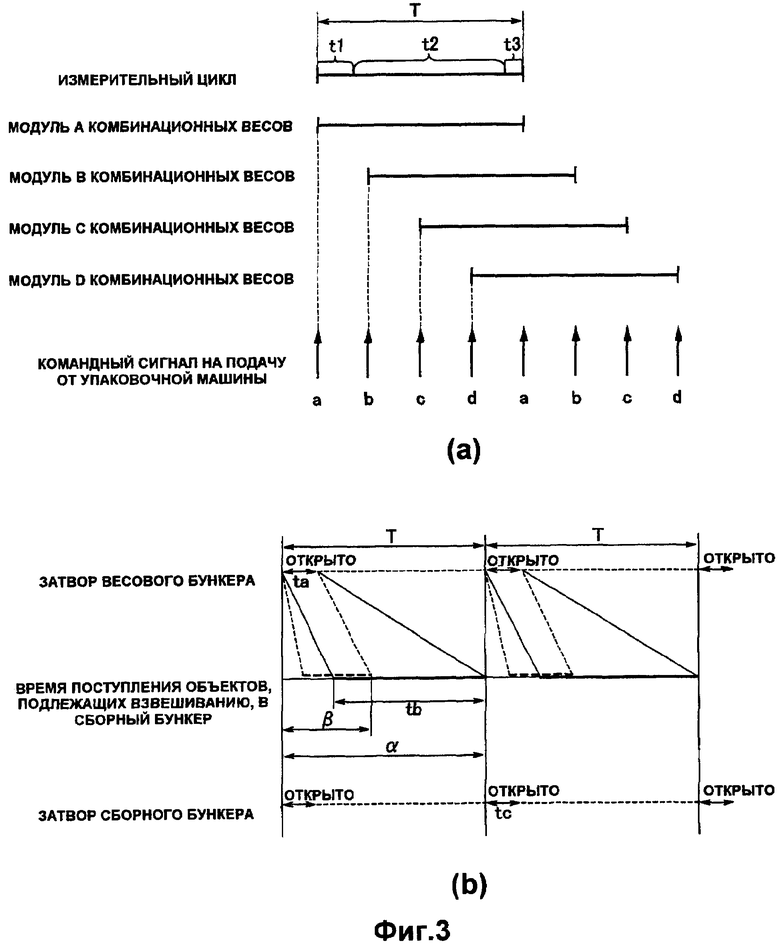
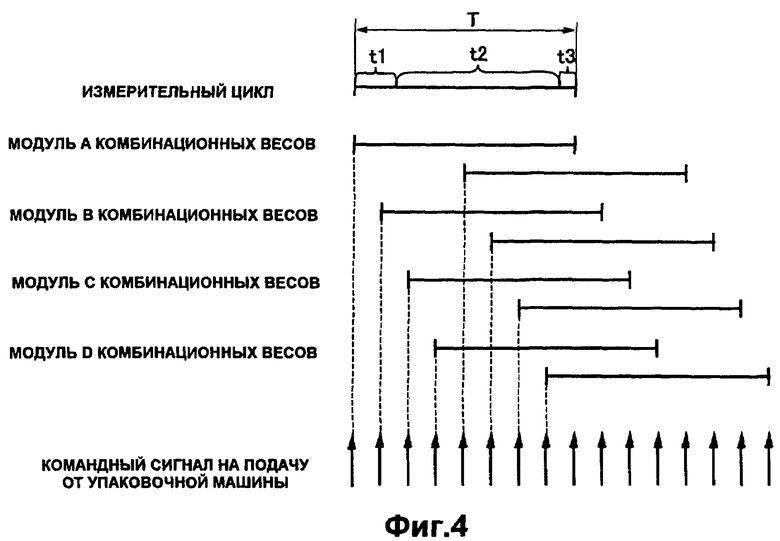
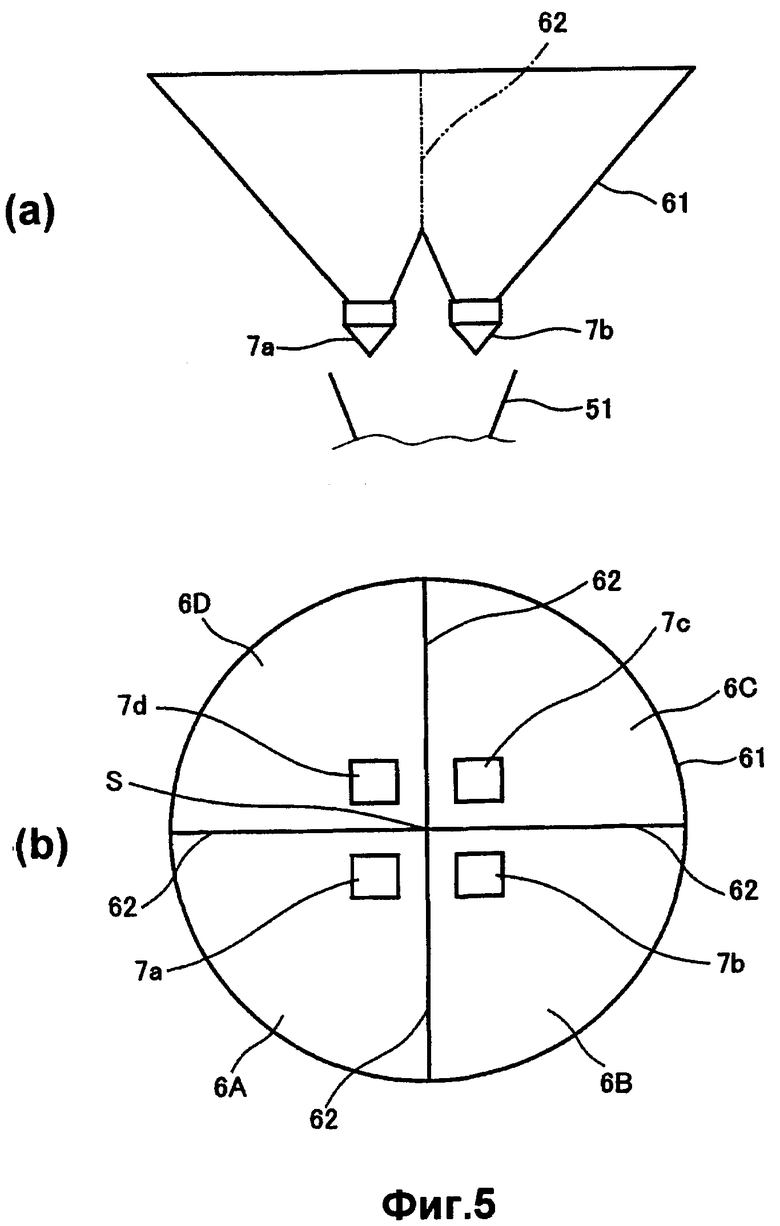
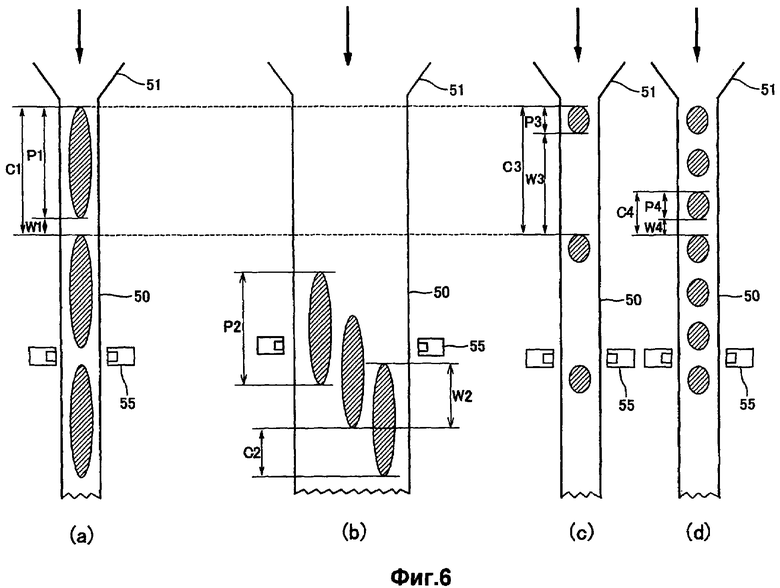
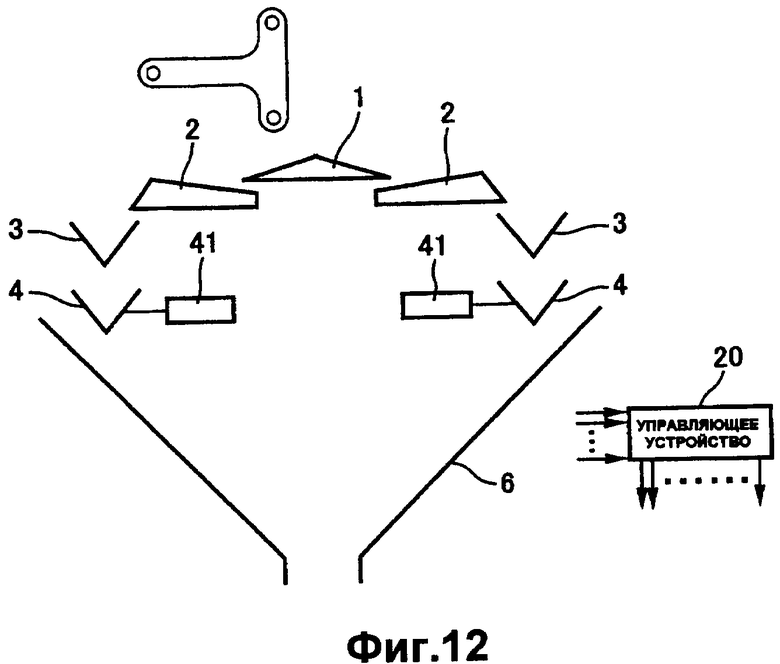
1. Комбинационные весы, содержащие N (N - множественное число) групп комбинационных бункеров, которые представляют собой N линий бункеров из дугообразных участков, образующих линию из комбинационных бункеров, включающую множество расположенных по кругу комбинационных бункеров, предназначенных для приема объектов, подлежащих взвешиванию; N сборных спускных лотков, расположенных под группами комбинационных бункеров так, чтобы они соответствующим образом соответствовали группам комбинационных бункеров, и предназначенных для сбора объектов, подлежащих взвешиванию и выгружаемых из комбинационных бункеров из соответствующих групп комбинационных бункеров, и для выгрузки тех же объектов из выходного канала, предусмотренного в их нижней части; N сборных бункеров, предусмотренных у выходных каналов сборных спускных лотков так, чтобы они соответствующим образом соответствовали группам комбинационных бункеров и сборным спускным лоткам, и предназначенных для временного удерживания объектов, подлежащих взвешиванию и выгруженных из выходных каналов сборных спускных лотков, и для последующей выгрузки объектов, подлежащих взвешиванию, в входной канал упаковочной машины; и средство управления, предназначенное для неоднократного выполнения - по отношению к группам комбинационных бункеров и соответствующим сборным бункерам - последовательности процессов, включая процесс комбинации, предназначенный для выполнения вычисления комбинации на основании массы объектов, подлежащих взвешиванию и поданных в каждый комбинационный бункер из групп комбинационных бункеров, и определения одной комбинации комбинационных бункеров, которая обеспечивает то, что суммарная масса поданных объектов, подлежащих взвешиванию, будет находиться в пределах заранее заданного диапазона масс, процесс подготовки к выгрузке, предназначенный для выгрузки объектов, подлежащих взвешиванию, из комбинационных бункеров, образующих комбинацию, определенную посредством процесса комбинации, и процесс выгрузки, предназначенный для выгрузки из сборных бункеров объектов, подлежащих взвешиванию, выгруженных из комбинационных бункеров и удерживаемых в сборных бункерах, при этом средство управления выполняет процесс комбинации и процесс подготовки к выгрузке по отношению к каждой из групп комбинационных бункеров последовательно с разностью времени, составляющей 1/N от времени одного рабочего цикла, и выполняет процесс выгрузки по отношению к каждому из сборных бункеров последовательно с разностью времени, составляющей 1/N от времени одного рабочего цикла, при этом время одного рабочего цикла представляет собой время, проходящее от начала выгрузки объектов, подлежащих взвешиванию, из комбинационных бункеров, образующих комбинацию, определенную посредством процесса комбинации, с последующей подачей объектов, подлежащих взвешиванию, в комбинационные бункеры, образующие комбинацию, и последующим выполнением вычисления комбинации в следующем процессе комбинации, по меньшей мере, посредством использования массы объектов, подлежащих взвешиванию, в комбинационных бункерах, образующих комбинацию, до момента непосредственно перед началом выгрузки объектов, подлежащих взвешиванию, из комбинационных бункеров, образующих комбинацию, определенную в следующем процессе комбинации.2. Комбинационные весы по п.1, в которых число групп комбинационных бункеров, сборных спускных лотков и сборных бункеров равно двум (N=2).3. Комбинационные весы по п.1, в которых средство управления выполняет процесс выгрузки в соответствии с заранее заданным порядком сборных бункеров для выполнения процесса выгрузки и при выполнении процесса выгрузки по отношению к произвольным сборным бункерам, когда процесс подготовки к выгрузке не был выполнен по отношению к группам комбинационных бункеров, соответствующим произвольным сборным бункерам, перед выполнением процесса выгрузки, не выполняет процесс выгрузки по отношению к произвольным сборным бункерам один раз и затем выполняет процесс выгрузки по отношению к следующим сборным бункерам, подлежащим обработке после произвольных сборных бункеров, пропуская произвольные сборные бункеры.4. Комбинационные весы по п.1, в которых средство управления последовательно выбирает из всех сборных бункеров, соответствующих группам комбинационных бункеров, по отношению к которым выполняется процесс подготовки к выгрузке, и выполняет процесс выгрузки по отношению к выбранным сборным бункерам.5. Комбинационные весы по п.3 или 4, в которых число групп комбинационных бункеров, сборных спускных лотков и сборных бункеров больше или равно трем (N≥3).6. Комбинационные весы по п.1, в которых для приспосабливания комбинационных весов к упаковочной машине, которая работает со скоростью, требующей того, чтобы процесс подготовки к следующей выгрузке начинался до начала процесса выгрузки по отношению к соответствующим группам комбинационных бункеров и соответствующим сборным бункерам, если число групп комбинационных бункеров, сборных спускных лотков и сборных бункеров равно двум, при этом число групп комбинационных бункеров, сборных спускных лотков и сборных бункеров составляет три или более (N≥3).7. Комбинационные весы по п.1, в которых сборные спускные лотки выполнены с такой конструкцией, что время, необходимое для того, чтобы все из объектов, подлежащих взвешиванию и выгруженных, прошли через сборные спускные лотки и были поданы в сборные бункеры, от начала выгрузки объектов, подлежащих взвешиванию, из комбинационных бункеров, образующих комбинацию, определенную посредством процесса комбинации, находится в пределах диапазона величин от времени одного рабочего цикла, умноженного на 0,9, до времени одного рабочего цикла, умноженного на 1,1.8. Комбинационные весы, содержащие N (N - множественное число) групп комбинационных бункеров, которые представляют собой N линий бункеров из дугообразных участков, образующих линию из комбинационных бункеров, включающую множество расположенных по кругу комбинационных бункеров, предназначенных для приема объектов, подлежащих взвешиванию; N сборных спускных лотков, расположенных под группами комбинационных бункеров так, чтобы они соответствующим образом соответствовали группам комбинационных бункеров, и предназначенных для сбора объектов, подлежащих взвешиванию и выгружаемых из комбинационных бункеров из соответствующих групп комбинационных бункеров, и для выгрузки тех же объектов из выходного канала, предусмотренного в их нижней части; N сборных бункеров, предусмотренных у выходных каналов сборных спускных лотков так, чтобы они соответствующим образом соответствовали группам комбинационных бункеров и сборным спускным лоткам, и предназначенных для временного удерживания объектов, подлежащих взвешиванию и выгруженных из выпускных каналов сборных спускных лотков, и для последующей выгрузки объектов, подлежащих взвешиванию, в входной канал упаковочной машины; и средство управления, предназначенное для неоднократного выполнения - по отношению к каждому весовому модулю, включающему группы комбинационных бункеров и соответствующие сборные бункеры, последовательности процессов, включая процесс комбинации, предназначенный для выполнения вычисления комбинации на основании массы объектов, подлежащих взвешиванию, в произвольном числе комбинационных бункеров из всех комбинационных бункеров, образующих группы комбинационных бункеров, и определения одной комбинации комбинационных бункеров, которая обеспечивает то, что суммарная масса поданных объектов, подлежащих взвешиванию, будет находиться в пределах заранее заданного диапазона масс, процесс подготовки к выгрузке, предназначенный для выгрузки объектов, подлежащих взвешиванию, из комбинационных бункеров, образующих комбинацию, определенную посредством процесса комбинации, и процесс выгрузки, предназначенный для выгрузки из сборных бункеров объектов, подлежащих взвешиванию, выгруженных из комбинационных бункеров и удерживаемых в сборных бункерах, при этом средство управления выполняет последовательность процессов по отношению к каждому весовому модулю один раз в каждый 1/k (k - целое число, составляющее 2 и более) от времени одного рабочего цикла и выполняет последовательность процессов с разностью времени, составляющей 1/(k×N) от времени одного рабочего цикла, в соответствии с последовательностью весовых модулей, при этом время одного рабочего цикла представляет собой время, проходящее от начала выгрузки объектов, подлежащих взвешиванию, из комбинационных бункеров, образующих комбинацию, определенную посредством процесса комбинации, с последующей подачей объектов, подлежащих взвешиванию, в комбинационные бункеры, образующие комбинацию, и последующим выполнением вычисления комбинации в следующем процессе комбинации, по меньшей мере, посредством использования массы объектов, подлежащих взвешиванию, в комбинационных бункерах, образующих комбинацию, до момента непосредственно перед началом выгрузки объектов, подлежащих взвешиванию, из комбинационных бункеров, образующих комбинацию, определенную в следующем процессе комбинации.9. Комбинационные весы по п.8, в которых средство управления выполняет процесс выгрузки в соответствии с заранее заданным порядком сборных бункеров для выполнения процесса выгрузки и при выполнении процесса выгрузки по отношению к произвольным сборным бункерам, когда процесс подготовки к выгрузке не был выполнен по отношению к группам комбинационных бункеров, соответствующим произвольным сборным бункерам, перед выполнением процесса выгрузки, не выполняет процесс выгрузки по отношению к произвольным сборным бункерам один раз и затем выполняет процесс выгрузки по отношению к следующим сборным бункерам, подлежащим обработке после произвольных сборных бункеров, пропуская произвольные сборные бункеры.10. Комбинационные весы по п.8, в которых средство управления последовательно выбирает из всех сборных бункеров, соответствующих группам комбинационных бункеров, по отношению к которым выполняется процесс подготовки к выгрузке, и выполняет процесс выгрузки по отношению к выбранным сборным бункерам.11. Комбинационные весы по п.8, в которых сборные спускные лотки выполнены с такой конструкцией, что время, необходимое для того, чтобы все из объектов, подлежащих взвешиванию и выгруженных, прошли через сборные спускные лотки и были поданы в сборные бункеры, от начала выгрузки объектов, подлежащих взвешиванию, из комбинационных бункеров, образующих комбинацию, определенную посредством процесса комбинации, находится в пределах диапазона величин от 0,9×1/k от времени одного рабочего цикла до 1,1×1/k от времени одного рабочего цикла.12. Комбинационные весы по п.1, в которых комбинационные бункеры представляют собой весовые бункеры, которые обеспечивают определение массы поданных объектов, подлежащих взвешиванию, путем взвешивания.13. Комбинационные весы по п.1, в которых две линии комбинационных бункеров расположены упорядоченно в вертикальном направлении, комбинационные бункеры верхней линии представляют собой весовые бункеры, предназначенные для определения массы поданных объектов, подлежащих взвешиванию, путем взвешивания, комбинационные бункеры нижней линии представляют собой накопительные бункеры, которые предусмотрены так, чтобы они соответствующим образом соответствовали весовым бункерам, при этом объекты, взвешенные посредством весовых бункеров, подаются в накопительные бункеры и весовые бункеры, выполненные с возможностью выгрузки объектов, подлежащих взвешиванию, избирательно в соответствующие накопительные бункеры и соответствующий сборный спускной лоток.14. Комбинационные весы по п.1, в которых множество весовых бункеров, предназначенных для определения массы поданных объектов, подлежащих взвешиванию, путем взвешивания, предусмотрены над комбинационными бункерами соответствующим образом соответственно комбинационным бункерам; комбинационные бункеры представляют собой накопительные бункеры, каждый из которых содержит две удерживающие камеры, в которые объекты, взвешенные посредством весовых бункеров, подаются отдельно, при этом накопительные бункеры выполнены с возможностью обеспечения независимой выгрузки объектов, подлежащих взвешиванию и поданных в каждую из их удерживающих камер; весовые бункеры выполнены с такой конструкцией, что объекты, подлежащие взвешиванию, могут быть избирательно выгружены в две удерживающие камеры соответствующих накопительных бункеров; и средство управления, выполняющее вычисление комбинации, выполняемое для каждой из групп комбинационных бункеров на основании массы объектов, подлежащих взвешиванию и поданных в удерживающие камеры накопительных бункеров, определяет комбинацию удерживающих камер накопительных бункеров, для которых суммарная масса объектов, подлежащих взвешиванию и поданных в них, находится в пределах заранее заданного диапазона масс, и обеспечивает выгрузку объектов, подлежащих взвешиванию, из удерживающих камер, образующих определенную комбинацию.15. Комбинационные весы по п.1, в которых комбинационные бункеры представляют собой весовые бункеры, каждый из которых содержит две весовые камеры, и каждый из весовых бункеров выполнен с возможностью определения массы объектов, подлежащих взвешиванию и поданных в каждую из весовых камер, путем взвешивания и с возможностью независимой выгрузки объектов, подлежащих взвешиванию и поданных в каждую из весовых камер, при этом средство управления, выполняющее вычисление комбинации, выполняемое для каждой из групп комбинационных бункеров на основании массы объектов, подлежащих взвешиванию и поданных в весовые камеры весовых бункеров, определяет комбинацию весовых камер весовых бункеров, для которых суммарная масса объектов, подлежащих взвешиванию и поданных в них, находится в пределах заранее заданного диапазона масс, и обеспечивает выгрузку объектов, подлежащих взвешиванию, из весовых камер, образующих определенную комбинацию.16. Комбинационные весы по п.1, в которых множество весовых бункеров предусмотрено над комбинационными бункерами соответствующим образом соответственно комбинационным бункерам, при этом каждый из весовых бункеров содержит две весовые камеры, и каждый из весовых бункеров выполнен с возможностью определения массы объектов, подлежащих взвешиванию и поданных в каждую из весовых камер, путем взвешивания и с возможностью независимой выгрузки объектов, подлежащих взвешиванию и поданных в каждую из весовых камер, при этом комбинационные бункеры представляют собой накопительные бункеры, каждый из которых содержит две удерживающие камеры, соответствующим образом соответствующие весовым камерам соответствующих весовых бункеров, при этом объекты, подлежащие взвешиванию, подаются отдельно в удерживающие камеры из соответствующих весовых камер соответствующих весовых бункеров, при этом накопительные бункеры выполнены с возможностью независимой выгрузки объектов, подлежащих взвешиванию и поданных в каждую из их удерживающих камер, при этом средство управления, выполняющее вычисление комбинации, выполняемое для каждой из групп комбинационных бункеров на основании массы объектов, подлежащих взвешиванию и поданных в удерживающие камеры накопительных бункеров, определяет комбинацию удерживающих камер накопительных бункеров, для которых суммарная масса объектов, подлежащих взвешиванию и поданных в них, находится в пределах заранее заданного диапазона масс, и обеспечивает выгрузку объектов, подлежащих взвешиванию, из удерживающих камер, образующих определенную комбинацию.