Область техники, к которой относится изобретение
Настоящее изобретение относится к комбинационному весовому дозатору, который подает требующие взвешивания объекты, которые были взвешены, в упаковочную машину и т.п.
Уровень техники
Требующие взвешивания объекты, такие как моющие средства и кондитерские изделия, которые были взвешены посредством комбинационного весового дозатора для обеспечения соответствия определенному весу, как правило, упаковываются посредством упаковочной машины. Схематическая конструкция первого примера обычного комбинационного весового дозатора, который взвешивает требующие взвешивания объекты, показана на Фиг.12.
Комбинационный весовой дозатор на Фиг.12 сконфигурирован так, что блок 30 управления управляет работой всего комбинационного весового дозатора и выполняет вычисление комбинации. Комбинационный весовой дозатор сконструирован так, что центральный базовый корпус (корпус) 5 расположен в центре комбинационного весового дозатора, и рассеивающий дозатор 1, имеющий коническую форму, установлен на верхней части центрального базового корпуса 5, чтобы путем вибрации радиально рассеивать требующие взвешивания объекты, подаваемые из внешнего подающего устройства. Вокруг рассеивающего дозатора 1 предоставлены линейные дозаторы 2, чтобы посредством вибрации транспортировать требующие взвешивания объекты, которые были переданы из рассеивающего дозатора 1, в соответствующие питающие бункеры-дозаторы 3. Под линейными дозаторами 2 расположено множество питающих бункеров-дозаторов 3 и весовых бункеров-дозаторов 4, причем они расположены в форме окружности таким образом, что каждый питающий бункер-дозатор 3 и каждый весовой бункер-дозатор 4 соответствуют одному из линейных дозаторов 2. Питающий бункер-дозатор 3 принимает требующие взвешивания объекты, которые были переданы из линейного дозатора 2, и открывает свою заслонку, чтобы подать требующие взвешивания объекты в расположенный под ним весовой бункер-дозатор 4, когда весовой бункер-дозатор 4 опустошается. К весовому бункеру-дозатору 4 прикреплен датчик 41 веса, такой как динамометрический датчик. Датчик 41 веса измеряет вес требующих взвешивания объектов, находящихся внутри весового бункера-дозатора 4. Блок 30 управления выполняет вычисление комбинации, чтобы выбрать из множества весовых бункеров-дозаторов 4 комбинацию, формируемую бункерами-дозаторами, которые выгрузят требующие взвешивания объекты. Весовые бункеры-дозаторы 4, соответствующие упомянутой комбинации, выгружают требующие взвешивания объекты в накапливающий лоток 6. Накапливающий лоток 6 расположен под весовыми бункерами-дозаторами 4. Требующие взвешивания объекты, которые были выгружены из весовых бункеров-дозаторов 4, проскальзывают вниз по накапливающему лотку 6, и выгружаются из разгрузочного отверстия, расположенного в нижней части накапливающего лотка 6. Далее, требующие взвешивания объекты передаются в упаковочную машину, которая не показана. При изготовлении упаковочных пакетов упаковочная машина загружает требующие взвешивания объекты, которые были выгружены из комбинационного весового дозатора, в упаковочные пакеты и упаковывает их.
Для увеличения производительности (общего количества разгрузок требующих взвешивания объектов из комбинационного весового дозатора в упаковочную машину) за заданное время требуется сократить время разгрузки. Для этой цели обычно количество весовых бункеров-дозаторов увеличивалось до определенной степени, чтобы обеспечить конфигурацию, при которой выполняется работа в двухсменном режиме, а не односменном, и, соответственно, период цикла разгрузки сокращается до половины периода цикла разгрузки для односменного режима. Работа в односменном режиме выполняется в конфигурации, в которой, например, общее количество весовых бункеров-дозаторов 4 устанавливается равным десяти, количество весовых бункеров-дозаторов 4, выбираемых для формирования комбинации, устанавливается равным четырем, вычисление комбинации выполняется один раз в течение периода цикла взвешивания, весовые бункеры-дозаторы 4 выполняют операцию разгрузки один раз в течение периода одного цикла взвешивания, и накапливающий бункер-дозатор 7 выполняет операцию разгрузки в упаковочную машину один раз в течение периода одного цикла взвешивания. Для того чтобы обеспечить точность взвешивания, по существу, такой же высокой, как при односменном режиме работы, когда осуществляется двухсменный режим работы, количество весовых бункеров-дозаторов 4 увеличивается на четыре, так что их общее количество составляет четырнадцать, а количество весовых бункеров-дозаторов 4, выбираемых для формирования комбинации, устанавливается равным четырем. Вычисление комбинации выполняется один раз за каждую 1/2 одного периода цикла взвешивания, и весовые бункеры-дозаторы 4, формирующие комбинацию, выбранную в результате вычисления комбинации, разгружают требующие взвешивания объекты. В этом случае, поскольку вычисление комбинации выполняется два раза за один период цикла взвешивания и весовые бункеры-дозаторы 4 выполняют операцию разгрузки два раза за один период цикла взвешивания, обеспечивается высокоскоростная операция разгрузки и производительность повышается.
Тем не менее, даже когда комбинационный весовой дозатор, показанный на Фиг.12, сконфигурирован так, чтобы выполнять работу в двухсменном режиме, скорость требующих взвешивания объектов, которые были разгружены из весовых бункеров-дозаторов 4 и проскальзывают по накапливающему лотку 12, не увеличивается. По этой причине на накапливающем лотке расстояние между партией требующих взвешивания объектов, которые были разгружены из весовых бункеров-дозаторов 4, выбранных для формирования предыдущей комбинации, и партией требующих взвешивания объектов, которые разгружаются из весовых бункеров-дозаторов 4, выбранных для формирования следующей комбинации, недостаточно велико, и есть вероятность, что требующие взвешивания объекты в предыдущей и следующей комбинациях будут смешаны, что осложняет выполнение высокоскоростной операции разгрузки. Для решения этой проблемы могут быть предоставлены два накапливающих лотка, как показано на Фиг.13.
Фиг.13(а) представляет собой схематический частичный боковой разрез, иллюстрирующий второй пример обычного комбинационного весового дозатора. Фиг.13(b) представляет собой вид сверху накапливающих лотков (внутреннего лотка и внешнего лотка) и весовых бункеров-дозаторов комбинационного весового дозатора. Данный комбинационный весовой дозатор сконфигурирован так, что нижний лоток интегрирован в комбинационный весовой дозатор, раскрытый в патентном документе 1, чтобы разгружать требующие взвешивания объекты в упаковочную машину с одним входом.
В данном комбинационном весовом дозаторе предоставлено два накапливающих лотка, то есть внутренний лоток 6g и внешний лоток 6h, и каждый весовой бункер-дозатор 4 имеет две заслонки (не показаны), чтобы иметь возможность селективной разгрузки требующих взвешивания объектов во внутренний лоток 6g или во внешний лоток 6h, который расположен под ними. В добавление, накапливающий бункер-дозатор 7g предоставлен у разгрузочного отверстия 6ge в нижней части внутреннего лотка 6g, чтобы удерживать и разгружать требующие взвешивания объекты, а накапливающий бункер-дозатор 7h предоставлен у разгрузочного отверстия 6he в нижней части внешнего лотка 6h, чтобы удерживать и разгружать требующие взвешивания объекты. Сверх того, один нижний лоток 8 предоставлен под двумя накапливающими лотками 7g и 7h, чтобы подавать требующие взвешивания объекты, которые были разгружены из накапливающих бункеров-дозаторов 7g и 7h, в один вход упаковочной машины. Блок 31 управления управляет работой всего комбинационного весового устройства и выполняет вычисление комбинации. Данный комбинационный весовой дозатор сконфигурирован так, чтобы выполнять работу в двухсменном режиме таким образом, чтобы весовые бункеры-дозаторы 4, попеременно выбираемые для формирования комбинаций, попеременно разгружали требующие взвешивания объекты во внутренний лоток 6g и внешний лоток 6h и чтобы накапливающий бункер-дозатор 7g и накапливающий бункер-д6озатор 7h попеременно разгружали требующие взвешивания объекты в нижний лоток 8. Так, требующие взвешивания объекты разгружаются из разгрузочного отверстия 8e нижнего лотка 8 по два раза за период одного цикла взвешивания. Соответственно, обеспечивается высокоскоростная работа. Кроме того, поскольку весовые бункеры-дозаторы 4 разгружают требующие взвешивания объекты в каждый из внутреннего лотка 6g и внешнего лотка 6h только один раз в течение периода одного цикла взвешивания, на каждом лотке обеспечивается достаточное расстояние между партией требующих взвешивания объектов, которые были разгружены ранее, и партией требующих взвешивания объектов, которые разгружаются следом.
В тех случаях, когда комбинационный весовой дозатор не снабжен нижним лотком 8, две упаковочные машины или упаковочная машина с двумя входами располагается под комбинационным весовым дозатором, и требующие взвешивания объекты, которые были разгружены из накапливающих бункеров-дозаторов 7g и 7h, подаются в соответствующие входы упаковочной машины. В этом случае путем работы в двухсменном режиме требующие взвешивания объекты разгружаются один раз в каждый из двух входов упаковочной машины в течение периода одного цикла взвешивания. То есть независимо от наличия или отсутствия нижнего лотка 8 требующие взвешивания объекты разгружаются всего два раза в течение периода одного цикла взвешивания. Соответственно, производительность в течение заданного временного периода может быть увеличена.
Патентный документ 2 раскрывает конфигурацию комбинационного весового дозатора, который способен выполнять операцию разгрузки комбинации на более высокой скорости. В этой конфигурации воронкообразный внутренний лоток расположен под весовыми бункерами-дозаторами, а правый и левый наружные лотки расположены так, чтобы окружать внутренний лоток. Промежуточные бункеры-дозаторы соответствующим образом предоставлены у разгрузочных отверстий в нижних частях этих трех лотков. Кроме того, три бункера-дозатора первой очереди расположены под тремя промежуточными бункерами-дозаторами так, чтобы разгружать требующие взвешивания объекты в первый нижний лоток, а три бункера дозатора второй очереди расположены под тремя промежуточными бункерами-дозаторами так, чтобы разгружать требующие взвешивания объекты во второй нижний лоток. Требующие взвешивания объекты могут подаваться из первого и второго нижних лотков в две упаковочные машины или в одну упаковочную машину с двумя входами. В этом случае комбинация для разгрузки требующих взвешивания объектов в правый внешний лоток определяется путем выбора весовых бункеров-дозаторов из правой группы, а комбинация для разгрузки требующих взвешивания объектов в левый внешний лоток определяется путем выбора весовых бункеров-дозаторов из левой группы, а комбинация для разгрузки требующих взвешивания объектов во внутренний лоток выбирается из остальных весовых бункеров-дозаторов. Весовые бункеры-дозаторы, выбранные для формирования этих трех комбинаций, разгружают требующие взвешивания объекты одновременно, и промежуточные бункеры-дозаторы, предоставленные у разгрузочных отверстий этих трех лотков, удерживают требующие взвешивания объекты. Каждый промежуточный бункер-дозатор разгружает требующие взвешивания объекты попеременно в один из трех бункеров-дозаторов первой очереди и один из трех бункеров-дозаторов второй очереди. Три бункера-дозатора первой очереди последовательно разгружают требующие взвешивания объекты в первый нижний лоток, тогда как три бункера-дозатора второй очереди последовательно разгружают требующие взвешивания объекты во второй нижний лоток.
Патентный документ 1 - японская опубликованная патентная заявка №Sho. 57-125322.
Патентный документ 2 - японская рассмотренная патентная заявка №Hei. 8 - 1395.
Раскрытие изобретения
Проблемы, решаемые с помощью изобретения
Тем не менее, в конфигурации на Фиг.13, поскольку разгрузочные отверстия 6ge и 6he внутреннего лотка 6g и внешнего лотка 6h, снабженные накапливающим бункером-дозатором 7g и накапливающим бункером-дозатором 7h соответственно, расположены далеко от центра окружности, формируемой позициями расположения весовых бункеров-дозаторов 4, и расстояние, на которое транспортируются требующие взвешивания объекты, разгружаемые из весового бункера-дозатора 4 в лоток 6g или 6h, до соответствующего разгрузочного отверстия 6ge или 6he (накапливающего бункера-дозатора 7g или 7h), а также наклон лотка значительно варьируют в зависимости от местоположения весового бункера-дозатора 4, имеет место значительное различие во времени, когда требующие взвешивания объекты, которые были транспортированы по лотку 6g или 6h, достигают разгрузочного отверстия 6ge или 6he (накапливающего бункера-дозатора 7g или 7h), и время, необходимое для транспортировки требующих взвешивания объектов по накапливающему лотку 6g или 6h, становится длительным, в зависимости от местоположения весового бункера-дозатора 4. В частности, поскольку требующие взвешивания объекты, которые были разгружены во внешний лоток 6h из весового бункера-дозатора 4 (например, весового бункера-дозатора 4, расположенного справа на Фиг.13(a)), расположенного далеко от накапливающего бункера-дозатора 7h, транспортируются по внешнему лотку 6h, расположенному так, чтобы окружать периферию внутреннего лотка 6g, и достигают накапливающего бункера-дозатора 7h, они доходят до накапливающего бункера-дозатора 7h позже, чем требующие взвешивания объекты, которые были разгружены из весового бункера-дозатора 4 (например, весового бункера-дозатора 4, расположенного слева на Фиг. 13(a)), расположенного ближе к накапливающему бункеру-дозатору 7h. По этой причине с момента, когда передняя часть пакета требующих взвешивания объектов, которые были одновременно разгружены из множества весовых бункеров-дозаторов 4 во внешний лоток 6h, достигает накапливающего бункера-дозатора 7h, до момента, когда хвостовая часть пакета требующих взвешивания объектов достигает накапливающего бункера-дозатора 7h, проходит много времени. В этом случае, если скорость работы не будет уменьшена, также невозможно обеспечить достаточное расстояние между партией требующих взвешивания объектов, которые ранее были разгружены во внешний лоток 6h, и партией требующих взвешивания объектов, которые разгружаются в накапливающий лоток 6h следом, и существует вероятность их смешивания, в зависимости от характеристики требующих взвешивания объектов, например, если требующие взвешивания объекты имеют большие размеры (объемная плотность имеет низкое значение). Это осложняет обеспечение высокоскоростной работы комбинационного весового дозатора. В том случае, когда для предотвращения отказа разгрузки требующих взвешивания объектов из весового бункера-дозатора 4, который расположен далеко от накапливающего бункера-дозатора 7, во внешний лоток 6h вычисление комбинации выполняется без использования измеренной величины весового бункера-дозатора 4 (заданного весового бункера-дозатора), который расположен далеко от накапливающего бункера-дозатора 7h, чтобы предотвратить выбор этого весового бункера-дозатора 4 для формирования комбинации разгрузки требующих взвешивание объектов во внешний лоток 6h, точность взвешивания комбинации (точной взвешивания величин веса комбинации) для требующих взвешивания объектов, которые разгружаются во внешний лоток 6h, становится низкой.
Кроме того, внешний лоток 6h расположен так, что требующие взвешивания объекты, которые были разгружены во внешний лоток 6h из весового бункера-дозатора 4, расположенного ближе к накапливающему бункеру-дозатору 7g внутреннего лотка 6g, транспортируются в накапливающий бункер-дозатор 7h через наружную часть периферии внутреннего лотка 6g. Следовательно, накапливающий лоток, состоящий из внешнего лотка и внутреннего лотка, имеет сложную конструкцию.
Более того, в вышеописанной конфигурации согласно патентному документу 2, поскольку каждый из трех промежуточных бункеров-дозаторов, предоставленных, соответственно, у нижнего лотка и правого и левого внешних лотков, должен селективно разгружать требующие взвешивания объекты в направлении бункера-дозатора первой очереди или в противоположном направлении бункера-дозатора второй очереди, разгрузочные заслонки промежуточных бункеров-дозаторов имеют сложную конструкцию.
Настоящее изобретения было сделано для решения вышеописанной проблемы, и целью настоящего изобретения является предоставление комбинационного весового дозатора, который снабжен накапливающим лотком с относительной простой конструкцией и который способен сократить время, необходимое для транспортировки требующих взвешивания объектов по накапливающему лотку, без уменьшения точности взвешивания комбинации и независимо от характеристики почти всех требующих взвешивания объектов, тем самым обеспечивая высокоскоростную работу. Еще одной целью настоящего изобретения является предоставление комбинационного весового дозатора, который способен разгружать требующие взвешивания объекты в два входа упаковочной машины, используя простую структуру.
Средство для решения проблемы
Для достижения вышеописанной цели комбинационный весовой дозатор согласно первому аспекту настоящего изобретения содержит множество комбинационных бункеров-дозаторов, которые расположены в форме окружности и в каждый из которых подаются требующие взвешивания объекты, причем каждый комбинационный бункер-дозатор сконфигурирован так, чтобы иметь возможность селективно разгружать требующие взвешивания объекты в направлении внутрь формы окружности или в направлении наружу из формы окружности;
внутренний лоток, который расположен под комбинационными бункерами-дозаторами и который сконфигурирован так, чтобы собирать требующие взвешивания объекты, которые были разгружены из комбинационных бункеров-дозаторов в направлении внутрь, и чтобы разгружать требующие взвешивания объекты из разгрузочного отверстия, предоставленного в его нижней части;
множество внешних лотков, которые расположены под комбинационными бункерами-дозаторами рядом друг с другом так, чтобы окружать внутренний лоток, причем внешние лотки сконфигурированы так, чтобы собирать требующие взвешивания объекты, которые были разгружены в направлении наружу из комбинационных бункеров-дозаторов, и чтобы разгружать требующие взвешивания объекты из разгрузочного отверстия, предоставленного в его нижней части;
средство вычисления комбинации, которое сконфигурировано так, чтобы определять первую комбинацию разгрузки и вторую комбинацию разгрузки, причем каждая из первой комбинации разгрузки и второй комбинации разгрузки включает в себя комбинационные бункеры-дозаторы, которые выбраны из комбинационных бункеров-дозаторов, расположенных над внутренним лотком и множеством внешних лотков, и каждый из которых имеет величину веса комбинации, лежащую в допустимом диапазоне относительно целевой величины веса, причем величина веса комбинации равна сумме весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами; и
средство управления, которое сконфигурировано так, чтобы приводить комбинационные бункеры-дозаторы, формирующие первую комбинацию разгрузки для разгрузки требующих взвешивания объектов в направлении внутрь, к разгрузке требующих взвешивания объектов во внутренний лоток, и чтобы приводить комбинационные бункеры-дозаторы, формирующие вторую комбинацию разгрузки для разгрузки требующих взвешивания объектов в направлении наружу, к разгрузке требующих взвешивания объектов во внешний лоток.
В такой конфигурации, поскольку множество внешних лотков расположены так, чтобы окружать внутренний лоток, конструкция является относительно простой, и предоставляется возможным сократить и, по существу, уравнять расстояния, на которые транспортируются требующие взвешивания объекты, разгруженные из комбинационных бункеров-дозаторов в соответствующие внешние лотки, по соответствующим внешним лоткам, независимо от местоположения комбинационных бункеров-дозаторов. Кроме того, независимо от характеристик почти всех требующих взвешивания объектов, все требующие взвешивания объекты, которые были разгружены из комбинационных бункеров-дозаторов в связанные внешние лотки, могут быть разгружены из разгрузочных отверстий соответствующих внешних лотков за короткое время. Соответственно, этот комбинационный весовой дозатор может иметь накапливающие лотки (внутренний лоток и внешний лоток) с относительно простой структурой, и он способен работать на высокой скорости путем сокращения времени, требуемого для транспортировки требующих взвешивания объектов по накапливающим лоткам, независимо от характеристик почти всех требующих взвешивания объектов без ухудшения точности взвешивания комбинации.
В комбинационном весовом дозаторе второго аспекта согласно комбинационному весовому дозатору первого аспекта средство вычисления комбинации сконфигурировано так, чтобы выполнять повторяющиеся процессы комбинирования таким образом, что:
вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, чтобы определить в качестве оптимальной комбинации одну комбинацию, формируемую комбинационными бункерами-дозаторами, в которых величина веса комбинации находится в допустимом диапазоне относительно целевой величины веса, и вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, которые не входят в оптимальную комбинацию, определенную в предшествующем процессе комбинирования, в последующем процессе комбинирования в n (где n больше единицы) последовательных процессах комбинирования в повторяющихся процессах комбинирования, чтобы поочередно определять оптимальные комбинации, определяемые последовательно в повторяющихся процессах комбинирования, как первую комбинацию разгрузки и вторую комбинацию разгрузки;
причем средство управления сконфигурировано так, чтобы приводить комбинационные бункеры-дозаторы, формирующие первую комбинацию разгрузки, и комбинационные бункеры-дозаторы, формирующие вторую комбинацию разгрузки, к поочередной разгрузке требующих взвешивания объектов на основании первой комбинации разгрузки и второй комбинации разгрузки, поочередно определяемых средством вычисления комбинации; и
при этом средство управления сконфигурировано так, чтобы подавать в один и тот же вход упаковочной машины требующие взвешивания объекты, которые были разгружены из разгрузочного отверстия внутреннего лотка, требующие взвешивания объекты, которые были разгружены из разгрузочных отверстий множества внешних лотков.
В такой конфигурации, поскольку процесс комбинирования может выполняться n раз в течение периода одного рабочего цикла (например, одного периода взвешивания), и требующие взвешивания объекты могут быть разгружены в один и тот же вход упаковочной машины n раз в течение периода одного рабочего цикла, производительность в течение заданного времени может быть повышена. В добавление, поскольку требующие взвешивания объекты, находящиеся в комбинационных бункерах-дозаторах, разгружаются поочередно во внутренний лоток и во внешний лоток для соответствующих комбинаций разгрузки, определяемых последовательно, то есть поскольку требующие взвешивания объекты разгружаются из комбинационных бункеров-дозаторов во внутренний лоток и во внешний лоток только n/2 раз в течение периода одного рабочего цикла, между партиями требующих взвешивания объектов, которые были разгружены ранее, и партией требующих взвешивания объектов, которые разгружаются следом, может быть обеспечено достаточное расстояние. В случае, когда n=2, выполняется работа в двухсменном режиме, между тем, когда n=3, выполняется работа в трехсменном режиме.
В комбинационном весовом дозаторе третьего аспекта согласно комбинационному весовому дозатору первого аспекта средство вычисления комбинации сконфигурировано так, чтобы выполнять повторяющиеся процессы комбинирования таким образом, что:
вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, чтобы определить в качестве оптимальной комбинации одну комбинацию, формируемую комбинационными бункерами-дозаторами, в которых величина веса комбинации находится в допустимом диапазоне относительно целевой величины веса, и вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, которые не входят в оптимальную комбинацию, определенную в предшествующем процессе комбинирования, в последующем процессе комбинирования в n (где n больше единицы) последовательных процессах комбинирования в повторяющихся процессах комбинирования, чтобы поочередно определять оптимальные комбинации, определяемые последовательно в повторяющихся процессах комбинирования, как первую комбинацию разгрузки и вторую комбинацию разгрузки;
причем средство управления сконфигурировано так, чтобы приводить комбинационные бункеры-дозаторы, формирующие первую комбинацию разгрузки, и комбинационные бункеры-дозаторы, формирующие вторую комбинацию разгрузки, к поочередной разгрузке требующих взвешивания объектов на основании первой комбинации разгрузки и второй комбинации разгрузки, поочередно определяемых средством вычисления комбинации; и
при этом средство управления сконфигурировано так, чтобы подавать требующие взвешивания объекты, которые были разгружены из разгрузочного отверстия внутреннего лотка, в первый вход упаковочной машины, и чтобы подавать требующие взвешивания объекты, которые были разгружены из разгрузочных отверстий множества внешних лотков, во второй вход упаковочной машины.
В такой конфигурации, поскольку процесс комбинирования может выполняться n раз в течение периода одного рабочего цикла (например, одного периода цикла взвешивания) и требующие взвешивания объекты могут быть разгружены в каждый из двух входов упаковочной машины n/2 раз (n раз в сумме) в течение периода одного рабочего цикла, производительность в течение заданного времени может быть повышена. В добавление, поскольку требующие взвешивания объекты, находящиеся в комбинационных бункерах-дозаторах, разгружаются поочередно во внутренний лоток и во внешний лоток для соответствующих комбинаций разгрузки, определяемых последовательно, то есть поскольку требующие взвешивания объекты разгружаются из комбинационных бункеров-дозаторов в каждый из внутреннего лотка и внешнего лотка только n/2 раз в течение периода одного рабочего цикла, между партией требующих взвешивания объектов, которые были разгружены ранее, и партией требующих взвешивания объектов, которые разгружаются на каждый из лотков следом, может быть обеспечено достаточное расстояние. В случае, когда n=2, выполняется работа в двухсменном режиме, между тем, когда n=3, выполняется работа в трехсменном режиме.
В комбинационном весовом дозаторе четвертого аспекта согласно комбинационному весовому дозатору первого аспекта средство вычисления комбинации сконфигурировано так, чтобы выполнять процесс комбинирования так, чтобы вычисление комбинации выполнялось на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, чтобы определить две комбинации, которые не включают один и тот же комбинационный бункер-дозатор и в котором величины веса комбинации, полученные в результате вычисления комбинации, находятся в допустимом диапазоне относительно целевой величины веса, и чтобы определять одну из упомянутых двух комбинаций как первую комбинацию разгрузки, а другую комбинацию как вторую комбинацию разгрузки;
причем средство управления сконфигурировано так, чтобы приводить комбинационные бункеры-дозаторы, формирующие первую комбинацию разгрузки, и комбинационные бункеры-дозаторы, формирующие вторую комбинацию разгрузки, к одновременной разгрузке требующих взвешивания объектов; и
при этом средство управления сконфигурировано так, чтобы подавать требующие взвешивания объекты, которые были разгружены из разгрузочного отверстия внутреннего лотка, в первый вход упаковочной машины, и чтобы подавать требующие взвешивания объекты, которые были разгружены из разгрузочных отверстий множества внешних лотков, во второй вход упаковочной машины.
В такой конфигурации, поскольку в одном процессе комбинирования определяются две комбинации разгрузки, и требующие взвешивания объекты этих двух комбинаций разгрузки разгружаются одновременно, производительность в течение заданного времени может быть улучшена.
В добавление, поскольку требующие взвешивания объекты внутри комбинационных бункеров-дозаторов, формирующих одну из двух комбинаций разгрузки, разгружаются во внутренний лоток, и требующие взвешивания объекты внутри комбинационных бункеров-дозаторов, формирующих другую комбинацию разгрузки, разгружаются во внешний лоток, между партией требующих взвешивания объектов, разгруженных ранее, и партией требующих взвешивания объектов, разгружаемой на каждый из упомянутых лотков следом, может быть обеспечено достаточное расстояние. Сверх того, поскольку две комбинации разгрузки определяются одновременно, веса требующих взвешивания объектов нескольких комбинационных бункеров-дозаторов могут быть использованы при вычислении комбинации для определения двух комбинаций разгрузки. В результате точность взвешивания комбинации для требующих взвешивания объектов, которые разгружаются, в целом может быть увеличена.
В комбинационном весовом дозаторе пятого аспекта, согласно комбинационному весовому дозатору четвертого аспекта, средство вычисления комбинации сконфигурировано так, чтобы выполнять вычисление комбинации на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, не входящими в первую и вторую комбинации разгрузки, которые были определены в предыдущем процессе комбинирования, в последующем процессе комбинирования, в k (где k больше единицы) последовательных процессах комбинирования в повторяющихся процессах комбинирования.
В такой конфигурации, поскольку комбинационный процесс выполняется k раз за период одного рабочего цикла (например, период одного цикла взвешивания) и требующие взвешивания объекты могут быть разгружены из каждого из внутреннего лотка и внешнего лотка k раз за период одного рабочего цикла, данный комбинационный весовой дозатор может быть с легкостью адаптирован к двум упаковочным машинам, работающим на высокой скорости, или к упаковочной машине сдвоенного типа, работающей на высокой скорости. Например, k может быть равно 2, 3 и т.д.
В комбинационном весовом дозаторе шестого аспекта согласно комбинационному весовому аспекту первого аспекта у разгрузочного отверстия внутреннего лотка предоставлен первый накапливающий бункер-дозатор, чтобы удерживать требующие взвешивания объекты, которые были разгружены из разгрузочного отверстия внутреннего лотка, и чтобы разгружать эти требующие взвешивания объекты, а у разгрузочных отверстий множества внешних лотков, соответственно, предоставлено множество вторых накапливающих бункеров-дозаторов, чтобы удерживать требующие взвешивания объекты, которые были разгружены из разгрузочных отверстий внешних лотков, и чтобы разгружать эти требующие взвешивания объекты. Кроме того, средство управления сконфигурировано так, чтобы управлять первым накапливающим бункером-дозатором, удерживающим требующие взвешивания объекты, которые были разгружены из комбинационных бункеров-дозаторов, и множеством вторых накапливающих бункеров-дозаторов, удерживающих требующие взвешивания объекты, которые были разгружены из комбинационных бункеров-дозаторов, чтобы приводить первый накапливающий бункер-дозатор к разгрузке требующих взвешивания объектов и чтобы приводить множество вторых накапливающих бункеров-дозаторов к одновременной разгрузке требующих взвешивания объектов.
В такой конфигурации, поскольку первый и вторые накапливающие бункеры-дозаторы предоставлены так, что требующие взвешивания объекты разгружаются в скомпонованном состоянии, упаковочная машина может с легкостью выполнять операцию упаковки для упаковки требующих взвешивания объектов.
В комбинационном весовом дозаторе седьмого аспекта согласно комбинационному весовому дозатору шестого аспекта средство вычисления комбинации сконфигурировано так, чтобы определять вторую комбинацию разгрузки таким образом, что требующие взвешивания объекты, которые были разгружены из комбинационных бункеров-дозаторов, формирующих вторую комбинацию разгрузки, разгружаются, по меньшей мере, в два внешних лотка.
В такой конфигурации, поскольку вторая комбинация разгрузки определяется так, чтобы включать в себя комбинационные бункеры-дозаторы, расположенные над соответствующими, по меньшей мере, двумя внешними лотками, то есть комбинационные бункеры-дозаторы, соответствующие соответствующим, по меньшей мере, двум внешним лоткам, и требующие взвешивания объекты, соответствующие этой комбинации, собираются в соответствующие, по меньшей мере, два накапливающих бункера-дозатора, и размер (объем) вторых накапливающих бункеров-дозаторов может быть уменьшен.
В комбинационном весовом дозаторе восьмого аспекта согласно комбинационному весовому дозатору шестого аспекта средство вычисления комбинации сконфигурировано так, чтобы выполнять повторяющиеся процессы комбинирования таким образом, что: вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, чтобы определить в качестве оптимальной комбинации одну комбинацию, формируемую комбинационными бункерами-дозаторами, в которых величина веса комбинации находится в допустимом диапазоне относительно целевой величины веса, и вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, которые не входят в оптимальную комбинацию, определенную в предшествующем процессе комбинирования, в последующем процессе комбинирования в n (где n больше единицы) последовательных процессах комбинирования в повторяющихся процессах комбинирования, чтобы поочередно определять оптимальные комбинации, определяемые последовательно в повторяющихся процессах комбинирования, как первую комбинацию разгрузки и вторую комбинацию разгрузки. Кроме того, средство управления сконфигурировано так, чтобы приводить комбинационные бункеры-дозаторы, формирующие первую комбинацию разгрузки, и комбинационные бункеры-дозаторы, формирующее вторую комбинацию разгрузки, к поочередной разгрузке требующих взвешивания объектов, и чтобы приводить первый накапливающий бункер-дозатор и множество вторых накапливающих бункеров-дозаторов к поочередной разгрузке требующих взвешивания объектов на основании первой комбинации разгрузки и второй комбинации разгрузки, которые поочередно определяются средством вычисления комбинации. Также средство управления сконфигурировано так, чтобы подавать в один и тот же вход упаковочной машины требующие взвешивания объекты, которые были разгружены из первого накапливающего бункера-дозатора, и требующие взвешивания объекты, которые были разгружены из множества вторых накапливающих бункеров-дозаторов.
В такой конфигурации могут быть обеспечены такие же преимущества, что и в случае комбинационного весового дозатора второго аспекта. И в добавление, поскольку первый и вторые накапливающие бункеры-дозаторы предоставлены так, что требующие взвешивания объекты разгружаются в скомпонованном состоянии, упаковочная машина может с легкостью выполнять операцию упаковки для упаковки требующих взвешивания объектов.
В комбинационном весовом дозаторе девятого аспекта согласно комбинационному весовому дозатору шестого аспекта средство вычисления комбинации сконфигурировано так, чтобы выполнять повторяющиеся процессы комбинирования таким образом, что:
вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, чтобы определить в качестве оптимальной комбинации одну комбинацию, формируемую комбинационными бункерами-дозаторами, в которых величина веса комбинации находится в допустимом диапазоне относительно целевой величины веса, и вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, которые не входят в оптимальную комбинацию, определенную в предшествующем процессе комбинирования, в последующем процессе комбинирования в n (где n больше единицы) последовательных процессах комбинирования в повторяющихся процессах комбинирования, чтобы поочередно определять оптимальные комбинации, определяемые последовательно в повторяющихся процессах комбинирования, как первую комбинацию разгрузки и вторую комбинацию разгрузки. Кроме того, средство управления сконфигурировано так, чтобы приводить комбинационные бункеры-дозаторы, формирующие первую комбинацию разгрузки, и комбинационные бункеры-дозаторы, формирующее вторую комбинацию разгрузки, к поочередной разгрузке требующих взвешивания объектов, и чтобы приводить первый накапливающий бункер-дозатор и множество вторых накапливающих бункеров-дозаторов к поочередной разгрузке требующих взвешивания объектов на основании первой комбинации разгрузки и второй комбинации разгрузки, которые поочередно определяются средством вычисления комбинации. Также средство управления сконфигурировано так, чтобы подавать требующие взвешивания объекты, которые были разгружены из первого накапливающего бункера-дозатора, в первый вход упаковочной машины и подавать требующие взвешивания объекты, которые были разгружены из множества вторых накапливающих бункеров-дозаторов, во второй вход упаковочной машины.
В такой конфигурации, могут быть обеспечены такие же преимущества, что и в случае комбинационного весового дозатора третьего аспекта. И в добавление, поскольку первый и вторые накапливающие бункеры-дозаторы предоставлены так, что требующие взвешивания объекты разгружаются в скомпонованном состоянии, упаковочная машина может с легкостью выполнять операцию упаковки для упаковки требующих взвешивания объектов. Сверх того, поскольку требующие взвешивания объекты, которые были разгружены из первого накапливающего бункера-дозатора, подаются в первый вход упаковочной машины и требующие взвешивания объекты, которые были разгружены из множества вторых накапливающих бункеров-дозаторов, подаются во второй вход упаковочной машины, этого достаточно для конфигурации, в которой первый накапливающий бункер-дозатор и множество вторых накапливающих бункеров-дозаторов могут разгружать требующие взвешивания объекты только в заданных направлениях. Соответственно, разгрузочные заслонки накапливающих бункеров-дозаторов имеют простую конструкцию.
В комбинационном весовом дозаторе десятого аспекта согласно комбинационному весовому дозатору шестого аспекта средство вычисления комбинации сконфигурировано так, чтобы выполнять процесс комбинирования так, чтобы вычисление комбинации выполнялось на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, чтобы определить две комбинации, которые не включают один и тот же комбинационный бункер-дозатор, и в котором величины веса комбинации, полученные в результате вычисления комбинации, находятся в допустимом диапазоне относительно целевой величины веса, и чтобы определять одну из упомянутых двух комбинаций как первую комбинацию разгрузки, а другую комбинацию как вторую комбинацию разгрузки;
причем средство управления сконфигурировано так, чтобы приводить комбинационные бункеры-дозаторы, формирующие первую комбинацию разгрузки, и комбинационные бункеры-дозаторы, формирующие вторую комбинацию разгрузки, к одновременной разгрузке требующих взвешивания объектов, и чтобы приводить первый накапливающий бункер-дозатор и вторые накапливающие бункеры-дозаторы к одновременной разгрузке требующих взвешивания объектов; и
причем также средство управления сконфигурировано так, чтобы подавать требующие взвешивания объекты, которые были разгружены из первого накапливающего бункера-дозатора, в первый вход упаковочной машины, и подавать требующие взвешивания объекты, которые были разгружены из множества вторых накапливающих бункеров-дозаторов, во второй вход упаковочной машины.
В такой конфигурации могут быть обеспечены такие же преимущества, что и в случае комбинационного весового дозатора четвертого аспекта. И в добавление, поскольку первый и вторые накапливающие бункеры-дозаторы предоставлены так, что требующие взвешивания объекты разгружаются в скомпонованном состоянии, упаковочная машина может с легкостью выполнять операцию упаковки для упаковки требующих взвешивания объектов. Более того, поскольку требующие взвешивания объекты, которые были разгружены из первого накапливающего бункера-дозатора, подаются в первый вход упаковочной машины, и требующие взвешивания объекты, которые были разгружены из множества вторых накапливающих бункеров-дозаторов, подаются во второй вход упаковочной машины, этого достаточно для конфигурации, в которой первый накапливающий бункер-дозатор и множество вторых накапливающих бункеров-дозаторов могут разгружать требующие взвешивания объекты только в заданных направлениях. Соответственно, разгрузочные заслонки накапливающих бункеров-дозаторов имеют простую конструкцию.
В комбинационном весовом дозаторе одиннадцатого аспекта согласно комбинационному весовому дозатору десятого аспекта средство вычисления комбинации сконфигурировано так, чтобы выполнять вычисление комбинации на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, не входящими в первую и вторую комбинации разгрузки, которые были определены в предыдущем процессе комбинирования, в последующем процессе комбинирования, в k (где k больше единицы) последовательных процессах комбинирования в повторяющихся процессах комбинирования.
В такой конфигурации, поскольку комбинационный процесс выполняется k раз за период одного рабочего цикла (например, период одного цикла взвешивания) и требующие взвешивания объекты могут быть разгружены из каждого из внутреннего лотка и внешнего лотков k раз за период одного рабочего цикла (например, период одного цикла взвешивания), данный комбинационный весовой дозатор может быть с легкостью адаптирован к двум упаковочным машинам, работающим на высокой скорости, или к упаковочной машине сдвоенного типа, работающей на высокой скорости. Например, k может быть равно 2, 3 и т.д.
В комбинационном весовом дозаторе двенадцатого аспекта согласно комбинационному весовому дозатору четвертого или десятого аспекта процесс комбинирования, выполняемый средством вычисления комбинации, включает в себя:
первый процесс, в котором вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, чтобы определить в качестве оптимальных комбинаций те комбинации бункеров-дозаторов, в которых величины веса комбинации находятся в допустимом диапазоне относительно целевой величины веса, и определяется оптимальная пара комбинаций, состоящая из двух оптимальных комбинаций, которые не включают в себя один и тот же комбинационный бункер-дозатор; и
второй процесс, в котором для каждой пары оптимальных комбинаций вычисляется сумма абсолютных величин разностей между величинами веса комбинации первой и второй оптимальных комбинаций, включенных в пару оптимальных комбинаций, и целевой величиной веса, выбирается одна пара оптимальных комбинаций, в которой сумма абсолютных величин разностей имеет наименьшее значение, и одна из двух оптимальных комбинаций, формирующих выбранную пару оптимальных комбинаций, определяется как первая комбинация разгрузки, а другая оптимальная комбинация определяется как вторая комбинация разгрузки.
В такой конфигурации, поскольку выбирается пара оптимальных комбинаций, в которых сумма абсолютных величин разностей между величина веса комбинации оптимальных комбинаций и целевой величиной веса имеет наименьшее значение, и две оптимальные комбинации, входящие в пару оптимальных комбинаций, определяются как комбинации разгрузки, точность взвешивания комбинации для требующих взвешивания объектов, которые разгружаются из комбинационных бункеров-дозаторов, входящих в соответствующие комбинации разгрузки, в целом может быть повышена.
В комбинационном весовом дозаторе тринадцатого аспекта согласно комбинационному весовому дозатору четвертого или десятого аспекта процесс комбинирования, выполняемый средством вычисления комбинации, включает в себя:
первый процесс, в котором вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, чтобы определить в качестве допустимых комбинаций комбинации, формируемые из комбинационных бункеров-дозаторов, в которых величины веса комбинации находятся в допустимом диапазоне относительно целевой величины веса, из допустимых комбинаций m (где m больше единицы) допустимых комбинаций выбираются в качестве первых допустимых комбинаций путем предпочтения допустимых комбинаций, в которых абсолютные величины разностей между величинами веса комбинации и целевой величиной веса имеют наименьшее значение, одна допустимая комбинация, в которой абсолютная величина разности между величиной веса комбинации и целевой величиной веса имеет наименьшее значение, выбирается в качестве второй оптимальной комбинации из допустимых комбинаций, формируемых комбинационными бункерами-дозаторами, полученными путем исключения комбинационных бункеров-дозаторов, входящих в каждую из первых оптимальных комбинаций, чтобы определять m пар оптимальных комбинаций, каждая из которых формируется из соответствующих первой и второй оптимальных комбинаций; и
второй процесс, в котором для каждой пары оптимальных комбинаций вычисляется сумма абсолютных величин разностей между величинами веса комбинации оптимальных комбинаций, входящих в пару оптимальных комбинаций, и целевой величиной веса, выбирается одна пара оптимальных комбинаций, в которой сумма абсолютных величин разностей имеет наименьшее значение, и одна из первой и второй оптимальных комбинаций, формирующих выбранную пару оптимальных комбинаций, определяется как первая комбинация разгрузки, а другая оптимальная комбинация определяется как вторая комбинация разгрузки.
В такой конфигурации поскольку выбирается пара оптимальных комбинаций, в которой сумма абсолютных величин разностей между величинами веса комбинации первой и второй оптимальных комбинаций и целевой величиной веса имеет наименьшее значение и две оптимальные комбинации, входящие в пару оптимальных комбинаций, определяются как комбинации разгрузки, то точность взвешивания комбинации для требующих взвешивания объектов, которые разгружаются из комбинационных бункеров-дозаторов, входящих в соответствующие комбинации разгрузки, в целом может быть повышена.
В комбинационном весовом дозаторе четырнадцатого аспекта согласно комбинационному весовому дозатору четвертого или десятого аспекта процесс комбинирования выполняется средством вычисления комбинации так, что вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, чтобы определить в качестве допустимых комбинаций те комбинации, в которых величины веса комбинации находятся в допустимом диапазоне относительно целевой величины веса, из всех допустимых комбинаций одна допустимая комбинация, в которой абсолютная величина разностей между величиной веса комбинации и целевой величиной веса, выбирается в качестве первой оптимальной комбинации, одна допустимая комбинация, в которой абсолютная величина разности между величиной веса комбинации и целевой величиной веса имеет наименьшее значение, выбирается в качестве второй оптимальной комбинации из допустимых комбинаций, которые формируются комбинационными бункерами-дозаторами, получаемыми путем исключения комбинационных бункеров-дозаторов, входящих в первую оптимальную комбинацию, и одна из первой и второй оптимальных комбинаций определяется как первая комбинация разгрузки, а другая определяется как вторая комбинация разгрузки.
В такой конфигурации одна допустимая комбинация, в которой абсолютная величина разности между величиной веса комбинации и целевой величиной веса имеет наименьшее значение, выбирается в качестве первой оптимальной комбинации из всех допустимых комбинаций, одна допустимая комбинация, в которой абсолютная величина разности между величиной веса комбинации и целевой величиной веса имеет наименьшее значение, выбирается в качестве второй оптимальной комбинации из допустимых комбинаций комбинационных бункеров-дозаторов, которые получаются путем исключения комбинационных бункеров-дозаторов, входящих в первую оптимальную комбинацию, и эти две оптимальные комбинации, соответственно, определяются как комбинации разгрузки. Соответственно, точность взвешивания комбинации для требующих взвешивания объектов, которые разгружаются из комбинационных бункеров-дозаторов, входящих в соответствующие комбинации разгрузки, в целом может быть повышена.
В вышеописанном комбинационном весовом дозаторе комбинационные бункеры-дозаторы могут представлять собой весовые бункеры-дозаторы, каждый из которых имеет две весовые камеры, расположенные рядом друг с другом в направлении, в котором расположены комбинационные бункеры-дозаторы, и они измеряют веса требующие взвешивания объектов, которые подаются в весовые камеры, причем каждая весовая камера сконфигурирована так, чтобы селективно разгружать требующие взвешивания объекты в направлении внутрь или в направлении наружу; и средство вычисления комбинации может быть сконфигурировано так, чтобы определять первую комбинацию разгрузки и вторую комбинацию разгрузки так, чтобы каждая из первой комбинации разгрузки и второй комбинации разгрузки включала в себя весовые камеры, удерживающие требующие взвешивания объекты, чей общий вес находится в допустимом диапазоне относительно целевой величины веса.
В такой конфигурации, поскольку комбинационные бункеры-дозаторы являются весовыми бункерами-дозаторами, каждый из которых имеет две весовые камеры, обеспечивается возможность сдерживания роста диаметра круга, в котором расположены комбинационные бункеры-дозаторы, и увеличения количества величин веса, используемых в вычислении комбинации, так что обеспечивается повышение точности взвешивания комбинации.
В вышеописанном комбинационном весовом дозаторе множество весовых бункеров-дозаторов могут быть расположены над комбинационными бункерами-дозаторами так, чтобы соответствовать комбинационным бункерам-дозаторам и чтобы измерять веса требующих взвешивания объектов, которые удерживаются весовыми бункерами-дозаторами. Кроме того, комбинационные бункеры-дозаторы могут представлять собой запоминающие бункеры-дозаторы, каждый из которых имеет две вмещающие камеры, в которые подаются требующие взвешивания объекты, веса которых были измерены весовыми бункерами-дозаторами, причем каждая вмещающая камера сконфигурирована так, чтобы селективно разгружать требующие взвешивания объекты в направлении внутрь или в направлении наружу. Кроме того, каждый весовой бункер-дозатор может быть сконфигурирован так, чтобы иметь возможность селективно разгружать требующие взвешивания объекты в одну из двух вмещающих камер связанного запоминающего бункера-дозатора. Сверх того, средство вычисления комбинации может быть сконфигурировано так, чтобы определять первую комбинацию разгрузки и вторую комбинацию разгрузки таким образом, что каждая из первой и второй комбинаций разгрузки включает в себя вмещающие камеры, удерживающие требующие взвешивания объекты, чей общий вес находится в допустимом диапазоне относительно целевой величины веса.
В такой конфигурации, поскольку комбинационные бункеры-дозаторы являются запоминающими бункерами-дозаторами, каждый из которых имеет две вмещающие камеры, обеспечивается возможность сдерживания роста диаметра окружной формы, в которой расположены комбинационные бункеры-дозаторы, и увеличения количества величин веса, используемых в вычислении комбинации, так что обеспечивается повышение точности взвешивания комбинации.
В вышеописанном комбинационном весовом дозаторе комбинационные бункеры-дозаторы могут быть расположены вдоль двух верхних линий и одной нижней линии, причем комбинационные бункеры-дозаторы, расположенные на двух верхних линиях, могут представлять собой весовые бункеры-дозаторы, каждый из которых измеряет величину веса требующих взвешивания объектов, удерживаемых весовым бункером-дозатором, а комбинационные бункеры-дозаторы, расположенные на одной нижней линии, могут представлять собой запоминающие бункеры-дозаторы, каждый из которых соответствует двум весовым бункерам-дозаторам и в каждый из которых подаются требующие взвешивания объекты, вес которых был измерен весовым бункером-дозатором. Кроме того, требующие взвешивания объекты, которые разгружаются в направлении внутрь из весовых бункеров-дозаторов, расположенных на внутренней линии из двух верхних линий, могут быть разгружены во внутренний лоток, а требующие взвешивания объекты, которые разгружаются в направлении наружу из весовых бункеров-дозаторов, расположенных на внутренней линии, могут быть разгружены в соответствующий запоминающий бункер-дозатор. Кроме того, требующие взвешивания объекты, которые разгружаются в направлении внутрь из весовых бункеров-дозаторов, расположенных на внешней линии из двух верхних линий, могут быть разгружены в соответствующий запоминающий бункер-дозатор, а требующие взвешивания объекты, которые разгружаются в направлении наружу из весовых бункеров-дозаторов, расположенных на внешней линии, могут быть разгружены во внешний лоток.
В такой конфигурации, поскольку комбинационные бункеры-дозаторы представляют собой запоминающие бункеры-дозаторы на двух верхних линиях и запоминающие бункеры-дозаторы на одной нижней линии, обеспечивается возможность сдерживания роста диаметра окружной формы, в которой расположены комбинационные бункеры-дозаторы, и увеличения количества величин веса, используемых в вычислении комбинации, так что обеспечивается повышение точности взвешивания комбинации.
Полезные эффекты изобретения
Настоящее изобретение имеет вышеописанную конфигурацию и обеспечивает преимущества, заключающиеся в том, что комбинационный весовой дозатор имеет накапливающие лотки, сделанные с относительно простой конструкцией, и оно способно сокращать время, необходимое для транспортировки требующих взвешивания объектов по накапливающим лоткам независимо от характеристик почти всех требующих взвешивания объектов, и, соответственно, работать на высокой скорости без ухудшения точности взвешивания комбинации. К тому же, настоящее изобретение обеспечивает преимущество, заключающееся в том, что комбинационный весовой дозатор способен разгружать требующие взвешивания объекты в два входа упаковочной машины, используя простую структуру.
Вышеуказанные и дополнительные цели, отличительные признаки и преимущества настоящего изобретения будут очевидны из следующего подробного описания предпочтительных вариантов осуществления со ссылкой на сопутствующие чертежи.
Краткое описание чертежей
Фиг.1(a) - схематический частичный боковой разрез комбинационного весового дозатора согласно Примеру 1 первого варианта осуществления настоящего изобретения;
Фиг.1(b) - вид сверху накапливающих лотков и весовых бункеров-дозаторов комбинационного весового дозатора;
Фиг.2 - временная диаграмма, иллюстрирующая работу комбинационного весового дозатора в двухсменном режиме согласно первому варианту осуществления настоящего изобретения;
Фиг.3 - временная диаграмма, иллюстрирующая работу комбинационного весового дозатора в трехсменном режиме согласно первому варианту осуществления настоящего изобретения;
Фиг.4(a) - схематический частичный боковой разрез комбинационного весового дозатора согласно Примеру 2 первого варианта осуществления настоящего изобретения;
Фиг.4(b) - вид сверху накапливающих лотков и весовых бункеров-дозаторов комбинационного весового дозатора;
Фиг.5(a) - схематический частичный боковой разрез комбинационного весового дозатора согласно второму варианту осуществления настоящего изобретения;
Фиг.5(b) - схематический вид сверху накапливающих лотков и весовых бункеров-дозаторов комбинационного весового дозатора;
Фиг.5(c) - схематический вид сверху двух нижних лотков комбинационного весового дозатора;
Фиг.6 - схема последовательности операций, иллюстрирующая процедуру первого процесса комбинирования в комбинационном весовом дозаторе согласно второму варианту осуществления настоящего изобретения;
Фиг.7 - временная диаграмма, иллюстрирующая первый пример работы комбинационного весового дозатора согласно второму варианту осуществления настоящего изобретения;
Фиг.8 - временная диаграмма, иллюстрирующая второй пример работы комбинационного весового дозатора согласно второму варианту осуществления настоящего изобретения;
Фиг.9 - схема последовательности операций, иллюстрирующая процедуру второго процесса комбинирования в комбинационном весовом дозаторе согласно второму варианту осуществления настоящего изобретения;
Фиг.10(a) - схематический частичный боковой разрез, иллюстрирующий пример конфигурации комбинационного весового дозатора согласно второму варианту осуществления настоящего изобретения, который не снабжен накапливающим бункером-дозатором;
Фиг.10(b) - схематический вид сверху двух нижних лотков и трубок комбинационного весового дозатора;
Фиг.11(a)-11(d) - схематически виды, иллюстрирующие другие примеры бункеров-дозаторов для использования в комбинационных весовых дозаторах согласно первому и второму вариантам осуществления настоящего изобретения;
Фиг.12 - схематический частичный боковой разрез комбинационного весового дозатора согласно первому примеру обычного комбинационного весового дозатора;
Фиг.13(a) - схематический частичный боковой разрез комбинационного весового дозатора согласно второму примеру обычного комбинационного весового дозатора;
Фиг.13(b) - схематический вид сверху, иллюстрирующий накапливающие лотки и весовые бункеры-дозаторы комбинационного весового дозатора.
Описание ссылочных номеров
1- рассеивающий дозатор;
2- линейный дозатор;
3- питающий бункер-дозатор;
4- весовой бункер-дозатор;
5- центральный базовый корпус;
6a - внутренний лоток;
6b, 6c, 6d, 6e, 6f - внешний лоток;
7a, 7b, 7c, 7d, 7e, 7f - накапливающий бункер-дозатор;
8, 8L, 8R- нижний лоток;
20 - блок управления.
Наилучший вариант осуществления изобретения
Ниже, со ссылкой на прилагаемые чертежи, подробно описаны варианты осуществления настоящего изобретения.
Первый вариант осуществления
Пример 1
Фиг.1(a) представляет собой схематический частичный боковой разрез комбинационного весового дозатора согласно Примеру 1 первого варианта осуществления настоящего изобретения, а
Фиг.1(b) представляет собой схематический вид сверху накапливающих лотков (внутренних лотков и двух внешних лотков) комбинационного весового дозатора.
Как показано на Фиг.1(a), комбинационный весовой дозатор сконструирован так, что центральный базовый корпус (корпус) 5 расположен в центре комбинационного весового дозатора и поддерживается, например, на четырех ножках (не показаны), а рассеивающий дозатор 1, имеющий коническую форму, установлен на верхней части центрального базового корпуса 5, чтобы путем вибрации радиально рассеивать требующие взвешивания объекты, подаваемые из внешнего питающего устройства. Вокруг рассеивающего дозатора 1 предоставлено множество линейных дозаторов 2, чтобы посредством вибрации транспортировать требующие взвешивания объекты, которые были переданы из рассеивающего дозатора 1, в соответствующие питающие бункеры-дозаторы 3. Под линейными дозаторами 2 расположено множество питающих бункеров-дозаторов 3 и множество весовых бункеров-дозаторов 4, причем они расположены в форме окружности таким образом, что каждый питающий бункер-дозатор 3 и каждый весовой бункер-дозатор 4 соответствуют одному из линейных дозаторов 2. Рассеивающий дозатор 1, линейные дозаторы 2, питающие бункеры-дозаторы 3 и весовые бункеры-дозаторы 4 установлены на центральном базовом корпусе 5. Внутри центрального базового корпуса 5 расположены предназначенные для них узлы привода (вибрационное устройство для рассеивающего дозатора 1 и линейных дозаторов 2, открывающие и закрывающие заслонку устройства для питающих бункеров-дозаторов 3 и весовых бункеров-дозаторов 4 и т.д.). К каждому весовому бункеру-дозатору 4 прикреплен датчик 41 веса, такой как динамометрический датчик, который измеряет вес требующих взвешивания объектов, находящихся внутри весового бункера-дозатора 4. Датчики 41 веса расположены внутри центрального базового корпуса 5 вместе с узлами привода. Каждый датчик 41 веса выводит измеренную величину в блок 20 управления.
Под весовыми бункерами-дозаторами 4, расположенными в форме окружности, находится внутренний лоток 6a, имеющий, по существу, форму перевернутого усеченного конуса, а внешние лотки 6b и 6c расположены вокруг внутреннего лотка 6a таким образом, что внешние лотки 6b и 6c формируют две части формы, верхнее отверстие которого находится на одной оси с отверстием внутреннего лотка 6a. То есть два внешних лотка 6b и 6c расположены так, чтобы окружать верхнее отверстие внутреннего лотка 6a.
Каждый весовой бункер-дозатор 4 снабжен двумя заслонками, чтобы обеспечить возможность селективно разгружать требующие взвешивания объекты во внутренний лоток 6a или во внешний лоток 6a или 6b, расположенные под ним. На Фиг. 1(a) внутри окружности 21 проиллюстрированы, по существу, фактические формы весового бункера-дозатора 4 и заслонки. Более конкретно, каждый весовой бункер-дозатор 4 снабжен заслонкой (далее - внутренней заслонкой) 22 для разгрузки требующих взвешивания объектов во внутренний лоток 6a, и заслонкой (далее - внешней заслонкой) 23 для разгрузки требующих взвешивания объектов во внешний лоток 6b или 6c. Соответственно, часть нижней поверхности одной стороны весового бункера-дозатора 4, показанного на Фиг.1(b), соответствует внутренней заслонке 22, а часть нижней поверхности другой стороны соответствует внешней заслонке 23.
Группа B, включающая в себя весовые бункеры-дозаторы 4, расположенные над внешним лотком 6b, соответствует внешнему лотку 6b. Каждых из весовых бункеров-дозаторов 4 из группы B способен селективно разгружать требующие взвешивания объекты во внутренний лоток 6a или во внешний лоток 6b. Аналогично, группа C, включающая в себя весовые бункеры-дозаторы 4, расположенные над внешним лотком 6c, соответствует внешнему лотку 6c. Каждых из весовых бункеров-дозаторов 4 из группы C способен селективно разгружать требующие взвешивания объекты во внутренний лоток 6a или во внешний лоток 6c.
Накапливающие бункеры-дозаторы 7a, 7b и 7c предоставлены у разгрузочных отверстий 6ae, 6be и 6ce в нижних частях лотков 6a, 6b и 6c соответственно. Один нижний лоток 8 расположен под тремя накапливающими бункерами-дозаторами 7a, 7b и 7c. Нижний лоток 8 служит для транспортировки требующих взвешивания объектов, которые были разгружены из всех накапливающих бункеров-дозаторов 7a, 7b и 7c, и для их разгрузки через разгрузочное отверстие 8a, расположенное в его нижней части.
Под нижним лотком 8 комбинационного весового дозатора расположена одна упаковочная машина (например, упаковочная машина для расфасовки в пакетики с продольной транспортировкой объектов) с одним входом. Требующие взвешивания объекты, которые были разгружены из разгрузочного отверстия 8a нижнего лотка 8, подаются во вход упаковочной машины. При изготовлении упаковочных пакетов упаковочная машина загружает требующие взвешивания объекты, которые были выгружены из комбинационного весового дозатора, в упаковочные пакеты и упаковывает их. Так, в настоящем изобретении требующие взвешивания объекты, которые были разгружены из всех накапливающих бункеров-дозаторов 7a, 7b и 7c, конфигурируются так, чтобы быть поданными в один и тот же вход упаковочной машины.
Блок 20 управления включает в себя средство управления и средство вычисления комбинации, чтобы управлять работой комбинационного весового дозатора и чтобы выполнять процесс комбинирования для определения комбинации (комбинации разгрузки), формируемой из весовых бункеров-дозаторов 4, которые должны разгрузить требующие взвешивания объекты. В процессе комбинирования вычисление комбинации выполняется на основании измеренных величин (измеренных величин весов требующих взвешивания объектов, находящихся внутри весовых бункеров-дозаторов 4, которые определяются посредством датчиков 41 веса) весовых бункеров-дозаторов 4, чтобы определить одну комбинацию, образуемую из весовых бункеров-дозаторов 4, в которой величина веса комбинации, являющаяся суммой измеренных величин, находится в допустимом диапазоне (предопределенном диапазоне веса) относительно целевой величины веса, чтобы определить ее как оптимальную комбинацию. Если количество комбинаций, в которых измеренные величины находятся в допустимом диапазоне относительно целевой величины веса, больше одной, то комбинация, в которой, например, суммарная измеренная величина ближе всего к целевой величине веса (или комбинация, измеренная величина которой совпадает с целевой величиной веса, при наличии таковой), то есть комбинация, в которой абсолютная величина разности между суммарной измеренной величиной и целевой величиной веса имеет наименьшее значение, определяется как оптимальная комбинация. В первом варианте осуществления оптимальная комбинация является комбинацией разгрузки. В комбинационном весовом дозаторе целевая величина веса и допустимый диапазон относительно целевой величины веса устанавливаются предварительно. Допустимый диапазон определяется таким образом, что, например, целевая величина веса задается как нижняя пороговая величина, а величина, которая больше целевой величины веса, задается как верхняя пороговая величина. Например, когда целевая величина веса задается равной 400 г, нижняя пороговая величина допустимого диапазона устанавливается равной 400 г, что равно целевой величине веса, а верхняя пороговая величина допустимого диапазона устанавливается равной 420 г, что больше целевой величины веса. Альтернативно, допустимый диапазон может быть определен таким образом, что величина, которая меньше целевой величины веса, устанавливается как нижняя пороговая величина, а верхняя пороговая величина не устанавливается (в этом случае предполагается, что верхняя пороговая величина бесконечна).
Ниже описаны основные принципы работы комбинационного весового дозатора, сконфигурированного, как описано выше.
Требующие взвешивания объекты подаются из внешнего подающего устройства в рассеивающий дозатор 1. Рассеивающий дозатор 1 подает требующие взвешивания объекты в питающий бункер дозатор 3 через линейный дозатор 2. Питающий дозатор 3 подает требующие взвешивания объекты в весовой бункер-дозатор 4. Датчик 41 веса измеряет вес требующих взвешивания объектов, которые были поданы в каждый весовой бункер-дозатор 4, и передает измеренную величину в блок 20 управления. Далее, выполняется вышеописанный процесс комбинирования, чтобы определить оптимальную комбинацию. Весовые бункеры-дозаторы 4, выбранные для формирования оптимальной комбинации разгрузки, разгружают требующие взвешивания объекты, и питающий бункер-дозатор 3 подает требующие взвешивания объекты в пустые весовые бункеры-дозаторы 4. Линейный дозатор 2 подает требующие взвешивания объекты в пустой питающий бункер-дозатор 3.
В настоящем изобретении комбинационный процесс выполняется последовательно, и весовые бункеры-дозаторы 4 разгружают требующие взвешивания объекты таким образом, что направление разгрузки весовых бункеров-дозаторов 4 переключается для каждой оптимальной комбинации, определяемой в процессе комбинирования. Более конкретно, весовые бункеры-дозаторы 4 разгружают требующие взвешивания объекты попеременно во внутренний лоток 6a и во внешний лоток 6b или 6c для соответствующих комбинаций разгрузки, определяемых последовательно. В соответствии с разгрузкой накапливающий бункер-дозатор 7a внутреннего лотка и накапливающий бункер-дозатор 7b или 7c внешнего лотка попеременно разгружают требующие взвешивания объекты.
Ниже подробно описана работа комбинационного весового дозатора, выполняемая, когда комбинационный весовой дозатор сконфигурирован так, чтобы выполнять работу в двухсменном режиме. При работе в двухсменном режиме количество весовых бункеров-дозаторов 4 в каждой из групп B и C может быть установлено равным семи, так что общее количество весовых бункеров-дозаторов 4 в каждой из групп B и C составляет четырнадцать, а количестве весовых бункеров-дозаторов 4, которые будут выбраны в процессе комбинирования (количество весовых бункеров-дозаторов 4, которые будут выбраны для формирования оптимальной комбинации), может быть установлено равным четырем. Благодаря этому предоставляется возможность обеспечения точности взвешивания, по существу, такой же высокой, как и в случае работы в односменном режиме, выполняемой в условиях, когда общее количество весовых бункеров-дозаторов 4 равно десяти, а количество весовых бункеров-дозаторов 4, которые будут выбраны в процессе комбинирования, равно четырем. Фраза "количество весовых бункеров-дозаторов, которые будут выбраны в процессе комбинирования, устанавливается равным четырем" означает, что линейный дозатор 2 и другие сконфигурированы так, чтобы целевая величина подачи требующих взвешивания объектов, которые подаются из каждого питающего бункера-дозатора 3 в весовой бункер-дозатор 4 за один раз, равна примерно 1/4 целевой величины веса.
Фиг.2 представляет собой временную диаграмму, иллюстрирующую работу в двухсменном режиме, выполняемую в комбинационном весовом дозаторе согласно настоящему варианту осуществления.
Период Tw одного цикла взвешивания равен, например, временному периоду, необходимому для выполнения процедуры, в которой весовые бункеры-дозаторы 4, выбранные для формирования комбинации разгрузки, определенной в процессе комбинирования в предыдущем цикле взвешивания, начинают разгружать требующие взвешивания объекты, требующие взвешивания объекты последовательно подаются в весовые бункеры-дозаторы 4, формирующие комбинацию разгрузки, проходит время для стабилизации датчиков 41 веса, датчики 41 веса измеряют веса требующих взвешивания объектов, и далее выполняется процесс комбинирования для определения комбинации разгрузки с использованием, по меньшей мере, измеренных величин весовых бункеров-дозаторов 4. В Примере, показанном на Фиг.2, период Tw одного цикла взвешивания равен периоду одного рабочего цикла. Период одного рабочего цикла равен, например, временному периоду, необходимому для выполнения процедуры, в которой непосредственно после определения комбинации разгрузки в процессе комбинирования в предыдущем рабочем цикле весовые бункеры-дозаторы 4, выбранные для формирования комбинации разгрузки, разгружают требующие взвешивания объекты, требующие взвешивания объекты последовательно подаются в эти весовые бункеры-дозаторы 4, формирующие комбинацию разгрузки, проходит время для стабилизации датчиков 41 веса, датчики 41 веса измеряют веса требующих взвешивания объектов, и далее выполняется процесс комбинирования для определения комбинации разгрузки с использованием, по меньшей мере, измеренных величин весовых бункеров-дозаторов 4. Соответственно, период Tw одного цикла взвешивания равен периоду одного рабочего цикла в том случае, когда время допуска, время ожидания и т.п., которое проходит с момента, когда в процессе комбинирования определяется комбинации разгрузки, до момента, когда бункеры-дозаторы 4, выбранные для формирования комбинации разгрузки, начинают разгружать требующие взвешивания объекты, равно нулю. Фиг.2 иллюстрирует случай, когда вышеописанное время допуска, время ожидания и т.п. равны нулю.
Двухсменный режим работы в настоящем варианте осуществления выполняется так, что процесс комбинирования выполняется один раз за период Tw/2, и весовые бункеры-дозаторы 4, образующие оптимальную комбинацию, выбранную в процессе комбинирования, разгружают требующие взвешивания объекты. Процесс комбинирования в двухсменном режиме работы выполняется так, что вычисление комбинации выполняется с помощью измеренных величин (величин веса требующих взвешивания объектов) весовых бункеров-дозаторов 4, удерживающих требующие взвешивания объекты, величины веса которых были измерены посредством датчиков 41 веса, чтобы выбрать одну комбинацию, формируемую весовыми бункерами-дозаторами 4, в которых суммарная измеренная величина находится в предопределенном диапазоне веса, и чтобы определить ее как оптимальную комбинацию, причем измеренные величины всех весовых бункеров-дозаторов 4 используются в вычислении комбинации в двух непрерывных процессах комбинирования. Весовые бункеры-дозаторы 4, образующие оптимальные комбинации, последовательно выбираемые в результате процессов комбинирования, которые повторяются один раз в течение каждого периода Tw/2, разгружают требующие взвешивания объекты попеременно во внутренний лоток 6a и во внешний лоток 6a или 6c для соответствующих оптимальных комбинаций, и в соответствии с разгрузкой накапливающий бункер-дозатор 7a и накапливающий бункер-дозатор 7b или 7c попеременно разгружают требующие взвешивания объекты. Соответственно, требующие взвешивания объекты подаются в упаковочную машину по два раза за период Tw одного цикла взвешивания. В этом случае период Td1 одного цикла разгрузки для каждого блока комбинационного весового дозатора равен 1/2 периода Tw одного цикла взвешивания. Период Td1 одного цикла разгрузки равен периоду Tp1 одного цикла упаковки для упаковочной машины. Несмотря на то что в двух непрерывных процессах комбинирования при вычислении комбинации используются измеренные величины всех весовых бункеров дозаторов 4, использование измеренных величин всех весовых бункеров-дозаторов 4 необязательно. Например, в тех случаях, когда общее количество весовых бункеров-дозаторов 4 имеет большое значение, измеренные величины всех весовых бункеров-дозаторов 4 иногда не используются при вычислении комбинации в двух непрерывных процессах комбинирования, если количество измеренных величин, используемых в одном вычислении комбинации, ограничено, то есть если это количество предопределено.
Принимая, например, сигнал команды подачи из упаковочной машины в качестве ввода, блок 20 управления приводит накапливающий бункер-дозатор 7a внутреннего лотка к открытию его заслонок, чтобы разгрузить требующие взвешивания объекты в упаковочную машину в ответ на сигнал команды подачи (момент t1). Кроме того, блок 20 управления приводит весовые бункеры-дозаторы 4, выбранные для формирования оптимальной комбинации, к открытию их внутренних заслонок 22 на основании такта работы заслонки накапливающего бункера-дозатора 7a, чтобы разгрузить требующие взвешивания объекты из весовых бункеров-дозаторов 4 во внутренний лоток 6a (момент t1). Принимая последующий сигнал команды подачи в качестве ввода, блок 20 управления приводит накапливающий бункер-дозатор 7b или 7c внешнего лотка к открытию его заслонки, чтобы разгрузить требующие взвешивания объекты в упаковочную машину в ответ на сигнал команды подачи (момент t2). Кроме того, блок 20 управления приводит весовые бункеры-дозаторы 4, выбранные для формирования оптимальной комбинации, к открытию их внешних заслонок 23 на основании такта работы заслонки накапливающего бункера-дозатора 7b или 7c, чтобы разгрузить требующие взвешивания объекты из весовых бункеров-дозаторов 4 во внутренний лоток 6a или 6b (момент t2). Далее, принимая последующий сигнал команды подачи в качестве ввода, блок 20 управления приводит накапливающий бункер-дозатор 7a внутреннего лотка к открытию его заслонки, чтобы разгрузить требующие взвешивания объекты в упаковочную машину в ответ на сигнал команды подачи, а также приводит весовые бункеры-дозаторы 4, выбранные для формирования оптимальных комбинаций, к открытию их внутренних заслонок 22, чтобы разгрузить требующие взвешивания объекты из весовых бункеров-дозаторов 4 во внутренний лоток 6a (момент t3). Далее аналогичная операция выполняется повторно.
В операции, показанной на Фиг.2, требующие взвешивания объекты, которые были разгружены из весовых бункеров-дозаторов 4 путем открытия внутренних заслонок в момент t1, собираются и удерживаются в накапливающем бункере-дозаторе 7a внутреннего лотка до момента t3, и накапливающий бункер-дозатор 7a открывает свою заслонку, чтобы разгрузить требующие взвешивания объекты в упаковочную машину в момент t3. Схожим образом требующие взвешивания объекты, которые были разгружены из весовых бункеров-дозаторов 4 путем открытия их внешних заслонок 23 в момент t2, собираются и удерживаются в накапливающем бункере-дозаторе 7b или 7c внешнего лотка до момента t4, и накапливающий бункер-дозатор 7b или 7c открывает свою заслонку, чтобы разгрузить требующие взвешивания объекты в упаковочную машину в момент t4.
Как описано выше, весовые бункеры-дозаторы 4, образующие оптимальные комбинации, разгружают требующие взвешивания объекты попеременно во внутренний лоток 6a и во внешний лоток 6b или 6c, и в соответствии с разгрузкой накапливающий бункер-дозатор 7a внутреннего лотка и накапливающий бункер-дозатор 7b или 7c внешнего лотка попеременно разгружают требующие взвешивания объекты в упаковочную машину. Несмотря на то что в операции с Фиг.2 моменты открытия и закрытия заслонки накапливающего бункера-дозатора 7a соответствуют моментам открытия и закрытия внутренних заслонок 22 весовых бункеров-дозаторов 4, а моменты открытия и закрытия заслонки накапливающего бункера-дозатора 7b или 7c соответствуют моментам открытия и закрытия внешних заслонок 23 весовых бункеров-дозаторов 4, это всего лишь пример. Например, блок 20 управления может так управлять моментами открытия и закрытия заслонок 22 и 23 весовых бункеров-дозаторов 4 на основании моментов открытия и закрытия заслонок накапливающих бункеров-дозаторов 7a, 7b и 7с, чтобы обеспечить разницу между моментами открытия и закрытия.
Путем приведения комбинационного весового дозатора к выполнению работы в двухсменном режиме, как описано выше, комбинационный весовой дозатор способен разгружать требующие взвешивания объекты в упаковочную машину один раз за каждый период Tw/2 на скорости, которая в два раза выше, чем скорость работы в односменном режиме. Это обеспечивает возможность адаптации комбинационного весового дозатора к упаковочной машине, работающей на высокой скорости.
Ниже подробно описана работа комбинационного весового дозатора, выполняемая, когда комбинационный весовой дозатор сконфигурирован так, чтобы выполнять работу в трехсменном режиме. В трехсменном режиме работы, например, количество весовых бункеров-дозаторов 4 в каждой из групп B и C может быть установлено равным девяти, так что общее количество весовых бункеров-дозаторов 4 устанавливается равным восемнадцати, и количество весовых бункеров-дозаторов 4 в каждой из групп B и C, которые будут выбраны в процессе комбинирования, устанавливается равным четырем.
Благодаря этому предоставляется возможность обеспечения точности взвешивания, по существу, такой же высокой, как и в случае работы в односменном режиме, выполняемой в условиях, когда общее количество весовых бункеров-дозаторов 4 равно десяти, а количество весовых бункеров-дозаторов 4, которые будут выбраны в процессе комбинирования, равно четырем.
Фиг.3 представляет собой временную диаграмму, иллюстрирующую работу в трехсменном режиме, выполняемую в комбинационном весовом дозаторе согласно настоящему варианту осуществления. Фиг.3 иллюстрирует пример, в котором период Tw одного цикла взвешивания равен периоду одного рабочего цикла, как в примере с Фиг.2.
Трехсменный режим работы в настоящем варианте осуществления выполняется так, что процесс комбинирования выполняется один раз за период Tw/3, и весовые бункеры-дозаторы 4, образующие оптимальную комбинацию, выбранную в процессе комбинирования, разгружают требующие взвешивания объекты. Процесс комбинирования в трехсменном режиме работы выполняется так, что вычисление комбинации выполняется с помощью измеренных величин (величин веса требующих взвешивания объектов) весовых бункеров-дозаторов 4, удерживающих требующие взвешивания объекты, величины веса которых были измерены посредством датчиков 41 веса, чтобы выбрать одну комбинацию, формируемую весовыми бункерами-дозаторами 4, в которых суммарная измеренная величина находится в предопределенном диапазоне веса, и чтобы определить ее как оптимальную комбинацию, причем измеренные величины всех весовых бункеров-дозаторов 4 используются в вычислении комбинации в трех непрерывных процессах комбинирования. Весовые бункеры-дозаторы 4, образующие оптимальные комбинации, последовательно выбираемые в результате повторяющихся процессов комбинирования, которые выполняются один раз в течение каждого периода Tw/3, разгружают требующие взвешивания объекты попеременно во внутренний лоток 6a и во внешний лоток 6a или 6c для соответствующих оптимальных комбинаций, и в соответствии с разгрузкой накапливающий бункер-дозатор 7a и накапливающий бункер-дозатор 7b или 7c попеременно разгружают требующие взвешивания объекты. Соответственно, требующие взвешивания объекты разгружаются в упаковочную машину по три раза за период Tw одного цикла взвешивания. В этом случае период Td2 одного цикла разгрузки для комбинационного весового дозатора равен 1/3 периода Tw одного цикла взвешивания. Период Td2 одного цикла разгрузки равен периоду Tp2 одного цикла упаковки упаковочной машины. Несмотря на то, что в трех непрерывных процессах комбинирования при вычислении комбинации используются измеренные величины всех весовых бункеров-дозаторов 4, использование измеренных величин всех весовых бункеров-дозаторов 4 необязательно. Например, в тех случаях, когда общее количество весовых бункеров-дозаторов 4 имеет большое значение, измеренные величины всех комбинационных бункеров-дозаторов 4 иногда не используются при вычислении комбинации в трех непрерывных процессах комбинирования, если количество измеренных величин, используемых в одном вычислении комбинации, ограничено, то есть если это количество предопределено.
Принимая, например, сигнал команды подачи из упаковочной машины в качестве ввода, блок 20 управления приводит накапливающий бункер-дозатор 7a внутреннего лотка к открытию его заслонки, чтобы разгрузить требующие взвешивания объекты в упаковочную машину в ответ на сигнал команды подачи (момент t11). Кроме того, блок 20 управления приводит весовые бункеры-дозаторы 4, выбранные для формирования оптимальных комбинаций, к открытию их внутренних заслонок 22 на основании такта работы заслонки накапливающего бункера-дозатора 7a, чтобы разгрузить требующие взвешивания объекты из весовых бункеров-дозаторов 4 во внутренний лоток 6a (момент t11). Принимая последующий сигнал команды подачи в качестве ввода, блок 20 управления приводит накапливающий бункер-дозатор 7b или 7c внешнего лотка к открытию его заслонки, чтобы разгрузить требующие взвешивания объекты в упаковочную машину в ответ на сигнал команды подачи (момент t12). Кроме того, блок 20 управления приводит весовые бункеры-дозаторы 4, выбранные для формирования оптимальных комбинаций, к открытию их внешних заслонок 23 на основании такта работы заслонки накапливающего бункера-дозатора 7b или 7c, чтобы разгрузить требующие взвешивания объекты во внешний лоток 6b или 6c (момент t12). Далее, принимая последующий сигнал команды подачи в качестве ввода, блок 20 управления приводит накапливающий бункер-дозатор 7a внутреннего лотка к открытию его заслонки, чтобы разгрузить требующие взвешивания объекты в упаковочную машину в ответ на сигнал команды подачи, а также приводит весовые бункеры-дозаторы 4, выбранные для формирования оптимальных комбинаций, к открытию их внутренних заслонок 22, чтобы разгрузить требующие взвешивания объекты во внутренний лоток 6a в ответ на сигнал команды подачи (момент t13). Далее аналогичная операция выполняется повторно.
В операции, показанной на Фиг.3, требующие взвешивания объекты, которые были разгружены из весовых бункеров-дозаторов 4 путем открытия внутренних заслонок 22 в момент t11, собираются и удерживаются в накапливающем бункере-дозаторе 7a внутреннего лотка до момента t13, и накапливающий бункер-дозатор 7a открывает свою заслонку, чтобы разгрузить требующие взвешивания объекты в упаковочную машину в момент t13. Схожим образом, требующие взвешивания объекты, которые были разгружены из весовых бункеров-дозаторов 4 путем открытия их внешних заслонок 23 в момент t12, собираются и удерживаются в накапливающем бункере-дозаторе 7b или 7c внешнего лотка до момента t14, и накапливающий бункер-дозатор 7b или 7c открывает свою заслонку, чтобы разгрузить требующие взвешивания объекты в упаковочную машину в момент t14.
Как описано выше, весовые бункеры-дозаторы 4, выбираемые для формирования оптимальных комбинаций при каждом вычислении комбинации, разгружают требующие взвешивания объекты попеременно во внутренний лоток 6a и во внешний лоток 6b или 6c, и в соответствии с разгрузкой накапливающий бункер-дозатор 7a внутреннего лотка и накапливающий бункер-дозатор 7b или 7c внешнего лотка попеременно разгружают требующие взвешивания объекты в упаковочную машину. Несмотря на то что в операции с Фиг.3 моменты открытия и закрытия заслонки накапливающего бункера-дозатора 7a соответствуют моментам открытия и закрытия внутренних заслонок 22 весовых бункеров-дозаторов 4, а моменты открытия и закрытия заслонки накапливающего бункера-дозатора 7b или 7c соответствуют моментам открытия и закрытия внешних заслонок 23 весовых бункеров-дозаторов 4, это всего лишь пример. Например, блок 20 управления может так управлять моментами открытия и закрытия заслонок 22 и 23 весовых бункеров-дозаторов 4 на основании моментов открытия и закрытия заслонок накапливающих бункеров-дозаторов 7a, 7b и 7с, чтобы обеспечить разницу между моментами открытия и закрытия.
Путем приведения комбинационного весового дозатора к выполнению работы в трехсменном режиме, как описано выше, комбинационный весовой дозатор разгружает требующие взвешивания объекты в упаковочную машину один раз за каждый период Tw/3 на скорости, которая в три раза выше, чем скорость работы в односменном режиме. Это обеспечивает возможность адаптации комбинационного весового дозатора к упаковочной машине, работающей на высокой скорости.
Поскольку в Примере 1 множество внешних лотков 6b и 6c расположены вокруг отверстия в верхней части внутреннего лотка 6a, структура относительно простая, и расстояния, на которые транспортируются требующие взвешивания объекты, которые были разгружены из весовых бункеров-дозаторов 4 во внешний лоток 6b или 6c, до накапливающего бункера-дозатора 7b или 7c могут быть сокращены и, по существу, приравнены независимо от расположения весовых бункеров-дозаторов 4, и все требующие взвешивания объекты, которые были разгружены из весовых бункеров-дозаторов 4 во внешний лоток 6b или 6c, могут быть собраны в соответствующий накапливающий бункер-дозатор 7b или 7c за короткое время, независимо от характеристик почти всех требующих взвешивания объектов. В добавление, поскольку накапливающий бункер-дозатор 7a предоставлен у разгрузочного отверстия 6ae в центре нижней части внутреннего лотка 6a, расстояния между весовыми бункерами-дозаторами 4 и накапливающими бункерами-дозаторами 7a, по существу, приравниваются друг к другу, и все требующие взвешивания объекты, которые были разгружены из весового бункера-дозатора 4 во внутренний лоток 6a, могут быть собраны в накапливающем бункере-дозаторе 7a за короткое время, независимо от характеристик почти всех требующих взвешивания объектов. Как описано выше, структура накапливающих лотков (внутреннего лотка и внешнего лотка) может быть сделана простой, и время, необходимое для транспортировки требующих взвешивания объектов по накапливающему лотку может быть сокращено, независимо от характеристик почти всех требующих взвешивания объектов, посредством чего обеспечивается высокоскоростная работа. Кроме того, вышеописанная работа в двухсменном режиме или трехсменном режиме, может повысить производительность за заданное время. Более того, точность взвешивания комбинации не снижается, поскольку событие, когда измеренные величины специфицированных весовых бункеров-дозаторов 3 не используются для определения оптимальных комбинаций для разгрузки требующих взвешивания объектов во внешний лоток 6b или 6c, не имеет место.
В первом примере размер накапливающих лотков 7b и 7c внешнего лотка может быть уменьшен путем конфигурирования настройки в процессе комбинирования, так что, по меньшей мере, один накапливающий бункер-дозатор 4 выбирается из каждой группы B и C, соответствующей внешним лоткам 6b и 6c, чтобы сформировать оптимальную комбинацию, или максимальное количество весовых бункеров-дозаторов 4, выбираемых из каждой группы B и C, ограничивается так, чтобы быть меньше количества весовых бункеров-дозаторов 4, которые будут выбраны. Например, когда для формирования оптимальной комбинации выбирается четыре весовых бункера-дозатора 4 (когда количеств весовых бункеров-дозаторов 4, которые будут выбраны, равно четырем), вычисление комбинации выполняется в условиях, когда, по меньшей мере, один весовой бункер-дозатор 4 выбирается из каждой группы B и C, или максимальное количество весовых бункеров-дозаторов 4, которые выбираются из каждой из групп B и C, равно трем. Если такое условие не установлено, то каждому накапливающему бункеру-дозатору 7b и 7c внешнего лотка требуется иметь объем, достаточный для вмещения требующих взвешивания объектов, которые были разгружены из четырех весовых бункеров-дозаторов 4, как в накапливающем бункере-дозаторе 7a внутреннего лотка. Тем не менее если упомянутое условие было установлено, то максимальное количество весовых бункеров-дозаторов 4, которые разгружают требующие взвешивания объекты во внешний лоток 6b или 6c, составляет три, и, следовательно, накапливающие бункеры-дозаторы 7b и 7c внешнего лотка могут быть сформированы так, чтобы иметь объем, достаточный для вмещения требующих взвешивания объектов из трех весовых бункеров-дозаторов 4. Иначе говоря, путем определения оптимальных комбинаций таким образом, чтобы требующие взвешивания объекты внутри весовых бункеров-дозаторов 4, формирующих оптимальные комбинации для разгрузки требующих взвешивания объектов во внешние лотки, всегда разгружались в два внешних лотка 6b и 6c, размер накапливающих бункеров-дозаторов 7b и 7c может быть уменьшен. Это преимущество достигается путем установки вышеописанного условия, по меньшей мере, в процессе комбинирования для определения комбинации разгрузки (оптимальной комбинации) для разгрузки требующих взвешивания объектов во внешний лоток 6b или 6c. Путем установки того же условия в процессе комбинирования для определения комбинации разгрузки (оптимальной комбинации) для разгрузки требующих взвешивания объектов во внутренний лоток 6a, процесс комбинирования может быть выполнен обычным способом. В добавление, разница в количестве весовых бункеров-дозаторов 4 между группой B и группой C, которые могут быть использованы для вычисления комбинации, уменьшается, и при определении комбинации разгрузки для разгрузки требующих взвешивания объектов во внешний лоток 6b или 6c точность взвешивания комбинации не уменьшается.
Пример 2
Фиг.4(a) представляет собой схематический частичный боковой разрез комбинационного весового дозатора согласно Примеру 2 первого варианта осуществления настоящего изобретения, а
Фиг.4(b) представляет собой вид сверху накапливающих лотков (внутреннего лотка и трех внешних лотков) и весовых бункеров-дозаторов комбинационного весового дозатора.
В Примере 1, показанном на Фиг.1, внешний лоток состоит из двух частей, тогда как в данном примере внешний лоток состоит из трех частей. Так, накапливающие бункеры-дозаторы 7d, 7e и 7f соответствующим образом предоставлены у разгрузочных отверстий 6de, 6ee и 6fe в нижних частях трех внешних лотков 6d, 6e и 6f, чтобы удерживать и разгружать требующие взвешивания объекты. На Фиг. 4(a) внешний лоток 6f и накапливающий бункер-дозатор 7f расположены на задней стороне внутреннего лотка 6a, и, следовательно, внутренний лоток 6a и накапливающий бункер-дозатор 7a не видны. Остальная часть конфигурации идентична Примеру 1 и ее описание опущено.
Пример 2 может быть сконфигурирован так, как в Примере 1, когда выполняется работа в двухсменном режиме и работа в трехсменном режиме. В конфигурации для работы в двухсменном режиме, например, количество весовых бункеров-дозаторов 4 в каждой из групп D и E, соответствующих внешним лоткам 6d и 6e, соответственно, может быть установлено равным пяти, количество весовых бункеров-дозаторов 4 в группе F, соответствующей внешнему лотку 6f, может быть установлено равным четырем, так что общее количество весовых бункеров-дозаторов 4 может быть установлено равным четырнадцати, а количество весовых бункеров-дозаторов 4, которые будут выбраны в процессе комбинирования, может быть установлено равным четырем. Альтернативно, количество весовых бункеров-дозаторов 4 в группе F, может быть установлено равным пяти, то есть равным количеству весовых бункеров-дозаторов 4 в каждой из групп D и E, так что общее количество весовых бункеров-дозаторов может быть установлено равным пятнадцати. Временная диаграмма в случае работы в двухсменном режиме идентична временной диаграмме на Фиг.2. Блок 20 управления приводит накапливающий бункер-дозатор 7d, 7e или 7f внешнего лотка к открытию и закрытию заслонки в те же моменты, что и для накапливающего бункера-дозатора 7b или 7c внешнего лотка на Фиг.1.
В конфигурации для работы в трехсменном режиме, например, количество весовых бункеров-дозаторов 4 в каждой из групп D, E и F может быть установлено равным шести, так что общее количество весовых бункеров-дозаторов 4 может быть установлено равным восемнадцати, а количество весовых бункеров-дозаторов 4, которые будут выбраны в процессе комбинирования, может быть установлено равным четырем. Временная диаграмма в случае работы в трехсменном режиме идентична временной диаграмме на Фиг.3. Блок 20 управления приводит накапливающий бункер-дозатор 7d, 7e или 7f внешнего лотка к открытию и закрытию заслонки в те же моменты, что и для накапливающего бункера-дозатора 7b или 7c внешнего лотка на Фиг.1.
В Примере 2 количество частей внешнего лотка отличается от количества частей Примера 1, однако обеспечиваются те же преимущества, что и в случае Примера 1.
Как и в Примере 1, в Примере 2 размер накапливающих бункеров-дозаторов 7d, 7e и 7f внешнего лотка может быть уменьшен путем конфигурирования настройки в процессе комбинирования таким образом, что, по меньшей мере, один весовой бункер-дозатор 4 выбирается из двух или более из групп D, E и F (в этом случае двух групп или всех трех групп) весовых бункеров-дозаторов 4, соответствующих внешним лоткам 6d, 6e и 6f соответственно, чтобы сформировать оптимальную комбинацию, или максимальное количество весовых бункеров-дозаторов 4, выбираемых из каждой из групп D, E и F, ограничивается так, чтобы быть меньше количества весовых бункеров-дозаторов 4, которые будут выбраны.
Несмотря на то что в Примере 1 была описана конфигурация, в которой внешний лоток состоит из двух частей, а в Примере 2 была описана конфигурация, в которой внешний лоток состоит из трех частей, схожим образом внешний лоток может быть сконфигурирован так, чтобы содержать четыре или более частей.
Несмотря на то что в первом варианте осуществления была описана конфигурация для выполнения работы в двухсменном режиме и конфигурация для выполнения работы в трехсменном режиме, само собой разумеется, что может быть использована конфигурация для выполнения работы в односменном режиме, при которой обеспечивается низкая скорость (скорость разгрузки). В конфигурации для выполнения работы в односменном режиме, например, общее количество весовых бункеров-дозаторов 4 устанавливается равным десяти, количество весовых бункеров-дозаторов 4, которые будут выбраны в процессе комбинирования, устанавливается равным четырем, вычисление комбинации выполняется один раз за период Tw одного цикла взвешивания, весовые бункеры-дозаторы 4 разгружают требующие взвешивания объекты один раз за время Tw одного цикла взвешивания, а накапливающий бункер-дозатор разгружает требующие взвешивания объекты в упаковочную машину один раз за период Tw одного цикла взвешивания. В этом случае период одного цикла разгрузки для комбинационного весового дозатора равен периоду Tw одного цикла взвешивания. В этом случае, кроме того, весовые бункеры-дозаторы 4, выбираемые для формирования оптимальных комбинаций, сконфигурированы так, чтобы разгружать требующие взвешивания объекты попеременно во внутренний лоток и во внешний лоток каждый раз, когда выполняется вычисление комбинации.
В настоящем изобретении при условии, что все требующие взвешивания объекты, которые были разгружены из весовых бункеров-дозаторов 4, проскальзывают по накапливающим лоткам (внутреннему лотку и внешнему лотку) за короткое время и операция упаковки не задерживается, накапливающие бункеры-дозаторы 7a, 7b и 7c могут быть исключены. В этом случае конфигурация упрощается благодаря исключению накапливающих бункеров-дозаторов и, соответственно, отпадает необходимость в их управлении. Блок 20 управления может привести весовые бункеры-дозаторы 4, выбранные для формирования оптимальной комбинации, к разгрузке требующих взвешивания объектов в ответ на, например, сигнал команды подачи от упаковочной машины. Например, в конфигурации с Фиг.1 требующие взвешивания объекты, которые были разгружены из весовых бункеров-дозаторов 4, разгружаются в нижний лоток 8 напрямую из разгрузочных отверстий 6ae, 6be или 6ce накапливающего лотка 6a, 6b или 6c соответственно.
Второй вариант осуществления
Фиг.5(a) представляет собой схематический частичный боковой разрез комбинационного весового дозатора согласно второму варианту осуществления настоящего изобретения,
Фиг.5(b) представляет собой вид сверху накапливающих лотков (внутреннего лотка и двух внешних лотков) и весовых бункеров-дозаторов комбинационного весового дозатора, а
Фиг.5(c) представляет собой схематический вид сверху двух нижних лотков комбинационного весового дозатора.
Как показано на Фиг. 5(c), в комбинационном весовом дозаторе настоящего варианта осуществления два нижних лотка 8L и 8R расположены под тремя накапливающими бункерами-дозаторами 7a, 7b и 7c. Накапливающий бункер-дозатор 7a снабжен заслонкой (не показана) для обеспечения возможности разгрузки требующих взвешивания объектов в нижний лоток 8L, тогда как накапливающие бункеры-дозаторы 7b и 7c снабжены заслонками (не показаны) для обеспечения возможности разгрузки требующих взвешивания объектов в нижний лоток 8R. Нижний лоток 8L служит для транспортировки требующих взвешивания объектов, которые были разгружены из накапливающего бункера-дозатора 7a, и для их разгрузки через разгрузочное отверстие 8La, расположенное в его нижней части. Нижний лоток 8R служит для транспортировки требующих взвешивания объектов, которые были разгружены из накапливающего бункера-дозатора 7b или 7c, и для их разгрузки через разгрузочное отверстие 8Ra, расположенное в его нижней части. Остальная часть конфигурации идентична Примеру 1 первого варианта осуществления, показанному на Фиг.1, и ее описание опущено. Следует отметить, что процесс комбинирования, выполняемый блоком 20 управления, и временная характеристика операции отличаются от таковых для первого варианта осуществления.
Под нижними лотками 8L и 8R комбинационного весового дозатора расположены две упаковочные машины или одна упаковочная машина сдвоенного типа, которая имеет два входа для требующих взвешивания объектов. Требующие взвешивания объекты, которые были разгружены из разгрузочного отверстия 8La нижнего лотка 8L и из разгрузочного отверстия 8Ra нижнего лотка 8R, подаются на входы соответствующих упаковочных машин (первый и второй входы упаковочной машины) и загружаются в упаковочные пакеты для упаковки. В настоящем варианте осуществления требующие взвешивания объекты, которые были разгружены из накапливающего бункера-дозатора 7a, подаются в первый вход упаковочной машины, а требующие взвешивания объекты, которые были разгружены из накапливающих бункеров-дозаторов 7b и 7c, подаются во второй вход упаковочной машины.
Несмотря на то что в настоящем варианте осуществления два нижних лотка 8L и 8R предоставлены так, чтобы соответствовать двум входам упаковочной машины, накапливающий бункер-дозатор 7a может быть сконфигурирован так, чтобы иметь возможность разгружать требующие взвешивания объекты только в нижний лоток 8L, а накапливающие бункеры-дозаторы 7b и 7c могут быть сконфигурированы так, чтобы иметь возможность разгружать требующие взвешивания объекты только в нижний лоток 8R. Соответственно, разгрузочные заслонки накапливающих бункеров-дозаторов 7a, 7b и 7c имеют простую конструкцию.
Блок 20 управления включает в себя средство управления и средство вычисления комбинации, чтобы управлять работой всего комбинационного весового дозатора и чтобы выполнять процесс комбинирования для определения комбинации, формируемой из весовых бункеров-дозаторов 4, которые разгрузят требующие взвешивания объекты. В процессе комбинирования вычисление комбинации выполняется на основании измеренных величин (измеренных величин весов требующих взвешивания объектов, находящихся внутри весовых бункеров-дозаторов 4, которые определяются посредством датчиков 41 веса) весовых бункеров-дозаторов 4, чтобы определить две комбинации, каждая из которых формируется из весовых бункеров-дозаторов 4, в которых величина веса комбинации, являющаяся суммой измеренных величин, находится в допустимом диапазоне (предопределенном диапазоне веса) относительно целевой величины веса, чтобы определить их как комбинации разгрузки. Ниже подробно описан данный процесс комбинирования.
Ниже описаны основные принципы работы комбинационного весового дозатора, сконфигурированного, как описано выше.
Требующие взвешивания объекты подаются из внешнего подающего устройства в рассеивающий дозатор 1. Рассеивающий дозатор 1 подает требующие взвешивания объекты в питающий бункер-дозатор 3 через линейный дозатор 2. Питающий дозатор 3 подает требующие взвешивания объекты в весовой бункер-дозатор 4. Датчик 41 веса измеряет вес требующих взвешивания объектов, которые были поданы в весовой бункер-дозатор 4, и передает измеренную величину в блок 20 управления. Так, блок 20 управления выполняет вышеописанный процесс комбинирования, чтобы одновременно определить две комбинации разгрузки. Весовые бункеры-дозаторы 4, выбранные для формирования двух комбинаций разгрузки, одновременно разгружают требующие взвешивания объекты. Питающий бункер-дозатор 3 подает требующие взвешивания объекты в пустые весовые бункеры-дозаторы 4. Линейный дозатор 2 подает требующие взвешивания объекты в пустой питающий бункер-дозатор 3.
В вышеописанной конфигурации весовые бункеры-дозаторы 4, формирующие две комбинации разгрузки, которые одновременно определяются в процессе комбинирования, разгружают требующие взвешивания объекты в разных направлениях. Более конкретно, весовые бункеры-дозаторы 4, формирующие одну из двух комбинаций разгрузки, разгружают требующие взвешивания объекты во внутренний лоток 6a, а весовые бункеры-дозаторы 4, формирующие другую комбинацию разгрузки, разгружают требующие взвешивания объекты во внешний лоток 6b или 6c. Кроме того, накапливающий бункер-дозатор 7a внутреннего лотка и накапливающий бункер-дозатор 7b или 7c внешнего лотка одновременно разгружают требующие взвешивания объекты.
Ниже подробно описан процесс комбинирования настоящего варианта осуществления. Фиг.6 представляет собой схему последовательности операций, иллюстрирующую процесс комбинирования в настоящем варианте осуществления.
На этапе S1 вычисление комбинации выполняется, используя измеренные величины (величины веса) требующих взвешивания объектов весовых бункеров-дозаторов 4, удерживающих требующие взвешивания объекты, величины веса которых были измерены датчиками 41 веса, чтобы определить все комбинации, в которых величины веса комбинации, являющиеся суммой измеренных величин, находятся в допустимом диапазоне относительно целевой величины веса, и чтобы определить их как оптимальные комбинации.
На этапе S2 определяется пара оптимальных комбинаций, формируемая путем комбинирования двух оптимальных комбинаций, которые не включают в себя одинаковые весовые бункеры-дозаторы 4.
На этапе S3 для каждой пары оптимальных комбинаций вычисляется абсолютная величина разности между величиной веса комбинации каждой из оптимальных комбинаций, составляющих пару оптимальных комбинаций, и целевой величиной веса, а также сумма абсолютных величин разностей. Абсолютная величина разности между величиной веса комбинации и целевой величиной веса представляет собой абсолютное значение величины, получаемой путем вычитания целевой величины веса из величины веса комбинации, или абсолютное значение величины, получаемой путем вычитания величины веса из целевой величины веса, и она имеет положительное значение либо равно нулю.
На этапе S4 выбирается одна пара оптимальных комбинаций, в которых сумма абсолютных величин разностей, вычисленная на этапе S3, имеет наименьшее значение, одна из двух оптимальных комбинаций, образующих пару оптимальных комбинаций, определяется как комбинация разгрузки (первая комбинация разгрузки) для разгрузки требующих взвешивания объектов во внутренний лоток 6a, а другая оптимальная комбинация определяется как комбинация разгрузки (вторая комбинация разгрузки) для разгрузки требующих взвешивания объектов во внешний лоток 6b или 6c. Способ определения первой комбинации разгрузки и второй комбинации разгрузки предопределен, и может использоваться любой способ. Например, весовым бункерам-дозаторам 4 могут быть присвоены порядковые номера, и оптимальная конфигурация, включающая в себя весовой бункер-дозатор 4 с наименьшим номером, может быть определена как первая комбинация разгрузки, а другая оптимальная конфигурация может быть определена как вторая комбинация разгрузки, и наоборот. Альтернативно, первая и вторая оптимальные комбинации могут быть определены в соответствии со значением величины веса комбинации. Например, оптимальная комбинация с наибольшей величиной веса комбинации может быть определена как первая комбинация разгрузки, а оптимальная комбинация с наименьшей величиной веса комбинации может быть определена как вторая комбинация разгрузки или наоборот. В еще одном альтернативном варианте оптимальная комбинация с наибольшей величиной веса комбинации и оптимальная комбинация с наименьшей величиной веса комбинации могут быть поочередно определены как первая и вторая комбинации разгрузки при каждом выполнении процесса комбинирования.
Несмотря на то что на этапах S3 и S4 для каждого набора оптимальных комбинаций вычисляется сумма абсолютных величин разностей между величинами веса комбинации соответствующих оптимальных комбинаций и целевой величиной веса и одна пара оптимальных комбинаций, в которой сумма абсолютных величин разностей имеет наименьшее значение, выбирается, чтобы определить две комбинации разгрузки, для каждой пары оптимальных комбинаций может быть вычислена сумма квадратов абсолютных величин разностей между величинами веса комбинации соответствующих оптимальных комбинаций и целевой величиной веса, и пара оптимальных комбинаций, в которой сумма квадратов разностей имеет наименьшее значение, может быть выбрана, чтобы определить две комбинации разгрузки.
Как описано выше, две комбинации разгрузки определяются в одном процессе комбинирования. Фиг.7 представляет собой временную диаграмму, иллюстрирующую первый пример работы комбинационного весового дозатора настоящего варианта осуществления. В Примере с Фиг.7, как и в Примере с Фиг.2, период Tw одного цикла взвешивания равен периоду одного рабочего цикла. Следует отметить, что в одном процессе комбинирования определяются две комбинации разгрузки, и эти две комбинации разгрузки разгружают требующие взвешивания объекты одновременно.
В первом примере работы настоящего варианта осуществления процесс комбинирования выполняется так, чтобы одновременно определять две комбинации разгрузки по одному разу за каждый период Tw, и весовые бункеры-дозаторы 4, формирующие две комбинации разгрузки, определенные в процессе комбинирования, одновременно разгружают требующие взвешивания объекты один раз за каждый период Tw. Кроме того, накапливающий бункер-дозатор 7a и накапливающий бункер-дозатор 7b и 7c одновременно разгружают требующие взвешивания объекты один раз за каждый период Tw. Соответственно, требующие взвешивания объекты, соответствующие двум комбинациям разгрузки, подаются в упаковочную машину за период Tw одного цикла взвешивания. В этом случае период Td3 одного цикла разгрузки комбинационного весового дозатора равен периоду Tw одного цикла взвешивания. Кроме того, период Td3 одного цикла разгрузки равен периоду Tp3 одного цикла упаковки для упаковочной машины. В данном случае путем конфигурирования настроек таким образом, что количество весовых бункеров-дозаторов 4 в каждой из групп B и C устанавливается равным семи, так что общее количество весовых бункеров-дозаторов 4 устанавливается равным четырнадцати, и количество весовых бункеров-дозаторов 4, которые будут выбраны для формирования одной оптимальной комбинации, устанавливается равным четырем, как в случае работы в двухсменном режиме в Примере 1 первого варианта осуществления, например, достигается более высокая точность взвешивания комбинации.
Принимая, например, сигнал команды подачи из упаковочной машины в качестве ввода, блок 20 управления приводит накапливающий бункер-дозатор 7a внутреннего лотка и накапливающий бункер-дозатор 7b или 7c внешнего лотка к одновременному открытию их заслонок, чтобы одновременно разгрузить требующие взвешивания объекты в упаковочную машину в ответ на сигнал команды подачи (момент t21).
Кроме того, блок 20 управления приводит весовые бункеры-дозаторы 4, выбранные для формирования одной из комбинаций разгрузки, к открытию их внутренних заслонок 22 на основании такта работы заслонок накапливающих бункеров-дозаторов 7a, 7b или 7c, чтобы загрузить требующие взвешивания объекты во внутренний лоток 6a, и одновременно приводит весовые бункеры-дозаторы 4, выбранные для формирования другой комбинации разгрузки, к открытию их внешних заслонок 23, чтобы разгрузить требующие взвешивания объекты во внешний лоток 6b или 6c (момент t21).
Вышеописанная операция повторяется каждый раз, когда сигнал команды подачи принимается в качестве ввода (моменты t22, t23).
В операции, показанной на Фиг.7, требующие взвешивания объекты, которые были разгружены из весовых бункеров-дозаторов 4 путем открытия внутренних заслонок 22 в момент t21, собираются и удерживаются в накапливающем бункере-дозаторе 7a внутреннего лотка до момента t22, и накапливающий бункер-дозатор 7a открывает свою заслонку, чтобы разгрузить требующие взвешивания объекты в упаковочную машину через нижний лоток 8L в момент t22. Схожим образом требующие взвешивания объекты, которые были разгружены из весовых бункеров-дозаторов 4 путем открытия их внешних заслонок 23 в момент t21, собираются и удерживаются в накапливающем бункере-дозаторе 7b или 7c внешнего лотка до момента t22, и накапливающий бункер-дозатор 7b или 7c открывает свою заслонку, чтобы разгрузить требующие взвешивания объекты в упаковочную машину через нижний лоток 8R в момент t22.
Несмотря на то что в операции с Фиг.7, моменты открытия и закрытия заслонок накапливающих бункеров-дозаторов 7a, 7b и/или 7c соответствуют моментам открытия и закрытия внутренней заслонки 22 и внешней заслонки 23 весового бункера-дозатора 4, это всего лишь пример. Например, блок 20 управления может так управлять тактами открытия и закрытия внутренней заслонки 22 и внешней заслонки 23 весовых бункеров-дозаторов 4 на основании тактов открытия и закрытия заслонок накапливающих бункеров-дозаторов 7a, 7b или 7c, чтобы такты открытия и закрытия заслонок накапливающих бункеров-дозаторов 7a, 7b или 7c отличались от тактов открытия и закрытия заслонок весовых бункеров-дозаторов 4.
Путем приведения комбинационного весового дозатора к выполнению работы в вышеописанном порядке требующие взвешивания объекты разгружаются в каждый из двух входов упаковочной машины по одному разу за период цикла взвешивания. В результате производительность (общее количество операций, когда комбинационный весовой дозатор разгружает требующие взвешивания объекты в упаковочную машину) в течение заданного временного периода может быть улучшена.
Фиг.8 представляет собой временную диаграмму, иллюстрирующую второй пример работы комбинационного весового дозатора настоящего варианта осуществления. В Примере с Фиг.8, как и в Примере с Фиг.2, период Tw одного цикла взвешивания равен периоду одного рабочего цикла. Следует отметить, что в одном процессе комбинирования определяются две комбинации разгрузки, и эти две комбинации разгрузки разгружают требующие взвешивания объекты одновременно.
Во втором примере работы настоящего варианта осуществления процесс комбинирования выполняется так, чтобы одновременно определять две комбинации разгрузки по одному разу за каждый период Tw/2 и чтобы весовые бункеры-дозаторы 4, формирующие две комбинации разгрузки, определенные в процессе комбинирования, одновременно разгружали требующие взвешивания объекты один раз за каждый период Tw/2. Кроме того, накапливающий бункер-дозатор 7a и накапливающий бункер-дозатор 7b и 7c одновременно разгружают требующие взвешивания объекты один раз за каждый период Tw/2. Соответственно, требующие взвешивания объекты, соответствующие двум комбинациям разгрузки, подаются в упаковочную машину по два раза за период Tw одного цикла взвешивания. В этом случае период Td1 одного цикла разгрузки для каждого блока комбинационного весового дозатора равен 1/2 периода Tw одного цикла взвешивания. Кроме того, период Td1 одного цикла разгрузки равен периоду Tp1 одного цикла упаковки для упаковочной машины. В данном случае путем конфигурирования настроек таким образом, что количество весовых бункеров-дозаторов 4 в каждой из групп B и C устанавливается равным одиннадцати, так что общее количество весовых бункеров-дозаторов 4 устанавливается равным двадцати двум и количество весовых бункеров-дозаторов 4, которые будут выбраны для формирования одной оптимальной комбинации, устанавливается равным четырем, достигается более высокая точность взвешивания комбинации.
Принимая, например, сигнал команды подачи из упаковочной машины в качестве ввода, блок 20 управления приводит накапливающий бункер-дозатор 7a внутреннего лотка и накапливающий бункер-дозатор 7b или 7c внешнего лотка к одновременному открытию их заслонок, чтобы одновременно разгрузить требующие взвешивания объекты в упаковочную машину в ответ на сигнал команды подачи (момент t1). Кроме того, блок 20 управления приводит весовые бункеры-дозаторы 4, выбранные для формирования одной из комбинаций разгрузки, к открытию их внутренних заслонок 22 на основании такта работы заслонок накапливающих бункеров-дозаторов 7a и, 7b или 7c, чтобы загрузить требующие взвешивания объекты во внутренний лоток 6a, и приводит весовые бункеры-дозаторы 4, выбранные для формирования другой комбинации разгрузки, к открытию их внешних заслонок 23 на основании тактов работы заслонок накапливающих бункеров-дозаторов 7a и 7b или 7c, чтобы разгрузить требующие взвешивания объекты во внешний лоток 6b или 6c (момент t1). Вышеописанная операция повторяется каждый раз, когда сигнал команды подачи принимается в качестве ввода (моменты t2, t3, …).
В операции, показанной на Фиг.8, требующие взвешивания объекты, которые были разгружены из весовых бункеров-дозаторов 4 путем открытия внутренних заслонок 22 в момент t1, собираются и удерживаются в накапливающем бункере-дозаторе 7a внутреннего лотка до момента t2, и накапливающий бункер-дозатор 7a открывает свою заслонку, чтобы разгрузить требующие взвешивания объекты в упаковочную машину в момент t2. Схожим образом, требующие взвешивания объекты, которые были разгружены из весовых бункеров-дозаторов 4 путем открытия их внешних заслонок 23 в момент t1, собираются и удерживаются в накапливающем бункере-дозаторе 7b или 7c внешнего лотка до момента t2, и накапливающий бункер-дозатор 7b или 7c открывает свою заслонку, чтобы разгрузить требующие взвешивания объекты в упаковочную машину в момент t2.
Несмотря на то что в операции с Фиг.8 моменты открытия и закрытия заслонок накапливающих бункеров-дозаторов 7a и, 7b или 7c соответствуют моментам открытия и закрытия внутренней заслонки 22 и внешней заслонки 23 весового бункера-дозатора 4, это всего лишь пример. Например, блок 20 управления может так управлять тактами открытия и закрытия внутренней заслонки 22 и внешней заслонки 23 весовых бункеров-дозаторов 4 на основании тактов открытия и закрытия заслонок накапливающих бункеров-дозаторов 7a и, 7b или 7c, чтобы такты открытия и закрытия заслонок накапливающих бункеров-дозаторов 7a и, 7b или 7c отличались от тактов открытия и закрытия заслонок весовых бункеров-дозаторов 4.
Путем приведения комбинационного весового дозатора к выполнению работы в вышеописанном порядке требующие взвешивания объекты разгружаются в каждый их двух входов упаковочной машины по одному разу за период Tw/2. В результате производительность за заданный период времени может быть повышена, и комбинационный весовой дозатор может быть адаптировано к, например, упаковочной машине сдвоенного типа, работающей на высокой скорости.
Кроме того, комбинационный процесс может выполняться по одному разу за каждый период Tw/3, используя измеренные величины весовых бункеров-дозаторов 4, удерживающих требующие взвешивания объекты, величины веса которых были измерены датчиками 41 веса, чтобы одновременно определить две комбинации разгрузки. И весовые бункеры-дозаторы 4, формирующие все комбинации разгрузки, определяемые в процессе комбинирования, одновременно разгружают требующие взвешивания объекты по одному разу за каждый период Tw/3. Соответственно, накапливающий бункер-дозатор 7a и накапливающий бункер-дозатор 7b могут быть сконфигурированы так, чтобы одновременно разгружать требующие взвешивания объекты по одному разу за каждый период Tw/3. В этом случае требующие взвешивания объекты разгружаются в каждый из двух входов упаковочной машины по одному разу за каждый период Tw/3. В результате производительность за заданный период времени может быть повышена еще больше, и комбинационный весовой дозатор может быть адаптирован к, например, упаковочной машине сдвоенного типа, работающей на высокой скорости.
Поскольку в настоящем варианте осуществления множество внешних лотков 6b и 6c расположены вокруг отверстия в верхней части внутреннего лотка 6a, как и в первом варианте осуществления, структура относительно простая, и расстояния, на которые транспортируются требующие взвешивания объекты, которые были разгружены из весовых бункеров-дозаторов 4 во внешний лоток 6b или 6c, до накапливающего бункера-дозатора 7b или 7c могут быть сокращены и, по существу, приравнены друг к другу независимо от расположения весовых бункеров-дозаторов 4, и все требующие взвешивания объекты, которые были разгружены из весовых бункеров-дозаторов 4 во внешний лоток 6b или 6c, могут быть собраны в соответствующий накапливающий бункер-дозатор 7b или 7c за короткое время, независимо от характеристик почти всех требующих взвешивания объектов. Кроме того, поскольку накапливающий бункер-дозатор 7a предоставлен у разгрузочного отверстия 6ae в центре нижней части внутреннего лотка 6a, расстояния между весовыми бункерами-дозаторами 4 и накапливающими бункерами-дозаторами 7a, по существу, приравниваются друг к другу, и все требующие взвешивания объекты, которые были разгружены из весового бункера-дозатора 4 во внутренний лоток 6a, могут быть собраны в накапливающем бункере-дозаторе 7a за короткое время, независимо от характеристик почти всех требующих взвешивания объектов. Как описано выше, структура накапливающих лотков (внутреннего лотка и внешнего лотка) может быть упрощена, и время, необходимое для транспортировки требующих взвешивания объектов по накапливающему лотку может быть сокращено, независимо от характеристик почти всех требующих взвешивания объектов, посредством чего обеспечивается высокоскоростная работа. Кроме того, поскольку требующие взвешивания объекты, входящие в две комбинации разгрузки, одновременно разгружаются по одному разу за каждый период Tw, период Tw/2 или период Tw/3, как описано выше, производительность за заданное время может быть повышена. Более того, когда определяется оптимальная комбинация для разгрузки требующих взвешивания объектов во внешний лоток 6b или 6c, событие, при котором измеренная величина специфицированного весового бункера-дозатора 4 не используется, не происходит. В результате точность взвешивания комбинации не деградирует.
В процессе комбинирования (первом процессе комбинирования), показанном на схеме последовательности операций с Фиг.6, выбирается пара оптимальных комбинаций, в которых сумма абсолютных величин разностей между величинами веса комбинации соответствующих оптимальных комбинаций и целевой величиной веса имеет наименьшее значение, и две оптимальные комбинации, входящие в эту пару оптимальных комбинаций, определяются как комбинации разгрузки. Следовательно, точность взвешивания комбинации для требующих взвешивания объектов, которые разгружаются, в целом может быть повышена.
Первый процесс комбинирования, показанный на схеме последовательности операций с Фиг.6, может быть заменен вторым процессом комбинирования или третьим процессом комбинирования, которые описаны ниже.
Ниже описан второй процесс комбинирования. Фиг.9 представляет собой схему последовательности операций, иллюстрирующую второй процесс комбинирования настоящего варианта осуществления.
На этапе S11 вычисление комбинации выполняется, используя измеренные величины (величины веса требующих взвешивания объектов) весовых бункеров-дозаторов 4, удерживающих требующие взвешивания объекты, величины веса которых были измерены соответствующими датчиками 41 веса, чтобы определить в качестве допустимых комбинаций те комбинации, в которых величины веса комбинации, являющиеся суммой измеренных величин, находятся в допустимом диапазоне относительно целевой величины веса. Процесс этапа S11 идентичен процессу этапа S1 на Фиг.6, и оптимальные комбинации, определяемые на этапе S1, соответствуют допустимым комбинациям, определяемым на этапе S11.
На этапе S12 предопределенное количество m (где m больше единицы), например десять, допустимых комбинаций выбираются из всех допустимых комбинаций путем предпочтения тех допустимых комбинаций, в которых абсолютные величины разностей между величинами веса комбинации и целевой величиной веса имеют наименьшее значение, и выбранные допустимые комбинации определяются как первые оптимальные комбинации.
На этапе S13 из допустимых комбинаций, формируемый из весовых бункеров-дозаторов 4, отличающихся от весовых бункеров-дозаторов 4, формирующих одну произвольную первую оптимальную комбинацию, выбирается одна допустимая комбинация, в которой абсолютная величина разности между величиной веса комбинации и целевой величиной веса имеет наименьшее значение, и данная комбинация определяется как вторая оптимальная комбинация, соответствующая одной произвольной первой оптимальной комбинации. Аналогичным образом определяются вторые оптимальные комбинации, соответствующие m первым оптимальным комбинациям. Таким образом, определяются вторые оптимальные комбинации, соответствующие m первым оптимальным комбинациям, и определяются m пар оптимальных комбинаций, каждая из которых содержит соответствующие первую оптимальную комбинацию и вторую оптимальную комбинацию.
На этапе S14 для каждой пары оптимальных комбинаций вычисляются абсолютные величины разностей между величинами веса комбинации первой и второй оптимальных комбинаций, образующих пару оптимальных комбинаций, и целевой величиной веса, и также вычисляется сумма абсолютных величин разностей.
На этапе S15 выбирается одна пара оптимальных комбинаций, в которой сумма абсолютных величин разностей, вычисленных на этапе S14, имеет наименьшее значение, и одна из двух оптимальных комбинаций, образующих эту пару, определяется как комбинация разгрузки (первая комбинация разгрузки) для разгрузки требующих взвешивания объектов во внутренний лоток 6a, а другая из двух оптимальных комбинаций определяется как комбинация разгрузки (вторая комбинация разгрузки) для разгрузки требующих взвешивания объектов во внешний лоток 6b или 6c). Способ определения первой и второй комбинаций разгрузки определяется предварительно, и может использоваться любой способ. Например, первая оптимальная комбинация может быть определена как первая комбинация разгрузки, а вторая оптимальная комбинация может определяться как вторая комбинация разгрузки или наоборот. Альтернативно, весовым бункерам-дозаторам 4 могут быть присвоены порядковые номера, и оптимальная конфигурация, включающая в себя весовой бункер-дозатор 4 с наименьшим номером, может быть определена как первая комбинация разгрузки, а другая оптимальная конфигурация может быть определена как вторая комбинация разгрузки или наоборот. Альтернативно, первая и вторая оптимальные комбинации могут быть определены в соответствии со значением величин веса комбинации. Например, оптимальная комбинация с наибольшей величиной веса комбинации может быть определена как первая комбинация разгрузки, а оптимальная комбинация с наименьшей величиной веса комбинации может быть определена как вторая комбинация разгрузки или наоборот. В еще одном альтернативном варианте оптимальная комбинация с наибольшей величиной веса комбинации и оптимальная комбинация с наименьшей величиной веса комбинации могут быть поочередно определены как первая и вторая комбинации разгрузки при каждом выполнении процесса комбинирования.
Несмотря на то что на этапах S14 и S15 для каждой пары оптимальных комбинаций вычисляется сумма абсолютных величин разностей между величинами веса комбинации соответствующих оптимальных комбинаций и целевой величиной веса и одна пара оптимальных комбинаций, в которой сумма абсолютных величин разностей имеет наименьшее значение, выбирается, чтобы определить две комбинации разгрузки, для каждой пары оптимальных комбинаций может быть вычислена сумма квадратов абсолютных величин разностей между величинами веса комбинации соответствующих оптимальных комбинаций и целевой величиной веса, и пара оптимальных комбинаций, в которой сумма квадратов разностей имеет наименьшее значение, может быть выбрана, чтобы определить две комбинации разгрузки.
Ниже описан третий процесс комбинирования.
Изначально вычисление комбинации выполняется, используя измеренные величины (величины веса требующих взвешивания объектов) весовых бункеров-дозаторов 4, удерживающих требующие взвешивания объекты, величины веса которых были измерены датчиками 41 веса, чтобы определить все комбинации, в которых величины веса комбинации, являющиеся суммой измеренных величин, находятся в допустимом диапазоне относительно целевой величины веса, и чтобы определить их как допустимые комбинации. Далее одна допустимая комбинация, в которой абсолютное значение разности между величиной веса комбинации и целевой величиной веса имеет наименьшую величину, выбирается из всех допустимых комбинаций и определяется как первая оптимальная комбинация разгрузки.
Далее из допустимых комбинаций, формируемых из весовых бункеров-дозаторов 4, отличающихся от весовых бункеров-дозаторов 4, формирующих первую оптимальную комбинацию разгрузки, выбирается одна допустимая комбинация, в которой абсолютная величина разности между величиной веса комбинации и целевой величиной веса имеет наименьшее значение, и данная комбинация определяется как вторая оптимальная комбинация. Одна из первой и второй оптимальных комбинаций определяется как комбинация разгрузки (первая комбинация разгрузки) для разгрузки требующих взвешивания объектов во внутренний лоток, а другая определяется как комбинация разгрузки (вторая комбинация разгрузки) для разгрузки требующих взвешивания объектов во внешний лоток. Способ определения первой комбинации разгрузки и второй комбинации разгрузки определяется заблаговременно, как и в случае второго процесса комбинирования.
Как в Примере 1 первого варианта осуществления, размер накапливающих бункеров-дозаторов 7b и 7c внешнего лотка может быть уменьшен путем конфигурирования настройки в первом, втором и третьем процессе комбинирования, так что, по меньшей мере, один накапливающий бункер-дозатор 4 выбирается из каждой группы B и C, соответствующей внешним лоткам 6b и 6c, чтобы сформировать комбинацию разгрузки, которая разгружает требующие взвешивания объекты во внешний лоток 6b или 6c, или максимальное количество весовых бункеров-дозаторов 4, выбираемых из каждой группы B и C, ограничивается так, чтобы быть меньше количества весовых бункеров-дозаторов 4, которые будут выбраны. Например, в первом процессе комбинирования на этапе S2 (Фиг.6) каждая пара оптимальных комбинаций может быть определена так, чтобы, по меньшей мере, одна оптимальная комбинация включала в себя весовые бункеры-дозаторы 4, выбранные из обеих групп B и C. Во втором процессе комбинирования на этапе S12 (Фиг.9) для определения первой оптимальной комбинации может быть выбрана только допустимая комбинация, которая включает в себя весовые бункеры-дозаторы 4, выбранные из обеих групп B и C. Или на этапе S13 (Фиг.9) вторая оптимальная комбинация может быть выбрана так, что если первая оптимальная комбинация не является допустимой комбинацией, включающей в себя весовые бункеры-дозаторы из обеих групп B и C, то в качестве второй оптимальной комбинации может быть выбрана только та допустимая комбинация, которая включает в себя весовые бункеры-дозаторы 4, выбранные из обеих групп B и C. В третьем процессе комбинирования первая оптимальная комбинация и вторая оптимальная комбинация могут определяться так, что, по меньшей мере, одна из первой и второй оптимальных комбинаций включает в себя весовые бункеры-дозаторы 4, выбранные из обеих групп B и C. В вышеописанном случае в первом, втором и третьем процессах комбинирования, если одна из вторых оптимальных комбинаций, выбираемых в конце, включает в себя только весовые бункеры-дозаторы 4, выбранные из группы B или C, то эта оптимальная комбинация может быть определена как комбинация разгрузки для разгрузки требующих взвешивания объектов во внутренний лоток 6a, а другая может быть определена как комбинация разгрузки для разгрузки требующих взвешивания объектов во внешний лоток 6b или 6c.
Поочередная операция разгрузки, такая как работа в двухсменном режиме или трехсменном режиме, описанная в первом варианте осуществления, может выполняться в конфигурации, показанной на Фиг.5. В этом случае требующие взвешивания объекты разгружаются поочередно из накапливающего бункера-дозатора 7a внутреннего лотка и накапливающего бункера-дозатора 7b или 7c, и, следовательно, два нижних лотка 8L и 8R поочередно подают требующие взвешивания объекты в два входа упаковочной машины. В этом случае, как и в Примере 1 первого варианта осуществления, размер накапливающих бункеров-дозаторов 7b и 7c внешнего лотка может быть уменьшен путем конфигурирования настройки так, что, по меньшей мере, один накапливающий бункер-дозатор 4 выбирается из каждой группы B и C, соответствующей внешним лоткам 6b и 6c, чтобы сформировать комбинацию разгрузки (оптимальную комбинацию), или максимальное количество весовых бункеров-дозаторов 4, выбираемых из каждой группы B и C, ограничивается так, чтобы быть меньше количества весовых бункеров-дозаторов 4, которые будут выбраны в процессе комбинирования, выполняемом для определения комбинации разгрузки для разгрузки требующих взвешивания объектов в, по меньшей мере, внешний лоток 6b или 6c.
В конфигурации с Фиг.5 предполагается, что общее количество весовых бункеров-дозаторов 4 составляет четырнадцать, а количество весовых бункеров-дозаторов 4, которые должны быть выбраны для формирования одной комбинации разгрузки в процессе комбинирования, равно четырем. В этом случае, когда выполняется работа в двухсменном режиме, описанная в первом варианте осуществления, вычисление комбинации выполняется с использованием десяти измеренных величин, и комбинация, в которой величина веса комбинации находится в допустимом диапазоне относительно целевой величины веса и для которой абсолютная величина разности между величиной веса комбинации и целевой величиной веса имеет наименьшее значение, выбирается как комбинация разгрузки (оптимальная комбинация).
В отличие от этого в случае третьего процесса комбинирования вторая оптимальная комбинация выбирается из десяти измеренных величин, тогда как первая оптимальная комбинация всегда выбирается из четырнадцати измеренных величин. Известно, что точность взвешивания комбинации повышается по мере увеличения количества измеренных величин, используемых при вычислении комбинации. Следовательно, если общее количество весовых бункеров-дозаторов 4 равно, то точность взвешивания комбинации для требующих взвешивания объектов, которые должны быть разгружены, в целом может быть повышена, если используется третий процесс комбинирования, а не работа в двухсменном режиме.
Во втором процессе комбинирования множество первых оптимальных комбинаций определяются при расширенном условии для выбора первой оптимальной комбинации в третьем процессе комбинирования, определяются вторые оптимальные комбинации, соответствующие первым оптимальным комбинациям, и выбирается пара комбинаций, состоящая из двух оптимальных комбинаций, в которых сумма абсолютных величин разностей между величинами веса комбинации и целевой величиной веса имеет наименьшее значение. Следовательно, точность взвешивания комбинации для требующих взвешивания объектов, которые должны быть разгружены, в целом может быть повышена, если используется второй процесс комбинирования, а не третий процесс комбинирования.
В первом процессе комбинирования пара оптимальных комбинаций формируется путем комбинирования двух комбинаций из всего множества оптимальных комбинаций, и выбирается одна пара оптимальных комбинаций, в которой сумма абсолютных величин разностей между величинами веса комбинации двух оптимальных комбинаций и целевой величиной веса имеет наименьшее значение. Следовательно, точность взвешивания комбинации для требующих взвешивания объектов, которые должны быть разгружены, в целом может быть повышена, если используется первый процесс комбинирования, а не третий процесс комбинирования.
Согласно первому, второму или третьему процессу комбинирования, поскольку две комбинации разгрузки определяются одновременно, при вычислении комбинации для определения двух комбинаций разгрузки может использоваться большее количество весов требующих взвешивания объектов, соответствующих весовым бункерам-дозаторам 4, и в результате точность взвешивания комбинации для требующих взвешивания объектов, которые должны быть разгружены, в целом может быть повышена.
Кроме того, объем вычислений уменьшается в следующем порядке: первый процесс комбинирования, второй процесс комбинирования, третий процесс комбинирования. И, соответственно, требуемое для процессов комбинирования время может быть уменьшено в этом порядке.
В вышеописанных первом и втором вариантах осуществления в тех случаях, когда допустимый диапазон относительно целевой величины веса устанавливается равным диапазону, который не меньше целевой величины веса, то есть когда нижняя пороговая величина допустимого диапазона устанавливается равной целевой величине веса, абсолютная величина разности между величиной веса комбинации оптимальной комбинации или допустимой комбинации и целевой величиной веса равна величине (разности), получаемой путем вычитания целевой величины веса из величины веса комбинации. Следовательно, в этом случае на этапе S3 на Фиг.6 и на этапе S14 на Фиг.9 вычисление суммы абсолютной величины разности между величинами веса комбинации соответствующих оптимальных комбинаций и целевой величиной веса эквивалентно вычислению суммы разностей, получаемых путем вычитания целевой величины веса из величин веса комбинации соответствующих оптимальных комбинаций.
В случае, когда нижнее пороговое значение допустимого диапазона устанавливается равным целевой величине веса, этапы S3 и S4 на Фиг.6 и этапы S14 и S15 на Фиг.9 могут быть заменены операцией, в которой для каждой пары оптимальных комбинаций вычисляется сумма величин веса комбинации двух оптимальных комбинаций, формирующих пару оптимальных комбинаций, выбирается одна пара оптимальных комбинаций, в которой вычисленная сумма имеет наименьшее значение, одна из двух оптимальных комбинаций, формирующих выбранную пару, определяется как комбинация разгрузки (первая комбинация разгрузки) для разгрузки требующих взвешивания объектов во внутренний лоток, а другая определяется как комбинация разгрузки (вторая комбинация разгрузки) для разгрузки требующих взвешивания объектов во внешний лоток. В этом случае две комбинации разгрузки идентичны комбинациям, получаемым на этапах S3 и S4 и этапах S14 и S15.
Несмотря на то что в настоящем варианте осуществления требующие взвешивания объекты подаются в два входа упаковочной машины, накапливающие бункеры-дозаторы 7a, 7b и 7c также могут быть опущены в этом случае, при условии, что все требующие взвешивания объекты, которые были разгружены из весовых бункеров-дозаторов 4, проскальзывают по накапливающему лотку 6a, 6b или 6c за короткое время, и, следовательно, выполняемая упаковочной машиной операция упаковки не задерживается. В этом случае конфигурация упрощается благодаря исключению накапливающих бункеров-дозаторов и, соответственно, отпадает необходимость в их управлении. Пример конфигурации в этом случае показан на Фиг.10. Фиг.10(a) представляет собой схематический частичный боковой разрез, иллюстрирующий пример конфигурации комбинационного весового дозатора согласно настоящему варианту осуществления, который не снабжен накапливающим бункером-дозатором, а Фиг.10(b) представляет собой схематический вид сверху двух нижних лотков и трубок комбинационного весового дозатора. Трубки 10a, 10b и 10c, которые представляют собой трубчатые лотки, расположены у разгрузочных отверстий 6ae, 6be и 6bc накапливающих лотков 6a, 6b и 6c соответственно, требующие взвешивания объекты, которые проскользнули по внутреннему лотку 6a, разгружаются в нижний лоток 8L через трубку 10a, тогда как требующие взвешивания объекты, которые проскользнули по внешнему лотку 6b или 6c, разгружаются в нижний лоток 8R через трубку 10b или 10c.
Блок 20 управления может привести весовые бункеры-дозаторы 4, выбранные для формирования комбинации разгрузки, к разгрузке требующих взвешивания объектов в ответ на, например, сигнал команды подачи от упаковочной машины. Требующие взвешивания объекты, которые были разгружены из весовых бункеров-дозаторов 4, разгружаются в нижний лоток 8L или 8R через накапливающий лоток 6a, 6b или 6c и трубку 10a, 10b или 10c и подаются в два входа упаковочной машины.
Поочередная операция разгрузки, такая как работа в двухсменном режиме или трехсменном режиме, описанная в первом варианте осуществления, может выполняться в конфигурации, показанной на Фиг.10. В этом случае требующие взвешивания объекты разгружаются из весовых бункеров-дозаторов 4, формирующих комбинации разгрузки, определяемые последовательно, поочередно во внутренний лоток 6a и во внешний лоток 6b или 6c. Следовательно, требующие взвешивания объекты разгружаются поочередно в два нижних лотка 8L и 8R через соответствующую трубку 10a, 10b или 10c и подаются поочередно в два входа упаковочной машины.
В первом и втором вариантах осуществления нижний лоток 8, 8L или 8R либо трубка 10a, 10b или 10c может быть предоставлена в упаковочной машине.
Несмотря на то что первом и втором вариантах осуществления описывается, что только весовые бункеры-дозаторы 4 используются в качестве комбинационных бункеров-дозаторов, которые являются бункерами-дозаторами (бункерами-дозаторами, которые участвуют в вычислении комбинации), удерживающими требующие взвешивания объекты, измеренные величины которых используются в вычислении комбинации, это всего лишь пример. Фиг.11(a), 11(b), 11(c) и 11(d) представляют собой виды сверху, схематически иллюстрирующие другие примеры бункеров-дозаторов, таких как комбинационные бункеры-дозаторы. Внутренний лоток 6X на Фиг.11(a), 11(b), 11(c) и 11(d) соответствует внутреннему лотку 6a на Фиг.1, 4, 5 и 10, тогда как внешний лоток 6Y на Фиг.11(a), 11(b), 11(c) и 11(d) соответствует внешним лоткам 6b и 6c и т.п. на Фиг.1, 4, 5 и 10. Один датчик 41 веса (см. Фиг.1, 4 и 5) прикреплен к каждому весовому бункеру-дозатору 4 с Фиг.11(a) и 11(b) и весовым бункерам-дозаторам 4X и 4Y с Фиг.11(c) и 11(d).
Например, как показано на Фиг.11(a), каждый весовой бункер-дозатор 4 сконфигурирован так, чтобы иметь две камеры (весовые камеры) 4a и 4b, в которые подаются требующие взвешивания объекты. Две весовые камеры 4a и 4b каждого весового бункера-дозатора 4 расположены рядом друг с другом, по существу, в том же направлении, в котором расположено множество весовых бункеров-дозаторов 4. В этом случае питающий бункер-дозатор 3 сконфигурирован так, чтобы иметь возможность селективно разгружать требующие взвешивания объекты в весовую камеру 4a или в весовую камеру 4b весового бункера-дозатора 4. Каждая из двух весовых камер 4a и 4b весового бункера-дозатора 4 сконфигурирована так, чтобы иметь возможность селективно разгружать требующие взвешивания объекты во внутренний лоток 6X или во внешний лоток 6Y. Вычисление комбинации выполняется с использованием весов (измеренных величин) требующих взвешивания объектов, расположенных внутри весовых камер 4a и 4b каждого весового бункера-дозатора 4, и весовые камеры 4a и 4b являются кандидатами для формирования комбинации разгрузки. В каждом весовом бункере-дозаторе 4, когда одна весовая камера, например только весовая камера 4a, удерживает требующие взвешивания объекты, датчик 41 веса измеряет вес требующих взвешивания объектов, находящихся внутри весовой камеры 4a. А когда в другую весовую камеру 4b подаются требующие взвешивания объекты, датчик 41 веса измеряет общий вес требующих взвешивания объектов, находящихся внутри этих двух весовых камер 4a и 4b. Блок 20 управления (см. Фиг.1, 4, 5 и 10) вычисляет вес (измеренную величину) требующих взвешивания объектов, находящихся внутри весовой камеры 4b, путем вычитания веса требующих взвешивания объектов, находящихся внутри весовой камеры 4a, из общего веса требующих взвешивания объектов, находящихся внутри этих двух весовых камер 4a и 4b.
В конфигурации с Фиг.11(b) запоминающий бункер-дозатор 9 расположен под каждым весовым бункером-дозатором 4 и он имеет две камеры (вмещающие камеры 9a и 9b), в которые подаются требующие взвешивания объекты из весового бункера-дозатора 4. Две вмещающие камеры 9a и 9b каждого запоминающего бункера-дозатора 9 расположены рядом друг с другом, по существу, в том же направлении, в котором расположено множество запоминающих бункеров-дозаторов 9. Здесь не показан питающий бункер-дозатор 3 (см. Фиг.1, 4, 5 и 10) для подачи требующих взвешивания объектов в весовой бункер-дозатор 4. В этом случае весовой бункер-дозатор 4 сконфигурирован так, чтобы иметь возможность селективно разгружать требующие взвешивания объекты во вмещающую камеру 9a или вмещающую камеру 9b запоминающего бункера-дозатора 9 и не разгружать требующие взвешивания объекты во внешний лоток 6Y и во внутренний лоток 6X. Каждая из двух вмещающих камер 9a и 9b запоминающего бункера-дозатора 9 сконфигурирована так, чтобы иметь возможность селективно разгружать требующие взвешивания объекты во внутренний лоток 6X или во внешний лоток 6Y. Вычисление комбинации выполняется с использованием весов (измеренных величин) требующих взвешивания объектов, находящихся внутри вмещающих камер 9a и 9b каждого запоминающего бункера-дозатора 9, и вмещающие камеры 9a и 9b являются кандидатами для формирования комбинации разгрузки. В этом случае весовой бункер-дозатор не участвует в вычислении комбинации. В качестве весов требующих взвешивания объектов, находящихся внутри вмещающих камер 9a и 9b используются веса, полученные путем измерения в весовом бункере-дозаторе 4, расположенном над ними. Каждый весовой бункер-дозатор 4 может участвовать в вычислении комбинации при условии, что весовой бункер-дозатор 4 и вмещающая камера 9a или 9b связанного запоминающего бункера-дозатора 9 одновременно выбираются для формирования комбинации. Например, когда весовой бункер-дозатор 4 и вмещающая камера 9a (или 9b) связанного запоминающего бункера дозатора 9 выбираются одновременно, требующие взвешивания объекты, находящиеся внутри весового бункера-дозатора 4, разгружаются во внешний лоток 6Y или во внутренний лоток 6X через вмещающую камеру 9a (или 9b).
В конфигурации на Фиг.11(c) весовые бункеры-дозаторы 4X и 4Y с прикрепленными к ним датчиками 41 веса расположены рядом друг с другом по двум линиям, и запоминающий бункер-дозатор 9, имеющий одну камеру, в которую подаются требующие взвешивания объекты из весовых бункеров-дозаторов 4X или 4Y, расположен под весовыми бункерами-дозаторами 4X и 4Y. В этом случае питающий бункер-дозатор 3 сконфигурирован так, чтобы иметь возможность селективно разгружать требующие взвешивания объекты в весовой бункер-дозатор 4X или в весовой бункер-дозатор 4Y, расположенные под ним, весовой бункер-дозатор 4X сконфигурирован так, чтобы иметь возможность разгружать требующие взвешивания объекты в запоминающий бункер-дозатор 9 или во внутренний лоток 6X, а весовой бункер-дозатор 4Y сконфигурирован так, чтобы иметь возможность селективно разгружать требующие взвешивания объекты в запоминающий бункер-дозатор 9 или во внешний лоток 6Y. Вычисление комбинации выполняется с использованием весов (измеренных величин) требующих взвешивания объектов, находящихся внутри весовых бункеров-дозаторов 4X и 4Y и внутри запоминающего бункера-дозатора 9. Вычисление комбинации выполняется так, что, например, весовой бункер-дозатор 4Y не выбирается для комбинации разгрузки требующих взвешивания объектов, которые разгружаются на внутренний лоток 6X, но весовой бункер-дозатор 4X и запоминающий бункер-дозатор 9 выбираются для комбинации разгрузки. Кроме того, вычисление комбинации выполняется так, что, например, весовой бункер-дозатор 4X не выбирается для комбинации разгрузки требующих взвешивания объектов, которые разгружаются на внешний лоток 6Y, но весовой бункер-дозатор 4Y и запоминающий бункер-дозатор 9 выбираются для комбинации разгрузки. В качестве веса требующих взвешивания объектов, находящихся внутри каждого запоминающего бункера-дозатора 9 используется вес, полученный путем измерения в весовом бункере-дозаторе 4X или 4Y, который подал требующие взвешивания объекты в запоминающий бункер-дозатор 9. Весовой бункер-дозатор 4Y может участвовать в вычислении комбинации при условии, что при определении комбинации разгрузки для разгрузки требующих взвешивания объектов во внутренний лоток 6X запоминающий бункер-дозатор 9 и расположенный над ним весовой бункер-дозатор 4Y одновременно выбираются для формирования комбинации. В этом случае требующие взвешивания объекты, находящиеся внутри весового бункера-дозатора 4Y, разгружаются во внутренний лоток 6X через запоминающий бункер-дозатор 9. Схожим образом весовой бункер-дозатор 4X может участвовать в вычислении комбинации при условии, что при определении комбинации разгрузки для разгрузки требующих взвешивания объектов во внешний лоток 6Y запоминающий бункер-дозатор 9 и расположенный над ним весовой бункер-дозатор 4X одновременно выбираются для формирования комбинации. В этом случае требующие взвешивания объекты, находящиеся внутри весового бункера-дозатора 4X, разгружаются во внешний лоток 6Y через запоминающий бункер-дозатор 9.
В конфигурации на Фиг.11(d) один питающий бункер-дозатор 3 по конфигурации на Фиг.11(c) был заменен на два питающих бункера-дозатора 3X и 3Y, и бункеры-дозаторы, которые принимают участие в вычислении комбинации, совпадают с таковыми по конфигурации 11(c). В этом случае линейные дозаторы 2X и 2Y снабжены так, чтобы соответствовать питающим бункерам-дозаторам 3X и 3Y и чтобы подавать требующие взвешивания объекты в связанные питающие бункеры-дозаторы 3X и 3Y соответственно. Питающий бункер-дозатор 3X подает требующие взвешивания объекты в весовой бункер-дозатор 4X, расположенный под ним, тогда как питающий бункер-дозатор 3Y подает требующие взвешивания объекты в весовой бункер-дозатор 4Y, расположенным под ним. Таким образом, поскольку питающие бункеры-дозаторы 3X и 3Y предоставлены так, чтобы соответствовать весовым бункерам-дозаторам 4X и 4Y, требующие взвешивания объекты могут быть поданы одновременно в оба весовых бункера-дозатора 4X и 4Y, формирующих пару, если они были одновременно выбраны для формирования комбинации разгрузки, и, следовательно, они пусты. Посредством этого уменьшение количества измеренных величин, которые будут использованы в последующем вычислении комбинации, может быть предотвращено, так что точность взвешивания комбинации может быть повышена в сравнении с конфигурацией на Фиг.11(c).
В добавление к вышеописанным конфигурациям конфигурация бункеров-дозаторов, таких как комбинационные бункеры-дозаторы, может быть изменена различными способами. В конфигурациях на Фиг.1, 4, 5 и 10 для каждого датчика 41 веса, прикрепленного к весовому бункеру-дозатору 4, получается одна измеренная величина, которая должна использоваться в вычислении комбинации. С другой стороны, в конфигурации на Фиг.11(a) для каждого датчика 41 веса получаются две измеренные величины, которые должны использоваться в вычислении комбинации, тогда как в конфигурации на Фиг.11(b), для каждого датчика веса получаются две измеренные величины, которые используются в вычислении комбинации, если весовой бункер-дозатор 4 не участвует в вычислении комбинации, и для каждого датчика 41 веса получаются три измеренные величины, которые должны использоваться в вычислении комбинации, если весовой бункер-дозатор 4 участвует в вычислении комбинации. В конфигурациях на Фиг.11(c) и 11(d) для двух датчиков 41 веса получаются три измеренные величины, которые должны использоваться в вычислении комбинации. Следовательно, конфигурации бункеров-дозаторов, показанные на Фиг.11(a)-11(d), предоставляют возможность эффективного использования датчиков 41 веса, которые являются дорогостоящими компонентами. В добавление, конфигурации бункера-дозатора, показанные на Фиг.11(a)-11(d), предоставляют возможность сдерживать рост диаметра окружной формы, по которой расположены комбинационные бункеры-дозаторы, и увеличивать количество измеренных величин, используемых в вычислении комбинации, так чтобы достигалось повышение точности взвешивания комбинации.
Более того, в вышеописанных первом и втором вариантах осуществления блок 20 управления не ограничен конфигурацией, при которой он является единственным устройством управления, и он может быть сконфигурирован так, чтобы включать в себя множество устройств управления, расположенных распределенным образом, и эти устройства управления могут взаимодействовать, чтобы управлять работой комбинационного весового дозатора.
Ввиду вышеизложенного описания специалистам в данной области техники будут очевидны многочисленные модификации и альтернативные варианты осуществления. Соответственно, настоящее описание следует интерпретировать исключительно как иллюстративное, и оно предоставлено с целью разъяснения специалистам в данной области техники лучшего варианта осуществления настоящего изобретения. Детали структуры и/или функции могут варьировать, по существу, в рамках сущности настоящего изобретения.
Промышленная применимость
Комбинационный весовой дозатор настоящего изобретения полезен как комбинационный весовой дозатор, соединенный с упаковочной машиной, работающей на высокой скорости, или упаковочной машиной сдвоенного типа и т.п., чтобы определять оптимальные комбинации, которые последовательно определяются в повторяющихся процессах комбинирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНАЦИОННОЕ ВЗВЕШИВАЮЩЕЕ УСТРОЙСТВО И ВЗВЕШИВАЮЩАЯ СИСТЕМА С ПРИМЕНЕНИЕМ ТАКОГО УСТРОЙСТВА | 2006 |
|
RU2387958C2 |
| КОМБИНАЦИОННЫЙ ВЕСОВОЙ ДОЗАТОР | 2007 |
|
RU2399889C1 |
| КОМБИНАЦИОННЫЕ ВЕСЫ | 2005 |
|
RU2342641C1 |
| Автоматический комбинационный дозатор | 2023 |
|
RU2814509C1 |
| КОМБИНАЦИОННЫЙ ДОЗАТОР | 2002 |
|
RU2229103C2 |
| РОТОРНЫЙ КОМБИНАЦИОННЫЙ ДОЗАТОР | 2004 |
|
RU2311324C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРЕДМЕТОВ И СИСТЕМА ВЗВЕШИВАНИЯ, В КОТОРОЙ ОНО ИСПОЛЬЗУЕТСЯ | 2017 |
|
RU2736517C1 |
| ВЕСОВОЙ КОМБИНАЦИОННЫЙ ДОЗАТОР | 2021 |
|
RU2775198C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИСПОЛЬЗОВАНИЯ В СИСТЕМЕ УПАКОВКИ ПИЩЕВЫХ ПРОДУКТОВ | 2013 |
|
RU2586922C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПОКРЫТИЯ ПРОДУКТА | 2017 |
|
RU2757003C2 |
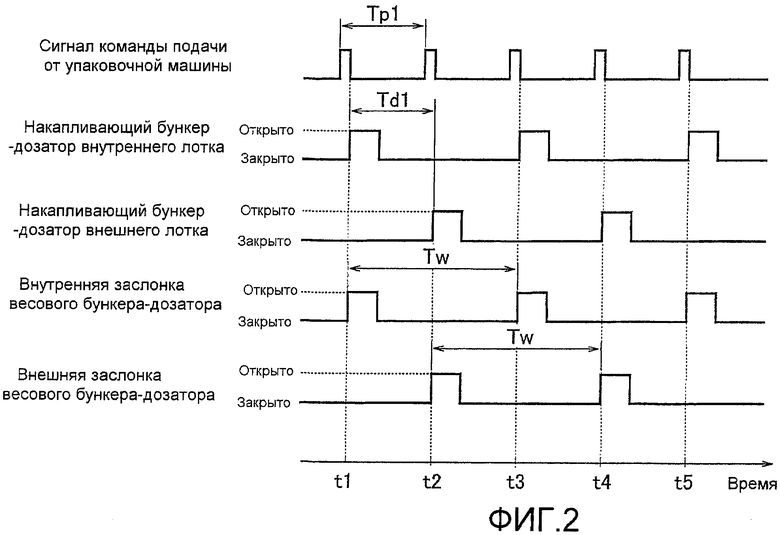
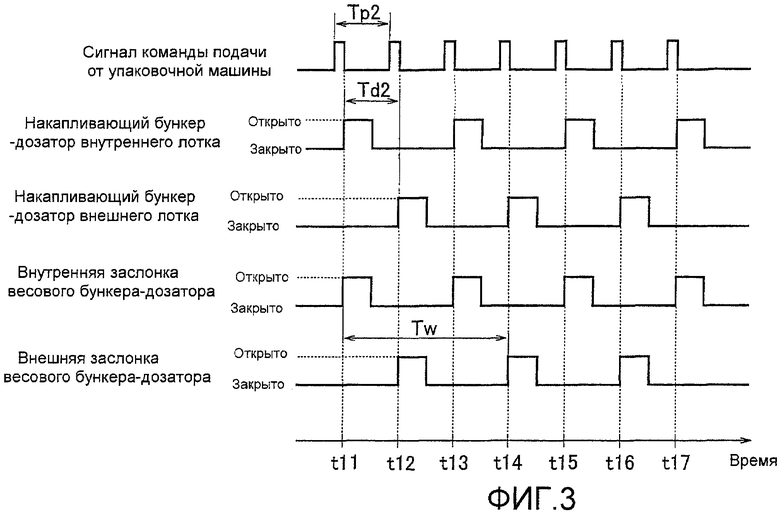
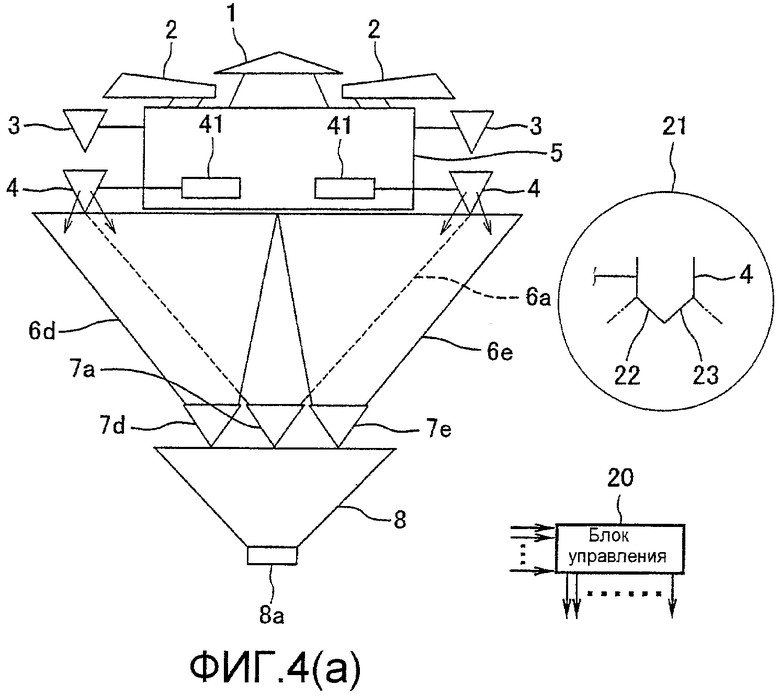
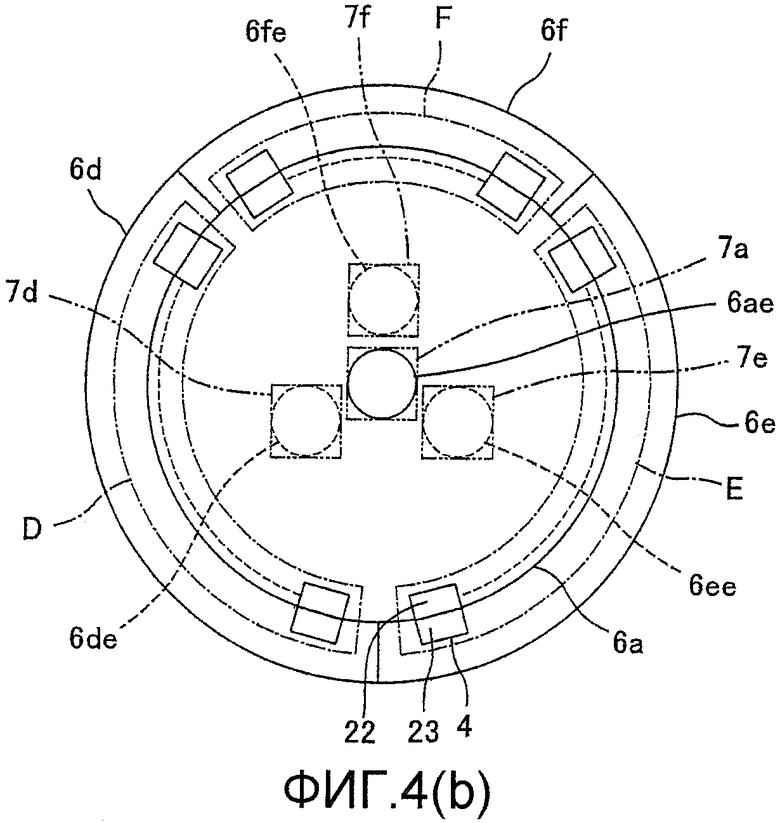
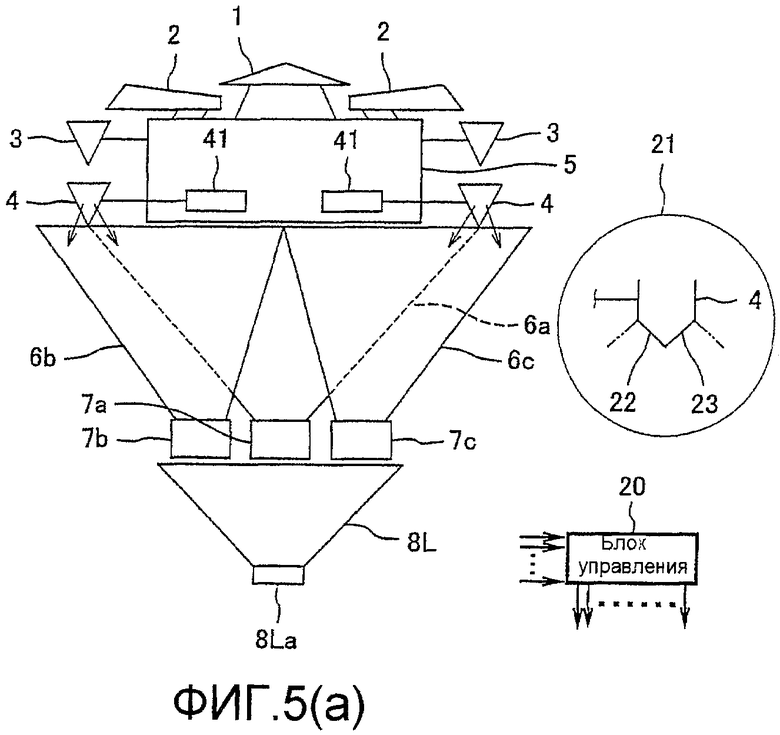
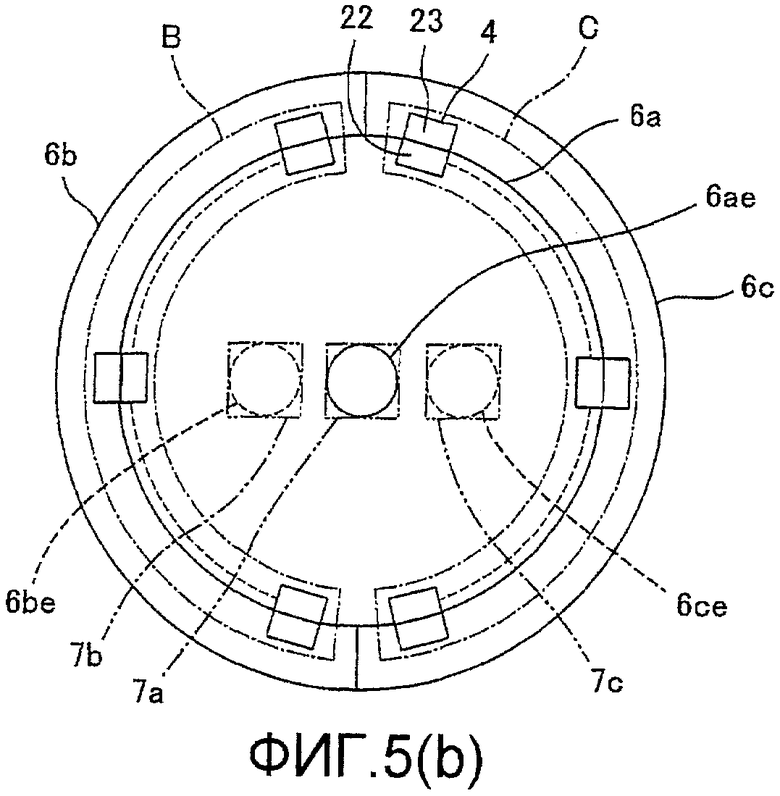
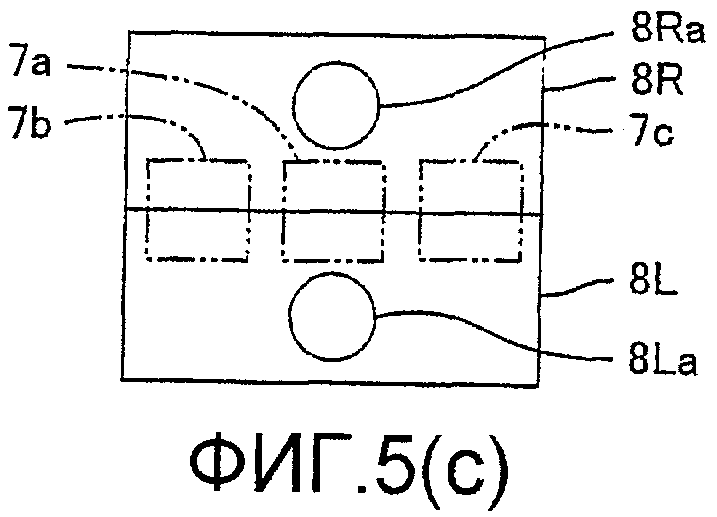
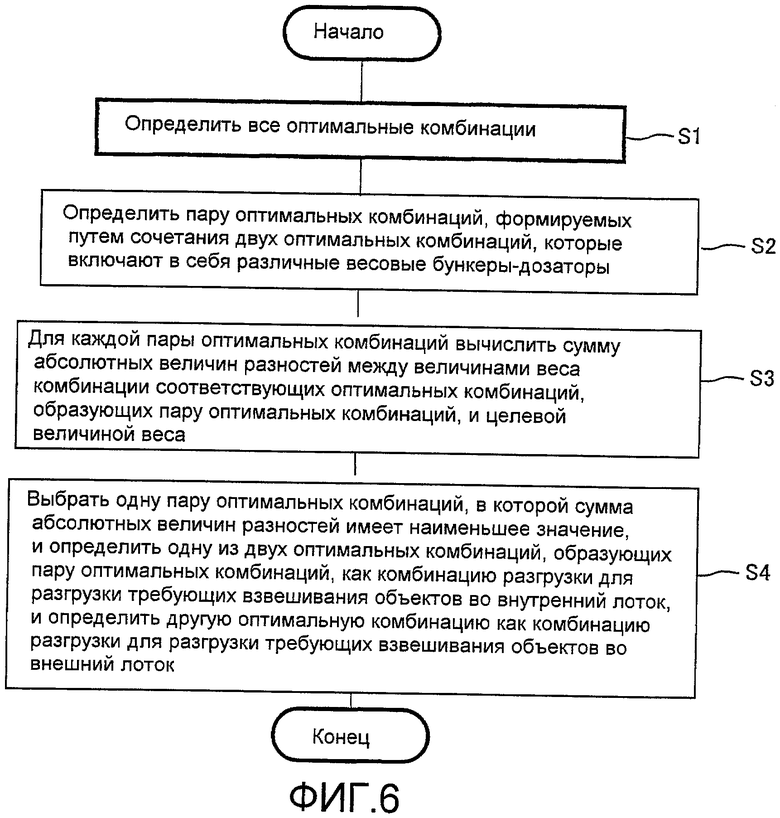
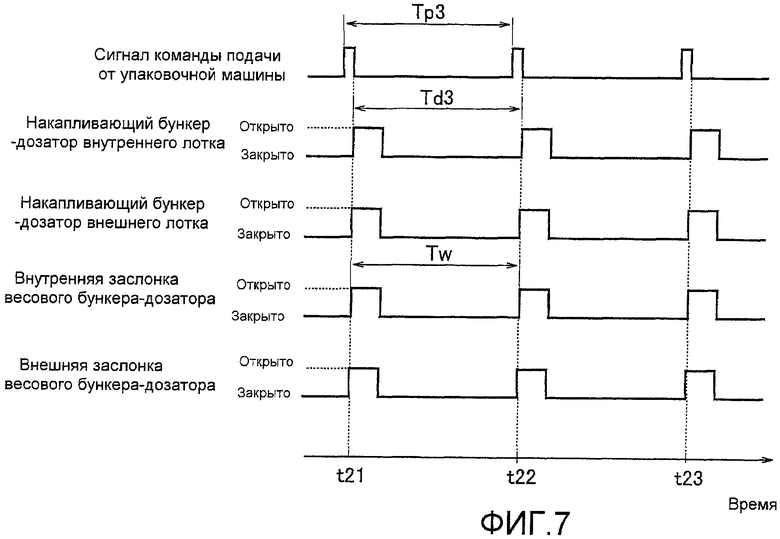
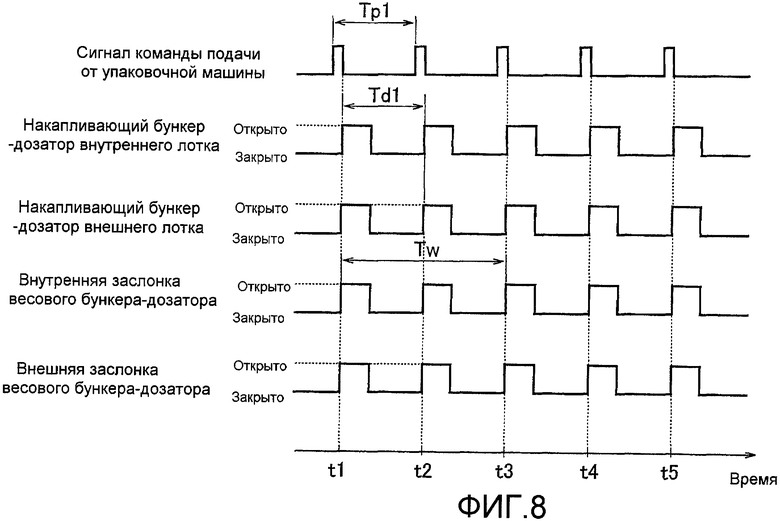
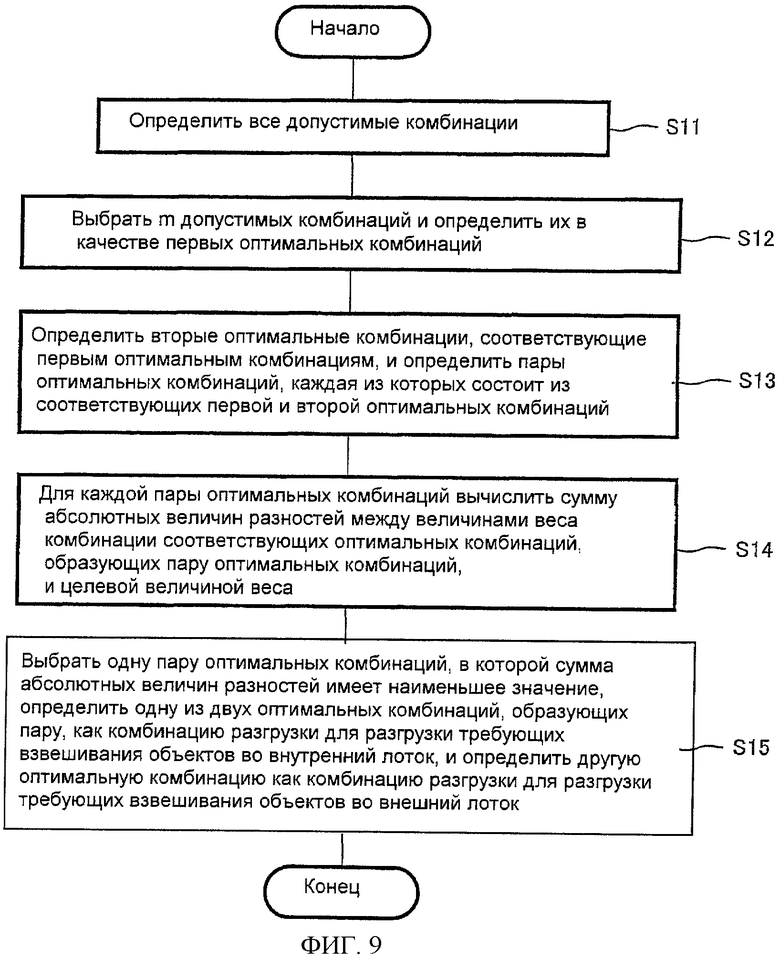
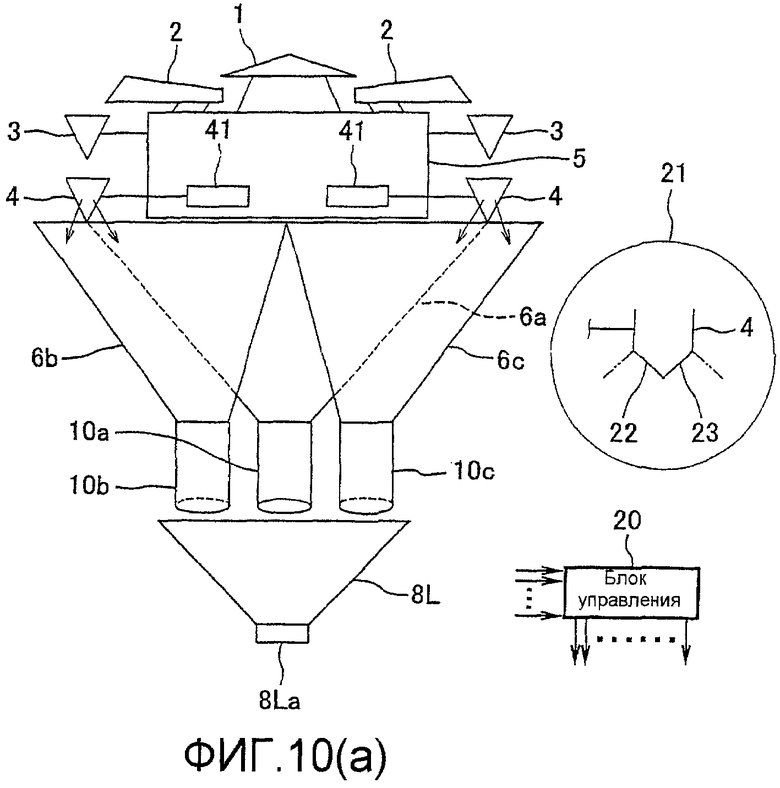
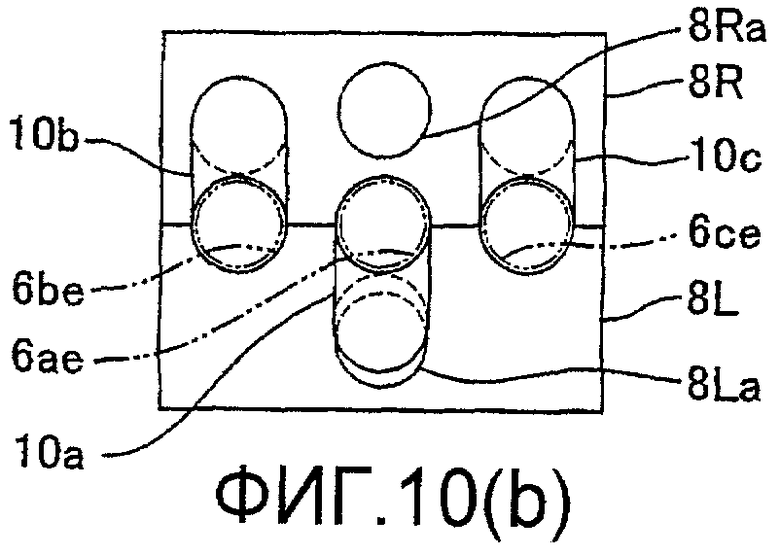
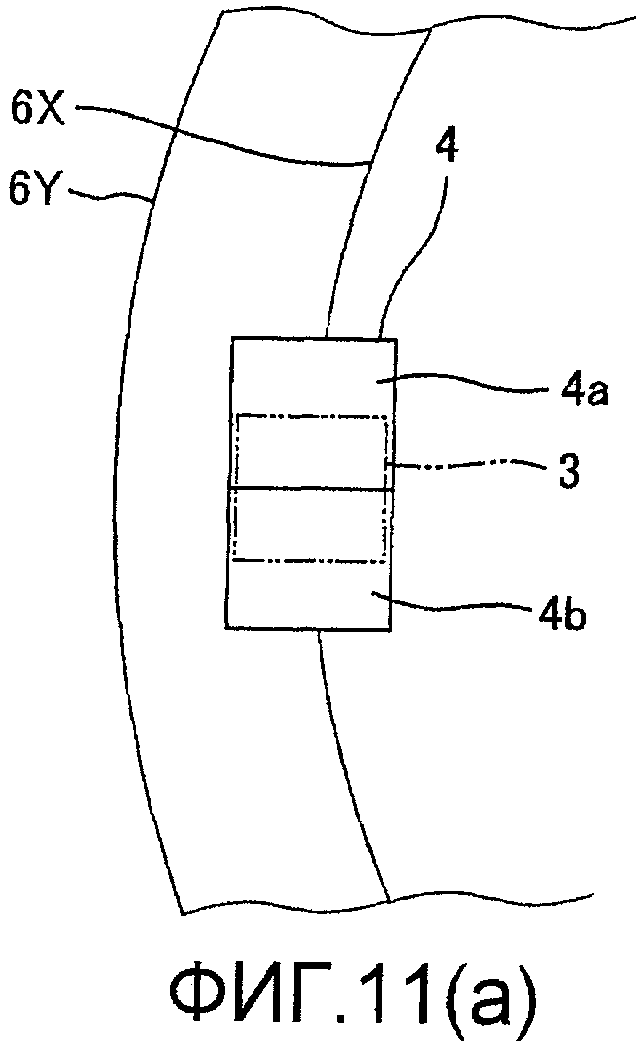
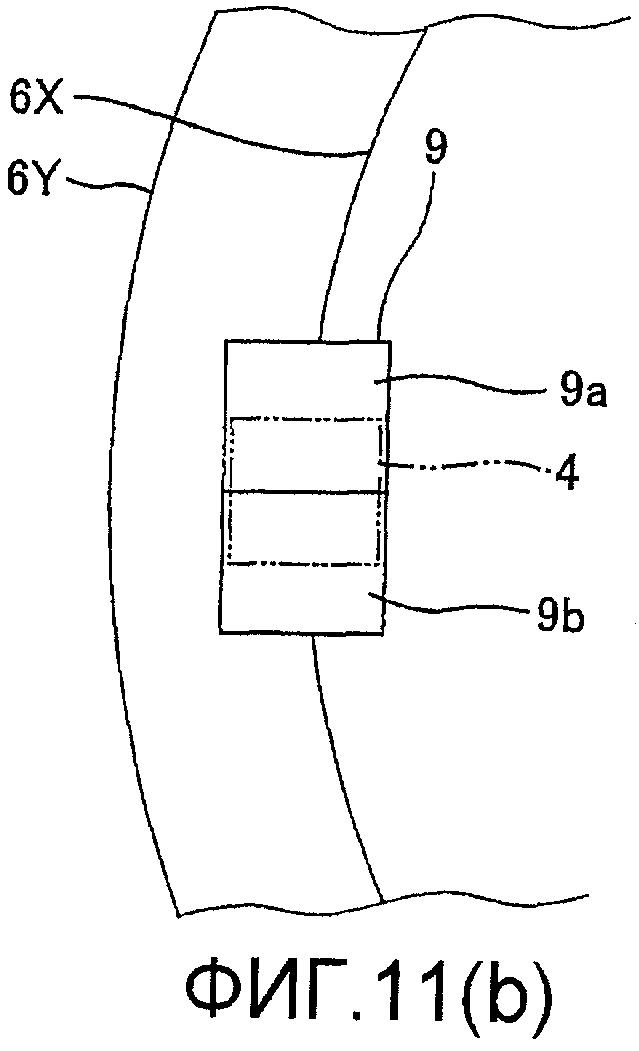
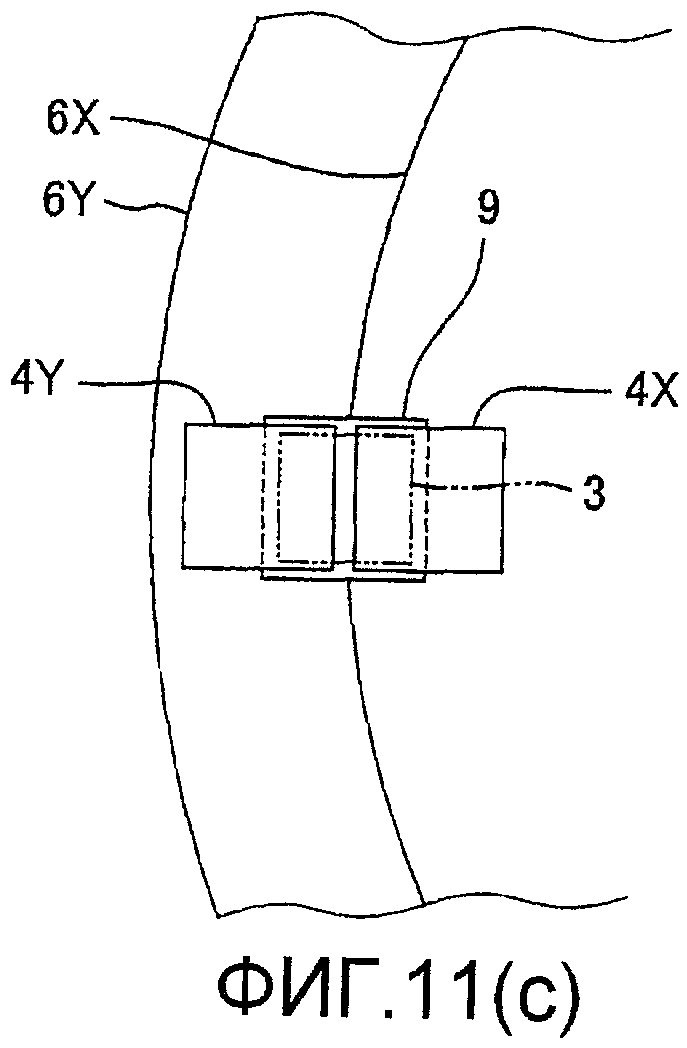
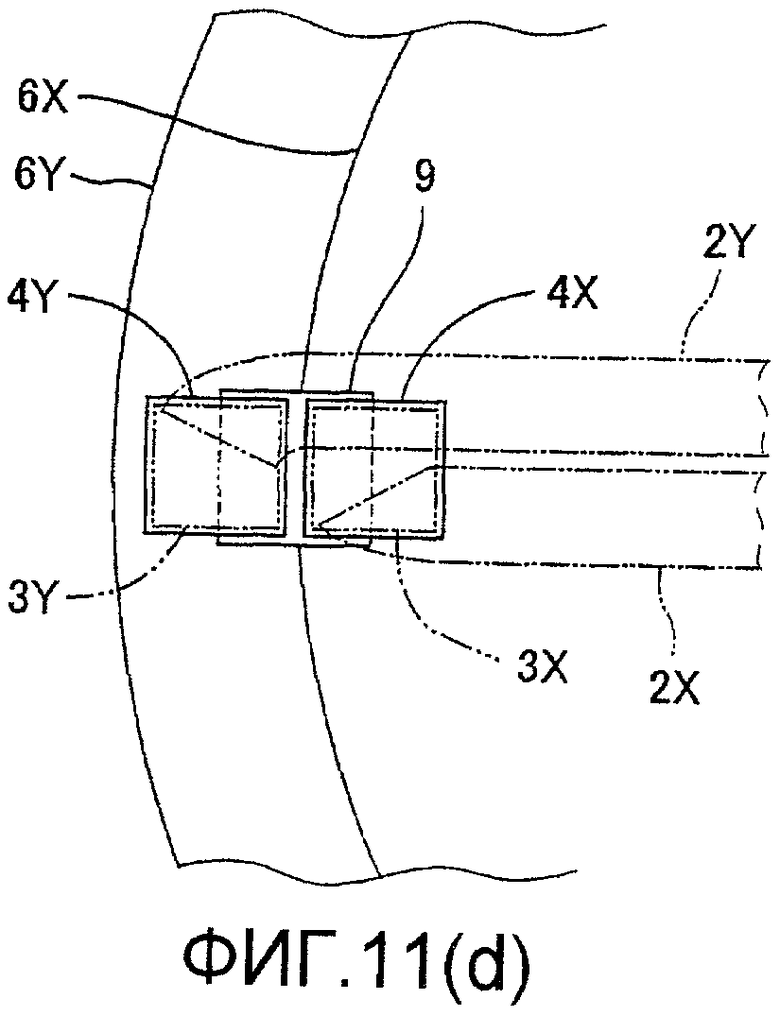

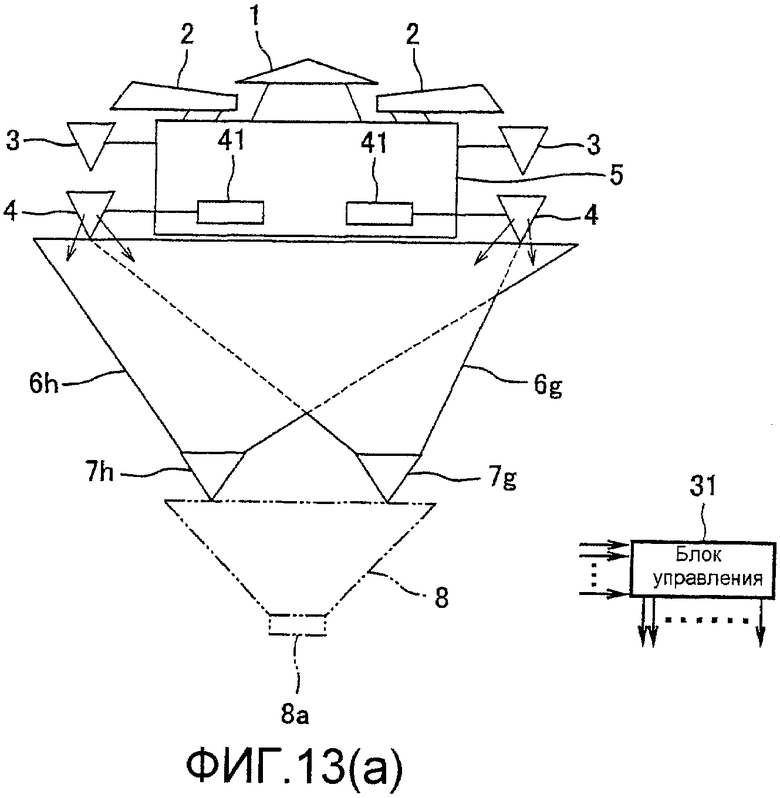
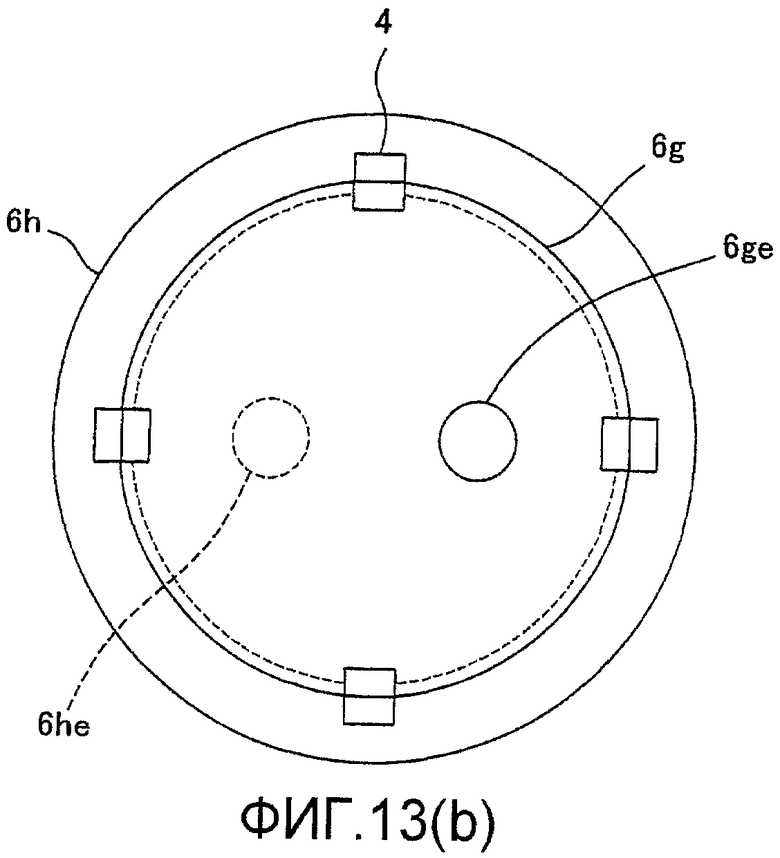
Изобретение относится к весоизмерительной технике и направлено на обеспечение высокоскоростной работы дозатора без уменьшения точности взвешивания комбинации и независимо от характеристик взвешиваемых объектов. Этот результат обеспечивается за счет того, что изобретение содержит внутренний лоток, который собирает взвешиваемые объекты, которые разгружаются в направлении внутрь из весовых бункеров-дозаторов, множество внешних лотков, которые собирают взвешиваемые объекты, которые разгружаются в направлении наружу из весовых бункеров-дозаторов, накапливающий бункер-дозатор, находящийся у разгрузочного отверстия внутреннего лотка, накапливающие бункеры-дозаторы, находящиеся у разгрузочных отверстий внешних лотков, нижний лоток, который транспортирует взвешиваемые объекты, которые разгружаются из накапливающего бункера-дозатора, и разгружает их через разгрузочное отверстие, расположенное в его нижней части. Имеется блок управления, который сконфигурирован так, чтобы переключать направление разгрузки весовых бункеров-дозаторов, выбранных для формирования оптимальных комбинаций, что выполняется последовательно при каждом процессе комбинирования, и чтобы в соответствии с переключаемыми направлениями приводить накапливающий бункер-дозатор к поочередной разгрузке требующих взвешивания объектов. 16 з.п. ф-лы, 22 ил.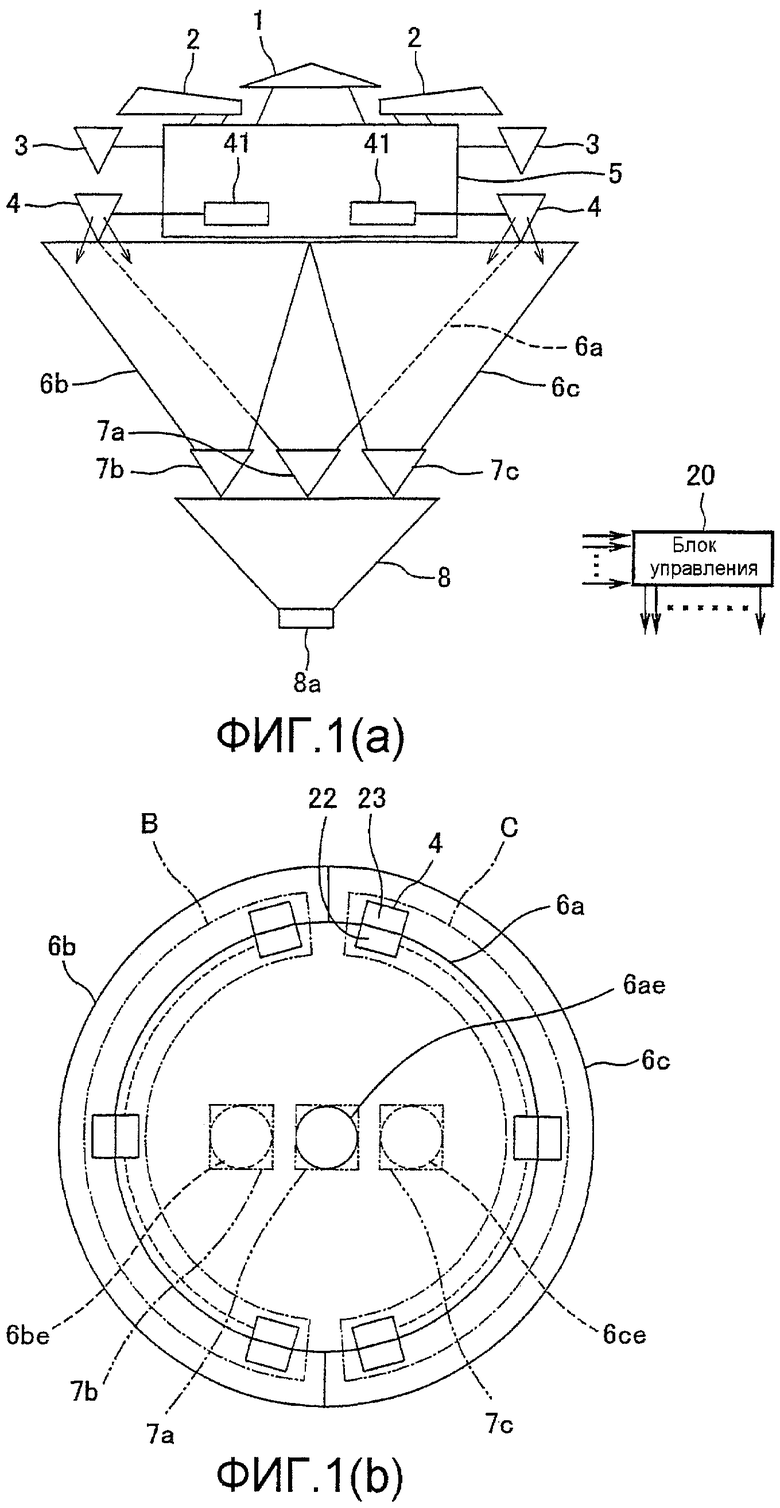
1. Комбинационный весовой дозатор, содержащий множество комбинационных бункеров-дозаторов, которые расположены по кругу и в которые подаются требующие взвешивания объекты, причем каждый комбинационный бункер-дозатор выполнен с возможностью селективной разгрузки требующих взвешивания объектов в направлении внутрь круга или в направлении наружу из круга, внутренний лоток, который расположен под комбинационными бункерами-дозаторами и который выполнен с возможностью сбора требующих взвешивания объектов, которые были разгружены из комбинационных бункеров-дозаторов в направлении внутрь, и разгрузки требующих взвешивания объектов из разгрузочного отверстия, выполненного в его нижней части, множество внешних лотков, которые расположены под комбинационными бункерами-дозаторами друг рядом с другом так, чтобы окружать внутренний лоток, причем внешние лотки выполнены с возможностью сбора требующих взвешивания объектов, которые были разгружены в направлении наружу из комбинационных бункеров-дозаторов, и разгрузки требующих взвешивания объектов из разгрузочного отверстия, выполненного в его нижней части, средство вычисления комбинации, которое выполнено с возможностью определения первой комбинации разгрузки и второй комбинации разгрузки, причем каждая из первой комбинации разгрузки и второй комбинации разгрузки включает в себя комбинационные бункеры-дозаторы, которые выбраны из комбинационных бункеров-дозаторов, расположенных над внутренним лотком и множеством внешних лотков, и каждый из которых имеет величину веса комбинации, лежащую в допустимом диапазоне относительно целевой величины веса, причем величина веса комбинации равна сумме весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, и средство управления, которое выполнено с возможностью приведения комбинационных бункеров-дозаторов, формирующие первую комбинацию разгрузки для разгрузки требующих взвешивания объектов в направлении внутрь, к разгрузке требующих взвешивания объектов во внутренний лоток, и чтобы приводить комбинационные бункеры-дозаторы, формирующие вторую комбинацию разгрузки для разгрузки требующих взвешивания объектов в направлении наружу, к разгрузке требующих взвешивания объектов во внешний лоток.
2. Комбинационный весовой дозатор по п.1, в котором средство вычисления комбинации выполнено с возможностью выполнения повторяющихся процессов комбинирования таким образом, что вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, чтобы определить в качестве оптимальной комбинации одну комбинацию, формируемую комбинационными бункерами-дозаторами, в которых величина веса комбинации находится в допустимом диапазоне относительно целевой величины веса, и вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, которые не входят в оптимальную комбинацию, определенную в предыдущем процессе комбинирования, в последующем процессе комбинирования в n (где n больше единицы) последовательных процессах комбинирования в повторяющихся процессах комбинирования, чтобы определять оптимальные комбинации, последовательно определяемые в повторяющихся процессах комбинирования поочередно как первая комбинация разгрузки и вторая комбинация разгрузки, причем средство управления выполнено с возможностью приведения комбинационных бункеров-дозаторов, формирующих первую комбинацию разгрузки, и комбинационных бункеров-дозаторов, формирующих вторую комбинацию разгрузки, к поочередной разгрузке требующих взвешивания объектов на основании первой комбинации разгрузки и второй комбинации разгрузки, поочередно определяемых средством вычисления комбинации, и при этом средство управления выполнено с возможностью подачи в один и тот же вход упаковочной машины требующих взвешивания объектов, которые были разгружены из разгрузочного отверстия внутреннего лотка, требующие взвешивания объекты, которые были разгружены из разгрузочных отверстий множества внешних лотков.
3. Комбинационный весовой дозатор по п.1, в котором средство вычисления комбинации выполнено с возможностью выполнения повторяющихся процессов комбинирования таким образом, что вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, чтобы определить в качестве оптимальной комбинации одну комбинацию, формируемую комбинационными бункерами-дозаторами, в которых величина веса комбинации находится в допустимом диапазоне относительно целевой величины веса, и вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, которые не входят в оптимальную комбинацию, определенную в предыдущем процессе комбинирования, в последующем процессе комбинирования в n (где n больше единицы) последовательных процессах комбинирования в повторяющихся процессах комбинирования, чтобы определять оптимальные комбинации, последовательно определяемые в повторяющихся процессах комбинирования поочередно как первая комбинация разгрузки и вторая комбинация разгрузки, причем средство управления выполнено с возможностью приведения комбинационных бункеров-дозаторов, формирующих первую комбинацию разгрузки, и комбинационных бункеров-дозаторов, формирующих вторую комбинацию разгрузки, к поочередной разгрузке требующих взвешивания объектов на основании первой комбинации разгрузки и второй комбинации разгрузки, поочередно определяемых средством вычисления комбинации, и при этом средство управления выполнено с возможностью подачи требующих взвешивания объектов, которые были разгружены из разгрузочного отверстия внутреннего лотка, в первый вход упаковочной машины, и подачи требующих взвешивания объектов, которые были разгружены из разгрузочных отверстий множества внешних лотков, во второй вход упаковочной машины.
4. Комбинационный весовой дозатор по п.1, в котором средство вычисления комбинации выполнено с возможностью выполнения процесса комбинирования таким образом, что вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, чтобы определить две комбинации, которые не включают в себя одни и те же комбинационные бункеры-дозаторы и в которых величины веса комбинации, полученные при вычислении комбинации, находятся в допустимом диапазоне относительно целевой величины веса, и чтобы определять одну из двух этих комбинаций как первую комбинацию разгрузки и другую как вторую комбинацию разгрузки, причем средство управления выполнено с возможностью приведения комбинационных бункеров-дозаторов, формирующих первую комбинацию разгрузки, и комбинационных бункеров-дозаторов, формирующих вторую комбинацию разгрузки, к одновременной разгрузке требующих взвешивания объектов, и при этом средство управления выполнено с возможностью подачи требующих взвешивания объектов, которые были разгружены из разгрузочного отверстия внутреннего лотка, в первый вход упаковочной машины, и подачи требующих взвешивания объектов, которые были разгружены из разгрузочных отверстий множества внешних лотков, во второй вход упаковочной машины.
5. Комбинационный весовой дозатор по п.4, в котором средство вычисления комбинации выполнено с возможностью выполнения вычисления комбинации на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, которые не входят в первую и вторую комбинацию разгрузки, определенных в предыдущем процессе комбинирования, в последующем процессе комбинирования в k (где k больше единицы) последовательных процессах комбинирования в повторяющихся процессах комбинирования.
6. Комбинационный весовой дозатор по п.1, в котором у разгрузочного отверстия внутреннего лотка выполнен первый накапливающий бункер-дозатор, чтобы удерживать требующие взвешивания объекты, которые были разгружены из разгрузочного отверстия внутреннего лотка, и чтобы разгружать эти требующие взвешивания объекты, а у разгрузочных отверстий множества внешних лотков соответственно выполнено множество вторых накапливающих бункеров-дозаторов, чтобы удерживать требующие взвешивания объекты, которые были разгружены из разгрузочных отверстий множества внешних лотков, и чтобы разгружать эти требующие взвешивания объекты, и при этом средство управления выполнено с возможностью управления первым накапливающим бункером-дозатором, удерживающим требующие взвешивания объекты, которые были разгружены из комбинационных бункеров-дозаторов, и множеством вторых накапливающих бункеров-дозаторов, удерживающих требующие взвешивания объекты, которые были разгружены из комбинационных бункеров-дозаторов, чтобы приводить первый накапливающий бункер-дозатор к разгрузке требующих взвешивания объектов и чтобы приводить множество вторых накапливающих бункеров-дозаторов к одновременной разгрузке требующих взвешивания объектов.
7. Комбинационный весовой дозатор по п.6, в котором средство вычисления комбинации выполнено с возможностью определения второй комбинации разгрузки таким образом, чтобы требующие взвешивания объекты, которые были разгружены из комбинационных бункеров-дозаторов, формирующих вторую комбинацию разгрузки, разгружались в, по меньшей мере, два внешних лотка.
8. Комбинационный весовой дозатор по п.6, в котором средство вычисления комбинации выполнено с возможностью выполнения повторяющихся процессов комбинирования таким образом, что вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, чтобы определить в качестве оптимальной комбинации одну комбинацию, формируемую комбинационными бункерами-дозаторами, в которых величина веса комбинации находится в допустимом диапазоне относительно целевой величины веса, и вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, которые не входят в оптимальную комбинацию, определенную в предыдущем процессе комбинирования, в последующем процессе комбинирования в n (где n больше единицы) последовательных процессах комбинирования в повторяющихся процессах комбинирования, чтобы определять оптимальные комбинации, последовательно определяемые в повторяющихся процессах комбинирования поочередно как первая комбинация разгрузки и вторая комбинация разгрузки, причем средство управления выполнено с возможностью приведения комбинационных бункеров-дозаторов, формирующих первую комбинацию разгрузки, и комбинационных бункеров-дозаторов, формирующих вторую комбинацию разгрузки, к поочередной разгрузке требующих взвешивания объектов, и приведения первого накапливающего бункера-дозатора и множества вторых накапливающих бункеров-дозаторов к поочередной разгрузке требующих взвешивания объектов на основании первой комбинации разгрузки и второй комбинации разгрузки, которые поочередно определяются средством вычисления комбинации, и при этом средство управления выполнено с возможностью подачи в один и тот же вход упаковочной машины требующих взвешивания объектов, которые были разгружены из первого накапливающего бункера-дозатора, и требующих взвешивания объектов, которые были разгружены из множества вторых накапливающих бункеров-дозаторов.
9. Комбинационный весовой дозатор по п.6, в котором средство вычисления комбинации выполнено с возможностью выполнения повторяющихся процессов комбинирования таким образом, что вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, чтобы определить в качестве оптимальной комбинации одну комбинацию, формируемую комбинационными бункерами-дозаторами, в которых величина веса комбинации находится в допустимом диапазоне относительно целевой величины веса, и вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, которые не входят в оптимальную комбинацию, определенную в предыдущем процессе комбинирования, в последующем процессе комбинирования в n (где n больше единицы) последовательных процессах комбинирования в повторяющихся процессах комбинирования, чтобы определять оптимальные комбинации, последовательно определяемые в повторяющихся процессах комбинирования поочередно как первая комбинация разгрузки и вторая комбинация разгрузки, причем средство управления выполнено с возможностью приведения комбинационных бункеров-дозаторов, формирующих первую комбинацию разгрузки, и комбинационных бункеров-дозаторов, формирующих вторую комбинацию разгрузки, к поочередной разгрузке требующих взвешивания объектов, и чтобы приводить первый накапливающий бункер-дозатор и множество вторых накапливающих бункеров-дозаторов к поочередной разгрузке требующих взвешивания объектов на основании первой комбинации разгрузки и второй комбинации разгрузки, которые поочередно определяются средством вычисления комбинации, и при этом средство управления выполнено с возможностью подачи требующих взвешивания объектов, которые были разгружены из первого накапливающего бункера-дозатора, в первый вход упаковочной машины, и подачи требующих взвешивания объектов, которые были разгружены из множества вторых накапливающих бункеров-дозаторов, во второй вход упаковочной машины.
10. Комбинационный весовой дозатор по п.6, в котором средство вычисления комбинации выполнено с возможностью выполнения процесса комбинирования таким образом, что вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, чтобы определить две комбинации, которые не включают в себя одни и те же комбинационные бункеры-дозаторы и в которых величины веса комбинации, полученные при вычислении комбинации, находятся в допустимом диапазоне относительно целевой величины веса, и чтобы определять одну из двух этих комбинаций как первую комбинацию разгрузки и другую как вторую комбинацию разгрузки, причем средство управления выполнено с возможностью приведения комбинационных бункеров-дозаторов, формирующих первую комбинацию разгрузки, и комбинационных бункеров-дозаторов, формирующих вторую комбинацию разгрузки, к одновременной разгрузке требующих взвешивания объектов, и приведения первого накапливающего бункера-дозатора и множества вторых накапливающих бункеров-дозаторов к одновременной разгрузке требующих взвешивания объектов, и при этом средство управления выполнено с возможностью подачи требующих взвешивания объектов, которые были разгружены из первого накапливающего бункера-дозатора, в первый вход упаковочной машины, и подачи требующих взвешивания объектов, которые были разгружены из множества вторых накапливающих бункеров-дозаторов, во второй вход упаковочной машины.
11. Комбинационный весовой дозатор по п.10, в котором средство вычисления комбинации выполнено с возможностью выполнения вычисления комбинации на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, которые не входят в первую и вторую комбинацию разгрузки, определенные в предыдущем процессе комбинирования, в последующем процессе комбинирования в k (где k больше единицы) последовательных процессах комбинирования в повторяющихся процессах комбинирования.
12. Комбинационный весовой дозатор по п.4 или 10, в котором выполняемый средством вычисления комбинации процесс комбинирования включает в себя первый процесс, в котором вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, чтобы определить в качестве оптимальных комбинаций те комбинации бункеров-дозаторов, в которых величины веса комбинации находятся в допустимом диапазоне относительно целевой величины веса, и определяется оптимальная пара комбинаций, состоящая из двух оптимальных комбинаций, которые не включают в себя один и тот же комбинационный бункер-дозатор, и второй процесс, в котором для каждой пары оптимальных комбинаций вычисляется сумма абсолютных величин разностей между величинами веса комбинации оптимальных комбинаций, входящих в пару оптимальных комбинаций, и целевой величиной веса, выбирается одна пара оптимальных комбинаций, в которой сумма абсолютных величин разностей имеет наименьшее значение, и одна из двух оптимальных комбинаций, формирующих выбранную пару оптимальных комбинаций, определяется как первая комбинация разгрузки, а другая оптимальная комбинация определяется как вторая комбинация разгрузки.
13. Комбинационный весовой дозатор по п.4 или 10, в котором выполняемый средством вычисления комбинации процесс комбинирования включает в себя первый процесс, в котором вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, чтобы определить в качестве допустимых комбинаций комбинации, формируемые из комбинационных бункеров-дозаторов, в которых величины веса комбинации находятся в допустимом диапазоне относительно целевой величины веса, из допустимых комбинаций m (где m больше единицы) допустимых комбинаций выбираются в качестве первых допустимых комбинаций путем предпочтения допустимых комбинаций, в которых абсолютные величины разностей между величинами веса комбинации и целевой величиной веса имеют наименьшее значение, одна допустимая комбинация, в которой абсолютная величина разности между величиной веса комбинации и целевой величиной веса имеет наименьшее значение, выбирается в качестве второй оптимальной комбинации из допустимых комбинаций, формируемых комбинационными бункерами-дозаторами, полученными путем исключения комбинационных бункеров-дозаторов, входящих в каждую из первых оптимальных комбинаций, чтобы определять m пар оптимальных комбинаций, каждая из которых формируется из соответствующих первой и второй оптимальных комбинаций, и второй процесс, в котором для каждой пары оптимальных комбинаций вычисляется сумма абсолютных величин разностей между величинами веса комбинации первой и второй оптимальных комбинаций, включенных в пару оптимальных комбинаций, и целевой величиной веса, выбирается одна пара оптимальных комбинаций, в которой сумма абсолютных величин разностей имеет наименьшее значение, и одна из первой и второй оптимальных комбинаций, формирующих выбранную пару оптимальных комбинаций, определяется как первая комбинация разгрузки, а другая оптимальная комбинация определяется как вторая комбинация разгрузки.
14. Комбинационный весовой дозатор по п.4 или 10, в котором процесс комбинирования выполняется средством вычисления комбинации так, что вычисление комбинации выполняется на основании весов требующих взвешивания объектов, которые удерживаются комбинационными бункерами-дозаторами, чтобы определить в качестве допустимых комбинаций те комбинации, в которых величины веса комбинации находятся в допустимом диапазоне относительно целевой величины веса, из всех допустимых комбинаций одна допустимая комбинация, в которой абсолютная величина разности между величиной веса комбинации и целевой величиной веса имеет наименьшее значение, выбирается в качестве первой оптимальной комбинации одна допустимая комбинация, в которой абсолютная величина разности между величиной веса комбинации и целевой величиной веса имеет наименьшее значение, выбирается в качестве второй оптимальной комбинации из допустимых комбинаций, которые формируются комбинационными бункерами-дозаторами, получаемыми путем исключения комбинационных бункеров-дозаторов, входящих в первую оптимальную комбинацию, и одна из первой и второй оптимальных комбинаций определяется как первая комбинация разгрузки, а другая определяется как вторая комбинация разгрузки.
15. Комбинационный весовой дозатор по п.1, в котором комбинационные бункеры-дозаторы представляют собой весовые бункеры-дозаторы, каждый из которых имеет две весовые камеры, расположенные рядом друг с другом в направлении, в котором расположены комбинационные бункеры-дозаторы, и который измеряет вес требующих взвешивания объектов, подаваемых в весовые камеры, причем весовые камеры выполнены с возможностью селективной разгрузки требующих взвешивания объектов в направлении внутрь или в направлении наружу, и при этом средство вычисления комбинации выполнено с возможностью определения первой комбинации разгрузки и второй комбинации разгрузки таким образом, что каждая из первой и второй комбинаций разгрузки включает в себя весовые камеры, удерживающие требующие взвешивания объекты, суммарный вес которых находится в допустимом диапазоне относительно целевой величины веса.
16. Комбинационный весовой дозатор по п.1, в котором множество весовых бункеров-дозаторов расположены над комбинационными бункерами-дозаторами так, чтобы соответствовать комбинационным бункерам-дозаторам и чтобы измерять веса требующих взвешивания объектов, которые удерживаются весовыми бункерами-дозаторами, причем комбинационные бункеры-дозаторы представляют собой запоминающие бункеры-дозаторы, каждый из которых имеет две вмещающие камеры, в которые подаются требующие взвешивания объекты, веса которых были измерены весовыми бункерами-дозаторами, причем каждая вмещающая камера выполнена с возможностью селективной разгрузки требующих взвешивания объектов в направлении внутрь или в направлении наружу, причем каждый весовой бункер-дозатор выполнен с возможностью селективной разгрузки требующих взвешивания объектов в одну из двух вмещающих камер связанного запоминающего бункера-дозатора, и при этом средство вычисления комбинации выполнено с возможностью определения первой комбинации разгрузки и второй комбинации разгрузки таким образом, что каждая из первой и второй комбинаций разгрузки включает в себя вмещающие камеры, удерживающие требующие взвешивания объекты, суммарный вес которых находится в допустимом диапазоне относительно целевой величины веса.
17. Комбинационный весовой дозатор по п.1, в котором комбинационные бункеры-дозаторы расположены вдоль двух верхних линий и одной нижней линии, причем комбинационные бункеры-дозаторы, расположенные на двух верхних линиях, представляют собой весовые бункеры-дозаторы, каждый из которых измеряет величину веса требующих взвешивания объектов, удерживаемых весовым бункером-дозатором, а комбинационные бункеры-дозаторы, расположенные на одной нижней линии, представляют собой запоминающие бункеры-дозаторы, каждый из которых соответствует двум весовым бункерам-дозаторам и в каждый из которых подаются требующие взвешивания объекты, вес которых был измерен весовым бункером-дозатором, причем требующие взвешивания объекты, которые разгружаются в направлении внутрь из весовых бункеров-дозаторов, расположенных на внутренней линии из двух верхних линий, разгружаются во внутренний лоток, а требующие взвешивания объекты, которые разгружаются в направлении наружу из весовых бункеров-дозаторов, расположенных на внутренней линии, разгружаются в соответствующий запоминающий бункер-дозатор; и при этом требующие взвешивания объекты, которые разгружаются в направлении внутрь из весовых бункеров-дозаторов, расположенных на внешней линии из двух верхних линий, разгружаются в соответствующий запоминающий бункер-дозатор, а требующие взвешивания объекты, которые разгружаются в направлении наружу из весовых бункеров-дозаторов, расположенных на внешней линии, разгружаются во внешний лоток.
| JP 57125322 А, 04.08.1982 | |||
| US 2002157876 A1, 31.10.2002 | |||
| JP 60161530 A, 23.08.1985 | |||
| JP 5126619 A, 21.05.1993 | |||
| JP 2002005732 A, 09.01.2002 | |||
| Гайка для самоходного винта | 1935 |
|
SU47516A1 |

