% или более) метанол, содержащийся во вводимом жидком потоке растворителя, составляющем часть жидкого низового потока растворителя, извлекаемого из зоны 7. В частности, уровень жесткости условий устанавливают предпочтительно таким, что в выводимом из этой зоны по линии 21 обедненном легкими олефинами жидком низовом потоке эту зону покидает от 95 до 99 мас.% метанола, поступающего в отгонную зону 7 по линии 21. Обычно уровень жесткости условий, определяемый в терминах температуры, давления и скорости отгонки, устанавливают таким образом, чтобы образовывался низовой водный поток из зоны 7, содержащий менее 1 мас.% этилена, причем наилучшие результаты получают в том случае, когда уровень жесткости устанавливают так, чтобы низовой поток содержал менее 0,25 мас.% этилена. Следует отметить, что в работе зоны отгонки легких олефинов 7 может быть использован испаритель (не показан) для генерирования восходящих парообразных потоков в количестве, необходимом для отгонки легких олефинов, или, как показано на чертеже, с целью обеспечения необходимой для отгонки среды может быть использован необязательный не содержащий легких олефинов газообразный поток, вводимый в низ отгонной зоны 7 через линию 33. Разумеется, объем изобретения допускает работу отгонной зоны 7 при сочетании отгонной среды, генерируемой испарителем (не показан), с обедненным олефинами отпарным газом, поступающим в зону 7 по линии 33. Обогащенный оксигенатами и обедненный олефинами жидкий поток, удаляемый с низа зоны отгонки легких олефинов 7 по линии 28, рециркулирует затем по линиям 30 и 10 назад в зону конверсии МТО для обеспечения дополнительных реагентов для конверсии в ней.
Содержащий легкие олефины парообразный поток, выводимый из отгонной зоны 7 по линии 29, содержит минорные количества ДМЭ, который выкипает совместно с содержащимся там пропиленовым материалом, вследствие этого необходима последующая обработка потока с целью удаления ДМЭ. Согласно одному из воплощений настоящего изобретения, по меньшей мере, часть этого парообразного головного потока, выводимого из отгонной зоны 7, подается по линиям 29, 35 и 22 в нижнюю область зоны первичной абсорбции ДМЭ с целью удаления из этого потока остаточного ДМЭ. В этом воплощении зона вторичной абсорбции ДМЭ (8) не используется, и на линии 29 после пересечения с линией 35 установлен подходящий запорный вентиль с целью перекрытия какого-либо потока в зону 8. Влияние такой рециркуляции, по меньшей мере, части парообразного головного потока, отводимого из зоны отгонки легких олефинов 7 в зону первичной абсорбции ДМЭ (6) состоит, разумеется, в увеличении подачи пара в зону мокрой очистки 6, результатом чего является пропорциональное увеличение количества растворителя, подаваемого в зону 6 по линии 11. Величина увеличения в подаче пара в зону 6 составляет приблизительно от 15 до 40 мас.% от подачи пара в зону 6 при отсутствии указанной линии рециркуляции ДМЭ.
Во втором и предпочтительном воплощении настоящего изобретения линия 35 заперта вентилем (не показан) и, по меньшей мере, значительная часть парообразного головного потока, отводимого от зоны отгонки легких олефинов 7, подается по линии 29 в нижнюю область зоны вторичной абсорбции ДМЭ (8), где этот парообразный поток вступает в тесный контакт с нисходящим жидким потоком, содержащим растворитель для ДМЭ. С учетом того, что массовый расход и концентрация ДМЭ в этом парообразном потоке, поступающем в зону 8 через линию 29, меньше соответствующих величин для парообразного потока, который поступает в зону первичной мокрой очистки 6 через линию 22, и что возможности для экономии ресурсов намного выше, наилучшим вариантом является использование для абсорбции ДМЭ из парообразного головного потока зоны вторичной мокрой очистки ДМЭ (8) при массовом отношении пара, подаваемого в зону вторичной абсорбции ДМЭ, к пару, подаваемому в зону первичной абсорбции ДМЭ, составляющем от 0,15:1 до 0,4:1. Используемым в зоне вторичной мокрой очистки ДМЭ (8) растворителем может быть либо какой-либо подходящий селективный для ДМЭ растворитель, либо вторая часть потока метанольного сырья, поступающего на стадию конверсии МТО, которая в этом случае должна была бы проходить к зоне 8 по линиям 10 и 12, а линия 34 в этом случае будет заперта вентилем (не показан), расположенным на линии 34 перед ее соединением с линией 12. В этом режиме функционирования как зона первичной абсорбции 6, так и зона вторичной абсорбции 8 будут работать на растворителях одинакового состава, поскольку оба они являются частями потока метанольного сырья, подаваемого в зону конверсии МТО. Средства осуществления контакта, применяемые в зоне 8 для обеспечения тесного контакта между восходящим парообразным потоком и нисходящим потоком растворителя, предпочтительно такие же, как и те, которые применяются в зоне 6, а применяемые в зоне 8 условия мокрой очистки включают массовое отношение растворитель/пар от 1:1 до 3:1, такие же, как и в случае зоны 6, однако размеры зоны 8 будут намного меньше размеров зоны 6, а возможностей для сбережения ресурсов с помощью соответствующих теплообменных операций будет в этом воплощении намного больше.
Поскольку основная часть работы по удалению ДМЭ из парообразного потока, отводимого из зоны конверсии МТО (1), производится в зоне 6, завершающая очистка получаемых в зоне мокрой очистки 7 легких олефинов, которая осуществляется в зоне вторичной мокрой очистки 8, предоставляет дополнительную возможность использовать в зоне 8 другой селективный в отношении ДМЭ растворитель. Поскольку работа, связанная с мокрой очисткой ДМЭ в зоне 8, значительно меньше той работы, которая должна быть произведена в зоне первичной абсорбции 6, имеется возможность использовать для работы в зоне 8 в качестве селективного в отношении ДМЭ растворителя часть потока образующейся побочно воды, который отводится из зоны извлечения оксигенатов 3. В этом воплощении используемый в зоне 8 растворитель проходит из зоны 3 через средство (не показано) в верхние области зоны мокрой очистки 8, в то время как линия 12 перекрыта вентилем (не показан), который закрывает проход метанольному сырью к зоне 8 через линии 10 и 12. В этом случае, когда в качестве растворителя в зоне вторичной мокрой очистки ДМЭ (8) используется образующаяся побочно вода, поддерживаемые в этой зоне условия будут близкими к условиям, поддерживаемым в зоне 6, за тем исключением, что используемое там массовое отношение растворитель/пар будет увеличено в от 1,5 до 5 раз для того, чтобы учесть тот факт, что ДМЭ обладает по сравнению с метанолом более низким сродством к воде.
В том случае, когда в зоне вторичной мокрой очистки используется предпочтительный метанольный растворитель, эта зона будет работать в условиях, подобранных так, чтобы производить обедненный ДМЭ парообразный верхний поток, содержащий метанол, этилен и пропилен, и жидкий низовой поток, содержащий ДМЭ, метанол и воду, который обычно рециркулирует по линиям 30 и 10 к зоне конверсии МТО (1) с целью подачи туда дополнительных количеств реактантов. Как показано на прилагаемой фиг.1, предпочтительно пропускать обедненный ДМЭ парообразный углеводородный головной поток, отводимый из зоны 8 по линии 31 через зону извлечения метанола 9 с целью улавливания и рециркуляции минорного количества метанола, который может содержаться в этом потоке. Если потери метанола могут быть допустимы для работы зоны конверсии МТО с экономической точки зрения и если присутствие этого минорного количества метанола не является опасным для работы какой-либо из установок последующей переработки легких олефинов, по меньшей мере, часть проходящего по линии 31 головного потока может быть объединена (с помощью средства, которое не показано) с головным потоком обогащенного легкими олефинами и обедненного ДМЭ продукта, извлекаемого с верха зоны 6 и подаваемого непосредственно на установки последующей переработки. Наилучший же вариант осуществления настоящего изобретения состоит, однако, в подаче обоих обогащенных легкими олефинами потоков в зону извлечения метанола 9 с целью отмывки из них остаточного метанола, как об этом уже говорилось выше. В этом последнем случае обогащенный легкими олефинами парообразный поток, отводимый с верха зоны мокрой очистки метанола 9 по линии 22, представляет собой поток С2- и С3-олефинового продукта настоящего изобретения.
Для того чтобы еще больше облегчить понимание настоящего изобретения, предлагаются следующие примеры в сопоставлении с контрольным примером. Однако эти примеры предлагаются не в целях ограничения изобретения, а в качестве иллюстрации. Эти примеры продемонстрируют разницу между результатами с использованием схемы настоящего изобретения и результатами, получаемыми в соответствии со схемой выделения продукта, раскрытой в предшествующем уровне техники. Схема выделения продукта настоящего изобретения приведена на фиг.1, а схема выделения продукта предшествующего уровня техники на фиг.2. Сравнение двух чертежей показывает, что, насколько это возможно, общие для двух блок-схем получения продукта элементы имеют одинаковые номера, что облегчает их прямое сопоставление. В обоих примерах зона конверсии МТО работает в режиме псевдоожиженного слоя с катализатором SAPO-34. Катализатор SAPO-34 приготовляют согласно рекомендациям US-A-5191141 и применяют размер частиц, который пригоден для псевдоожижения (т.е. средний диаметр частиц равен 70-80 мкм). Состав используемых в обоих примерах частиц катализатора имеет в основе 40 мас.% молекулярных сит SAPO-34, связанных с 60 мас.% инертных наполняющих/связующих материалов.
Подаваемый в зону конверсии 1 по линии 10 сырьевой поток в обоих случаях включает смесь метанола и воды, содержащую 99,85 мас.% метанола. Ни в том, ни в другом примере не используется разбавитель, поскольку значительные количества действующего как разбавитель водяного пара образуются в самой зоне благодаря очень быстрой кинетике образования промежуточного ДМЭ.
Применяемые в обоих случаях в зоне 1 рабочие условия являются следующими: (1) температура сырьевого потока на входе 100°С и температура выходящего потока на выходе 475°С; (2) давление 239 кПа; (3) объемная скорость на единицу массы катализатора WHSV=2,4 ч-1 в расчете на общую массу катализатора, причем катализатор рециркулирует после отделения обычным способом продукта, главным образом, с помощью внутреннего или внешнего рециркуляционного средства; (4) скорость вывода катализатора на регенерацию из циркулирующей массы катализатора в зоне 1 в количествах, достаточных для поддержания среднего содержания кокса в катализаторе в циркулирующей массе катализатора в пределах от 2 до 5 мас.% Выведенный катализатор подвергается окислительной регенерации в имеющемся в схеме обычном регенераторе (не показан ни на одном из прилагаемых чертежей) с целью снижения количества кокса до 1 мас.% или меньше, после чего регенерированный катализатор рециркулирует в зону конверсии МТО для поддержания заданного содержания кокса в циркулирующей массе катализатора.
Рабочая зона 1 в обоих приведенных примерах в данных условиях с заданной каталитической системой и метанольным сырьем позволяет достичь конверсии 99,5 мас.% по расходу метанола и состава продуктов, представленного в таблице 1, на основе соответствующего баланса по углероду.
Поскольку метанол содержит 56 мас.% связанной воды, вода является очень существенным побочным продуктом в реакции МТО, происходящей в зоне 1, и в обоих примерах для того, чтобы подготовить часть отходящего потока для направления в схему выделения продукта, из отходящего потока необходимо сконденсировать значительное количество воды и отделить его от углеводородных продуктов зоны реакции МТО.
Отходящий поток, покидающий зону конверсии МТО (1) по линии 13, может быть подвергнут обычным операциям охлаждения, таким как теплообмен сырье/отходящий поток (не показан), и подан в зону быстрого охлаждения 2, где поток подвергается дополнительному охлаждению с целью конденсации содержащегося в нем значительного количества образующейся побочно воды. Зона быстрого охлаждения 2 работает, как описано выше, с циркулирующей охладительной средой, преимущественно водой, которая противоточно контактирует с горячим, содержащим большое количество водяного пара, отходящим потоком из зоны 1 таким образом, чтобы сконденсировать основную часть воды, образовавшейся побочно на стадии конверсии МТО, и снизить температуру отходящего потока в такой степени, чтобы углеводородная часть выходила из зоны 2 по линии 14 при температуре 40°С и давлении 200 кПа. В обоих примерах часть циркулирующей по линии 15 водной среды отводится через линию 15 и подается в зону извлечения оксигенатов 3. Зона 3 работает в обычных условиях отгонки оксигенатов, предусматривающих отгонку, по существу, всего количества оксигенатов, которые затем рециркулируют в зону конверсии МТО (1) по линиям 17 и 10. Эти оксигенированные материалы накапливаются в названной выше циркулирующей охладительной среде из-за их высокой растворимости в ней. Водный поток, выводимый по линии 18 из нижней области зоны извлечения оксигенатов 3, является, по существу, чистой водой с очень небольшими количествами растворенных в ней примесей.
Содержащий углеводороды и оксигенаты парообразный головной продукт с верха зоны быстрого охлаждения 2 подается по линии 14 в зону первичного разделения продукта 4. По пути этого парообразного потока из зоны 2 к зоне 4 он проходит через ряд вакуумных барабанов, компрессоров и охладителей (не показаны на прилагаемом чертеже) с целью повышения его давления до 2069 кПа и, в конце концов, поток поступает в зону первичного разделения продукта 4 при температуре 38°С и выдерживается в этих условиях в зоне 4 для осуществления разделения на три фазы, после чего обогащенная углеводородами парообразная фаза отводится из зоны 4 по линии 22, жидкая тяжелая углеводородная фаза отводится из зоны по линии 25 и водная фаза отводится оттуда по линии 23. На фиг.1 примера 1 водная фаза из зоны 4 отводится из этой зоны по линии 23 и подается по линиям 24 и 15 в зону извлечения оксигенатов 3. На приведенной на фиг.2 примера 2 блок-схеме водный поток из первичного сепаратора продукта также подается к зоне 3 за исключением того, что в этом случае он проходит по линиям 21, 31 и 16 к зоне извлечения оксигенатов 3.
В обоих примерах 1 и 2 жидкая углеводородная фаза, которая отводится из зоны первичного разделения продуктов 4 по линии 25, подается в зону отгонки ДМЭ 5, которая работает под давлением в верхней части отгонного устройства, откуда отводится головной продукт, на 172 кПа ниже давления, поддерживаемого в зоне 4. В зоне отгонки ДМЭ 5 имеется испаритель (не показан ни на одном из чертежей), позволяющий генерировать поднимающиеся вверх пары, которые в обоих случаях отгоняют ДМЭ и олефины, растворенные в поступающем углеводородном потоке, в головной поток, который отводится из этой зоны по линии 26 и поступает в вытяжную систему с линией 22, в которой этот поток объединяется с головным продуктом из зоны 4. Образовавшаяся смесь поступает после этого по линии 22 в зону первичной абсорбции ДМЭ (6). Обогащенный С4+-материалом жидкий углеводородный поток отводится в обоих примерах 1 и 2 с низа зоны 5 через линию 27. Этот низовой поток содержит С4- и С5-олефиновые продукты зоны конверсии МТО вместе с различными другими более тяжелыми углеводородными побочными продуктами. Этот поток тяжелого углеводородного продукта отводится по линии 27 и поступает в дополнительные устройства для переработки тяжелых углеводородов, которые расположены после МТО-процесса.
На блок-схеме настоящего изобретения, используемой в примере 1, так же как и на блок-схеме предшествующего уровня техники, используемой в примере 2, зона 5 обеспечивает дополнительное средство для извлечения ДМЭ, а также для извлечения легких олефинов. Головной парообразный поток, который отделяется в первичном сепараторе продукта 4, объединяется в обоих случаях с головным парообразным потоком из отгонной зоны 5 на пересечении линий 22 и 26, и образующийся объединенный парообразный поток поступает по линии 22 в нижнюю область зоны первичной абсорбции ДМЭ (6). Следует иметь в виду, что из-за разницы в давлении между парообразными потоками в линии 22 и линии 26 для обеспечения такого головного потока ДМЭ из зоны 5, как описан выше, в линии 26 может быть необходим компрессор.
Как в схеме выделения продукта настоящего изобретения (показана на фиг.1), так и в схеме выделения продукта предшествующего уровня техники (показана на фиг.2) для удаления ДМЭ из легких углеводородных продуктов реакции конверсии МТО в зоне мокрой очистки 6 используется обогащенный метанолом растворитель. В обоих случаях метанольный растворитель получают как часть потока метанольного сырья, который поступает в процесс по линии 10. Та часть, которая используется в зоне мокрой очистки 6, отводится по линии 11 и поступает в верхнюю область зоны мокрой очистки 6, в которой она пропускается в противотоке с восходящим объединенным содержащим углеводороды парообразным потоком, который поступает в нижнюю часть зоны 6 по линии 22. Количество метанольного растворителя, который отводится по линиям 10 и 11 для использования в зоне мокрой очистки ДМЭ и других оксигенатов из паров легких углеводородов, вводимых в нижнюю часть зоны 6 по линии 22, составляет от 50 до 100 мас.% от общей массы сырья, вводимого в процесс конверсии МТО через линию 10. В обоих случаях зона 6 работает в условиях мокрой очистки ДМЭ, включающих температуру 54,4°С, давление 2020 кПа и массовое отношение растворитель/пар, равное 1,32:1, в результате чего образуется обедненный ДМЭ и обогащенный углеводородами парообразный головной поток, который в обоих случаях выходит из зоны 6 по линии 20, и обогащенный ДМЭ жидкий поток метанольного растворителя, который выходит из зоны 6 по линии 21. Температуру и давление в зоне 6, о чем говорилось выше, измеряют в точке отвода головного газообразного потока.
Вслед за описанием общих элементов используемой в обоих примерах блок-схемы для демонстрации разницы между работой блок-схемы 1 - одного из воплощений настоящего изобретения, используемой в примере 1-й схемой предшествующего уровня техники, фиг.2, используемой в примере 2, далее детализируются два примера.
Пример 1 (настоящее изобретение)
Использованная в этом примере блок-схема извлечения продукта показана на фиг.1 за исключением того, что в этом воплощении настоящего изобретения зона вторичной абсорбции ДМЭ (8) не используется. Следовательно, для отключения зоны вторичной абсорбции ДМЭ (8) линии 12, 31, 30 до пересечения с линией 28 и линия 29 до ее соединения с линией 35 перекрыты с помощью вентилей (не показаны).
В этом воплощении зона отмывки ДМЭ (6) работает, как описано выше, при обсуждении общих элементов для обеих блок-схем за исключением увеличенной нагрузки, которая накладывается на эту зону в результате рециркуляции головного потока, образующегося в зоне отгонки легких олефинов 7 и подаваемого в зону 6 по линиям 29, 35 и 22. Следует иметь в виду, что между зоной 7 и зоной 6 может существовать перепад давления, и в этом случае для повышения давления названного головного потока до уровня, превосходящего давление в нижней части зоны 6, появляется необходимость в компрессорном средстве (не показано) на линии 35. Зона первичной абсорбции ДМЭ (6) при этом работает, как описано выше, за тем исключением, что нагрузка пара на эту зону повышена на 25%, и с целью поддержания массового отношения растворитель/пар, равного 1,32:1, требуется соответствующее увеличение количества метанольного растворителя, который через линию 11 отводится из линии 10. Зона 6, таким образом, работает, как описано выше, производя парообразный верхний поток, который обеднен ДМЭ и обогащен С2- и С3-олефинами. Так как этот обогащенный олефинами парообразный поток содержит также некоторое количество метанола, определяемое условиями равновесия пар-жидкость, поддерживаемыми в верхней части зоны 6, в этом воплощении настоящего изобретения предпочтительно, чтобы этот верхний поток подавался по линии 20 в зону извлечения метанола 9, где этот парообразный верхний поток из зоны 6 вступал бы в противоточный контакт с потоком водного растворителя в условиях, способствующих тому, чтобы отмыть из этого парообразного потока практически весь метанол. Используемый в зоне извлечения метанола водный растворитель подается в эту зону по линиям 18 и 19 в виде части потока образующейся побочно воды, который создается в зоне 3. Зона 9 содержит специальное контактное средство, способствующее взаимодействию вводимого через линию 19 водного растворителя с восходящим парообразным потоком, который поступает в низ этой зоны по линиям 20 и 31. Зона 9 работает при температуре 25°С, давлении 1813 кПа и массовом отношении растворителя к общему количеству вводимого пара, равному 3:1. Таким образом, зона 9 работает так, чтобы удалять, по существу, все количество метанола из потока легкого олефинового продукта настоящего изобретения, который образуется в виде головного продукта и отводится из этой зоны 9 по линии 32, образуя основной поток легкого олефинового продукта в схеме получения продукта настоящего изобретения. Поток содержащего метанол водного растворителя, выводимый с низа зоны 9, рециркулирует к зоне 3 по линиям 24 и 16 с целью конечного возвращения содержащегося в растворителе метанола к зоне 1 по линии 17.
Возвращаясь к работе зоны 6, отметим, что поток метанольного растворителя с высоким содержанием ДМЭ, отводимый из зоны 6 по линии 21, подается согласно настоящему изобретению в зону отгонки легких олефинов 7 и входит в эту зону в ее средней точке или ниже ее. Зона отгонки легких олефинов 7 работает согласно настоящему изобретению при такой степени жесткости условий, которая достаточна для отгонки значительной части С2- и С3-олефинов, содержащихся в потоке обогащенного ДМЭ растворителя, который подается в эту зону по линии 21, но не достаточна для удаления значительной части метанола, содержащегося в этом потоке растворителя. Иными словами, установленная в зоне 7 степень жесткости значительно меньше степени жесткости, установленной в зоне извлечения оксигенатов 3, где имеется необходимость отогнать, по существу, все количество оксигенатов в головной парообразный поток. Как указывалось выше, зона 7 может работать со способствующей отгонке газовой средой, которая обеднена олефинами и обогащена метанолом и которая может поступать в зону 7 через линию 33. Альтернативным образом зона 7 может работать с испарителем (не показан) и может аутогенно генерировать восходящие пары путем испарения части обедненного легкими олефинами метанольного растворителя, выводимого с низа этой зоны по линии 28. Например, линия 33 может быть перекрыта и может применяться система испарителя для генерирования всего количества восходящих паров с использованием подходящего рекуперирующего тепло средства (не показано), расположенного на линии 29 для сведения к минимуму средств, связанных с операцией испарения с помощью испарителя. В этом примере зона 7 работает в условиях, которые достаточны для отгонки, по существу, всего количества этилена, содержащегося в подаваемом в эту зону обогащенном ДМЭ растворителе. Эти условия включают давление 1827 кПа и температуру 76,7°С, которые измеряются в точке отвода головного парообразного потока из зоны 7 по линии 29. При работе в этих условиях в зоне 7 удаляется 100% этилена, содержащегося в обогащенном ДМЭ метанольном растворителе, подаваемом в эту зону по линии 21, и 51,2% пропилена, растворенного в обогащенном ДМЭ метанольном растворителе. Образующийся обогащенный легкими олефинами парообразный головной поток, который отводится из зоны 7 по линии 27, к сожалению, загрязнен минорным количеством ДМЭ, что обусловлено высоким сродством между ДМЭ и пропиленом. Согласно именно этому способу осуществления настоящего изобретения, который проиллюстрирован в названном воплощении, необходимо возвращать названный поток легких олефинов в зону первичной абсорбции ДМЭ (6) с целью отмывки из этого потока примесного ДМЭ. Как уже говорилось выше, головной поток из зоны отгонки 7 направляется по линиям 29, 35 и 22 в зону 6. Нижний поток из зоны 7 отводится по линии 28 и представляет собой поток обедненного легкими олефинами и обогащенного ДМЭ метанольного растворителя, который возвращается в зону конверсии МТО (1) по линиям 28,30 и 10.
Рассчитанная эффективность разделения и извлечения, относящаяся к описанному в этом примере воплощению настоящего изобретения, представлена в таблице 2 в табличной форме, где в первой колонке даются основные продукты, во второй колонке - процентное содержание продуктов в рециркулирующем жидком потоке и в третьей колонке дается процентное содержание продукта в потоке легкого олефинового продукта, отводимого с помощью настоящего способа получения продукта по линии 32. На основании данных таблицы 2 можно показать, что настоящее изобретение доводит выход продукта для технологической схемы получения продукта до 100%, что резко отличается от выхода для предшествующего уровня техники, равного 87,71%, который показан ниже в таблице 3.
Из четвертой строки в таблице 2 можно видеть, что уровень извлечения пропилена повышен до 80%, что резко отличается от уровня извлечения 59,72% по технологической схеме предшествующего уровня техники, пример которой приведен в сравнительном примере 2. Следует отметить, что такое повышение уровня извлечения целевого легкого олефина не сопровождалось какими-либо потерями в извлечении ДМЭ, что отчетливо демонстрируется сравнением результатов по эффективности извлечения ДМЭ в таблицах 2 и 3.
Пример 2 (сравнительный)
Обращаясь теперь к подробностям, касающимся работы зоны мокрой очистки ДМЭ (6), на фиг.2, согласно описанию US-A-4587373, можно видеть, что обогащенный ДМЭ метанольный растворитель, который отводится с низа зоны 6, подается по линии 21 и линии 16 в зону извлечения оксигенатов 3 с целью отгонки как извлеченного ДМЭ, так и метанольного растворителя от некоторого количества содержащейся в этом потоке воды, и рециркуляции полученного в качестве промежуточного продукта ДМЭ и непрореагировавшего метанола в зону 1 по линии 17. Следует обратить внимание на то, что обогащенный ДМЭ метанольный растворитель, который выводится из зоны 6 по линии 21, может быть традиционным путем направлен в фазоразделитель (не показан) для отделения некоторого количества относительно высококипящих углеводородов (т.е. С4+-материала), который конденсируется в зоне 6 благодаря поддерживаемым в этой зоне условиям. Поток обедненного ДМЭ содержащего легкие олефины парообразного продукта отводится после этого из верхней области зоны мокрой очистки 6 по линии 20 и подается для дальнейшей последующей переработки, которая не является частью процесса МТО патента ′373.
Целью фиг.2 является показать блок-схему, которая приводится на фиг.2 US-A-4587373. На фиг.2 патента ′373 зона 12 соответствует зоне 1 на прилагаемой фиг.2 и представляет собой зону конверсии МТО. Зона быстрого охлаждения 2 функционально представляется зоной охлаждения 14 патента ′373. Зона извлечения оксигенатов 3 прилагаемой фиг.2 соответствует секции отгонки оксигенатов 18 патента ′373. Первичный сепаратор продукта 4 соответствует сепаратору продукта 16 патента ′373. Зона отгонки ДМЭ (5) представлена на фиг.2 патента ′373 стабилизационной башней 26, а зона мокрой очистки 4 представлена абсорбером ДМЭ (22).
Применяя названные выше рабочие условия, представленные в таблице 1 степени конверсии ДМЭ и известное сродство к ДМЭ, проявляемое растворителем с высоким содержанием метанола, эффективности разделения и извлечения, относящиеся к технологической схеме получения продукта предшествующего уровня техники, были рассчитаны с использованием программы симуляции схемы традиционного химического процесса (которая была также использована для расчетов, представленных в таблице 2). Результаты этих расчетов представлены в таблице 3 в виде выходов для разных ключевых продуктов зоны конверсии МТО.
Приведенные в таблице 3 эффективности измерены в мас.% указанного в первой колонке продукта реакции МТО, извлеченного с помощью системы отделения продукта, в расчете на один проход. Например, в случае этилена результаты показывают, что 87,71 мас.% этилена, образовавшегося в зоне конверсии МТО (1), извлекают в головном потоке 20 из зоны мокрой очистки ДМЭ 6, который представляет собой поток легкого углеводородного продукта для патента ′373. Остальная часть этилена, напротив, растворяется в обогащенном метанолом растворителе, выводимом с низа зоны мокрой очистки 6 по линии 21, и рециркулирует к зоне конверсии МТО (1) через линии 21, 16, зону 3 и линии 17 и 10. В отношении пропилена результаты еще более впечатляющи в том отношении, что 59,72 мас.% пропилена, образовавшегося в зоне 1, выходит из процесса по линии 20 в качестве части потока легкого олефинового продукта системы получения продукта, иллюстрируемой на фиг.2. Однако совершенно удивительно то, что значительная часть пропилена возвращается в зону конверсии МТО (1) благодаря его высокой растворимости в метанольном растворителе, используемом в зоне мокрой очистки МТО (6). Рециркулированный пропилен проходит по линиям 21, 16 в зону 3, где он отгоняется в головной поток, покидающий зону 3 по линии 17, с которым он окончательно возвращается в зону конверсии МТО (1) по линии 10.
Главный урок, который должен быть извлечен из изучения представленных в таблице 2 результатов расчетов, состоит в том, что использование метанольного растворителя в зоне мокрой очистки ДМЭ (6) имеет в качестве нежелательного последствия захвата значительных количеств С2- и С3-олефинов во внутренний рециркуляционный поток, с которым они возвращаются в зону конверсии МТО (1) и, в конце концов, образуют в технологической схеме внутренний контур легких олефинов, который увеличивает концентрацию этих материалов в потоке 13 до таких количеств, которые, выходя из системы по линии 20, уравновешивают количества легких олефинов, производимых в зоне реакции МТО (1). Этот рециркуляционный контур легких олефинов, который, таким образом, имеет место в технологической схеме патента ′373, является нежелательным последствием использования метанола в качестве растворителя в зоне мокрой очистки с целью использования преимущества хорошо известного сродства метанола к ДМЭ.
При сравнении результатов, приведенных в таблице 2, с результатами, приведенными в таблице 3, становится очевидным, что основным преимуществом, которое дает настоящее изобретение, является, таким образом, значительное снижение коэффициента рециркуляции легких олефинов, что является необходимым для 100%-ного извлечения целевых легких олефиновых продуктов, которые производятся в зоне конверсии МТО (1). Степень улучшения, получаемая в воплощении настоящего изобретения, приведенном в примере 1, по сравнению с технологической схемой, проиллюстрированной в примере 2, выявлена в таблице 4, в которой приводится коэффициент рециркуляции, требуемой для 100%-ного извлечения двух целевых легких олефиновых продуктов со стадии реакции МТО в виде коэффициента рециркуляции, необходимого для каждого из названных продуктов для того, чтобы вывести из системы 100% продуктов зоны 1 по линии 32 в случае фиг.1 и по линии 20 в случае фиг.2.
Как следует из первой строки таблицы 4, настоящее изобретение улучшает показатель коэффициента рециркуляции по этилену на 12,3%. Еще более яркие результаты получены в отношении пропиленового продукта реакции конверсии МТО. Как следует из строки 2 в таблице 4, настоящее изобретение дает 26,2%-ное улучшение в отношении коэффициента рециркуляции. Настоящее изобретение ярко и убедительно демонстрирует значительно более низкий коэффициент рециркуляции, необходимый для извлечения в высшей степени ценных легких олефиновых продуктов. Это уменьшение коэффициента рециркуляции естественным образом приводит к уменьшению размера зоны конверсии МТО (1) благодаря меньшему количеству этилена и пропилена, которое должно рециркулировать через эту зону. Кроме того, настоящее изобретение позволяет удерживать значительные количества реакционноспособных легких олефинов вне зоны конверсии МТО, повышая тем самым стабильность находящейся там каталитической системы благодаря удалению значительных количеств потенциальных предшественников кокса.
Настоящее изобретение относится к способу селективного извлечения содержащего диметиловый эфир (ДМЭ) рециркуляционного потока из потока, выходящего из зоны конверсии метанола в олефины (МТО), где упомянутый выходящий поток содержит воду, метанол, ДМЭ, этилен, пропилен, С4-С6-олефины. Предлагаемый способ включает стадии: (а) охлаждение и разделение, по меньшей мере, части выходящего потока на жидкий водный поток, содержащий метанол и ДМЭ, жидкий углеводородный поток, содержащий метанол, ДМЭ и С2-С6-олефины, и парообразный углеводородный поток, содержащий ДМЭ, метанол, этилен и пропилен; (b) отгонка ДМЭ от, по меньшей мере, части жидкого углеводородного потока, отделенного на стадии (а) в зоне отгонки ДМЭ, функционирующей в условиях отгонки, эффективных для образования парообразного головного потока, содержащего ДМЭ, метанол, этилен и пропилен, и жидкого углеводородного низового потока, содержащего С4-С6-олефины; (с) объединение, по меньшей мере, части парообразного углеводородного потока, отделенного на стадии (а), с, по меньшей мере, частью головного парообразного потока, производимого на стадии (b), с образованием обогащенного ДМЭ парообразного потока легких углеводородов; (d) подача образовавшегося обогащенного ДМЭ парообразного потока легких углеводородов в зону первичной абсорбции ДМЭ, где этот парообразный поток вводят в контакт с содержащим метанол селективным в отношении ДМЭ растворителем в условиях мокрой очистки, позволяющих образовать (1) жидкий низовой поток растворителя, содержащий метанол, ДМЭ, воду и значительные и нежелательные количества этилена и пропилена, и (2) головной парообразный поток продукта, обогащенного легкими олефинами и обедненного ДМЭ; (е) направление, по меньшей мере, части жидкого низового потока, извлеченного со стадии (d), в зону отгонки легких олефинов, функционирующую в условиях отгонки, эффективных для отгонки, по меньшей мере, значительной части этилена и пропилена, содержащихся в жидком низовом потоке, без отгонки оттуда сколько-нибудь значительной части метанола, в результате чего образуется головной поток отгонной секции, содержащий ДМЭ, этилен и пропилен, и жидкий низовой поток, содержащий ДМЭ, метанол, воду и легкие олефины в количестве, уменьшенном по сравнению с содержанием легких олефинов в жидком низовом потоке растворителя, подаваемого на эту стадию, и (f) рециркуляция, по меньшей мере, части жидкого низового потока, извлеченного на стадии (е), в зону конверсии МТО, селективно вводя туда, таким образом, дополнительные оксигенированные реактанты. Предлагаемый способ позволяет значительно уменьшить нежелательное повышение содержания С2- и С3-олефинов в рециркуляционном потоке ДМЭ. 9 з.п. ф-лы, 4 табл., 2 ил.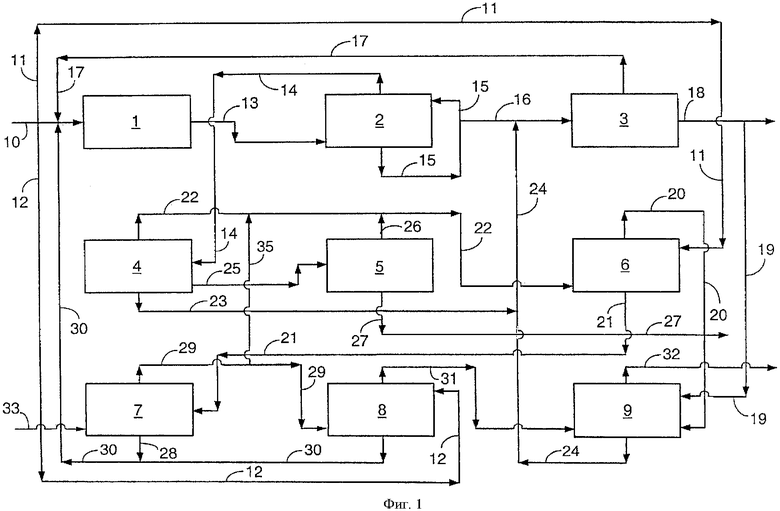
(a) охлаждение и разделение, по меньшей мере, части выходящего потока на жидкий водный поток, содержащий метанол и ДМЭ, жидкий углеводородный поток, содержащий метанол, ДМЭ и С2-С6-олефины, и парообразный углеводородный поток, содержащий ДМЭ, метанол, этилен и пропилен;
(b) отгонка ДМЭ от, по меньшей мере, части жидкого углеводородного потока, отделенного на стадии (а) в зоне отгонки ДМЭ, функционирующей в условиях отгонки, эффективных для образования парообразного головного потока, содержащего ДМЭ, метанол, этилен и пропилен, и жидкого углеводородного низового потока, содержащего С4-С6олефины;
(c) объединение, по меньшей мере, части парообразного углеводородного потока, отделенного на стадии (а), с, по меньшей мере, частью головного парообразного потока, производимого на стадии (b), с образованием обогащенного ДМЭ парообразного потока легких углеводородов;
(d) подача образовавшегося обогащенного ДМЭ парообразного потока легких углеводородов в зону первичной абсорбции ДМЭ, где этот парообразный поток вводят в контакт с содержащим метанол селективным в отношении ДМЭ растворителем в условиях мокрой очистки, позволяющих образовать (1) жидкий низовой поток растворителя, содержащий метанол, ДМЭ, воду и значительные и нежелательные количества этилена и пропилена, и (2) головной парообразный поток продукта, обогащенного легкими олефинами и обедненного ДМЭ;
(e) направление, по меньшей мере, части жидкого низового потока, извлеченного со стадии (d), в зону отгонки легких олефинов, функционирующую в условиях отгонки, эффективных для отгонки, по меньшей мере, значительной части этилена и пропилена, содержащихся в жидком низовом потоке, без отгонки оттуда сколько-нибудь значительной части метанола, в результате чего образуется головной поток отгонной секции, содержащий ДМЭ, этилен и пропилен, и жидкий низовой поток, содержащий ДМЭ, метанол, воду и легкие олефины в количестве, уменьшенном по сравнению с содержанием легких олефинов в жидком низовом потоке растворителя, подаваемого на эту стадию; и
(f) рециркуляция, по меньшей мере, части жидкого низового потока, извлеченного на стадии (е), в зону конверсии МТО, селективно вводя туда, таким образом, дополнительные оксигенированные реактанты.
| Способ непрерывного получения диметилового эфира | 1987 |
|
SU1602392A3 |
| Способ восстановления электрических ламп накаливания с разрушенными нитями | 1921 |
|
SU693A1 |
| US 5609734 A, 11.03.1997 | |||
| US 4587373 A, 06.05.1986. | |||

