Область техники, к которой относится изобретение
Настоящее изобретение относится к способу прокатки и соответствующей прокатной линии для изготовления в полубесконечном режиме плоских металлических изделий, таких как металлическая полоса.
Уровень техники
Известны прокатные линии для изготовления металлической полосы, начиная от операции непрерывного литья слябов. В таких линиях обычно предусматривают машину непрерывного литья, печь для нагрева и/или выдерживания слябов, как возможный элемент - обрезные ножницы, линию реверсивной или непрерывной прокатки, систему охлаждения и одно или более сматывающих устройств для формирования рулонов требуемого веса.
В частности, например, из патентов США А-4675974, А-5396695 и В-6182490 известна линия прокатки, в которой получаемый непрерывным литьем сляб, после обрезки в размер для получения рулона передается в туннельную печь, длина которой по меньшей мере равна отрезку сляба, и в которой происходит выравнивание температуры, передача сляба на уменьшенной скорости, пока температура не будет приведена к надлежащим значениям для последующей обработки.
На выходе из туннельной печи сляб разгоняется и передается в прокатный стан.
Известно, что в прокатных цехах с реверсивным прокатным станом Стекеля с одной или более клетями, пример которого схематически изображен на фиг.1, используют сляб толщиной 150-250 мм или более, и работают в режиме порулонной прокатки, то есть работают с отрезками сляба, которые при известной толщине имеют вес, равный весу рулона конечного продукта. У таких установок имеется предел производительности, связанный с минимальной конечной толщиной, которая, как правило, не бывает меньше 1,8-1,6 мм, а также с точностью размеров и качеством поверхности полосы: производительность ограничена большим числом операций обратного хода и проходов через клеть или клети, и связанным с этим временем простоя; конечная минимальная толщина ограничена большой толщиной сляба на входе, а точность размеров и качество поверхности ограничены большой разностью температур между головной/хвостовой частями и средней частью полосы.
Кроме того, реверсивному прокатному стану Стекеля свойственна проблема, связанная с тем, что при первых проходах в клетях, подвергнутый черновой прокатке сляб, так называемый «брус полупродукта», как правило, не может быть немедленно подвергнут свертыванию в печах, оснащенных моталками, расположенных перед клетями и после клетей из-за большой толщины поступающего на вход сляба, что таким образом создает проблему больших размеров линии при увеличении длины сляба.
Кроме того, большое число проходов при прокатке с последующим сматыванием и разматыванием полупродукта в печах, оснащенных моталками, которые установлены до и после клети/клетей, вызывает охлаждение головной и хвостовой частей рулона, а также неравномерное распределение температур по рулону, что снижает выход годного материала из-за необходимости обрезки головной и хвостовой частей.
Большое число проходов также определяет вариации размеров по длине и ограничения получения малых толщин, а также быстрый износ рабочих валков по причине большого числа проходов и низкой температуры прокатываемого материала и головного/хвостового концов.
Ввод холодных и деформированных головных концов в печи, расположенные до и после клети/клетей прокатного стана, представляет собой деликатную операцию с риском заклинивания, что становится все более вероятным при уменьшении толщины полосы.
Одна задача настоящего изобретения заключается в усовершенствовании способа прокатки, и построении соответствующей линии для получения плоских изделий в, так называемом, полубесконечном режиме прокатки, что позволит увеличить производительность, увеличить выход годного продукта по сравнению с известными установками и процессами, а также позволит получать очень тонкие полосы, толщиной 1,0-2,0 мм, и даже до 0,8 мм.
Другая задача состоит в уменьшении опасности заклинивания и блокирования, в частности в печах, оснащенных моталками, и в сматывающих устройствах, которые формируют конечный рулон, даже при изготовлении очень тонких изделий, толщиной менее 2,0-2,5 мм, а также в том, чтобы в любом случае поддерживать высокую производительность и качество конечного продукта, независимо от типа стали, из которой производится литье.
Настоящее изобретение задумано, разработано и проверено с целью решения поставленной задачи и иных задач, получения полезных качеств, а также преодоления недостатков, свойственных существующим техническим решениям.
Раскрытие изобретения
Основная идея изобретения изложена в независимом пункте формулы изобретения, при этом иные отличительные признаки и варианты осуществления идеи сформулированы в зависимых пунктах формулы.
Согласно одному отличительному признаку настоящего изобретения, предлагается прокатный стан Стекеля с одной или более клетями питания тонкими слябами толщиной, например, 30-90 мм, предпочтительно 35-70 мм, исходно из машины непрерывного литья, содержащей по меньшей мере кристаллизатор, что предпочтительно, но необязательно.
В соответствии с вариантом осуществления, который не ограничивает собой идею и объем изобретения, после кристаллизатора процесс непрерывного литья осуществляют операцию мягкого сокращения размеров слитка, т.е. уменьшение толщины слитка при наличии жидкого внутреннего слоя, так чтобы толщина слитка при его поступлении в печь для выдерживания сляба при заданной температуре и/или для возможного нагрева сляба составляла 30-90 мм, а предпочтительно 35-70 мм.
В соответствии с другим вариантом осуществления, который не ограничивает собой идею и объем изобретения, непосредственно после машины непрерывного литья располагают редукционный прокатный стан черновой прокатки с одной или более клетями, который уменьшает толщину сляба, благодаря тому факту, что сердцевина сляба, в которой только что произошла кристаллизация, остается еще очень горячей; редукционный прокатный стан позволяет «модулировать» толщину сляба, так чтобы иметь более стабильные и спокойные условия для литья, чтобы можно было производить литье увеличенной толщины при пониженной скорости при той же самой производительности. В данном случае также толщина сляба, поступающего в печь для выдерживания сляба при заданной температуре и/или для его возможного нагрева, составляет 30-90 мм, а предпочтительно 35-70 мм.
Редукционный прокатный стан черновой прокатки может быть предусмотрен независимо от присутствия или отсутствия перед ним машины непрерывного литья, а, следовательно, он может быть предусмотрен и в случае, когда подача сляба осуществляется другими системами, а не машиной непрерывного литья, например, системой периодического накопления и хранения.
Предлагаемый способ предусматривает выдерживание сляба при заданной температуре и/или возможный нагрев сляба, подлежащего передаче на прокатку в прокатном стане; при этом прокатный стан содержит по меньшей мере одну клеть реверсивного типа (прокатный стан Стекеля), причем также имеется по меньшей мере одна печь, оснащенная моталкой, расположенная перед указанной клетью, и одна печь, оснащенная моталкой, расположенная после указанной клети.
Согласно одному варианту осуществления изобретения, предусматривают две или более клетей прокатного стана реверсивного типа.
Прокатная линия также содержит ножницы для обрезки слябов в размер, расположенные после операции непрерывного литья, если таковая имеет место; при этом ножницы выполнены с возможностью резки тонкого сляба на куски требуемой длины.
Согласно настоящему изобретению, способ предусматривает, что тонкий сляб, поступающий в прокатный стан, имеет длину, обеспечивающую слябу вес, превышающий вес самого большого рулона, который может быть получен, что обычно составляет 20-30 т; при этом предпочтительно, чтобы вес сляба в целое число раз большее 1 превышал вес самого большого рулона, который может быть получен.
Печь для выдерживания сляба при заданной температуре и/или для возможного нагрева сляба представляет собой туннельную печь, выполненную с возможностью размещения сляба такой длины, какая обеспечивает слябу вес, эквивалентный весу целого числа рулонов, например, 2-7 рулонов или более, а предпочтительно 3-5 рулонов, однако число рулонов может быть и иным.
Таким образом, соответствующая настоящему изобретению линия прокатки пригодна для работы в так называемом полубесконечном режиме, при котором отрезок сляба, поступающий в прокатный стан, имеет длину, обеспечивающую указанному отрезку такой вес, из которого можно сформировать различное число рулонов, например, 2-7 рулонов или более.
Таким образом, техническое решение, соответствующее настоящему изобретению, дает первое преимущество, касающееся производительности прокатного стана, поскольку сокращается время простоя, необходимое для перемены направления в прокатном стане: указанное сокращение времени соответствует числу рулонов, изготовленных из одного сляба. Другими словами, если из поступающего в прокатный стан сляба можно сформировать, например, 3 рулона, то число перемен направления прокатки в прокатном стане сокращается в 3 раза по сравнению с порулонным режимом, то есть по сравнению со случаем, когда длина сляба соответствует только одному рулону.
Время, которое проходит между двумя следующими друг за другом слябами во время прокатки, также соответственно сокращается в то же число раз.
Использование сляба, длина которого обеспечивает слябу вес, соответствующий весу целого числа рулонов, также означает, что холодными будут только головной и хвостовой концы, соответствующие первому и последнему из полученных рулонов, так что у всех промежуточных рулонов обрезка концов не требуется, и общий выход годного продукта значительно увеличивается.
Другое преимущество настоящего изобретения заключается в том, что во время последней операции прокатки (последнего хода) осуществляется одновременный захват полосы между печью, оснащенной моталкой, расположенной перед клетью (-тями) прокатного стана и сматывателем, который формирует рулон: на практике это создает ситуацию неразрывности на протяжении большей части последней операции прокатки. Вследствие этого, поскольку у головного конца полосы свободы нет, то нет ни проблемы скольжения полосы по рольгангу, ведущему к сматывателю, ни проблемы ввода тонкой полосы, при этом можно увеличить силу обжатия и получить значительно меньшую конечную толщину полосы, доведя ее до 1,2-1,0 мм и даже до меньших значений.
Если сляб имеет длину, обеспечивающую слябу вес, эквивалентный весу 3 рулонов, то можно получить 1 или 2 рулона полосы уменьшенной толщины, например, 1,0 мм, в то время как, если сляб имеет длину, обеспечивающую слябу вес, эквивалентный весу 4 рулонов, то можно с успехом получить 2 или 3 рулона полосы уменьшенной толщины, например, 1,0 мм. В любом случае, предполагается, что два рулона, соответствующие головной и хвостовой частям сляба, уменьшенной толщиной обладать не будут. Поэтому, чтобы при одном и том же конечном весе увеличить число рулонов с полосой уменьшенной толщины, которые можно получить из одного сляба, необходимо уменьшить вес первого и последнего рулонов - рулонов с головным и хвостовым концами полосы.
После прокатного стана перед сматывателями прокатная линия содержит систему охлаждения с душированием и летучие ножницы, расположенные непосредственно перед по меньшей мере двумя сматывателями, для обрезания полосы при прохождении отрезка, соответствующего рулону требуемого веса.
Сматывателей может быть три или более в соответствии с длиной сляба и со всем остальным, в зависимости от требуемого числа и веса индивидуальных рулонов, которые могут быть получены исходно из аналогичного отрезка сляба.
В случае прокатного стана Стекеля с одной клетью толщина сляба, выходящего из туннельной печи, предпочтительно должна составлять 35-50 мм, в то время как в случае прокатного стана Стекеля с двумя клетями толщина сляба предпочтительно должна составлять 40-70 мм.
Согласно некоторым вариантам осуществления изобретения, линия содержит первый окалиноломатель перед редукционным прокатным станом, перед указанной печью.
Согласно другим вариантам осуществления изобретения, линия содержит второй окалиноломатель, расположенный после печи для выдерживания слябов при заданной температуре и/или их возможного нагрева.
Краткое описание чертежей
Указанные и иные отличительные особенности настоящего изобретения будут понятны из последующего описания предпочтительных вариантов его осуществления, изложенных в виде примеров, которые не носят ограничительного характера, со ссылками на прилагаемые чертежи, на которых:
фиг.1 схематически изображает прокатную линию, соответствующую существующему уровню техники;
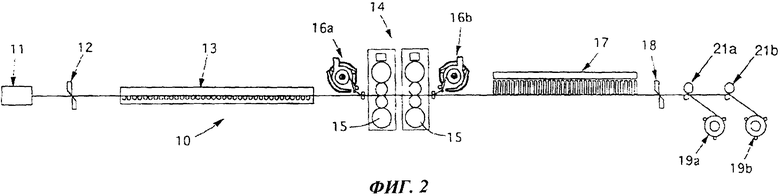
фиг.2 схематически изображает первый вариант осуществления прокатной линии, соответствующей настоящему изобретению;
фиг.3 схематически изображает первый вариант линии, изображенной на фиг.2;
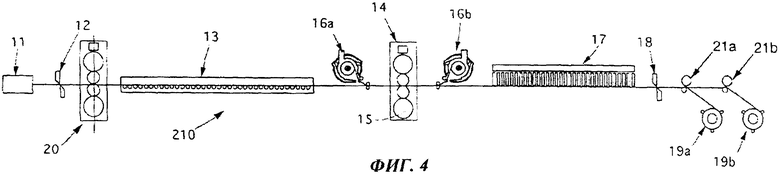
фиг.4 схематически изображает второй вариант линии, изображенной на фиг.2;
фиг.5 схематически изображает третий вариант линии, изображенной на фиг.2;
фиг.6 изображает таблицу, в которой производится сравнение некоторых характеристик и параметров традиционной прокатной линии для толстых слябов, такой, какая изображена на фиг.1, линии прокатки для тонких слябов при порулонном режиме, и линии прокатки для тонких слябов при полубесконечном режиме, соответствующем настоящему изобретению.
Осуществление изобретения
Среди прилагаемых чертежей, в которых одинаковые или эквивалентные элементы обозначены одинаковыми позиционными номерами, фиг.2 изображает прокатную линию 10 для изготовления полосы из тонких слябов. Прокатная линия 10 в данном случае содержит машину 11 непрерывного литья для тонких слябов, ножницы 12 для обрезки слябов в размер, туннельную печь 13 для выдерживания слябов при заданной температуре и/или их возможного нагрева, реверсивный прокатный стан 14 Стекеля с двумя (фиг.2 и 3) клетями 15 или одной (фиг.4 и 5) клетью 15 и соответствующими печами, оснащенными моталками - печью (16а), расположенной до клетей 15, и печью (16b), расположенной после клетей 15, систему 17 охлаждения, например, с ламинарным душированием, летучие ножницы 18 и два сматывателя 19а и 19b с соответствующими тянущими устройствами или тянущими валками 21а и 21b для формирования рулона требуемого веса из полученной полосы.
Прокатная линия 110 на фиг.3 отличается от прокатной линии, изображенной на фиг.2, тем, что содержит черновую (редукционную) клеть 20, расположенную перед печью 13; линия 210 на фиг.4 отличается от других линий тем, что содержит прокатный стан 14 с одной клетью 15, в то время как линия 310 на фиг.5 отличается от линии, изображенной на фиг.4, тем, что не содержит черновой (редукционной) клети 20.
Также обычным образом присутствуют и другие компоненты линий, которые известны в данной области техники, такие как окалиноломатели, кромкообрезные ножницы и т.п., но которые не показаны на прилагаемых чертежах.
В соответствии с настоящим изобретением и согласно техническим решениям, представленным на фиг.2-5, ножницы 12 установлены для резки сляба на куски, вес которых превышает вес самого большого рулона, который может быть получен, и как правило находится в интервале 20-30 т; при этом предпочтительно, чтобы вес куска сляба в целое число раз (большее 1) превышал вес самого большого рулона, который может быть получен.
Другими словами, отрезок сляба, длина которого во много раз превышает его толщину, и вес которого позволяет получить 2, 3, 4, 5 или более рулонов максимального веса, подается в печь 13. В случае, показанном в примере, при толщине сляба 70 мм, длина отрезка, необходимая для формирования 3 рулонов составляет около 110 м, в то время как при толщине сляба 35 мм, длина отрезка, необходимая для формирования 3 рулонов составляет около 220 м.
Отличительным признаком настоящего изобретения является то, что длина сляба после первой операции прокатки (первого прохода) всегда больше, чем длина выходного рольганга, то есть рольганга, расположенного на участке между выходом последней клети или одиночной клети 15 прокатного стана 14 Стекеля и тянущим устройством 21а, связанным с первым сматывателем 19а.
Поэтому, согласно настоящему изобретению, всегда после первой операции прокатки в прокатном стане 14 Стекеля толщина отрезка сляба уменьшается до величины, например, 20-25 мм, что позволяет производить сматывание сляба в печи 16b, оснащенной моталкой, так чтобы исключить проблему, с которой то и дело сталкиваются в существующих установках для прокатки, и которая сделала использование полубесконечного режима практически невозможным в реверсивных прокатных станах Стекеля - проблему необходимости перемещения длинного бруса полупродукта в плоском виде по рольгангу для двух или более проходов через прокатный стан, прежде чем становится возможным сматывание сляба в печах 16а, 16b, оснащенных моталками.
Основное преимущество сматывания бруса в печи, оснащенной моталкой, непосредственно после первой операции прокатки заключается в сокращении тепловых потерь, при этом преимуществом является меньший уровень абсолютного снижения температуры, и большая равномерность температур между головным/хвостовым концами и средней частью прокатываемого бруса. Это позитивно влияет на точность размеров и качество поверхности готовой полосы, а также на возможность получения малых толщин.
Цикл прокатки осуществляют на прокатном стане 14 Стекеля, по существу, традиционным способом с последующими операциями разматывания из первого рулона, прокатки и сматывания во второй рулон, пока не будет получена требуемая толщина.
Печи 16а, 16b с моталками выбирают надлежащего типоразмера в отношении вместимости, нагревательной способности и прочности, чтобы можно держать внутри рулон, образованный длинным и тяжелым брусом полупродукта, который постепенно формуют по мере совершения операций прокатки, выполняемых в одном направлении и в другом направлении.
Если максимальный наружный диаметр рулона бруса полупродукта, свернутого на барабане в печи, оснащенной моталкой, обозначить De, а наружный диаметр намоточного барабана обозначить Di, то:
при традиционном порулонном процессе отношение De/Di составляет около 1,7-1,8 и в любом случае оно меньше 2;
при полубесконечном процессе, соответствующем настоящему изобретению, отношение De/Di равно 2 или превышает 2.
На последней операции прокатки, которая определяет конечную толщину, брус полупродукта подвергается разматыванию (в данном случае, из печи 16а, расположенной перед прокатным станом), прокатке в клети или клетях 15 прокатного стана Стекеля, и передаче в виде конечной полосы в соответствующий сматыватель 19а или 19b.
Полезным является тот факт, что на данной последней операции имеет место одновременный захват полосы в печи 16а, оснащенной моталкой, в клети или клетях прокатного стана Стекеля и в соответствующем сматывателе 19а, 19b, так что для всего отрезка, из которого формируются по меньшей мере два, а предпочтительно три или более рулонов законченной ленты, прокатный стан работает в бесконечном режиме, т.е. без нарушения непрерывности между прокатным станом и сматывателем.
Благодаря этому, может быть увеличена сила обжатия валков в клети 15, и толщина может быть уменьшена до исключительно низких значений, как правило до величины 1,0-1,2 мм, но даже до 0,8 мм для определенного числа рулонов. Предпочтительно, чтобы толщина полосы от одного рулона к другому изменялась так, чтобы в одном рулоне толщина полосы была постоянной. Такого результата можно добиться только посредством полубесконечного режима прокатки, описанного ранее.
Когда сматывание одного рулона требуемого веса на первом сматывателе, например, сматывателе 19а, будет закончено, в работу вступят летучие ножницы 18, чтобы отделить полосу, после чего будет произведено отведение образовавшегося нового головного конца полосы, и начнется сматывание следующего рулона, в данном случае на сматывателе 19b.
В случае, когда есть возможность из сляба сформировать, например, три или более рулонов, времена циклов синхронизируют так, чтобы выгрузка первого рулона могла быть произведена за время, необходимое для формирования второго рулона, и чтобы первый сматыватель освободился для сматывания третьего рулона. С другой стороны, могут быть предусмотрены три и более сматывателей, связанных с соответствующими системами отведения.
На фиг.6 в качестве примера представлена сравнительная таблица, в которой сопоставляются характеристики традиционной линии при литье толстых слябов с порулонным режимом работы (например, линии, показанной на фиг.1), линии при литье тонких слябов с порулонным режимом работы, и линии при литье тонких слябов с полубесконечным режимом прокатки, соответствующим настоящему изобретению. В всех трех случаях рассматривается прокатный стан Стекеля с двумя клетями.
В частности, установлено, что при прочих равных условиях вышеописанные полубесконечный способ и соответствующая линия позволяют, в случае полубесконечного режима литья тонкого сляба, эквивалентного 3 рулонам, получить увеличение производительности прокатного стана Стекеля с двумя клетями около 23% по сравнению со случаем использования тонкого сляба, эквивалентного по весу одному рулону (порулонный режим прокатки).
В более широком смысле, каждый дополнительный рулон, содержащийся в весе исходного тонкого сляба, увеличивает часовую производительность прокатного стана приблизительно на 10-11%, поскольку происходит сокращение времен циклов на соответствующую величину при соответствующем увеличении годовой производительности.
Кроме того, имеет место увеличение выхода годных изделий, поскольку сокращаются потери материала, вызванные обрезкой головного и хвостового концов, которые не отвечают допускам.
Наконец, имеет место значительное улучшение качества поверхности полосы и увеличение точности размеров, благодаря тому, что способ полубесконечной прокатки, соответствующий настоящему изобретению, обеспечивает меньшее абсолютное падение температуры прокатываемого бруса и большую однородность температур между головным/хвостовым концами и средней частью полосы. Как видно из таблицы, действительно вся средняя часть литого сляба, который используется для изготовления полосы, имеет постоянную температуру от головной до хвостовой части.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ АГРЕГАТ | 2010 |
|
RU2497612C2 |
| СПОСОБ И ЛИТЕЙНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2002 |
|
RU2301120C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОДУКТОВ ПЛОСКОГО МЕТАЛЛОПРОКАТА | 2020 |
|
RU2735643C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПРОКАТНЫХ ИЗДЕЛИЙ | 2021 |
|
RU2783290C2 |
| РЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2259244C2 |
| КОМПАКТНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2368438C2 |
| ПРОКАТНАЯ ЛИНИЯ И СПОСОБ ПРОКАТКИ | 2011 |
|
RU2527831C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПОСРЕДСТВОМ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ | 2014 |
|
RU2630106C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |



Изобретение предназначено для увеличения производительности и повышения качества металлических полос. Способ включает этапы, на которых изготовляют тонкий сляб толщиной 30-90 мм, а предпочтительно 35-70 мм, выдерживают сляб при заданной температуре и/или возможно нагревают сляб для передачи на прокатку, многократно прокатывают сляб на реверсивном прокатном стане (14), содержащем по меньшей мере одну клеть (15) реверсивной прокатки, перед которой расположена по меньшей мере печь (16а), оснащенная моталкой, и после которой расположена печь (16b), оснащенная моталкой, сматывают полосу после прокатки по меньшей мере в сматывателе (19а, 19b), чтобы получить соответствующий рулон полосы весом 20-30 т и охлаждают полученную полосу между реверсивным прокатным станом (14) и указанным, по меньшей мере одним сматывателем (19а, 19b). Повышение равномерности температуры металла по длине рулона, оптимизация режима прохождения прокатных клетей обеспечивается за счет того, что перед этапом выдерживания сляба при заданной температуре и/или возможного его нагрева отделяют тонкий сляб, например, отрезая его в размер ножницами, чтобы получить отрезок сляба, вес которого превышает вес рулона, причем уже после первой операции прокатки в реверсивном прокатном стане (14) толщину отрезка сляба уменьшают до 20-25 мм, так чтобы его можно было сразу сматывать в печи (16b), оснащенной моталкой, расположенной после клети (15). В течение большей части последней операции прокатки в реверсивном прокатном стане (14), определяющей конечную толщину полосы, полоса одновременно находится в печи (16а), в клети (15) реверсивного прокатного стана (14) и в соответствующем из указанных сматывателей (19а, 19b), а процесс прокатки выполняют без нарушения непрерывности всего отрезка сляба, из которого формируют по меньшей мере 2 рулона готовой полосы. Прокатная линия содержит соответствующее оборудование, 2 н. и 9 з.п.ф-лы, 5 ил.
1. Способ прокатки плоских изделий, таких как металлическая полоса, включающий этапы, на которых изготавливают тонкий сляб толщиной 30-90 мм, предпочтительно 35-70 мм, выдерживают сляб при заданной температуре и/или нагревают сляб для передачи на прокатку,многократно прокатывают сляб на реверсивном прокатном стане (14), содержащем по меньшей мере одну клеть (15) реверсивной прокатки, перед которой расположена по меньшей мере печь (16а), оснащенная моталкой, и после которой расположена печь (16b), оснащенная моталкой, сматывают полосу после прокатки по меньшей мере в сматывателе (19а, 19b), с получением рулона полосы весом 20-30 тонн и с охлаждением полученной полосы между реверсивным прокатным станом (14) и указанным, по меньшей мере одним сматывателем (19а, 19b), причем перед этапом выдерживания сляба при заданной температуре и/или нагрева отделяют тонкий сляб, например, отрезая его в размер, обеспечивающий возможность получения отрезка сляба, вес которого превышает вес рулона в целое число раз, большее 1, отличающийся тем, что после первой операции прокатки в реверсивном прокатном стане (14) толщину отрезка сляба уменьшают до 20-25 мм, чтобы сляб можно было сразу сматывать в печи (16b), расположенной после клети (15), при этом в течение большей части последней операции прокатки в реверсивном прокатном стане (14), определяющей конечную толщину полосы, полоса одновременно находится в печи (16а), в клети (15) реверсивного прокатного стана (14) и в соответствующем из указанных сматывателей (19а, 19b), а процесс прокатки выполняют без нарушения непрерывности всего отрезка сляба, из которого формируют по меньшей мере 2 рулона готовой полосы.
2. Способ по п.1, отличающийся тем, что указанный отрезок сляба имеет вес, соответствующий весу 2-7 или более рулонов.
3. Способ по п.1, отличающийся тем, что указанный отрезок сляба имеет вес, соответствующий весу 3-5 рулонов.
4. Способ по п.1, отличающийся тем, что минимальная толщина получаемой полосы составляет порядка 1,0-2,0 мм.
5. Способ по любому из пп.1-4, отличающийся тем, что тонкие слябы производят на машине (11) непрерывного литья, расположенной перед печью (13) для выдерживания слябов при заданной температуре и/или их нагрева, и, по меньшей мере, перед ножницами (12) для обрезки слябов в размер, которые расположены между машиной (11) непрерывного литья и печью (13) для выдерживания слябов при заданной температуре и/или их нагрева.
6. Способ по любому из пп.1-4, отличающийся тем, что подачу тонких слябов осуществляют посредством системы их накопления и хранения.
7. Способ по п.5, отличающийся тем, что в машине (11) непрерывного литья осуществляют операцию уменьшения толщины при жидком внутреннем слое слитка.
8. Способ по п.5, отличающийся тем, что после машины (11) непрерывного литья осуществляют операцию уменьшения толщины при только что кристаллизовавшемся горячем внутреннем слое слитка, посредством редукционного стана, содержащего по меньшей мере одну клеть (20).
9. Прокатная линия для изготовления плоских изделий, таких как металлическая полоса, с минимальной толщиной 1,0-2,0 мм, из тонкого сляба толщиной 30-90 мм, предпочтительно 35-70 мм, содержащая печь (13) для выдерживания тонкого сляба при заданной температуре и/или для нагрева сляба, подлежащего передаче на прокатку, реверсивный прокатный стан (14), содержащий по меньшей мере одну клеть (15) реверсивной прокатки, перед которой расположена по меньшей мере печь (16а), оснащенная моталкой, и после которой расположена печь (16b), оснащенная моталкой, по меньшей мере один сматыватель (19а, 19b), расположенный после прокатного стана (14) для формирования рулона полосы весом 20-30 т, и систему (17) охлаждения, расположенную между реверсивным прокатным станом (14) и указанным, по меньшей мере одним сматывателем (19а, 19b), причем указанная печь (13) для выдерживания тонкого сляба при заданной температуре и/или для нагрева сляба имеет длину, обеспечивающую возможность размещения полностью отрезка сляба, вес которого превышает вес рулона в целое число раз, большее 1, отличающаяся тем, что расстояние между выходом из последней или единственной клети (15) и тянущим устройством (21а, 21b) указанного по меньшей мере одного сматывателя (19а, 19b) меньше длины сляба, выходящего с первой операции прокатки, выполняемой реверсивным прокатным станом (14), при этом расстояние между печью (16а), установленной перед клетью (15) реверсивного прокатного стана (14), и одним из указанных тянущих устройств (21а, 21b) сматывателей (19a, 19b) меньше длины полосы при последней операции прокатки для обеспечения возможности одновременного нахождения полосы в печи (16а), в клети (15) и в одном из сматывателей (19а, 19b).
10. Прокатная линия по п.9, отличающаяся тем, что она содержит редукционный стан (20) черновой прокатки, расположенный перед указанной печью (13) для выдерживания тонкого сляба при заданной температуре и/или для его нагрева, при этом прокатная линия выполнена с возможностью уменьшения толщины сляба при жидком внутреннем слое слитка, выходящего из машины непрерывного литья, для уменьшения толщины сляба, поступающего в указанную печь (13), до величины 30-90 мм, предпочтительно 35-70 мм.
11. Прокатная линия по п.9 или 10, отличающаяся тем, что указанные печи (16а, 16b) выполнены размером, обеспечивающим смотку отрезка сляба при отношении наружного диаметра (De) смотанного отрезка к его внутреннему диаметру (Di), который соответствует диаметру сматывающего барабана, равном или превышающем 2.
| Состав для очистки твердой поверхности от жировых загрязнений,полировальных паст и приклеечных мастик | 1980 |
|
SU937512A1 |
| Ударная труб как артиллерийским снарядам | 1926 |
|
SU7352A1 |
| RU 96100840 A, 27.05.1998 | |||
| СПОСОБ СВЕРХКОМПАКТНОГО ПРОИЗВОДСТВА БЕСКОНЕЧНОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ НА НЕПРЕРЫВНО-РЕВЕРСИВНОМ ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ | 1995 |
|
RU2089307C1 |

