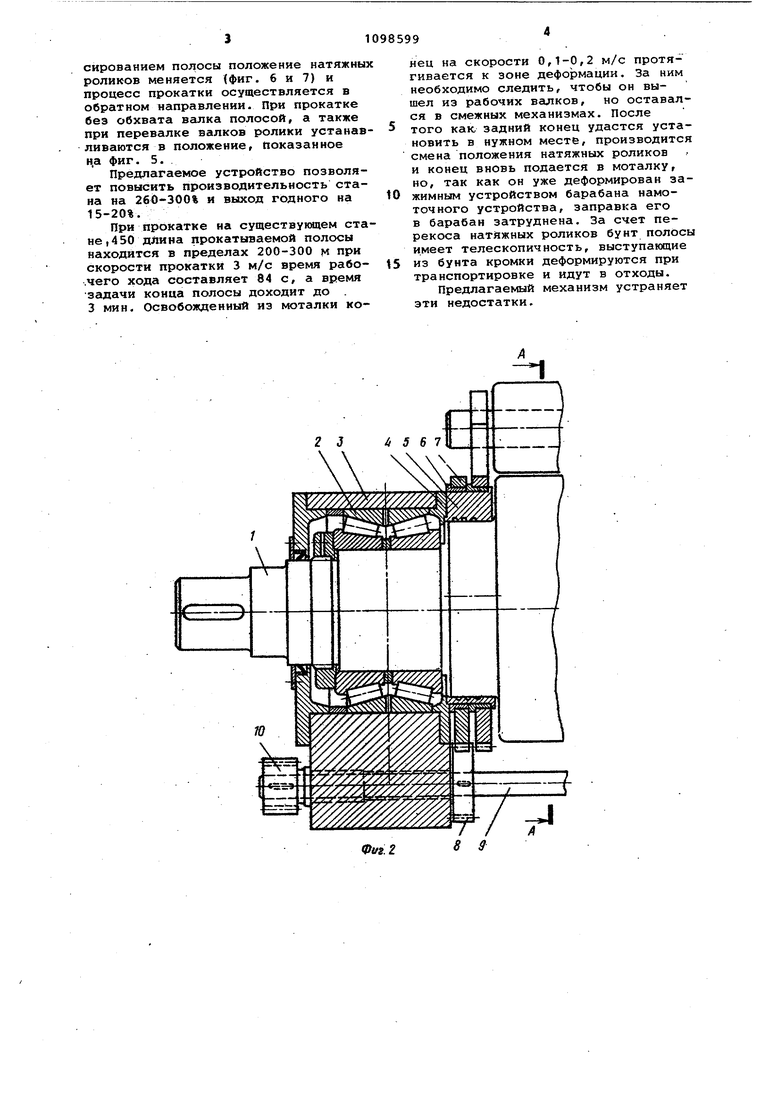
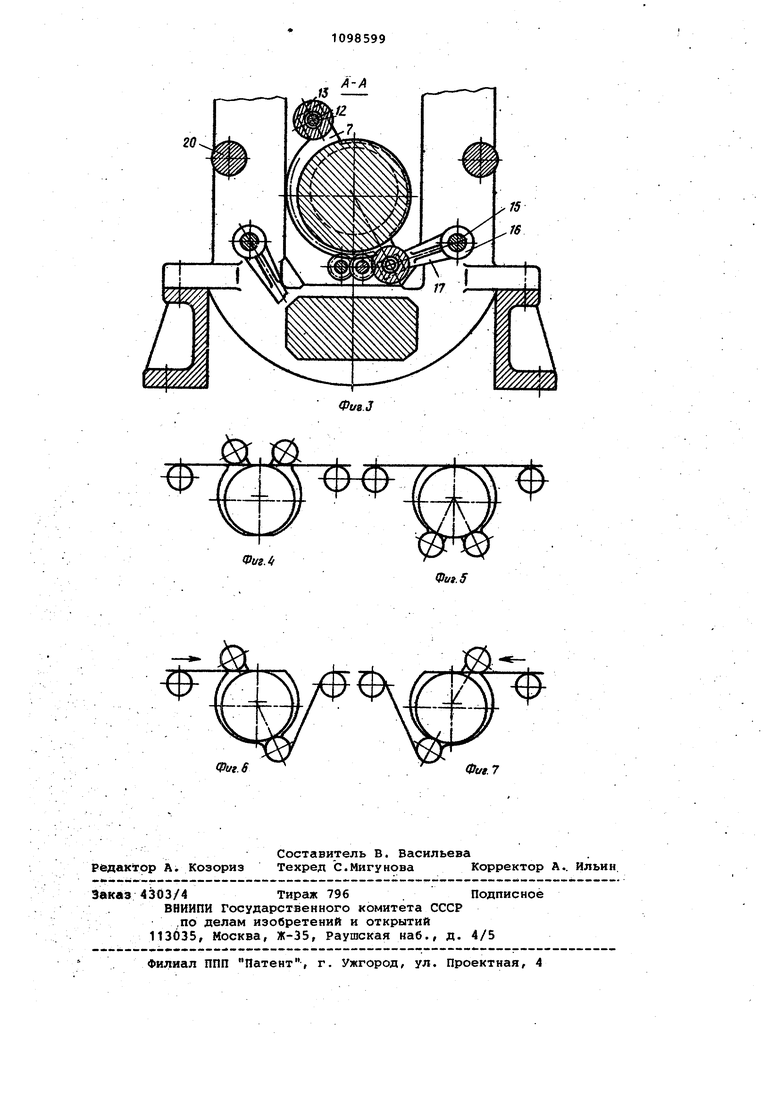
Изобретение относится к прокатному производству и может быть использовано в прокатных цехах черной и цветной металлургии. В практике прокатного производства известен способ деформации металла между подвижным и неподвиж ным валками - проката волочением. Для сцепления прокатываемо металла с подвижным валком осущест вйяют его обхват прокатываемой полосой. Известно устройство для обхвата полосой ведущего валка прокатной клети 13. Недостатками известного устройс ва являются увеличение габаритных размеров и веса клети, сложность устройства, невозможность осуществ ния реверсивной прокатки волочение с обхватом только рабочего валка- и увеличение недокатов путем удалени моталок. Наиболее близким к изобретению техническим решением является устройство для обхвата полосой валка прокатной клети, включающее натяжные ролики, коисольно установленны на шейках валка с возможностью их перемещения параллельно его образу щей, и механизм их перемещения 21 Недостаткрм известйого устройст ва является затрудненность задачи полосы, так как образукяцая натяжно го ролика находится вьппе (или ниже уровня прокатки. При реверсивной прокатке конец полосы необходимо освободить из зажима намоточного устройства и остановить его за оча гом деформации, обеспечив пространс во для прохода натяжного ролика, что затруднительно, так как валки закрыты смежным оборудованием.Так как прокатка ведется с натяжением полосы в несколько тонн, то для передачи такого момента зубчатая пара должна иметь значительную ширинУ, что требует увеличения шейки валка. При этом ум€ ньшается его жесткость. Недостатком этого устройства является также односторонний привод в результате чего натяжной ролик перекашивается, выворачивая подшипник. Перекос натяжного ролика обусловливает неравномерность натяжения по ширине пблосы, что приводит к телескопйчности рулона при ее смотке. Известное устройство затрудняет перевалку валков клети. Цель изобретения - повышение про изводительности прокатки путем искл чения перезаправки полосы при реверсивной прокатке. Указанная цель достигается тем что в устройстве для обхвата полосы валка прокатной клети, содержаще натяжные ролики, консольно установленные на подушках валка с возможностью их перемещения параллельно по образукнцей и механизм их перемещения, последний снабжен установленными на подушках валка эксцентриками с зубчатыми секторами, несущими упомянутые натяжные ролики, снабженные упорами их фиксации в рабочем положении, шарнирно установленными на станине клети. На фиг. 1 показана клеть, общий вид на фиг. 2 - продольный разрез по оси подвижного валка; на фиг. 3 разрез А-А на фиг. 2; на фиг. 4-7 схемы различных положений натяжных роликов. Подвижный прокатный валок 1 с подшипниками 2 посажен в подушку 3. На внутренней крышке подушки 4 жестко закреплен эксцентрик 5, на котором с помощью втулок б посажены зубчатые секторы 7, находящиеся в постоянном зацеплении с шестернями 8, закрепленными при помощи шпонки на валу 9. Сектор, несущий левый натяжной ролик, .зацепляется с шестерней на правом валу, а правый - на левом. На конце вала 9, выходящего из станины, жестко закреплена шестерня 10, находящаяся в зацеплении с зубчатой рейкой 11, соединенной с штоком цилиндра. Шестерня 10 разме щена на одном валу спереди клети, а на втором - сзади. На кронштейне зубчатого сектора 7 неподвижно закреплена ось 12 натяжного ролика 13. В отверстиях станины 14с помощью втулок посажены валы 15 с упорами 16. На конце вала 15 жестко закреплен рычаг 17, соединенный с пневматическим цилиндром. Неподвижный валок 18 расположен в верхней подушке 19. Напрев ляющие ролики 20 закреплены на станинах. Механизм работает следующим образом. Перед задачей полосы натяжные ролики 13 устанавливаются в положение, показанное на фиг. 4. Полоса подается между разведенными рабочими валками и ее конец зажимается в барабане намоточного устройства. В зависимости от направления прокатки (показано стрелкой) производится опускание одного натяжного ролика в нижнее положение (фиг. б и 7). Пневмоцилиндром упор 16 опускается, обеспечивая пространство для прохода ролика 13 в нижнее положение, после чего поднимается вверх и упирается в шейку оси 12. После этого опускается в рабочее положение верхний валок и производится прокатка полосы. При этом задний конец полосы остается зажатьм в барабане моталки (разматывателя). Перед реверсированием полосы положение натяжных роликов меняется (фиг. 6 и 7) и процесс прокатки осуществляется в обратном направлении. При прокатке без обхвата валка полосой, а также при перевалке валков ролики устанавливаются в положение, показанное и.а фиг. 5.
Предлагаемое устройство позволяет повысить производительность стана на 260-300% и выход годного на 15-20%.
При прокатке на существукяцем стане, 4 50 длина прокатываемой полосы находится в пределах 200-300 м при скорости прокатки 3 м/с время рабо.чего хода составляет 84 с, а время задачи конца полосы доходит до . 3 мин. Освобожденный из моталки конец на скорости 0,1-0,2 м/с протягивается к зоне деформации. За ним необходимо следить, чтобы он вышел из рабочих валков, но оставался в смежных механизмах. После
того как задний конец удастся установить в нужном месте, производится смена положения натяжных роликов и конец вновь подается в моталку, но, так как он уже деформирован зажимным устройством барабана намоточного устройства, заправка его в барабан затруднена. За счет перекоса натяжных роликов бунт полосы имеет телескопичность, выступающие
из бунта кромки деформируются при транспортировке и идут в отходы.
Предлагаемый механизм устраняет зти недостатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охвата полосойВЕдущЕгО ВАлКА B РЕВЕРСиВНОйпРОКАТНОй КлЕТи | 1979 |
|
SU801924A1 |
| Устройство для охвата полосой валков в прокатной клети | 1976 |
|
SU579050A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| УСТРОЙСТВО ДЛЯ ОХВАТА ПОЛОСОЙ ВАЛКА В ПРОКАТНОЙ КЛЕТИО | 1972 |
|
SU419275A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАМОТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС НА ОПРАВКУ | 2007 |
|
RU2391167C1 |
| РАБОЧАЯ КЛЕТЬ ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2015 |
|
RU2593551C1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
УСТРОЙСТВО ДЛЯ ОБХВАТА ПОЛОСОЙ ВАЛКА ПРОКАТНОЙ КЛЕТИ, содержащее натяжные ролики, консольно установленные на шейках валка с « 0utt возможностью их перемещения параллельно его образующей/ и механизм их перемещения, о т л и ч .а ю щ е ес я тем/ что, с целью повышения производительности прокатки путем исключения перезаправки полосы при реверсивной прокатке, механизм перемещения натяжных роликов снабжен установленн1дми на подушках валка эксцентриками с зубчатыми сектора.ми, несущими упомянутые натяжные ролики, снабженные упорами их фиксации в рабочем положении, щарнирно установленными на станине клети. 9 X 00 :л х X
2 J
Т 8 9
Фиг. 2
20
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ОХВАТА ПОЛОСОЙ ВАЛКА В ПРОКАТНОЙ КЛЕТИО | 1972 |
|
SU419275A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для охвата полосойВЕдущЕгО ВАлКА B РЕВЕРСиВНОйпРОКАТНОй КлЕТи | 1979 |
|
SU801924A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
