Изобретение касается способа, а также устройства для измерения поступающего из окружающей газовой атмосферы и принимаемого деталями количества компонента при термической обработке металлических деталей.
Термохимические процессы, как, например, цементация, азотирование или нитроцементация, имеют большое значение, так как они позволяют придавать деталям в приповерхностной области особые механические, физические и/или химические свойства. При этом множество термохимических процессов осуществляется при температурном воздействии посредством выделения одного или нескольких компонентов из газовой фазы, вследствие этого растворимые атомы компонентов, например углерода или азота, переходят в раствор и образуют соединения с легирующими компонентами материала деталей, например карбиды, нитриды или карбонитриды.
Достижение желаемых свойств зависит в первую очередь от геометрии, а также состава созданного поверхностного слоя, то есть от профиля концентраций, а также видов соединений компонентов в приповерхностной области. При этом профиль концентрации является результатом состава, температуры и продолжительности воздействия на деталь газовой атмосферы и может определяться посредством соответствующего выбора параметров времени, температуры, давления, а также состава газа.
Однако во многих случаях установка вышеназванных параметров не может производиться настолько точно, чтобы можно было достаточно точно спрогнозировать результат термохимической обработки. Существенной причиной этого является то, что термохимические процессы протекают в сильно неравновесных условиях, а их кинетика зависит, в том числе, от состояния внешней поверхности подвергаемой обработке детали. К этому же добавляются конвективные условия в реакторе, а также наличие посторонних реакционных поверхностей, на которых обрабатывающий газ неконтролируемым образом вступает в реакцию.
Чтобы на основании расчета, по меньшей мере, частично исключить вышеназванные мешающие факторы, разработаны, в частности при цементации, различные способы измерения и обработки данных, которые, тем не менее, не обеспечивают точное прогнозирование протекания способа.
Например, при цементации подвергаемые обработке детали при температурах в диапазоне от 900 до 1100°С подвергаются воздействию углеродсодержащей атмосферы. При этом в качестве источника углерода могут выступать углеводороды, например метан или пропан, которые при температуре обработки распадаются с выделением водорода, а атомы углерода переходят к поверхности металла. Вследствие физической и химической абсорбции атомы углерода отщепляются и вслед за этим проникают за счет диффузии в металл, причем возникает профиль концентрации, который после охлаждения образует соответствующий профиль твердости. Если наряду с углеводородом еще имеется окислитель, например угольная кислота и/или водяной пар, то осуществляется непосредственный процесс цементации благодаря моноокиси углерода, которая образуется в процессе реакции с окислителем. Затем посредством расщепления абсорбированной молекулы моноокиси углерода на поверхности детали осуществляется непосредственная реакция цементации, при этом высвобождается атом кислорода. Удалением этого кислорода от поверхности в значительной мере определяется скорость процесса расщепления и вместе с тем цементация поверхностного слоя. Вышеназванное может осуществляться или посредством реакции абсорбированной молекулы моноокиси углерода с другой молекулой моноокиси углерода с образованием двуокиси углерода, или посредством реакции с молекулой водорода с образованием водяного пара, причем последняя реакция протекает очень быстро. Эта вновь образованная вода снова может восстанавливаться вновь подведенным углеводородом в моноокись углерода и водород, чем замыкается цикл реакции.
При знании состава сплава, а также температуры цементации через измерение парциальных давлений может быть рассчитано равновесное содержание углерода. Это содержание углерода обозначается как С-уровень. В области активности углерода, соответствующей процессу цементации, вода почти полностью диссоциирует, то есть относительные содержания моноокиси угля и водорода могут считаться постоянными. Тем самым незначительное остаточное содержание водорода может приниматься в качестве определяющего углеродную активность, при этом содержание водорода может быть точно определено, например, методом точки росы.
В аналогичной цементирующей системе моноокись углерода/двуокись углерода, которая соответствует условию равновесия системы СО2-С-СО, двуокись углерода в противоположность другим газам имеется в очень незначительном количестве, которое является определяющим для активности углерода. Определение незначительного количества двуокиси углерода может осуществляться методом инфракрасной спектроскопии.
Другой способ определения активности углерода состоит в использовании равновесия с кислородом, так как, например, для определяющего активность углерода соотношения водорода и водяного пара получается, что оно при определенной температуре находится в равновесии с парциальным давлением кислорода. При этом парциальное давление кислорода может быть установлено посредством измерения твердо-электролитным зондом (методом ЭДС).
Все вышеописанные способы измерения, которыми пытаются устанавливать науглероживающее действие атмосферы, предполагают, что атмосфера находится в равновесии с поверхностью подвергаемой обработке детали. Однако эффективная концентрация углерода, которая на самом деле устанавливается на металлической поверхности в ходе осуществления процесса, зависит с одной стороны от скорости доставки углерода из атмосферы, а с другой стороны от скорости, с которой этот углерод диффундирует внутрь металла. При этом решающим является то, как быстро высвобождаемый в процессе растворения углерода кислород удаляется от поверхности. Кроме того, для действительно достижимого науглероживания имеет значение, осуществляется ли удаление кислорода от поверхности посредством реакции с моноокисью углерода или с водородом. Кроме того, также немаловажную роль играют конвективные условия в реакторе.
Естественно, измерение изменения состава газа в реакторе является косвенным и во многих случаях недостаточным и даже неточным описанием действительно происходящих на поверхности материала процессов. При этом процессы могут являться еще более сложными, если в термической печи посредством увеличивающейся углеродной активности происходит выделение сажи, или если часть науглероживающего газа используется для того, чтобы восстановить окисленную поверхность детали.
Таким образом, ранее известные из уровня техники способы измерения и обработки данных не подходят для того, чтобы можно было осуществить достаточно точное прогнозирование хода термохимического процесса.
Из этого вытекает задача изобретения: предоставить такой способ измерения, который и во время процесса обработки позволяет получить значительно более точные данные о количестве поступающего из газовой атмосферы и принимаемого деталями компонента.
Для решения этой задачи используется предложенный изобретением способ для непрерывного измерения поступающего при термохимической обработке металлических деталей из окружающей их газовой атмосферы и принимаемого деталями количества компонента, при котором образец, продольный размер которого существенно превосходит его поперечный размер, подвергают воздействию газовой атмосферы; измеряют вызванное поступлением из газовой атмосферы компонента изменение во времени длины образца в продольном направлении, и используют измеренное изменение длины для определения количества поступившего из газовой атмосферы в образец компонента.
Соответствующий изобретению способ основан на техническом знании о том, что образец, вследствие поступления из газовой атмосферы компонента, претерпевает изменение объема, которое в продольном направлении образца проявляется в виде изменения длины, которое может быть непосредственно зарегистрировано и использовано для определения количества поступившего компонента. При этом изменение объема возникает посредством расширения кристаллической решетки железа при внедрении атомов компонента и/или посредством возникновения выделений, которые образуются компонентом с одним или несколькими легирующими элементами материала образца. Соответствующий изобретению предложенный способ позволяет непосредственно измерять перешедшее из газовой атмосферы количество компонента, что в противоположность известным из уровня техники способам измерения и обработки данных имеет то преимущество, что вызванные давлением, температурой, реакционной поверхностью и тому подобным отклонения не оказывают никакого влияния на результат измерения. Поэтому соответствующий изобретению способ обеспечивает точное определение перешедшего в образец из газовой атмосферы, и тем самым в обрабатываемые детали, количества компонента. При этом определение количества может, преимущественно, осуществляться непрерывно, что создает возможность более точного прогнозирования на основании измерения протекающих процессов во времени, расчетным путем могут делаться прогнозы, которые вследствие высокой точности измерения соответствующим изобретению способом имеют лишь незначительную вероятность ошибки.
Для определения изменения длины образца он вставляется в сформированный для этого зажим. Зажим состоит из двух опор, причем одна из опор точно фиксируется в позиции, а другая опора расположена с возможностью перемещения относительно зафиксированной опоры. Вследствие увеличения длины расположенного между обеими опорами образца одна опора перемещается относительно другой опоры. Возникающее вследствие изменения длины образца полное сдвиговое перемещение обеих опор относительно друг друга соответствует возникающему полному изменению длины образца. Изменение длины образца происходит вследствие перехода из газовой атмосферы компонента, причем компонент диффундирует в образец перпендикулярно его продольной оси. Наряду с этой диффузией компонента происходит изменение объема образца, которое в обеих сформированных перпендикулярно продольной оси образца торцевых поверхностях также вызывает изменение поверхностного профиля. Вначале обе торцевые поверхности образца выполнены плоскими, так что изменение во времени уровня поверхностного профиля обеих торцевых поверхностей образца в целом приводит к изменению во времени длины образца. Изменение во времени уровня поверхностного профиля и соответственно получающегося из этого изменения длины образца используется в соответствии с заявленным способом для того, чтобы определить количество компонента, поступающего в образец. При этом измеренное изменение длины может быть использовано в качестве непосредственно измеряемой величины, которая определяет количество компонента, которое было принято образцом.
Согласно следующему признаку изобретения образец и детали подвергаются воздействию газовой атмосферы при одинаковой температуре. Этим достигается то, что как для образца, так и для деталей имеют место одинаковые начальные условия, так что измеренные на образце соотношения могут быть перенесены на подвергаемые обработке детали без корректирующего вычисления. Это имеет место, в частности, если для образца и детали выбирается идентичный материал. Образец может располагаться непосредственно в пространстве печи установки для термохимической обработки. Образец может встраиваться, в качестве датчика прямого действия или датчика потока углерода, непосредственно внутрь установки для термохимической обработки. Альтернативно также может быть предусмотрено, что образец размещается вне установки, и на него подается выделенный из атмосферы установки поток газа.
Согласно другому признаку изобретения предусмотрено, что проведение способа осуществляется изотермически. Такое осуществление способа имеет то преимущество, что образец изменяет длину, и при этом не подвержен изменению температур. Определение количества принятого компонента тогда может осуществляться простым способом без корректирующего вычисления. К тому же, альтернативно, также может быть предусмотрено, что способ осуществляется при изменяющейся температуре. Это, в частности, требуется, если осуществление способа обработки металлических деталей технологически не может быть проведено только при одной температуре. Осуществление способа при изменяющейся температуре требует компенсации расчетным путем возникающего вследствие изменения температуры дополнительного изменения длины образца. Хотя это представляет дополнительные затраты, относительно изотермического осуществления способа, но имеет то преимущество, что соответствующий изобретению способ также может предусматривать такие варианты, при которых во время осуществления способа устанавливаются различные температуры.
Согласно другому признаку изобретения предусмотрено, что величина изменения поверхностного профиля, возникающего при определенном охлаждении образца, предпочтительно изменения длины образца в продольном направлении, и/или температурный диапазон этого изменения, используются для определения количества и распределения переходящего компонента. Как известно, при фазовом превращении материалов на основе железа, например, при превращении из аустенита в перлит, возникают изменения объема или изменения длины, величина и температурный диапазон которых связаны с количеством и распределением предварительно принятого из газовой атмосферы компонента. В отличие от известных из уровня техники способов измерения и обработки, соответствующий изобретению способ позволяет определить или предсказать не только количество, но и распределение переданного из газовой атмосферы детали или образцу компонента. В частности, при геометрически сложных дорогостоящих деталях это является преимуществом, так как может обеспечиваться точное прогнозирование, касающееся перехода компонента из газовой атмосферы, также для тех областей детали, которые геометрически трудно доступны. Кроме того, при использовании соответствующего изобретению способа возможно определение или предсказание профиля концентраций.
Согласно другому признаку изобретения предусмотрено, что массопередача образцу соответствует таковой для деталей. Это может быть достигнуто благодаря тому, что образец размещается непосредственно в пространстве печи вблизи деталей, или, соответственно, если он размещен снаружи пространства печи, то вокруг образца устанавливаются аналогичные условия массопереноса и температуры.
Согласно другому признаку изобретения поток газа, содержащего компонент, проходит с определенной скоростью возле образца и/или детали. Этот вариант способа преимущественно помогает осуществлению относительно более точных измерений изменения длины образца и вместе с тем получению более точных данных о количестве перешедшего компонента.
Согласно другому признаку изобретения при использовании трубчатого образца переход компонента осуществляется только внешней боковой поверхностью. Это может достигаться, например, благодаря тому, что внутренняя боковая поверхность трубчатого образца закрыта или снабжена непроницаемым для компонента наружным слоем.
Согласно другому признаку изобретения предусмотрено, что переходящим компонентом является углерод. В таком случае, образец служит в качестве "С-датчика" или "С-зонда" и способствует определению количества углерода, которое в процессе науглероживания передается от носителя углерода, содержащегося в газовой атмосфере, к образцу и также к науглероживаемым деталям.
В качестве устройства для решения вышеназванной задачи, предлагается устройство для непрерывного измерения поступающего при термообработке металлических деталей из окружающей газовой атмосферы и переходящего в детали количества компонента, включающее зажим для образца, продольный размер которого существенно превышает его поперечный размер, систему измерения длины для регистрации изменения во времени длины образца в продольном направлении, а также вычислительный блок.
В устройстве предусмотрен зажим для образца. Зажим служит для надежной фиксации образца в газовой атмосфере. К этому зажиму подключена система для измерения длины, которая служит для регистрации изменения во времени длины образца в зажиме. При этом измеряется изменение длины образца в продольном направлении. Измеренное системой для измерения длины изменение длины образца подается в вычислительный блок, который при использовании определенных шагов вычисления определяет по измеренному изменению длины количество перешедшего из газовой атмосферы в образец компонента. Использование соответствующего изобретению устройства преимущественно позволяет определять количество перешедшего компонента при помощи непосредственно измеренного геометрического размера, так что при использовании соответствующего изобретению устройства в значительной мере могут быть устранены внешние факторы, которые в известных из уровня техники косвенных способах измерения и обработки вызывают искажение результата измерения. Таким образом, при использовании соответствующего изобретению устройства можно получить точные измерения величин, а также сделать точные прогнозы в отношении переходящего из газовой атмосферы в образец или соответственно в детали количества компонента.
Согласно следующему признаку изобретения предусмотрено, что зажим для образца имеет две опоры, причем положение одной из опор зафиксировано относительно системы для измерения длины. Следовательно, предусмотрена первая опора, расположенная неподвижно относительно системы для измерения длины, а также вторая опора, которая расположена подвижно как относительно первой опоры, так и относительно системы для измерения длины. Размещенный в зажиме образец удерживается по торцам обеими опорами. Перед началом осуществления термохимического процесса торцевые поверхности образца выполнены плоскими и прилегают к соответствующим им опорам. В ходе осуществления способа из-за перехода компонента из газовой фазы происходит изменение объема образца, что также вызывает изменение профиля торцевых поверхностей образца, прилегающих к обеим опорам. Изменение поверхностного профиля проявляется в изменении во времени уровня первоначально выполненных плоскими торцевых поверхностей, так что вследствие перехода компонента из газовой фазы в образец происходит удлинение образца в продольном направлении. Это изменение длины в продольном направлении вызывает перемещение опоры, расположенной относительно подвижно. Это перемещение опоры регистрируется системой измерения длины и передается в вычислительный блок, который затем на основе определенного правила вычисления преобразует зарегистрированное изменение длины образца для определения количества перешедшего компонента.
Согласно следующему признаку изобретения, по меньшей мере, одна часть зажима для образца расположена внутри газовой атмосферы. Этим мероприятием обеспечивается то, что образец в значительной степени подвергается воздействию такой же газовой атмосферы, что и обрабатываемые детали. Поэтому, предпочтительно, предусмотрено, что весь зажим вместе с образцом расположен внутри газовой атмосферы.
Согласно следующему признаку изобретения система измерения длины расположена вне газовой атмосферы или, по меньшей мере, вне нагретой области газовой атмосферы. Такое расположение имеет то преимущество, что на нее не воздействуют температура и давление, имеющие место внутри газовой атмосферы. Таким образом, преимущественно, обусловленные внешним влиянием искажения результата измерения могут быть исключены.
Согласно следующему признаку изобретения система измерения длины является оптической системой. Предпочтительно применяется использующая лазер система измерения длины, которая обеспечивает особенно точные результаты измерения. Альтернативно также может быть предусмотрено использование механической системы измерения длины, которая в отличие от оптической системы измерения длины имеет то преимущество, что является менее чувствительной по отношению к внешним воздействиям.
Согласно другому признаку изобретения предусмотрен обтекающий канал для образца. В качестве обтекающего канала может использоваться, например, труба, внутри который расположен образец. При этом использование обтекающего канала имеет то преимущество, что может быть создана заданная окружающая среда, обтекающая образец, которая обеспечивает получение более точного результата измерения.
Согласно другому признаку изобретения предусмотрен датчик температуры. Этот датчик служит для определения изменяющейся в ходе осуществления способа температуры атмосферы, которая окружает детали и образец. Таким образом, вызванное температурой изменение во времени длины образца может учитываться посредством измерения значений температуры и передаваться для осуществления корректирующего вычисления в подключенный вычислительный блок. Определение количества переходящего компонента затем рассчитывается исходя из измеренного изменения длины образца с одной стороны, а также определенного из значения температуры дополнительного изменения длины образца с другой стороны.
В отношении образца изобретением предлагается образец для непрерывного измерения количества компонента, переходящего из окружающей детали газовой атмосферы, при термохимической обработке металлических деталей с продольным размером, который значительно превышает поперечный размер.
Такое геометрическое выполнение образца имеет то преимущество, что изменение объема, вызванное переходящим из газовой атмосферы компонентом, проявляется особенно в отношении продольного удлинения, что влечет за собой упрощенное, преимущественное осуществление способа. В качестве образца предпочтительно использовать цилиндрический стержень или выполненный в виде трубы образец. Чтобы предотвратить в трубчатом образце переход компонента из газовой атмосферы с внутренней стороны, эта поверхность снабжается непроницаемым для компонента закрывающим слоем.
Другие преимущества и отличия изобретения вытекают из чертежей, на которых показано следующее.
На фиг.1 - диаграмма изменения профиля концентрации.
На фиг.2 - диаграмма изменения профиля длины.
На фиг.3 - при предположении пластического характера, диаграмма изменения профиля концентрации в момент времени t1.
На фиг.4 - при предположении пластического характера, диаграмма изменения профиля концентрации в момент времени t2.
На фиг.5 - диаграмма изменения профиля концентрации на первом этапе способа.
На фиг.6 - диаграмма изменения профиля концентрации на втором этапе способа.
На фиг.7 - схематичное представление соответствующего изобретению устройства согласно первому варианту осуществления.
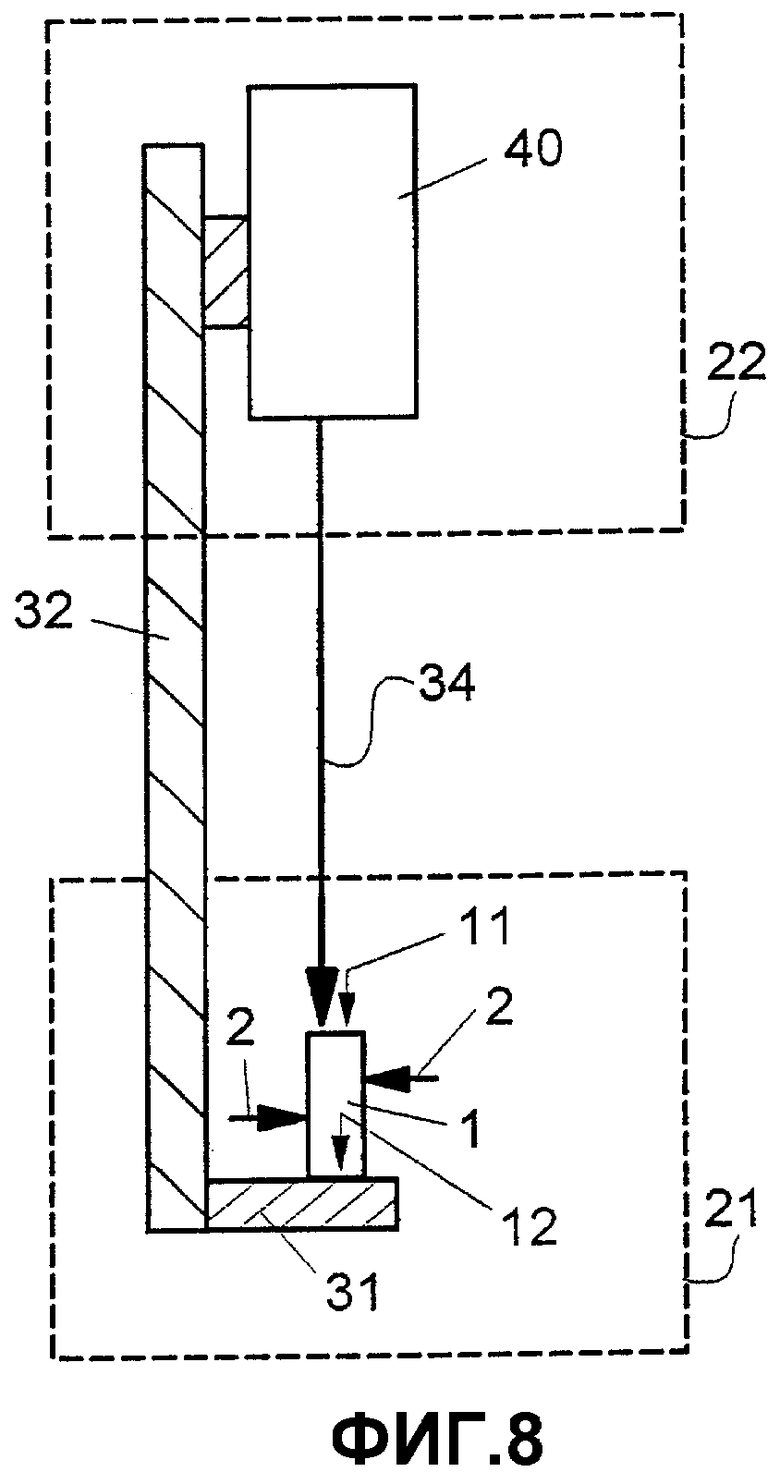
На фиг.8 - схематичное представление соответствующего изобретению устройства согласно второму варианту осуществления.
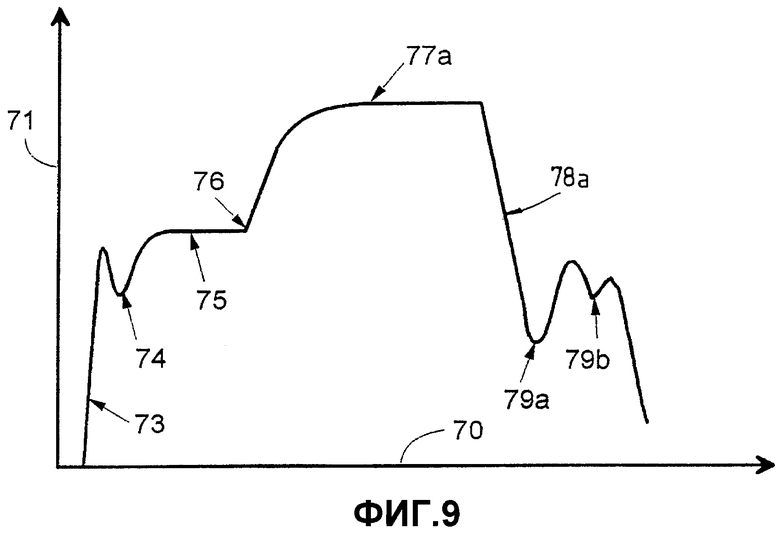
На фиг.9 - диаграмма изменения во времени длины образца.
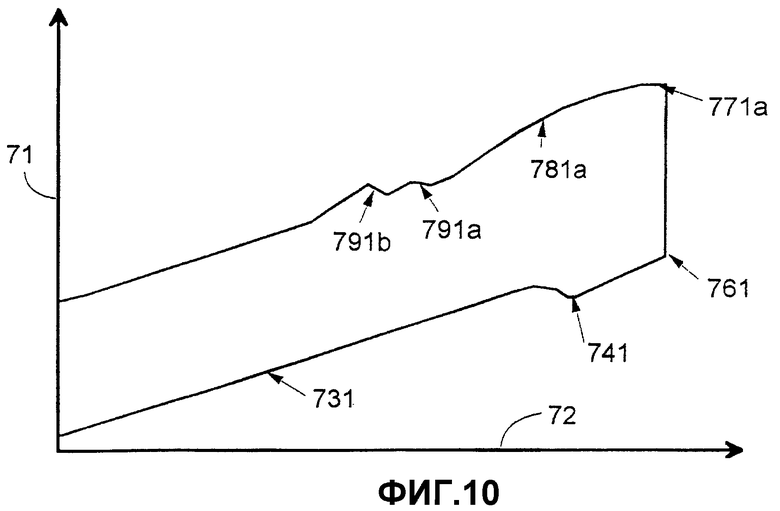
На фиг.10 - диаграмма изменения длины от температуры.
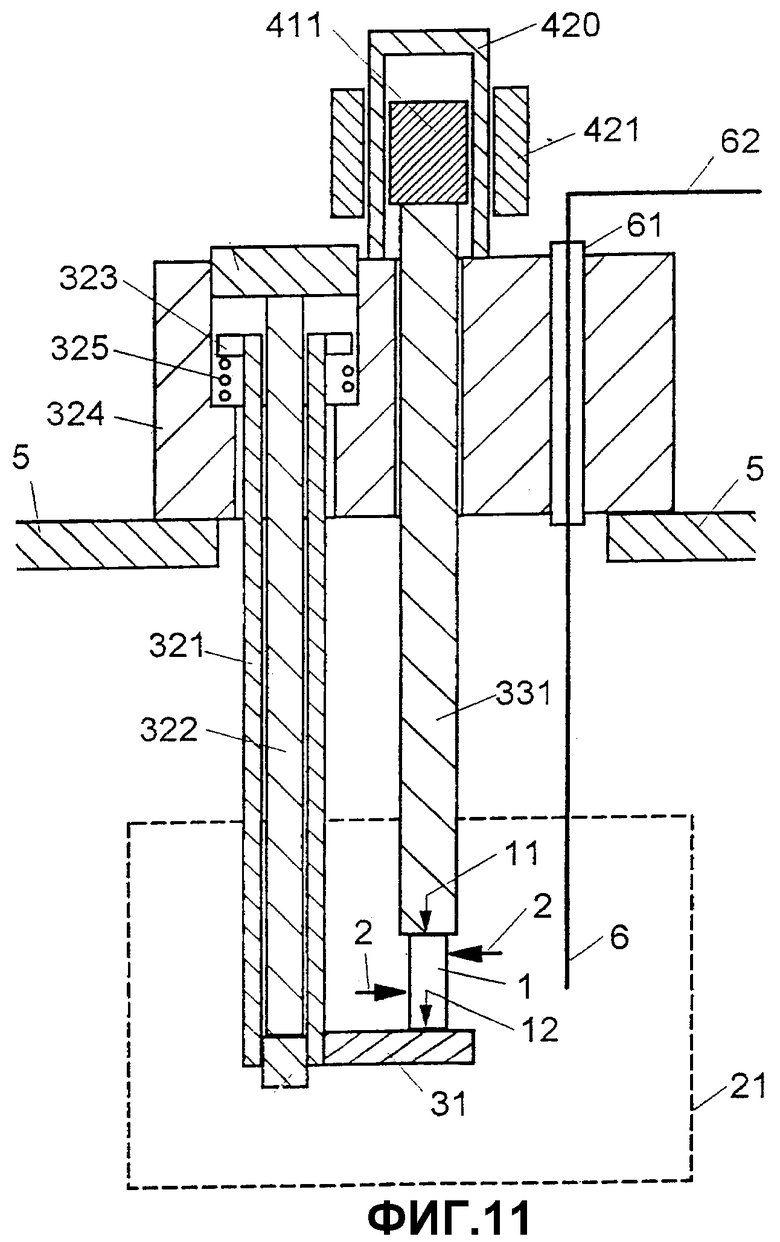
На фиг.11 - схематичное представление соответствующего изобретению устройства согласно третьему варианту осуществления.
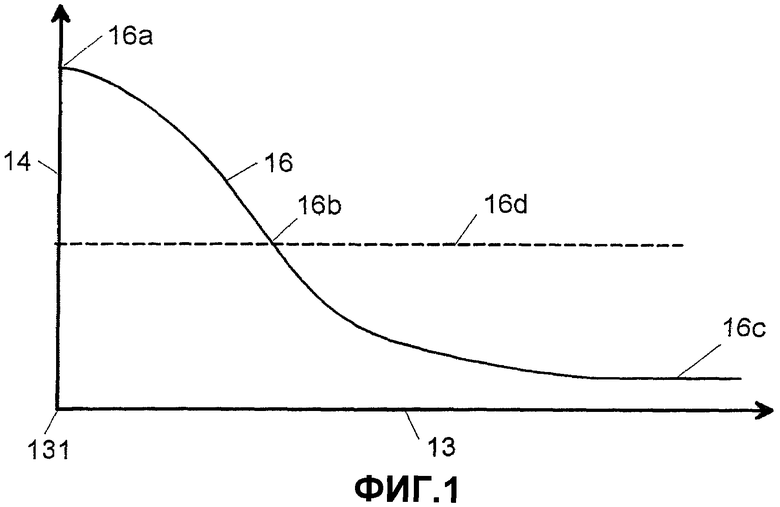
На фиг.1 в форме графика показано изменение профиля 16 концентрации в сечении образца, перпендикулярном к продольному направлению образца. При этом позицией 13 обозначена пространственная координата, а позицией 14 - концентрация. Точка пересечения пространственной координаты 13 и концентрации 14 обозначена позицией 131 и соответствует в отношении пространственной координаты 13 границе, то есть боковой поверхности образца.
Как показывает изменение профиля 16 концентрации, профиль начинается от максимальной предельной концентрации 16а и убывает с увеличением пространственной координаты 13 до значения 16с, которое по существу соответствует начальной концентрации в образце перед осуществлением термохимического процесса. Точка 16b обозначает точку пересечения кривой изменения профиля 16 концентрации и среднего значения 16d профиля 16 концентрации по отношению к граничной концентрации 16а и начальной концентрации 16с.
При осуществлении термохимического процесса для обработки металлических деталей, компонент, например углерод, переходит из газовой атмосферы в металлическую деталь. При этом внедрение атомов в междоузлие металлической кристаллической решетки детали приводит к расширению кристаллической решетки, которое на макроскопическом уровне приводит к увеличению объема. Это увеличение объема происходит приблизительно пропорционально увеличению концентрации компонента. На образце, продольный размер которого значительно превышает поперечный размер, это увеличение объема может восприниматься как линейное удлинение в продольном направлении. Если это изменение длины сравнивается с исходной длиной, то из этого получается относительное удлинение образца как функция изменения концентрации.
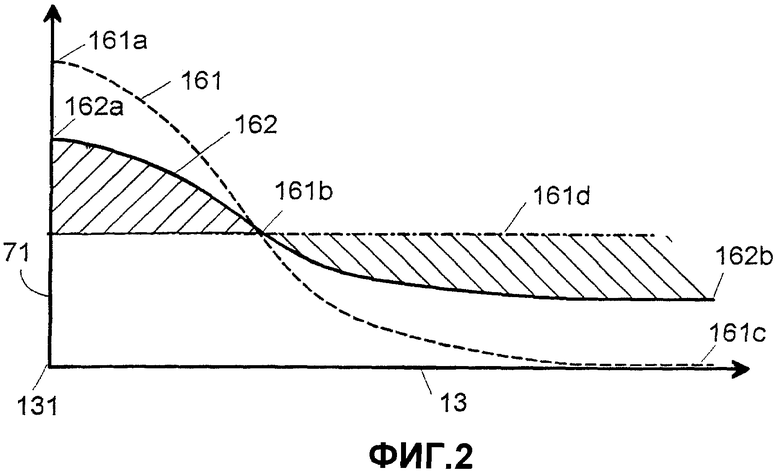
На фиг.2 при предположении линейно-упругого характера образца, кривая 161 показывает профиль длин образца вдоль пространственной координаты 13, который соответствует образцу, в допущении того, что его отдельные слои механически свободно подвижны друг относительно друга. Ввиду пропорциональности между относительным удлинением с одной стороны и поглощением компонента с другой стороны получается профиль 161 длин, который проходит пропорционально профилю 162 концентрации. При этом на границе, то есть на наружной области боковой поверхности образца, устанавливается максимальная относительная длина 161а, тогда как внутри образца неизменно сохраняется исходная длина 161с. Штрихпунктирная прямая 161d соответствует среднему значению относительного изменения длины.
Показанное на фиг.2 изменение исходит из гипотетического допущения о том, что отдельные слои образца являются механически свободно подвижными относительно друг друга. Однако в реальности отдельные слои связаны друг с другом, то есть они не могут свободно изменять длину в соответствии с локальной концентрацией перешедшего компонента, что вызывает сдвиговые напряжения. Обозначенное на фиг.2 позицией 161b место характеризует нейтральное волокно, то есть ту линию образца, на которой сжимающие напряжения более обогащенной граничной области переходят в растягивающие напряжения внутренней области образца. Посредством воздействия этих сдвиговых напряжений представленный на фиг.2 гипотетический профиль относительного изменения 161 длины деформируется к эффективному профилю изменения 162 длины, то есть максимальное удлинение 161а под влиянием сжимающих напряжений уменьшается до значения 162а удлинения, в то время как минимальное относительное удлинение 161с посредством растягивающих напряжений увеличивается до значения 162d.
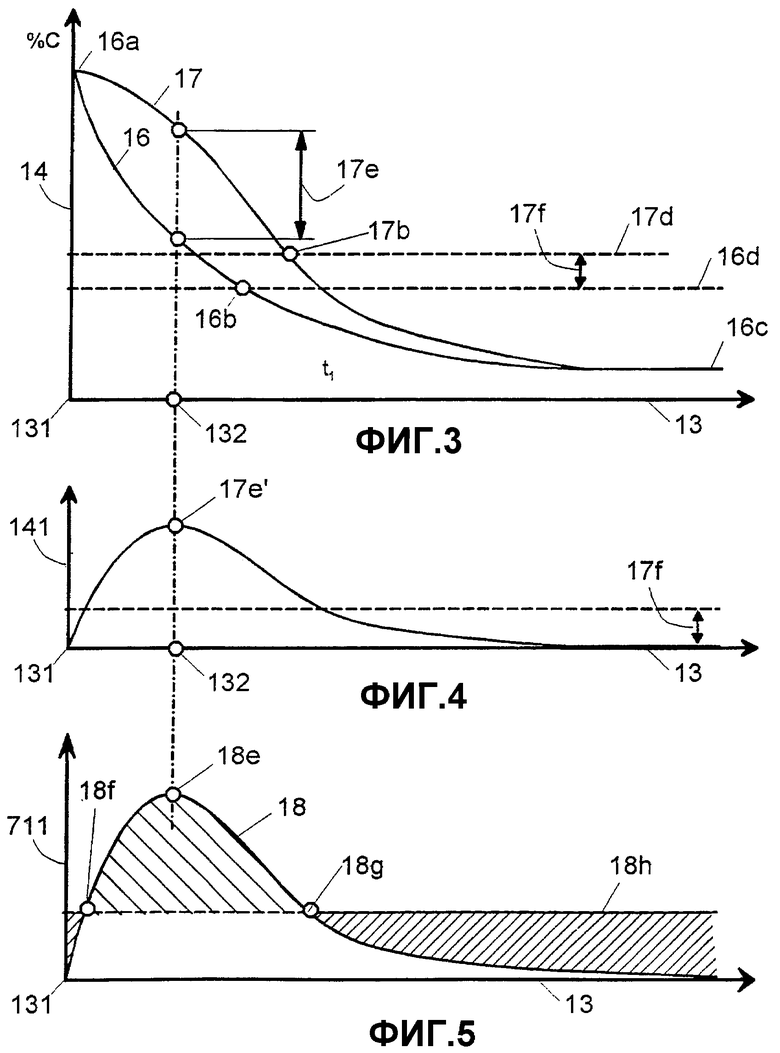
В отношении фиг.3, 4 предполагается полностью пластичный характер. При этом фиг.3 показывает профиль 16 концентрации в момент t1 времени и профиль 17 концентрации в более поздний момент t2 времени. Позиция 16а обозначает постоянную поверхностную концентрацию, а позиция 16с соответствует исходному значению перед началом диффузии в объем, которая происходит внутри образца в оба указанных момента времени. Позиции 16b и 17b соответственно показывают места, в которых устанавливается средняя концентрация, соответствующая пунктирным линиям 16d и 17d, в оба момента времени. Координата 132 соответствует месту максимального изменения 17е концентрации между обоими моментами времени t1 и t2.
Диаграмма на фиг.4 показывает локальное изменение концентрации, соответственно ось 141, между моментами времени t1 и t2 вдоль оси 13 пространственной координаты, то есть в направлении диффузии поперек продольного направления образца. При этом пунктирная линия 17f соответствует приросту средней концентрации между этими моментами времени.
Для диаграммы на фиг.5, на которой ось 711 обозначает относительное изменение длины, принимается, что исходный профиль длины образца в момент времени t1 является плоским, то есть в отличие от примера, который иллюстрируется полностью упругим случаем на фиг.1 и 2, профиль непрерывно выравнивается под влиянием сдвиговых напряжений во время диффузии. Если бы этот процесс релаксации между моментами времени t1 и t2 "заморозился" в какой-то момент, то профиль изменения длины получился бы соответствующим кривой 18 согласно фиг.5, причем значению 132 координаты соответствует максимальное относительное изменение 18е длины, которое приводит к образованию зоны сжимающих напряжений. В точках 18g и 18h отрицательное сдвиговое напряжение с обеих сторон переходит в зоны положительного сдвигового напряжения. Зона сжимающего напряжения, а также обе зоны растягивающего напряжения представлены различной штриховкой.
Диаграмма на фиг.6 показывает второй «мысленный» этап релаксации профиля 18 длины на фиг.5. При этом находящиеся под действием сжимающего напряжения области профиля опущены, в то время как другие области приподняты, причем общий конечный уровень устанавливается по всей поверхности и определяется соответствующим средним значением 18h профиля длины.
В действительности мысленно отделенные на фиг.5 и 6 друг от друга этапы процесса осуществляются одновременно, то есть релаксация накладывается на дифференциальное локальное изменение длины профиля. Как результат этого процесса получается равномерное увеличение длины образца, которое пропорционально всему перешедшему количеству компонента или соответственно среднему значению профиля концентрации в данный момент времени. На практике изменение торцевых профилей образца или соответственно изменения его длины при термохимических процессах, которые, как и науглероживание, протекают при высоких температурах, приближено к полностью пластической характеристике. При термохимических процессах, которые протекают при более низких температурах, как, например, азотирование, увеличивается доля упругой характеристики.
На фиг.7 показан пример устройства для осуществления соответствующего изобретению способа при использовании механического устройства 4 измерения длины. При этом образец 1 находится под действием атмосферы и при температуре термохимического процесса в зоне 21. Газовая атмосфера, из которой переходит компонент, воздействует со всех направлений, соответствующих стрелкам 2, на боковую поверхность образца 1. Своей нижней торцевой поверхностью 12 образец прилегает к опорной пластине 31, которая соединена через держатель 32 с устройством 4 измерения длины таким образом, что препятствует относительному перемещению опорной пластины 31 и устройства 4 измерения длины. В ходе диффузии компонента происходит изменение длины образца 1 в продольном направлении. Изменение длины от наивысших точек поверхностного профиля торцевых сторон 11 и 12 передается на шток 33, который передает его на устройство 4 измерения длины.
В случае устройства 4 измерения длины речь может идти, например, о емкостной или индуктивной измерительной системе, которая передает измеренное значение в электрическую и не представленную на чертежах систему обработки данных. Устройство 4 измерения длины расположено внутри зоны 22, которая находится вне зоны 21.
Фиг.8 показывает структуру соответствующего изобретению устройства при использовании оптического устройства 40 для измерения длины. При этом конструктивно одинаковые по сравнению с фиг.7 части снабжены одинаковыми позициями. При этом стрелка 34 соответствует измерительному штоку 33 на фиг.7 и представляет собой измерительный луч оптической системы, который может быть, например, лазерным лучом.
Другой измерительный метод для регистрации изменения длины образца 1 реализуется с использованием тензометрических полосок. Они наносятся в продольном направлении на образец и затем совместно претерпевают изменение длины боковой поверхности образца. Значение растяжения после компенсации фактора температуры может затем также подвергаться обработке для оценки измеренного изменения длины.
Фиг.9 показывает стандартную диаграмму изменения во времени длины образца, как она измеряется, например, устройством, соответствующим фиг.7, при цементации образца стали Сk15. При этом стрелкой 70 показывается ось времени, а стрелкой 71 - ось изменения длины. Участок 73 кривой обозначает изменение длины, которое происходит в процессе нагрева в инертной газовой атмосфере и сопровождается преобразованием исходной структуры, причем согласно точке 74 структура преобразуется в аустенит. Участок 75 кривой соответствует удлинению при постоянной температуре. До этого момента кривая удлинения соответствует обычной дилатометрической кривой измерения.
В точке 76 инертная газовая атмосфера заменяется науглероживающей атмосферой, например, смесью из моноокиси углерода, водорода и пропана. Мгновенно проявляется удлинение образца, которое при достаточно длительном времени обработки переходит в насыщение, показанное участком 77а кривой. В этом состоянии концентрация во всем теле образца находится в равновесии с активностью углерода газовой атмосферы. В представленном примере предполагается, что это насыщение близко к пределу растворимости углерода в аустените, то есть находится у линии Azm метастабильной диаграммы железо-углерод.
Участок 78а кривой соответствует охлаждению образца, причем в точке 79а начинается выделение вторичного цементита, а в точке 79b - перлита. В приведенном примере величина насыщения находится в заэвтектоидной области. Если насыщение образца напротив находится в доэвтектоидной области, то тогда точка 79а соответствовала бы выделению феррита.
При опытах по цементации, которые не доводились до равновесного насыщения с газовой атмосферой, так как науглероживающая газовая атмосфера заменялась, например, инертным газом, участок кривой после точки 76 резко обрывался до достижения насыщения 77а и переходил непосредственно в горизонтальную линию. Так как к этому моменту времени в образце существует градиент концентраций, снижающийся внутрь, то изменение длины соответствует кривой, которая аналогична кривой охлаждения различных углеродсодержащих сплавов и имеет фазовые переходы, соответствующие точкам 79а, 79b.
Фиг.10 показывает вышеописанные опыты на диаграмме изменения длины в зависимости от температуры. При этом стрелка 72 показывает ось температур, а стрелка 71 - ось относительного изменения длины.
Область 731-761 кривой представляет нагрев образца в инертной атмосфере, причем преобразование в аустенит завершается в точке 741. Между точками 761 и 771а осуществляется последующее изотермическое изменение длины, которое связано с процессом цементации. Участок 771а-781а-791а-791b кривой соответствует охлаждению образца после цементации с фазовыми переходами в точках 791а и 791b.
Фиг.11 показывает примерное устройство для измерения изменения длины образца соответственно способом согласно изобретению. При этом образец 1 установлен торцевой поверхностью 12 на опорную пластину 31 и примыкает другой торцевой поверхностью 11 к штоку 331, который по отношению к образцу 1 представляет собой вторую опору. Образец 1 в течение термохимического процесса подвергается воздействию высокой температуры, тогда как само устройство измерения длины, которое по желанию может быть установлено на охлаждаемом фланце 324, который со своей стороны заканчивается газонепроницаемой стенкой 5 термохимического реактора, по существу находится под воздействием температурного уровня, близкого к комнатной температуре, чем создается значительный температурный градиент. Поэтому на изменения длины образца накладываются изменения длины штока 331, а также держателя плиты 31 опоры. Чтобы удержать величину этих факторов незначительной, шток 331 изготавливают из керамики, например, из кварца. При этом большое значение имеет то, что торцевая поверхность кварцевого стержня, которая находится в контакте с торцевой поверхностью 11 образца 1, является полностью полированной и плоской, и при этом превосходит диаметр этого образца, чтобы обеспечить нахождение всех точек торцевой поверхности 11 в контакте с торцевой поверхностью кварцевого штока.
Чтобы компенсировать, хотя незначительное, но все еще существующее вследствие большой протяженности изменение длины штока 331 в температурном поле, расстояние между плитой 31 опоры и фланцем 324 устанавливается также посредством штока 332, который, преимущественно, состоит из того же самого керамического материала, что и шток 331. Так как керамические материалы охрупчиваются при механической нагрузке, то опорная пластина 31 располагается на металлической трубе 321 с высокой термостойкостью, которая нажимает металлическим кольцом 323 на находящуюся в отверстии блока 324 нажимную пружину 325. Керамический шток 322, который внизу через металлическую трубу 321 жестко соединен с опорной пластиной 31, подгоняется благодаря этому, к торцевому металлическому болту, соединенному с блоком 324. Таким образом, большое удлинение металлической трубы 321 при изменении температуры сказывается только на изменении сжатия пружины 325, в то время как расстояние между опорной пластиной 31 и металлическим блоком 324 устанавливается посредством керамического штока 322.
Само измерение длины осуществляется в примере на фиг.11 при помощи индукции благодаря тому, что керамический шток 331 имеет наверху цилиндрическое металлическое тело 411, перемещение которого воспринимается индуктивной измерительной катушкой 421 через стенку 420.
Дополнительно предусмотрен датчик температуры 6, как, например, термоэлемент в оболочке, который проходит сквозь ввод 61 фланца 324 и подключен через соединение 62 к устройству сбора данных. Измеренные значения как устройством измерения длины, так и датчиком температуры, передаются не изображенному на чертеже устройству сбора данных, а затем соответствующей электронно-вычислительной программой пересчитываются в профиль концентрации компонента в образце.
Существенным преимуществом способа является то обстоятельство, что геометрия диффузии может изменяться в широких пределах и вместе с тем активность и продолжительность контролируемого, термохимического процесса могут быть подобраны, например, для трубы с толщиной стенки от 0,1 мм или для цилиндрического цельного тела с диаметром от 6 мм и более. Кроме того, сплав образца может дополнительно выбираться в соответствии с материалом контролируемой детали, так что результаты измерения могут быть перенесены непосредственно на поведение детали.
На примере процесса цементации следует показать нижеследующее осуществление соответствующего изобретению контрольного процесса.
При коротком времени науглероживания, в значительной мере независимо от формы детали может делаться предположение о процессе диффузии, как об одномерном нестационарном процессе. При достаточно большой толщине стенки образца, например, цельный цилиндр с достаточно большим диаметром, это верно также и для образца. Коэффициент диффузии для определенного материала при известной температуре является константой, при помощи которого при известной граничной концентрации углерода может просто рассчитываться диффузионный профиль. Граничная концентрация в равновесии является функцией активности углерода газовой атмосферы, которая рассчитывается от газового состава и через характеристику растворимости в стали при использовании коэффициента активности может быть пересчитана в концентрацию углерода. Однако величина коэффициента перехода вещества углерода из газовой атмосферы в поверхностный слой металлической кристаллической решетки не известна. Таким образом профиль может быть рассчитан только как указано ниже. На основе соответствующего изобретению способа в каждый момент времени известно количество углерода, которое переходит в испытываемое тело. Из этого непосредственно получается отнесенный на единицу времени и поверхности массовый поток углерода. Соответствующее изобретению устройство является непосредственно измеряющим датчиком С-потока. На основе известных данных диффузии по уравнению Аррениуса рассчитывается коэффициент диффузии углерода в сплаве для температуры опыта. Посредством решения нестационарного уравнения диффузии для цилиндрических координат определяется граничная концентрация, которая при известном коэффициенте диффузии по прошествии времени переходит к измеренному среднему содержанию углерода. Эта граничная концентрация через нестационарное уравнение переводится в профиль концентрации в пределах геометрии детали.
Понятно, что описанный выше для случая цементации процесс также может использоваться для других термохимических процессов, например процесса азотирования.
Если в процессе цементации изменяется температура, то, несмотря на это, изменение содержания углерода может быть точно определено. С этой целью изменение длины, которое возникает в рассматриваемой области температур из-за коэффициента линейного расширения аустенита, вычитается из общего изменения длины. Оставшаяся часть измеренной длины соответствует относительному количеству перешедшего в образец углерода.
Изобретение относится к способу, а также к устройству для измерения поступающего из окружающей газовой атмосферы и принимаемого деталями количества компонента при термохимической обработке металлических деталей. Образец, продольный размер которого значительно превосходит его поперечный размер, подвергают воздействию газовой атмосферы. Измеряют изменение во времени длины образца в продольном направлении, вызванное переходом компонента из газовой атмосферы, и используют измеренное изменение длины для определения количества компонента, перешедшего из газовой атмосферы в образец. Способ осуществляют изотермически или при изменяющейся температуре, причем расчетным путем компенсируется изменение длины, вызванное изменением температуры. Для осуществления способа используют устройство, включающее зажим для образца, использованного в способе, систему измерения длины для регистрации изменения во времени длины образца в продольном направлении, а также вычислительный блок. Получают возможность получить значительно более точные данные о количестве поступающего из газовой атмосферы и принимаемого деталями компонента. 2 н. и 12 з.п. ф-лы, 11 ил.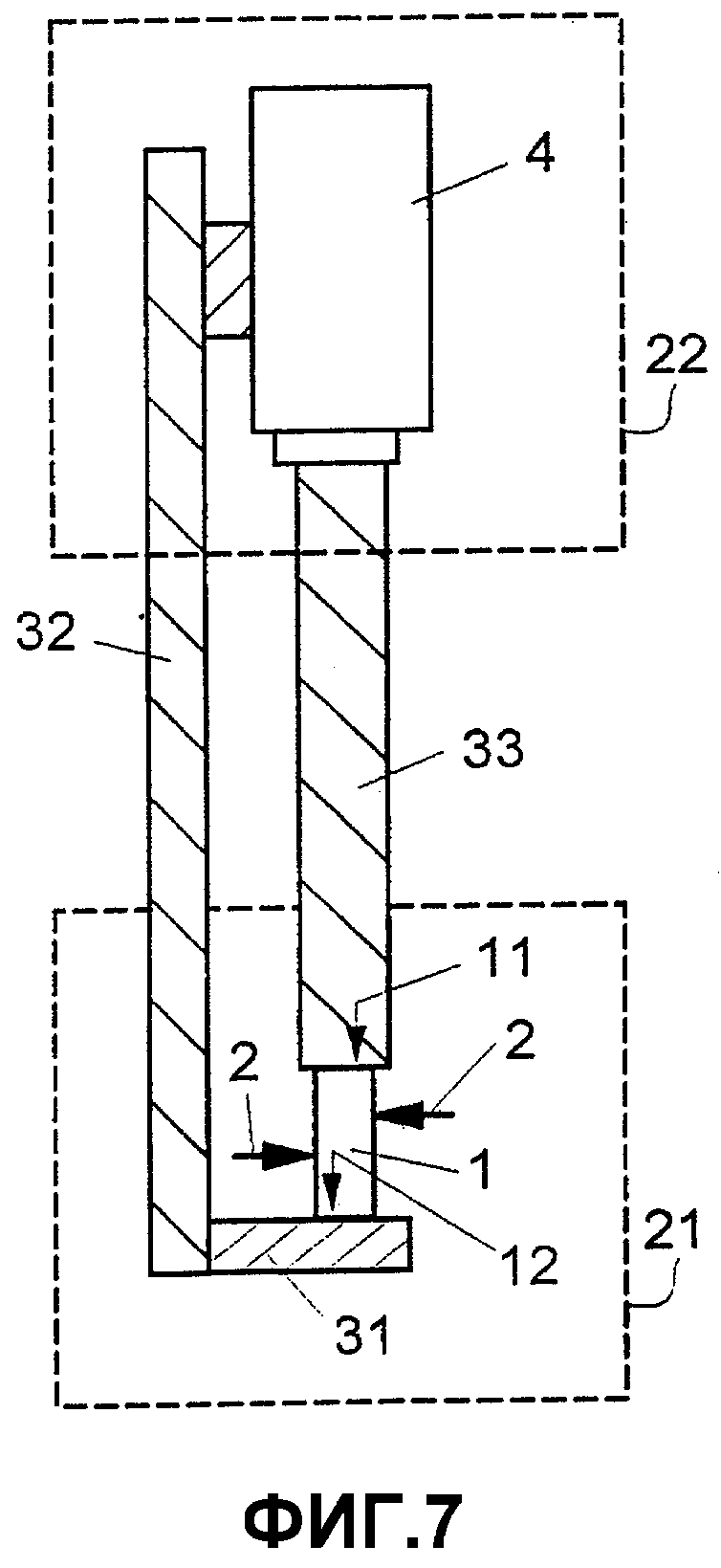
| МИНКЕВИЧ А.Н | |||
| Химико-термическая обработка стали | |||
| - М.: Государственное научно-техническое издательство машиностроительной литературы, 1950, с.29, 30 | |||
| 0 |
|
SU309288A1 | |
| Шахтная топка для фрезерного торфа, опилок и угольной мелочи | 1933 |
|
SU37229A1 |
| 0 |
|
SU265497A1 | |
| US 5366901 A, 22.11.1994. | |||

