Изобретение относится к прокатной установке и способу изготовления металлической полосы, при этом прокатная установка содержит реверсивную клеть для прокатки металлической полосы и по меньшей мере одну реверсивную моталку, присоединенную к прокатной клети и обеспечивающую промежуточное хранение полосы между отдельными прокатными операциями.
В уровне техники, например из документа EP 0082326, известны моталки для намотки и смотки металлической полосы. Раскрытые в данном документе моталки содержат приводимый во вращение намоточный дорн, окруженный расширяемым в диаметре барабаном для смотки и намотки полосового материала.
Кроме того, из международной заявки WO 03/022478 A1 известна намоточная втулка, которая насаживается на расширяемый в диаметре барабан моталки. Во время насаживания втулки барабан не расширен, то есть имеет только минимальный диаметр. После насаживания втулки барабан расширяется, так что насаженная втулки фиксируется или захватывается барабаном. Для снятия намоточной втулки барабан вновь сжимается в диаметре, так что втулка может сниматься. За счет насаживания намоточной втулки на расширяемый в диаметре барабан моталки достигается значительное увеличение диаметра.
В публикации заявки ФРГ DE 1752241 раскрыто применение подобной моталки совместно с прокатной установкой. В данном документе описано, что, по меньшей мере, одна моталка предусмотрена впереди и/или позади прокатной установки, для того чтобы осуществлять смотку и промежуточное хранение прокатываемой полосы во время или после отдельной прокатной операции, и с возможностью последующей размотки и освобождения полосы.
Кроме того, из уровня техники известно, что прокатная установка, в частности реверсивная клеть 110 в прокатной установке, спереди или сзади оснащается моталками не только с одним, но и с двумя барабанами разного диаметра. Изначально толстые металлические полосы вначале наматываются на барабан бульшего диаметра для снижения опасности возникновения трещин при изгибе. Когда толщина металлической полосы после нескольких прокатных операций снижается, ее начинают наматывать предпочтительно на барабан меньшего диаметра для достижения большего веса рулона при его постоянных размерах. Для моталок в таком случае предусмотрен соответствующий привод и схема переключения, выполненные с возможностью включения и присоединения подходящего по диаметру барабана и двигателя привода после задания фактической толщины прокатанной толщины. Подобные приводы моталок, выполненные с возможностью приведения во вращение по меньшей мере двух разнесенных в пространстве барабанов моталки, являются массивнее, затратнее и таким образом дороже приводов моталок, предназначенных для работы с одним барабаном. Кроме того, требуются перепускные устройства, для того чтобы транспортировать прокатанную полосу от и к моталке, отдаленной на значительное расстояние от реверсивной клети.
Исходя из существующего уровня техники в основе предлагаемого изобретения лежит задача улучшения известной прокатной установки, содержащей реверсивную клеть и реверсивную моталку, а также известного способа эксплуатации прокатной установки таким образом, что операции, в частности смотка металлической полосы, толщина которой с течением времени существенно изменяется, без опасности образования трещин осуществлялись при помощи реверсивной моталки только с одним барабаном.
Поставленная задача решается посредством признаков п.1 формулы изобретения. Согласно изобретению прокатная установка снабжена устройством замены намоточных втулок, обеспечивающим насаживание намоточной втулки на барабан моталки перед промежуточным хранением металлической полосы и удаление намоточной втулки с барабана моталки между двумя последующими прокатными операциями, если толщина металлической полосы, определяемая сенсорным устройством, остается большей, чем требуемая толщина, но меньшей, чем заранее заданное переходное значение толщины.
Предлагаемое устройство замены при необходимости обеспечивает быструю установку и снятие намоточной втулки на единственный барабан реверсивной моталки. Более конкретно, устройство замены намоточных втулок обеспечивает насаживание намоточной втулки перед первой операцией прокатки, и далее, если прокатываемая полоса является достаточно толстой, предоставляет увеличенный диаметр для смотки металлической полосы. За счет увеличенного диаметра для смотки металлической полосы даже металлические полосы высокой толщины могут сматываться без опасности образования трещин даже при смотке твердых или хрупких материалов. Также устройство замены намоточных втулок обеспечивает преимущественно удаление намоточной втулки между двумя операциями прокатки, когда толщина прокатываемой полосы является большей, чем требуемая толщина, но полоса уже является достаточно тонкой для смотки на барабан малого диаметра без опасности образования трещин. Подобная толщина обозначается как заранее заданное переходное значение толщины. Как только толщина полосы становится меньшей заранее заданного переходного значения, металлическую полосу предпочтительно наматывают непосредственно на барабан моталки, имеющий меньший диаметр, чем намоточная втулка, поскольку, таким образом, при одинаковом внешнем диаметре достигается больший вес рулона по сравнению с намоткой полосы на намоточную втулку.
Предлагаемое применение намоточной втулки при эксплуатации прокатной установки с реверсивной клетью обеспечивает преимущество применения одной реверсивной моталки с одним приводом для вращения одного барабана. Инвестиционные затраты, а также затраты на обслуживание и ремонт в устройствах смотки с одним барабаном значительно ниже, чем в моталках, содержащих второй барабан со вторым приводным валом и соответствующим образом усложненным приводом для вращения барабана.
Предлагаемое устройство замены намоточных втулок обеспечивает преимущественно большую мобильность при переходе от других заготовок к заготовкам в виде полос большой толщины. Так при модернизации прокатных установок, которые ранее эксплуатировались с моталками, имеющими один барабан и сконструированными для обработки тонких полос, применение предлагаемого устройства замены намоточных втулок преимущественно обеспечивает возможность без существенных затрат обрабатывать толстые полосы в оптимальном режиме без опасности образования трещин.
Кроме того, устройство замены намоточных втулок предоставляет преимущества не только при модернизации существующих установок, но и при планировании новых прокатных установок. Таким образом, теперь не является необходимым, что при планировании прокатной установки принимается однозначное решение, будут ли когда-либо в дальнейшем применяться толстые полосы в качестве заготовок. Предлагаемое устройство замены намоточных втулок при наличии необходимого пространства может быть смонтировано в любое время и обеспечивает применение также толстых металлических полос в качестве заготовок.
Намоточная втулка является заменяемой деталью, это обеспечивает приготовление намоточных втулок с различными намоточными диаметрами, так что в зависимости от толщины применяемой заготовки может быть выбрана намоточная втулка с подходящим диаметром.
Предпочтительно, если намоточная втулка снабжена зажимным приспособлением для зажатия конца полосы перед началом смотки. Предпочтительно зажимное приспособление пригодно для различной толщины зажимаемой металлической полосы.
Устройство замены намоточных втулок предпочтительно содержит телескопическое приспособление для коаксиального перемещения намоточной втулки из промежуточного положения на барабан моталки или с барабана моталки в промежуточное положение.
Предпочтительно устройство замены намоточных втулок содержит устройство поворота для перемещения намоточной втулки из начального положения в промежуточное положение.
Указанная выше задача решается в способе изготовления металлических полос посредством прокатной установки. Преимущества предлагаемого способа связаны с преимуществами прокатной установки.
Дальнейшие предпочтительные варианты реализации прокатной установки и способа приведены в зависимых пунктах формулы изобретения.
Далее приводится описание со ссылкой на четыре прилагаемые фигуры чертежа, на которых показано:
фиг.1 - прокатная установка,
фиг.2 - намоточная втулка согласно изобретению,
фиг.3 - телескопическое приспособление как составной элемент предлагаемого устройства замены намоточной втулки,
фиг.4 - устройство поворота как составной элемент другого предлагаемого устройства замены намоточной втулки.
Далее изобретение поясняется на примерах реализации со ссылкой на прилагаемые изображения.
На фиг.1 показана прокатная установка 100 согласно изобретению. Прокатная установка служит для изготовления металлической полосы 200. Для этого прокатная установка содержит реверсивную прокатную клеть 110 для прокатки металлической полосы за несколько прокатных операций до тех пор, пока полоса не будет иметь требуемую толщину. При применении реверсивной клети направление прокатки при каждой операции меняется на противоположное. Для определения толщины металлической полосы 200, предпочтительно после каждой прокатной операции, прокатная установка 100 снабжена сенсорным устройством 120. Кроме того, прокатная установка имеет соединенную с реверсивной клетью 110 реверсивную моталку 130 с одним барабаном 132. В зависимости от выполнения прокатной установки и, в частности, реверсивной клети 110 может быть предусмотрена вторая реверсивная моталка 130', при этом обе моталки 130, 130' попеременно хранят металлическую полосу между отдельными прокатными операциями.
Согласно изобретению прокатная установка 100 содержит предназначенное для реверсивных моталок 130, 130' устройство 140, 140' замены намоточных втулок. Эти устройства замены намоточных втулок служат согласно изобретению для насаживания намоточной втулки 134 (см. фиг.2) на барабан 132, 132' моталки пред первым сохранением металлической полосы на моталке и для удаления намоточной втулки с барабанов 132, 132' моталки между двумя прокатными операциями, если определяемая сенсорным устройством 120 толщина металлической полосы остается большей, чем требуемая толщина, но меньшей, чем заранее заданное переходное значение толщины. Диаметр намоточной втулки обычно лежит в интервале от 800 до 1200 мм.
На фиг.2 показана намоточная втулка 134 согласно изобретению, которая при необходимости насаживается на барабаны 132, 132' моталок и фиксируется на них. Она служит для повышения минимального диаметра намотки и обеспечивает, таким образом, смотку твердых и хрупких материалов с достаточно большой толщиной и без опасности возникновения трещин в материалах или полосах из этих материалов. Намоточная втулка содержит зажимное приспособление 134а, например в форме зажимного шлица для зажима конца металлической полосы перед началом смотки. Зажимное приспособление 134а может быть выполнено с возможностью ручного или гидравлического приведения в действие. Предпочтительно оно предназначено для приема металлических полос различной толщины.
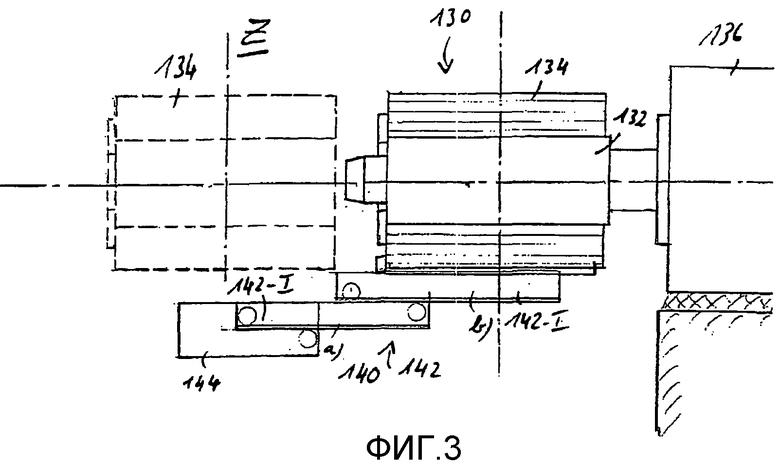
На фиг.3 показана конструкция и принцип работы предлагаемого устройства 140, 140' замены намоточных втулок. Оба устройства 140, 140' по существу выполнены одинаково, поэтому далее для упрощения будет использоваться только обозначение позиции 140. Устройство 140 замены намоточных втулок содержит в качестве первого элемента телескопическое приспособление 142 для коаксиального перемещения намоточной втулки 134 из промежуточного положения Z на барабан 132 моталки или с барабана моталки обратно в промежуточное положение Z. Телескопическое приспособление 142 содержит рельс 142-1, на котором намоточная втулка 134 закреплена с возможностью отделения. Рельс 142-1 закреплен с возможностью смещения относительно барабана 132 моталки и обеспечивает коаксиальное насаживание или снятие намоточной втулки, например, на или с барабана 132 моталки.
На фиг.3 показан рельс 142-1 в двух различных положениях смещения - а) и б). Для того чтобы наглядно изобразить оба положения рельса, которые линейно смещены в одном направлении, рельс в обоих положениях а) и б) изображен смещенным. В положение а) изображен рельс 142-1 относительно барабана 132 моталки в вытянутом состоянии а), при этом он ограничивается упором 144, намоточная втулка 134 находится тогда в положении Z, размещенном коаксиально снаружи относительно барабана 132 моталки. В положении б) показано вставленное состояние рельса 142-1, которое характеризует намоточную втулку 134, насаженную на барабан 132 моталки. Барабан 132 моталки для наматывания и смотки металлической полосы 200 приводится во вращение приводом, например мотором 136.
На фиг.3 изображено телескопическое приспособление 142 и его функционирование для перемещения намоточной втулки из промежуточного положения Z, а на фиг.4 показаны конструкция и работа устройства 146 поворота, являющегося вспомогательным элементом устройства 140 замены намоточной втулки. Устройство 146 поворота служит для поворота намоточной втулки 134 из начального положения А в промежуточное положение Z. Для этого устройство 146 поворота содержит неподвижную стойку 146-1, на которой с возможностью поворота размещен несущий рычаг 146-2. На несущем рычаге 146-2 с возможностью разъединения крепится намоточная втулка 134.
Согласно изобретению устройство 140 замены намоточных втулок служит для насаживания намоточных втулок 134 на барабан 132 моталки перед тем, как потребуется промежуточное хранение прокатанной полосы после первой прокатной операции. Намоточная втулка за счет своего диаметра позволяет осуществлять смотку достаточно толстых полос без опасности возникновения трещин. Намоточная втулка 134 согласно изобретению остается на барабане 132 моталки до тех пор, пока толщина металлической полосы 200 после множества прокатных операций не окажется ниже заранее заданной переходной величины. После этого намоточная втулка 134 заменяется втулкой меньшего диаметра или металлическая полоса 200 наматывается непосредственно на барабан 132 моталки. При применении меньших намоточных втулок они также могут заменяться более меньшей втулкой или сниматься при достижении второго переходного значения толщины, меньшего, чем первое переходное значение толщины полосы, но большего, чем требуемая толщина полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОКАТКИ И ПОСЛЕДУЮЩЕГО СМАТЫВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ, В ЧАСТНОСТИ СТАЛЬНОЙ ПОЛОСЫ | 2003 |
|
RU2339476C2 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВОГО МЕТАЛЛА И СООТВЕТСТВУЮЩИЙ ПРОКАТНЫЙ СТАН | 2012 |
|
RU2571987C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС В ПРОКАТНОЙ КЛЕТИ СТЕККЕЛЯ | 2003 |
|
RU2336960C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАЗЖИМНОГО БАРАБАНА МОТАЛКИ | 2008 |
|
RU2431533C1 |
| Устройство для обхвата полосой валка прокатной клети | 1983 |
|
SU1098599A1 |
| СПОСОБ ПРОКАТКИ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ИЗДЕЛИЙ И ПРОКАТНАЯ ЛИНИЯ | 2011 |
|
RU2531015C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| ПЕЧНАЯ МОТАЛКА | 2007 |
|
RU2442671C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ И ТЕРМООБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ | 2008 |
|
RU2429922C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |


Изобретение предназначено для уменьшения затрат и увеличения мобильности при прокатке заготовок, имеющих различную толщину на разных этапах производства металлической полосы. Установка включает реверсивную прокатную клеть для прокатки полосы за несколько проходов до достижения требуемого значения толщины, по меньшей мере одну соединенную с реверсивной клетью реверсивную моталку с барабаном для промежуточного хранения металлической полосы после каждой отдельной прокатной операции, сенсорное устройство для определения толщины металлической полосы. Возможность намотки полосы по мере изменения ее толщины без образования трещин обеспечивается за счет того, что установка снабжена устройством замены намоточных втулок, обеспечивающим насаживание намоточной втулки на барабан моталки перед промежуточным хранением металлической полосы и удаление намоточной втулки с барабана моталки между двумя последующими прокатными операциями, если толщина металлической полосы, определяемая сенсорным устройством, остается большей, чем требуемая толщина, но меньшей, чем заранее заданное переходное значение толщины. 2 н. и 9 з.п. ф-лы, 4 ил.
| DE 8711281 U1, 19.11.1987 | |||
| DE 1086654 В, 11.08.1960 | |||
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ РУЛОНОВ И ШПУЛЬ | 1992 |
|
RU2019331C1 |

