Область техники, к которой относится изобретение
Настоящее изобретение касается области обработки металлических стальных деталей для придания им большей прочности по отношению к усилиям, которым они подвергаются при их использовании. Оно касается, в частности, обработки зубчатых колес.
Предшествующий уровень техники
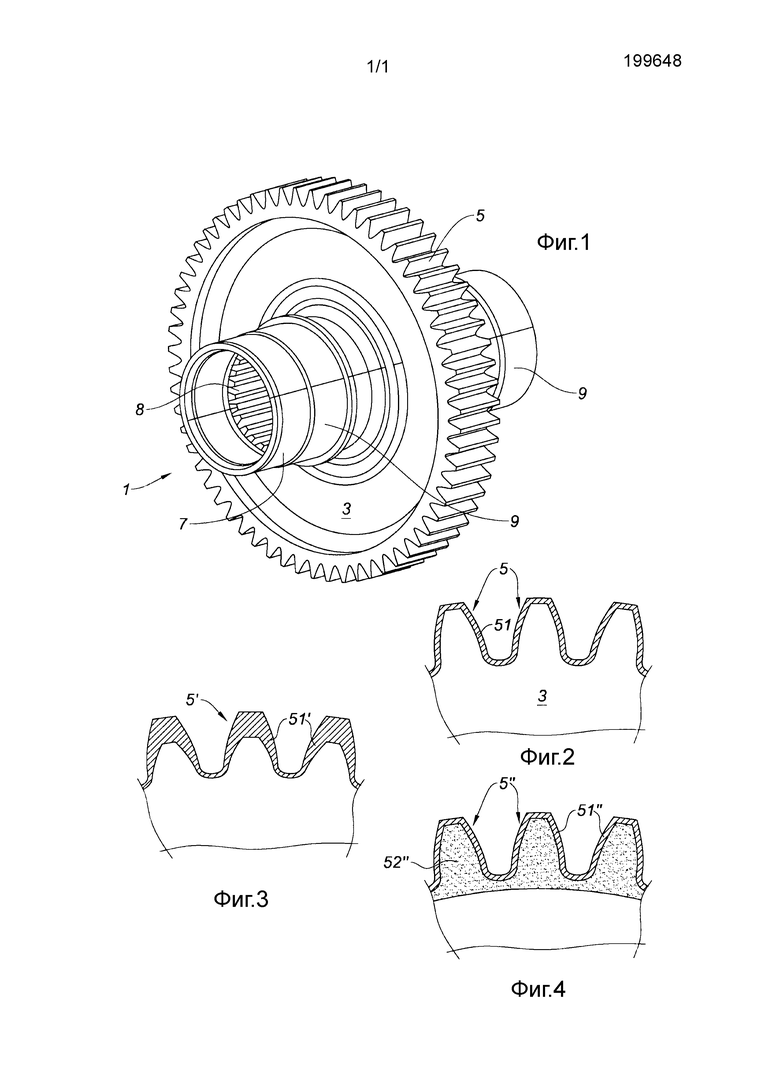
Зубчатое колесо, пример реализации которого представлен на фиг.1, является механической деталью для передачи вращающих усилий. Зубчатое колесо 1, изображенное на чертеже, содержит тело 3, по периферии которого выполнен зубчатый венец 5. Тело 3 продолжается по оси цилиндрическими поверхностями 7, образующими корпус и содержащими внутренние или внешние пазы 8 и опорные поверхности для подшипников качения. Эти зоны находятся в контакте с другими деталями механической системы: зубчатый венец 5 с зубчатым венцом другого зубчатого колеса, опорные поверхности с внутренними кольцами подшипника, а пазы - с соответствующими пазами, например, передаточного вала. Усилия, таким образом, передаются через эти зоны, которые испытывают наибольшие напряжения. Для увеличения их износостойкости обычно используют упрочняющую обработку.
Обработка вышеупомянутых зон обычно является их поверхностной обработкой и направлена на повышение твердости, следовательно, проскальзывания, а также срока службы детали.
Обработка других зон детали является факультативной или должна быть исключена в случае надобности, когда нужно сохранить некоторые зоны поверхности нетвердыми. Это могут быть случаи нарезания резьбы, тонкие зоны, зоны, предназначенные для сварки, либо большие тела зубчатых колес, нагружаемые изгибом. Необходимо также сохранить соответствующую ударную вязкость материала сердцевины детали.
Для получения этого результата известный способ состоит в выполнении заготовки из слаболегированной стали с содержанием углерода от 0,10 до 0,20%, в поверхностном обогащении заготовки углеродом путем цементации в соответствующей газовой атмосфере при температуре 900-935°С, затем в закалке всей детали с охлаждением газом, в масле или воде с присадками.
Таким образом, получают закаленную в сердцевине деталь из слаболегированного углеродом материала с поверхностью, сильно обогащенной углеродом. Градиент твердости детали направлен от поверхности к сердцевине материала.
Преимуществом такой технологии является эффективность и возможность использования при любой форме детали. Однако она требует времени обработки, которое может быть длительным. И технологический процесс обычно является сложным в той мере, что следует предусмотреть осуществление экономии путем электролитического омеднения, требующего операций омеднения и удаления меди или посредством «жесткой обработки» - требующей длительной и дорогостоящей обработки. Кроме того, этот способ требует закалки всей детали, при этом предусмотрена деформация всей детали и механическая обработка осуществляется во многих зонах детали. Более того, следует предусмотреть обработку шлифованием функционально твердых зон, таких как зубья или пазы.
Другим известным способом является индукционная закалка контура. Для этого используют в качестве основного материала сталь с повышенным содержанием углерода, чем в предыдущей технологии, превышающим 0,4%. Например, заготовка выполнена из соответствующего сплава 60Cr4, содержание углерода в котором составляет от 0,56 до 0,64%. Изготовление заготовки включает, в частности, механическую обработку зубчатого венца. Затем осуществляют селективную индукционную закалку. Эта операция заключается в нагреве только отверждаемых зон путем индукционного нагрева вдоль контура детали и в осуществлении закалки. Таким образом, получают деталь, закаленную по поверхности и не закаленную в толще, с закалкой по контуру. Так как деталь не подвергается операции цементации, содержание углерода не изменяется при обработке и оно остается одинаковым в толще и на поверхности.
Этот способ обработки является высокоскоростным, не требует экономии и твердая обработка ограничена финишной обработкой или шлифованием отвержденных зон. Благодаря селективной закалке деформация неотвержденных зон не происходит. Однако его недостатками являются не всегда высокое качество и трудность осуществления. С одной стороны, необходимо иметь высокочастотные генераторы, которые являются дорогостоящими, и, с другой стороны, необходимо создать специальный инструментарий для детали и обрабатываемой зоны, вследствие чего возрастает стоимость инвестиций.
Объектом изобретения является способ, лишенный недостатков известного уровня техники.
Первой задачей изобретения является разработка способа, позволяющего получить поверхностное упрочнение контактных зон, улучшающего проскальзывание и срок службы.
Задачей изобретения также является обеспечение упрочняющей обработки на глубину порядка миллиметра для выдерживания нагрузок при работе, в частности, зубчатого венца зубчатого колеса.
Задачей изобретения является также способ, исключающий упрочнение толщи детали для сохранения ударной вязкости.
Еще одной задачей изобретения является, наконец, изготовление детали, имеющей неупрочненные зоны.
В соответствии с изобретением эти задачи решаются способом изготовления стальной механической детали с упрочнением поверхностных зон, отличающимся тем, что включает для заготовки детали последовательные операции цементации, за которыми следуют охлаждение без закалки, индукционный нагрев упомянутых зон до температуры аустенизации стали и закалка.
При поверхностном обогащении углеродом и селективной закалке упрочняемых зон одновременно комбинируют сохранение поверхностных свойств цементированных зон и упрощение диапазона тепловой обработки. Кроме того, при селективной закалке исключены деформации узла детали и упрощают совокупность этапов технологического процесса. Действительно, диапазон изобретения не включает «жесткую обработку», то есть когда твердость является повышенной после цементации и закалки нефункциональных зон. Отсутствует необходимость в какой-либо экономии, требующейся при омеднении, с одной стороны, перед термической обработкой, с другой стороны, при удалении меди после операции термической обработки.
В соответствии с другой характеристикой материалом является сталь, содержание углерода в которой составляет по меньшей мере 0,3%.
Используемая сталь вследствие того, что сердцевина не является закаленной, остается ударно вязкой, обеспечивая вследствие цементации обогащение до уровня, достаточного для обеспечения искомой твердости. Так, в соответствии с другой характеристикой поверхностное содержание углерода составляет 0,7%.
Изобретение используется, в частности, для изготовления зубчатого колеса. Предпочтительно, индукционный нагрев заготовки осуществляется по всей глубине зубчатого венца. Преимущество индукционной закалки «в полный зуб» таково, что ее легко обеспечить, так как нет необходимости обеспечить нагрев с высокой точностью в противовес контурной закалке.
Способ позволяет, таким образом, изготавливать зубчатые колеса, твердость поверхности которых составляет по меньшей мере 680 HV, а твердость в сердцевине составляет от 100 до 400 НВ.
Краткое описание чертежей
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
- фиг.1 представляет зубчатое колесо с различными отверждаемыми зонами;
- фиг.2 схематично изображает в разрезе структуру зуба зубчатого колеса после цементации и закалки всей детали;
- фиг.3 схематично изображает в разрезе структуру зуба зубчатого колеса после закалки, называемой контурной;
- фиг.4 схематично изображает структуру зубчатого венца после обработки по изобретению.
Описание изобретения
В соответствии с изобретением используется стальной прут, выкованный или выполненный соответствующим образом для получения заготовки изготавливаемой детали. Используемая сталь имеет невысокое содержание углерода. Оно составляет, например, порядка 0,3%. Когда речь идет о зубчатом колесе, то изготавливается периферийный зубчатый венец. Кроме того, он имеет другие отверждаемые зоны. В случае зубчатого колеса, изображенного на фиг.1, цилиндрическая часть, образующая суппорт подшипника, и пазы для передачи приводных усилий вращения между валом и зубчатым колесом, предпочтительно, выполнены в заготовке перед термической или термохимической обработкой для последующего отверждения.
После изготовления заготовки она подвергается диффузионной обработке, предназначенной для повышения, в частности, примерно до 0,8% содержания углерода в поверхностных слоях на желаемую глубину. Речь идет о повышении содержания углерода в зонах, которые необходимо подвергнуть отверждению. Обработка может быть классической, например, являться цементацией в печи под частичным давлением в случае известного уровня техники цементации при низком давлении, СВР или атмосферном давлении в случае известной технологии газовой цементации в контролируемом потоке реактивной газовой смеси. Например, в случае СВР процесс цементации содержит следующие этапы:
- вакуумирование камеры,
- нагрев в вакууме излучением или другим эквивалентным средством постепенно с переходом по горизонтальным участкам униформизации до температуры цементации,
- подача газовой цементирующей смеси под парциальным давлением в случае СВР и удельных контролируемых потоков,
- чередование последовательностей диффузии и цементации в соответствии с глубиной и желаемым профилем.
Изобретение не ограничено этим вариантом термохимической обработки. Подходит любой вариант обработки, обеспечивающий такой результат. Таким образом, классическим является нагрев в случае газовой цементации.
Деталь затем постепенно охлаждают до температуры окружающей среды. Следует отметить, что скорость охлаждения выбирают в зависимости от твердости, которую нужно получить в толще детали. Предпочтительно, скорость охлаждения достаточно отличается от скорости закалки для получения не закаленного состояния толщи.
Следующий этап заключается в локальном нагреве детали в желаемой зоне магнитной индукцией до температуры аустенизации стали, затем в осуществлении закалки.
Закалка электромагнитной индукцией является известным способом, обеспечивающим получение равномерного быстрого нагрева на контролируемую глубину, воспроизводимую от 0,5 мм до нескольких сантиметров. Деталь из ферромагнитного материала размещается внутри соленоида, по которому течет переменный ток высокой, средней или низкой частоты. Последний ведет себя как трансформатор, создавая ток, индуцируемый в детали. Эффект нагрева по периферии детали является очень быстрым.
Закалка контура индукцией осуществляется токами высокой частоты, частоты которого составляют от 20 до 600 кГц, и требует наличия генератора, мощность которого превышает 100 кВт.
Поверхностная закалка индукцией средней частоты требует наличия генератора тока средней частоты, мощность которого составляет порядка 50 кВт и частоты тока которого составляют порядка 10 кГц.
Поверхностная закалка индукцией низкой частоты требует наличия генератора тока низкой частоты, мощность которого меньше 1 кВт и соответствующие частоты тока которого меньше 1 кГц. Выбор генератора зависит, в основном, от глубины выбранной обработки.
После нагрева деталь погружается в закалочную среду, обычно воду, содержащую одну или несколько соответствующих добавок.
В рамках изобретения технология закалки отличается от технологии закалки электромагнитной индукцией, называемой контурной.
Вспомним, что контурный нагрев зубчатого колеса заключается в размещении последнего в переменном магнитном поле одно- или многовиткового индуктора, коаксиально окружающего его зубчатую периферию, для создания осевого поля. Переменное поле, питаемое индуктором для контурной закалки зубчатого венца, имеет, обычно, низкую частоту от 20 до 600 кГц, подаваемую генератором тока, мощность которого превышает 100 кВт.
Эта низко- или среднечастотная закалка предложена в изобретении, так как предлагается осуществлять поверхностную закалку, но неточно отслеживающую контур зуба.
Так, в соответствии с изобретением предложен индукционный нагрев, называемый «полный зуб», при котором осуществляют поверхностную закалку, неточно отслеживающую контур венца. Прибегают к менее точному нагреву, который может быть осуществлен генератором тока низкой или средней частоты. Нагрев более легко использовать, так как нет необходимости, чтобы токи отслеживали контур зуба.
После нагрева деталь подвергают закалке, например закалке в воде.
На фиг.2, 3 и 4 представлены результаты различных вариантов обработки, при этом два первых соответствуют известному уровню техники, а третий - изобретению.
Зубчатый венец 5 по фиг.2 представляет цементированное состояние в поверхностном слое 51. Деталь 3 закалена в толще. Использована сталь с малым содержанием углерода в 0,15%. Цементацией содержание углерода в поверхностном слое повышают до 0,8%.
Зубчатый венец 5' по фиг.3 имеет поверхностный слой 51', отверждение которого получают индукционной контурной закалкой. Этот поверхностный слой может быть относительно толстым. Для сохранения определенной вязкости в толще сталь имеет большее, чем раньше, содержание углерода в 0,6%. Оно является одинаковым по всей детали.
Зубчатый венец 5” на фиг.4 имеет цементированный поверхностный слой 51”, поверхностное содержание углерода которого является значительным - 0,8%. Вследствие индукционной закалки, осуществляемой по всей этой части 52”, образованной системой зубьев от края до корневой части, и дно зубчатого венца между двумя соседними зубьями имеет твердость, превышающую твердость нижележащей части диска. В толще материал не закален.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ | 2010 |
|
RU2436850C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ ПОНИЖЕННОЙ (ПП) и РЕГЛАМЕНТИРОВАННОЙ (РП) ПРОКАЛИВАЕМОСТИ 4-го ПОКОЛЕНИЯ | 2019 |
|
RU2739462C1 |
| СТАЛЬНОЙ ЭЛЕМЕНТ, СПОСОБ ЕГО ТЕРМИЧЕСКОЙ ОБРАБОТКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2374335C1 |
| Способ поверхностной термообработки изделий из нержавеющих хромистых сталей | 2018 |
|
RU2691022C1 |
| Способ упрочнения зубчатых колес и шестерен | 1986 |
|
SU1392115A1 |
| Способ термической обработки зубчатых колес | 1975 |
|
SU584043A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ ПОЛУМУФТ И ИНДУКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2170273C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1988 |
|
SU1831886A3 |
| ДИСКОВАЯ ПИЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2086408C1 |
| Способ азотирования деталей | 1990 |
|
SU1770445A1 |
Изобретение относится к области металлургии. Для обеспечения упрочненной поверхности контактных зон зубчатого колеса способ включает изготовление заготовки зубчатого колеса с зонами для упрочнения, затем последовательные этапы цементации с охлаждением без закалки, индукционного нагрева упомянутых зон до температуры аустенизации стали и закалки. 2 н. и 4 з.п. ф-лы, 4 ил.
1. Способ изготовления стального зубчатого колеса с упрочненными поверхностными зонами, отличающийся тем, что изготавливают заготовку зубчатого колеса c зонами для упрочнения, затем последовательно осуществляют этапы цементации, охлаждения без закалки, локального индукционного нагрева с помощью по меньшей мере одного генератора тока средней или низкой частоты, производимого по всей глубине зубчатого венца зубчатого колеса до температуры аустенизации стали, и закалки.
2. Способ по п.1, в котором заготовка колеса выполнена из стали с содержанием углерода по меньшей мере 0,3 мас.%.
3. Способ по п.1, в котором цементацию детали колеса проводят с обеспечением содержания углерода на поверхности колеса по меньшей мере 0,8 мас.%.
4. Зубчатое колесо, в котором поверхностная твердость зубьев колеса составляет по меньшей мере 680 HV, изготовленное способом по п.1.
5. Зубчатое колесо по п.4, в котором твердость закаленных, но не цементированных зон (52”) колеса составляет по меньшей мере 450 HB.
6. Зубчатое колесо по п.5, в котором твердость базовой незакаленной стальной детали колеса составляет от 100 до 400 НВ.
| Способ обработки тонкостенных коронных шестерен планетарных передач | 1990 |
|
SU1788080A1 |
| Способ термической обработки зубчатых колес | 1975 |
|
SU584043A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ ПОЛУМУФТ И ИНДУКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2170273C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ДЕТАЛЕЙ | 0 |
|
SU206616A1 |

