Изобретение относится к области машиностроения и может быть использовано при сборке под сварку резьбовых соединений, например корпуса и ниппеля бурового алмазного долота; включает два этапа - сборка резьбового соединения и сварка по периметру.
Известен способ сборки резьбовых соединений [1], включающий предварительную затяжку, которую осуществляют с воздействием вынужденных колебаний на резьбовое соединение, преобразование механических колебаний в электрический сигнал, регистрацию параметра качества соединения и окончательную затяжку с контролем качества полученного резьбового соединения до достижения эталонного значения параметра качества (Мкл=const).
Недостатком данного способа является неучтенный фактор пространственных отклонений в виде несоосности двух соединяемых посредством резьбового соединения деталей, который существенно влияет на эксплуатационные показатели изделия.
Также известен способ сборки газовой горелки [2], который включает корпус, вращающийся во втулке, который монтируется непосредственно на заднем соске отвода горелки посредством присоединительной гайки. Его размеры настолько малы, что диаметр корпуса меньше или равен диаметру резьбы гайки. Благодаря этому соединению плавная подача питания не сопровождается турбулентностью, и, поскольку трение при вращении очень слабое, пользователь практически не ощущает резкости при подаче.
Недостатком известного способа является то, что не определена структурная схема расположения прихваток, а также не определена связь расположения прихваток с точностью взаимного расположения сопрягаемых деталей.
Технический результат предлагаемого изобретения заключается в повышении геометрической точности двух свариваемых деталей, собранных посредством резьбового соединения.
Технический результат достигается тем, что выполняют предварительную затяжку сопрягаемых деталей динамометрическим ключом с фиксацией крутящего момента и определение периода затяжки резьбы с оптимальным крутящим моментом при минимальной величине несоосности, которую оценивают по значениям радиального отклонения сопрягаемых деталей, после чего производится окончательная затяжка резьбы до оптимального значения крутящего момента, затем выполняется промежуточная фиксация по торцу резьбового соединения путем выполнения прихваток, для чего определяется участок, соответствующий максимальному радиальному отклонению на контролируемой поверхности относительно базовой поверхности деталей соединения, и на диаметрально противоположном участке выполняется первая прихватка, производится измерение взаимного расположения сопрягаемых деталей и аналогично определяются участки еще для двух прихваток и выполняются прихватки, после чего осуществляется сварка по периметру соединения.
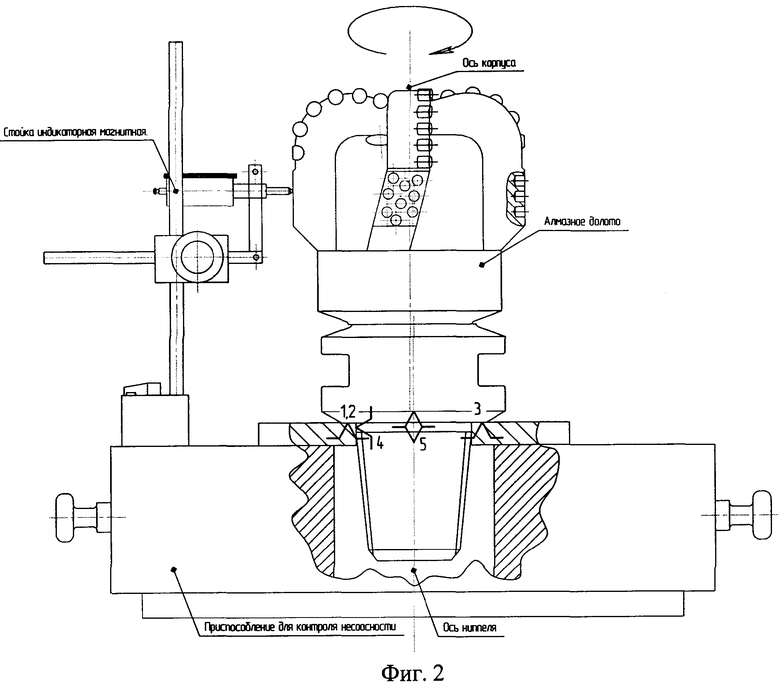
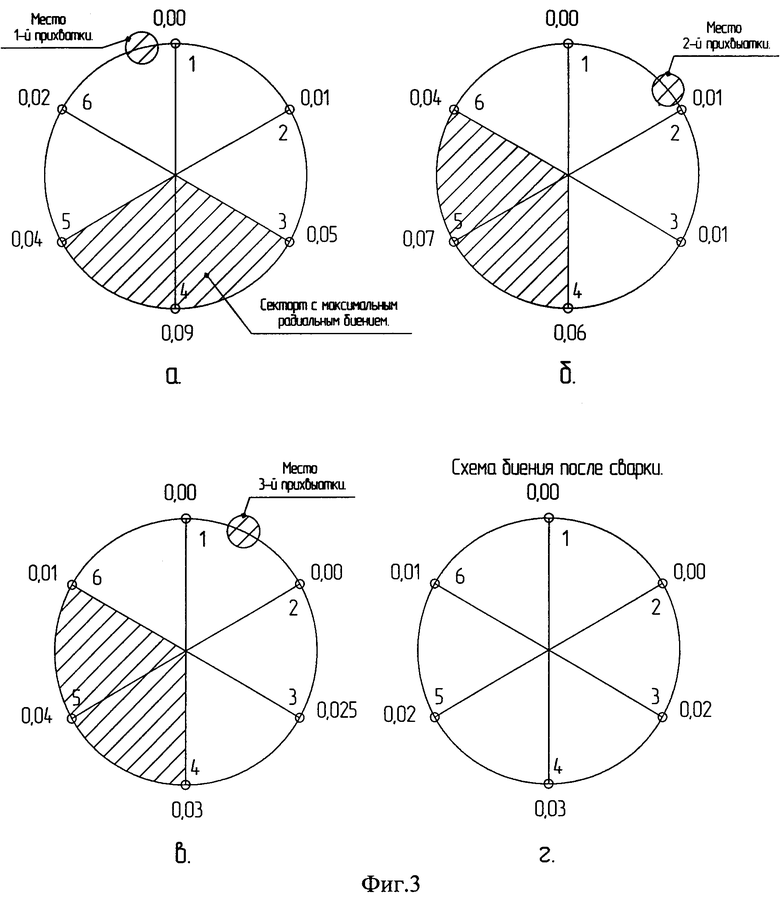
При сборке алмазного долота корпус 2 и ниппель 3 предварительно ориентируются метрической резьбой (см. Фиг.1). При выполнение затяжки резьбы торцы ниппеля и корпуса деформируются. В результате упругопластической деформации происходит изменение составляющего размера А2 угловой размерной цепи. Изменение этого составляющего звена приводит к изменению замыкающего звена размерной цепи А, величина которого измеряется по параметру несоосности АΔ осей корпуса 1 и ниппеля 4. Для определения допустимых деформаций резьбового соединения, которые приводят к минимальному значению несоосности АΔ, предварительную затяжку выполняют динамометрическим ключом с фиксацией крутящего момента. Предварительная затяжка осуществляется последовательно с увеличением крутящего момента и по окончании каждого этапа производится замер радиального биения Si, где i - номер отсчета по периметру соединения (см. Фиг.2).

где n - индекс, означающий номер измерения радиального отклонения осей сопрягаемых деталей за полный оборот симметричного соединения с выбранным шагом дискретизации отсчета.
Крутящий момент на динамометрическом ключе Мкл при предварительной затяжке резьбы увеличивают последовательно до тех пор, пока значение радиального биения не начнет возрастать на следующем этапе j по отношению к предыдущему j-1. Окончание этапа предварительной сборки резьбового соединения выражается следующим неравенством

где j - номер состояния резьбового соединения на момент его предварительной сборки.
Пример. Ниже в таблице приведены численные значения радиального биения соединения в зависимости от изменения крутящего момента на динамометрическом ключе (Мкл):
После предварительного этапа проводят окончательную сборку резьбового соединения, которая включает процедуру ослабления и окончательной затяжки с оптимальным крутящим моментом (Мкл)j-1. Качество окончательной сборки резьбового соединения проверяют по значению контрольного измерения радиального отклонения сопрягаемых деталей, значение которого должно быть минимальным при окончательно собранном резьбовом соединении и удовлетворять условию (2).
Несоосность двух соединяемых деталей определяют как радиальное биение с помощью специальной измерительной установки (см. Фиг.2.) Установка состоит из плиты и стойки магнитной с индикатором часового типа (цена деления индикатора составляет 0,01 мм). В плите имеется отверстие высокой точности с квалитетом Н6, в которое устанавливается ниппель алмазного долота. На ниппель наворачивается корпус и с помощью магнитной стойки с индикатором часового типа производится замер отклонения от центра посадочного отверстия за полный оборот соединения. По результатам измерений помечают участок с полярным углом ϕ в градусах, имеющий максимальное значение радиального отклонения расположения деталей в изделии.
На следующем этапе выполняют предварительную фиксацию резьбового соединения, выполняя первую прихватку по торцу соединения таким образом, чтобы не увеличить величину достигнутой несоосности при окончательной сборке резьбы. Для этого необходимо определить оптимальные координаты прихваток, которые являются условием стабильного повышения точности взаимного расположения соединяемых деталей на этапе сварки.
Этап определения сектора полярного угла ϕ, радиальное отклонение которого имеет наибольшую величину max S(ϕ)∈i. Далее выполняют прихватку корпуса с ниппелем в месте, диаметрально противоположном сектору с максимальной величиной радиального биения определенным значением полярного угла ϕ+180°. По указанному месту выполняется первая прихватка, которая приводит к изменению точности взаимного расположения соединения (см. Фиг.3, а).
После первой прихватки снова производится замер взаимного расположения сопрягаемых деталей и находится место для выполнения второй прихватки (см. Фиг.3, б). Этот процесс повторяется и для третьей прихватки (см. Фиг.3, в). После выполнения трех прихваток производится сварка корпуса с ниппелем по всему периметру долота.
На Фиг.1. показано буровое алмазное долото.
На Фиг.2. представлена установка для замера радиального биения (несоосности АΔ) корпуса алмазного долота относительно ниппеля.
На Фиг.3 показана структурная схема изменения радиального биения после выполнения прихваток и сварки корпуса и ниппеля.
Сборка под сварку долот предлагаемым способом обеспечивает повышение в несколько раз точности взаимного расположения корпуса и ниппеля (см. Фиг.3, г).
Предлагаемый способ сборки под сварку алмазных долот позволяет обеспечить высокую точность взаимного расположения двух соединяемых деталей без ужесточения технологии изготовления отдельных деталей изделия.
Список источников
1. Патент Р.Ф. № 2277041, МПК В25В 21/00. Способ сборки резьбовых соединений / Шуваев В.Г., Штриков Б.Л., Шуваев И.В. Опубл. в БИ №15 от 27.05.2006 г.
2. FR 2607218, F16L 27/08. Demande de brevet d'invention. / Jean-Marie Tandart, Jean Louis Besset. 27.05.1988 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУЗАМОК ДЛЯ ПЕРЕДАЧИ КРУТЯЩЕГО МОМЕНТА ОТ ВРАЩАТЕЛЯ БУРОВОЙ УСТАНОВКИ ПОЛОЙ ШНЕКОВОЙ КОЛОННЕ | 2014 |
|
RU2544925C1 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО ГРИБЕННИКОВА | 2001 |
|
RU2215112C2 |
| СПОСОБ СБОРКИ СЕКЦИЙ И НАРЕЗКИ РЕЗЬБЫ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2324804C2 |
| РЕЗЬБОВОЕ ДВУХУПОРНОЕ СОЕДИНЕНИЕ С ВЫСОКИМ ПЕРЕДАВАЕМЫМ КРУТЯЩИМ МОМЕНТОМ | 2008 |
|
RU2386887C1 |
| БЫСТРОРАЗЪЕМНОЕ ГЕРМЕТИЧНОЕ СОЕДИНЕНИЕ ТРУБЧАТЫХ ДЕТАЛЕЙ И СПОСОБ ЕГО СБОРКИ-РАЗБОРКИ | 2010 |
|
RU2446266C1 |
| РЕГУЛИРУЕМОЕ УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО БУРЕНИЯ СКВАЖИН | 2004 |
|
RU2278940C1 |
| СПОСОБ СБОРКИ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА КОРПУСНОГО ТИПА | 2017 |
|
RU2672702C2 |
| Замок для бурильных труб | 1981 |
|
SU960419A1 |
| КОМБИНИРОВАННОЕ БУРОВОЕ ДОЛОТО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ЭЛЕМЕНТОВ ШАРОШЕЧНОГО УЗЛА ДОЛОТА | 2015 |
|
RU2689465C2 |
| ГЕРОТОРНЫЙ ГИДРАВЛИЧЕСКИЙ ДВИГАТЕЛЬ | 2008 |
|
RU2386003C1 |
Изобретение относится к области машиностроения и может быть использовано при сварке резьбовых соединений, например корпуса и ниппеля алмазного долота. Выполняют предварительную затяжку сопрягаемых деталей динамометрическим ключом с фиксацией крутящего момента. Определяют период затяжки резьбы с оптимальным крутящим моментом при минимальной величине несоосности, которую оценивают по значениям радиального отклонения сопрягаемых деталей. После этого производят окончательную затяжку резьбы до оптимального значения крутящего момента. Затем выполняют промежуточную фиксацию по торцу резьбового соединения путем выполнения прихваток, для чего определяют участок, соответствующий максимальному радиальному отклонению на контролируемой поверхности относительно базовой поверхности деталей соединения. На диаметрально противоположном участке выполняют первую прихватку. Производят измерения взаимного расположения сопрягаемых деталей и аналогично определяют участки еще для двух прихваток и выполняют прихватки, после чего осуществляют сварку по периметру соединения. Изобретение позволяет обеспечить высокую точность взаимного расположения двух соединяемых деталей без ужесточения технологии изготовления отдельных деталей изделия. 3 ил., 1 табл.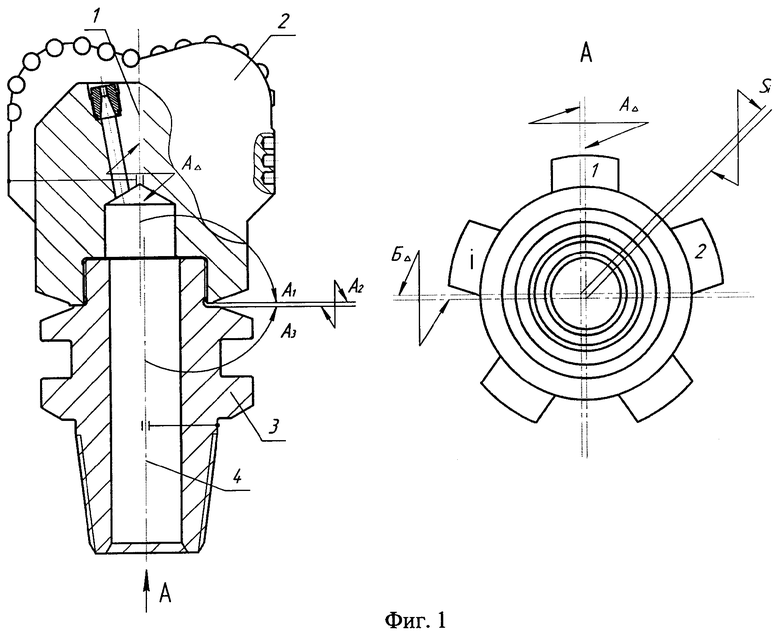
Способ сварки резьбовых соединений, отличающийся тем, что выполняют предварительную затяжку сопрягаемых деталей динамометрическим ключом с фиксацией крутящего момента и определяют период затяжки резьбы с оптимальным крутящим моментом при минимальной величине несоосности, которую оценивают по значениям радиального отклонения сопрягаемых деталей, после чего производят окончательную затяжку резьбы до оптимального значения крутящего момента, затем выполняют промежуточную фиксацию по торцу резьбового соединения путем выполнения прихваток, для чего определяют участок, соответствующий максимальному радиальному отклонению на контролируемой поверхности относительно базовой поверхности деталей соединения, и на диаметрально противоположном участке выполняют первую прихватку, производят измерения взаимного расположения сопрягаемых деталей и аналогично определяют участки еще для двух прихваток, и выполняют прихватки, после чего осуществляют сварку по периметру соединения.
| СПОСОБ ПОЛУЧЕНИЯ ОСАЖДЕННОГО ДИОКСИДА КРЕМНИЯ, ВКЛЮЧАЮЩИЙ ЭТАП СИЛЬНОГО УПЛОТНЕНИЯ | 2013 |
|
RU2607218C2 |
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 1991 |
|
RU2025270C1 |
| СПОСОБ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2004 |
|
RU2277041C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЕАЛЮМИНИЕВОГО ПЕРЕХОДНИКА | 1990 |
|
RU2035280C1 |
| УСТРОЙСТВО ДЛЯ ИДЕНТИФИКАЦИИ ЦЕННЫХ БУМАГ (ВАРИАНТЫ) | 2004 |
|
RU2290696C2 |
| ЗАЩИЩЕННЫЕ ПЕПТИДЫ КАЛЬЦИТОНИНА | 2000 |
|
RU2193567C2 |
| US 2005218131 A, 06.10.2005. | |||

