ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к области эластомерных пленок, а более конкретно, к области эластомерных пленок, содержащих противоскользящую добавку.
УРОВЕНЬ ТЕХНИКИ
Упаковочные или оберточные материалы, предназначенные для покрытия товаров на грузовых автомобилях и тому подобного или для покрытия сельскохозяйственной продукции в поле, хорошо известны. В течение многих лет такие оберточные материалы включали, в частности, парусину. Недавно такую парусину зачастую стали заменять другими материалами, например тканями, упрочненными мононитями из сложных полиэфиров, c нанесенным покрытием из поливинилхлорида (ПВХ), и растягивающимися упаковочными пленками из пластиков. Растягивающаяся упаковочная пленка из пластика, зачастую называемая растягивающейся оболочкой, приобрела большое значение для таких вариантов использования, как для упаковки на товарных складах, где пленку из пластика растягивают, обертывая ею поддоны, контейнеры и грузы неправильной формы, при этом неотъемлемые для пленки характеристики упругого восстановления формы позволяют удерживать обертываемые пленкой предметы в виде единого целого. Для получения растягивающейся упаковочной пленки, предназначенной для коммерческого применения, используют несколько видов пластиков, таких как поливинилхлорид (ПВХ), линейный полиэтилен низкой плотности (ЛПЭНП), полиэтилен низкой плотности (ПЭНП) и сополимер этилена-винилацетата/полиэтилена низкой плотности (EVA/ПЭНП).
Обычно используемый тип упаковочной пленки из пластика, предназначенной для использования при временном хранении товаров, изготавливают из композиций термопластичной смолы путем экструзии пленки с раздувом. Смолами, используемыми для данной цели, например, являются линейный полиэтилен низкой плотности низкого давления и полиэтилен низкой плотности высокого давления. Патент США № 4424051 описывает способ и аппаратуру, предназначенные для изготовления двухслойного мешка сельскохозяйственного назначения, предназначенного для хранения в поле сельскохозяйственной продукции. Патент США № 6413346 описывает растягивающуюся упаковочную пленку из пластика, которую формуют экструзией пленки с раздувом из подходящего материала пластика, где в данном способе рукавную пленку разрушают для того, чтобы противоположные стороны разрушенной пленки образовали сцепление с получением слипшейся двухслойной пленки, и слипшуюся двухслойную пленку растягивают для уменьшения ее толщины.
Данным типам пленок и материалов присущ недостаток, выраженный в наличии скользкой наружной поверхности, например, во влажном состоянии. Это может привести к возникновению проблем, связанных с безопасностью работников при погрузке обернутых товаров для транспортировки или хранения или же при ходьбе по обернутым товарам. Кроме того, скольжение обернутых тюков во время транспортировки или хранения может в результате привести к повреждению товаров. Для уменьшения перемещения мешков во время транспортирования в нерастягиваемых пластиках использовали противоскользящие добавки, например, такие как использованные в мешках для удобрений. Размер и физические характеристики противоскользящих добавок, используемых в нерастягиваемых пластиках, не имеют критического значения.
В настоящее время сохраняется потребность в эластомерной пленке, обладающей характеристиками противоскольжения, которую можно было бы использовать в качестве оберточного материала.
КРАТКОЕ ИЗЛОЖЕНИЕ ИЗОБРЕТЕНИЯ
Поэтому задачей данного изобретения является получение эластомерной пленки, содержащей противоскользящую добавку. В соответствии с одним аспектом настоящего изобретения предлагается эластомерная пленка, включающая один или несколько слоев, где, по меньшей мере, один из слоев содержит от 0,1 до 10% противоскользящей добавки, где данная противоскользящая добавка характеризуется размером частиц в диапазоне от 50 до 500 микронов, и она не плавится или имеет температуру плавления, превышающую 500°F.
В соответствии с дополнительным аспектом настоящего изобретения предлагается композиция смолы, предназначенная для получения эластомерной пленки, которая бы сочетала способность к растяжению и характеристики противоскольжения. Таким образом, в соответствии с настоящим изобретением предлагается композиция смолы, предназначенная для изготовления одного или нескольких слоев эластомерной пленки, где, по меньшей мере, один из слоев содержит от 0,1 до 10% противоскользящей добавки, где противоскользящая добавка характеризуется размером частиц в диапазоне от 50 до 500 микронов, и она не плавится или имеет температуру плавления, превышающую 500°F.
В соответствии с еще одним аспектом настоящего изобретения предлагается способ изготовления эластомерной пленки, обладающей характеристиками противоскольжения, включающий стадии: (а) получения композиции смолы, содержащей от 0,1 до 10% противоскользящей добавки, где данная противоскользящая добавка характеризуется размером частиц в диапазоне от 50 до 500 микронов, и она не плавится или имеет температуру плавления, превышающую 500°F; и (b) экструдирования композиции смолы для формования пленки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Дополнительные признаки и преимущества настоящего изобретения станут очевидными из следующего далее подробного описания, взятого в сочетании с прилагаемыми чертежами, в числе которых:
Фиг.1А-1Е представляют собой виды в поперечном сечении для предварительно сложенных пленок, соответствующих конкретным вариантам реализации настоящего изобретения.
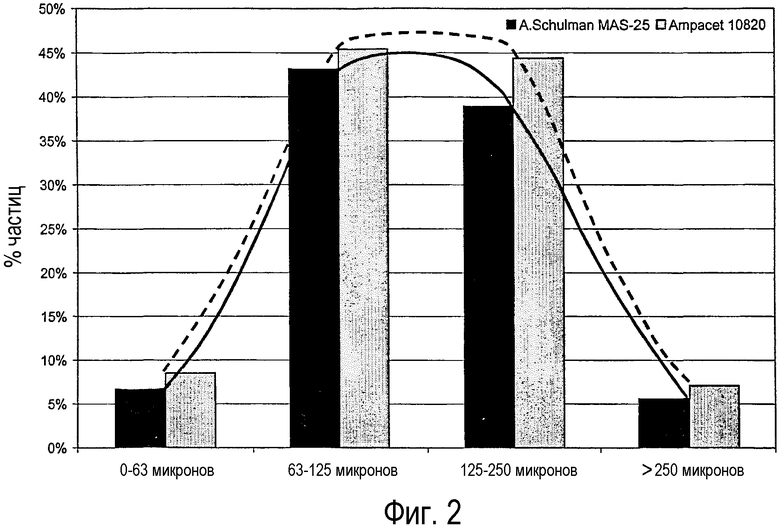
Фиг.2 представляет собой графическое сопоставление распределения частиц по размерам для двух противоскользящих добавок, использованных в растягивающихся пленках настоящего изобретения.
Фиг.3 представляет собой фотографию аппаратуры для оценки способности пленок к растяжению.
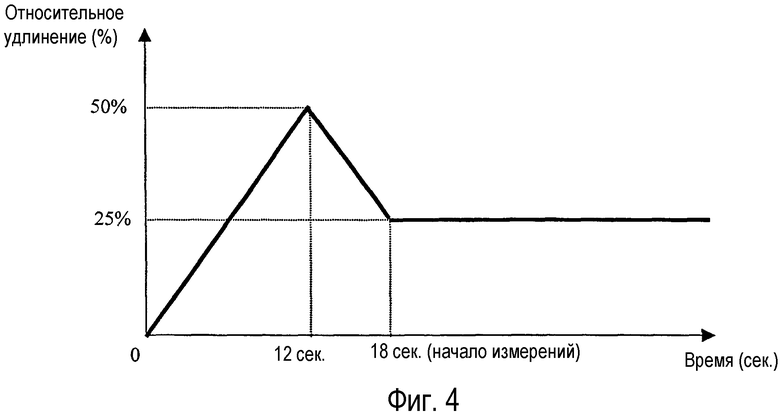
Фиг.4 иллюстрирует цикл растяжения, использованный во время оценки силы упругости пленки.
Фиг.5 представляет собой фотографию аппаратуры для оценки силы упругости пленок.
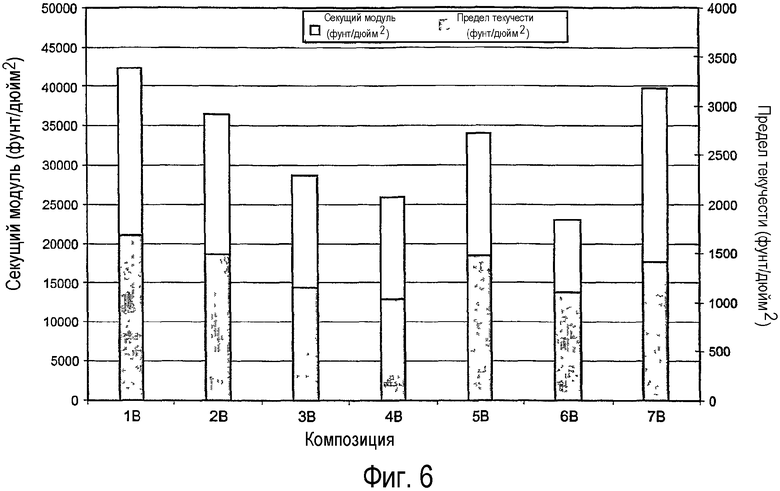
Фиг.6 иллюстрирует влияние различных композиций на прочностные свойства при растяжении, секущий модуль и предел текучести для пленок, полученных с использованием различных композиций.
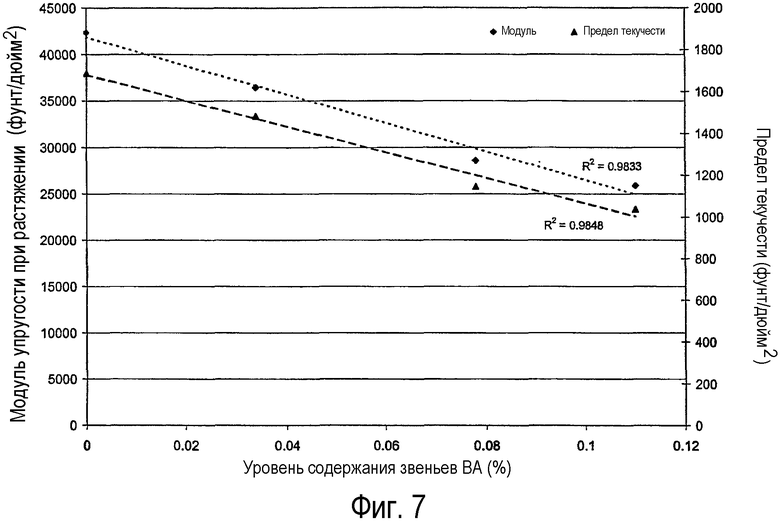
Фиг.7 иллюстрирует влияние уровня содержания винилацетата (ВА) на модуль упругости при растяжении и предел текучести.
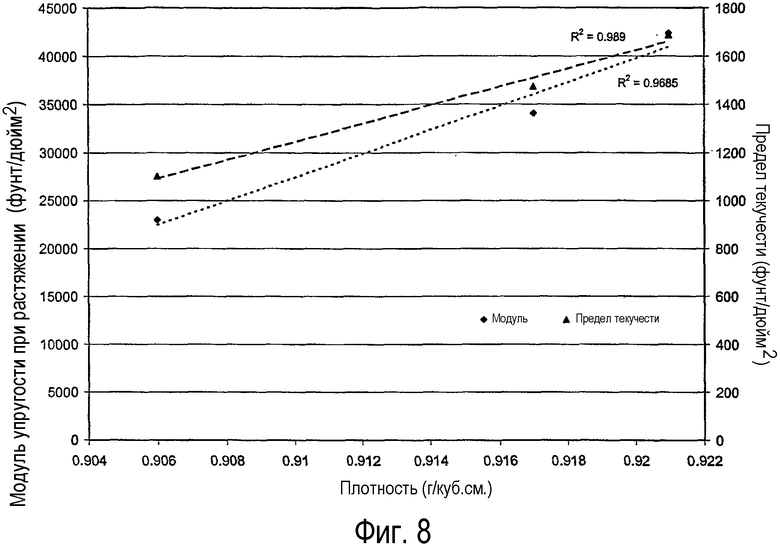
Фиг.8 иллюстрирует влияние плотности на модуль упругости при растяжении и предел текучести.
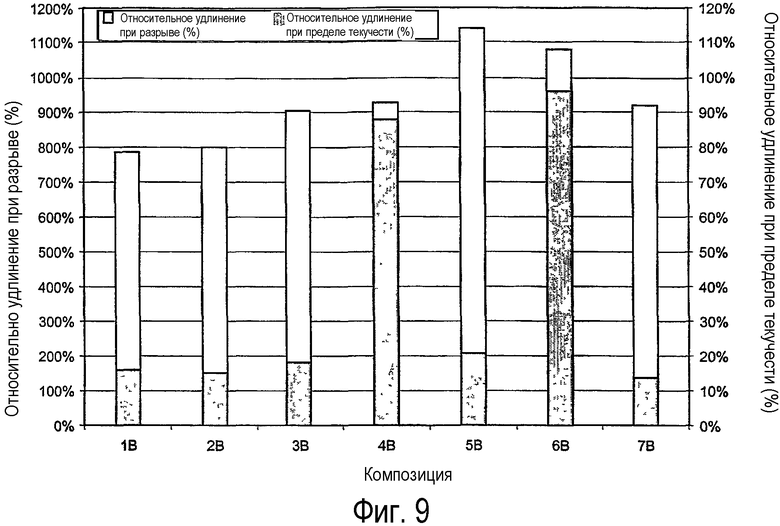
Фиг.9 иллюстрирует влияние различных композиций на прочностные свойства при растяжении, относительное удлинение при разрыве и относительное удлинение при пределе текучести.
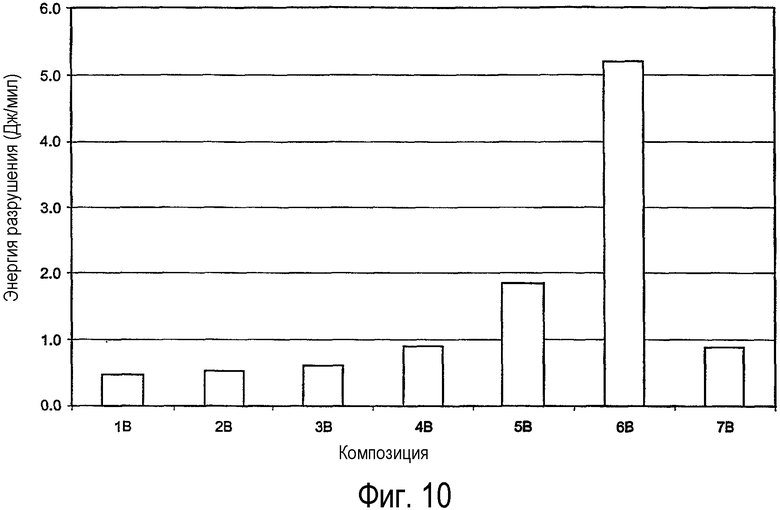
Фиг.10 иллюстрирует влияние различных композиций на ударную прочность пленки при ее определении с использованием падающего заостренного груза.
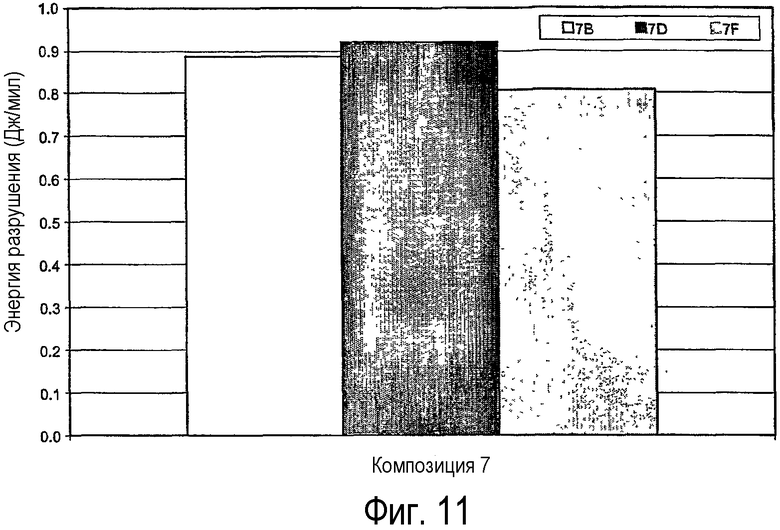
Фиг.11 иллюстрирует влияние распределения частиц по размерам противоскользящей добавки на ударную прочность пленки при ее определении с использованием падающего заостренного груза.
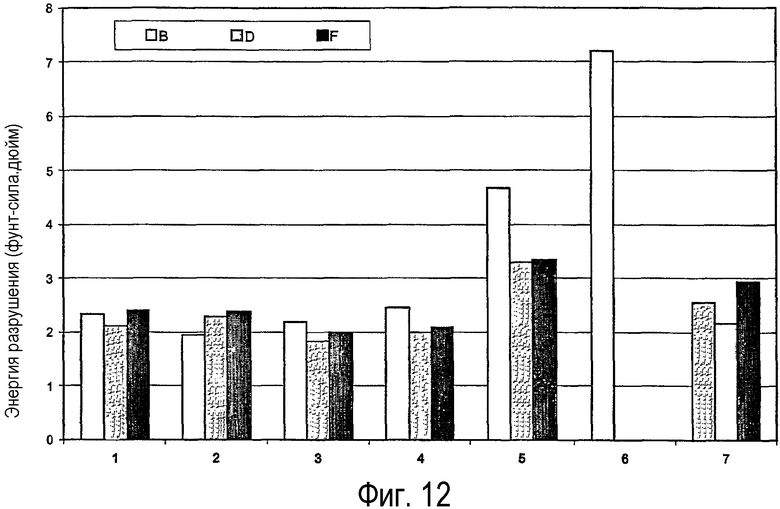
Фиг.12 иллюстрирует влияние различных добавок и технологических параметров на прокол при малом трении.
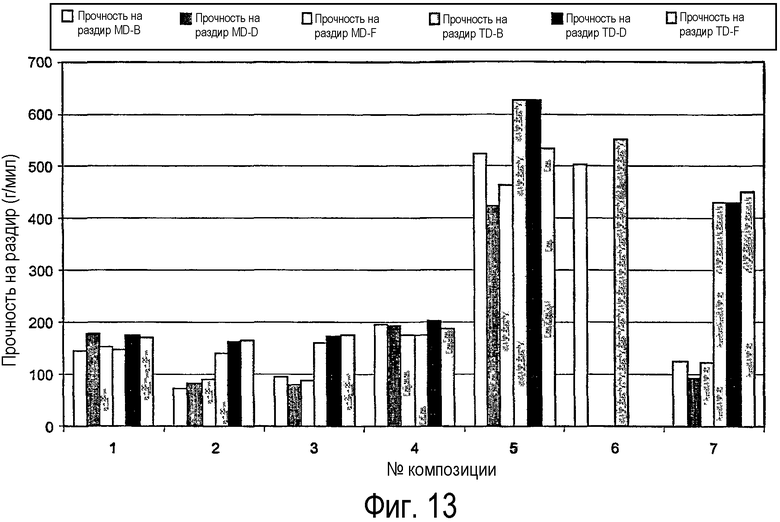
Фиг.13 иллюстрирует влияние различных композиций и технологических параметров на прочность на раздир.
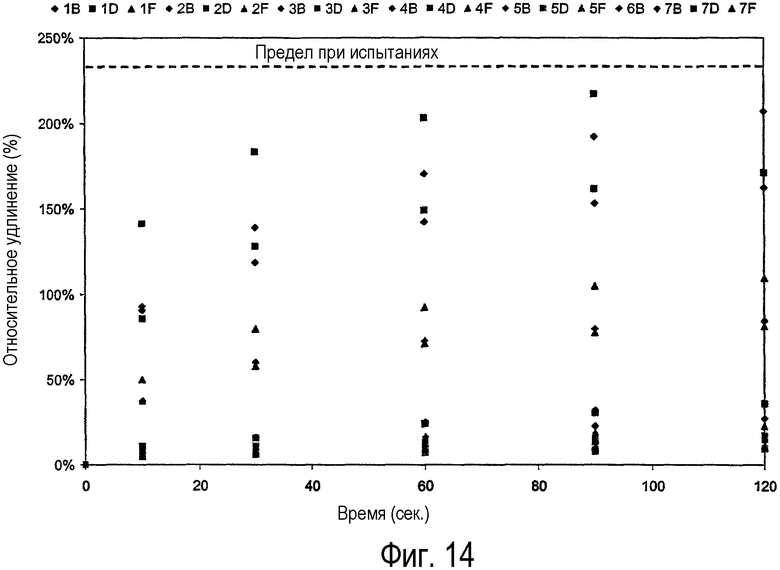
Фиг.14 иллюстрирует влияние различных композиций на способность к растяжению у пленок, полученных при использовании степени раздува (BUR), равной 3,0.
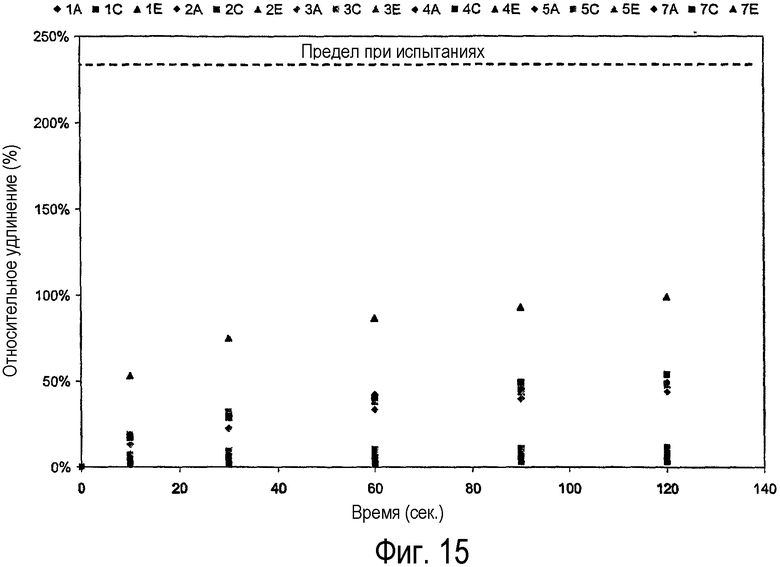
Фиг.15 иллюстрирует влияние различных композиций на способность к растяжению у пленок, полученных при использовании степени раздува (BUR), равной 2,0.
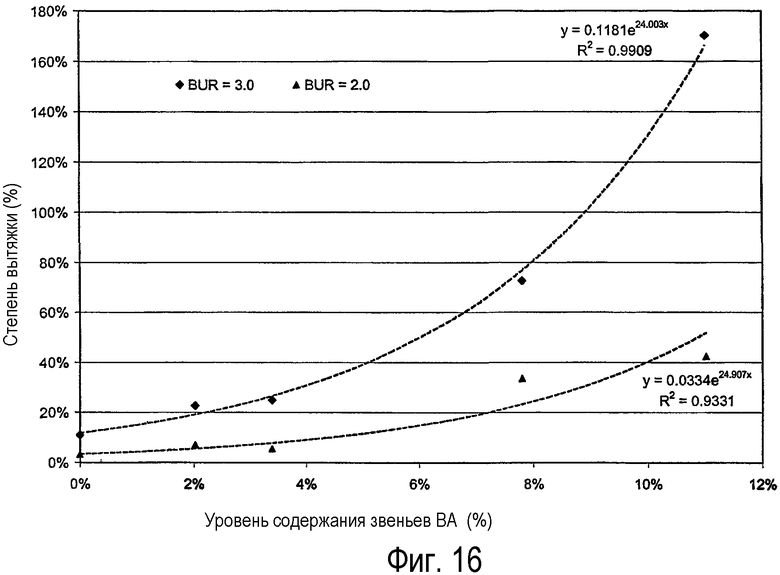
Фиг.16 иллюстрирует влияние уровня содержания звеньев ВА на степень вытяжки пленок, полученных с использованием BUR, равной 2,0 или 3,0.
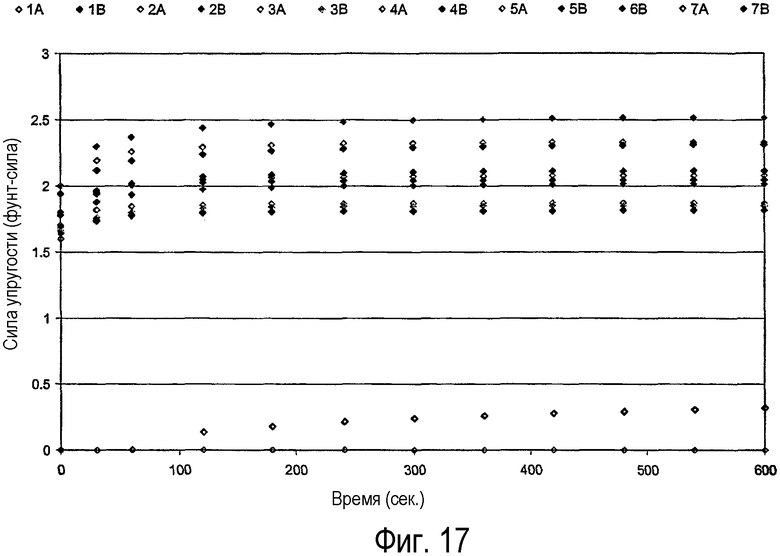
Фиг.17 иллюстрирует влияние различных композиций на силу упругости пленок, полученных с использованием степени раздува (BUR), равной 2,0 или 3,0.
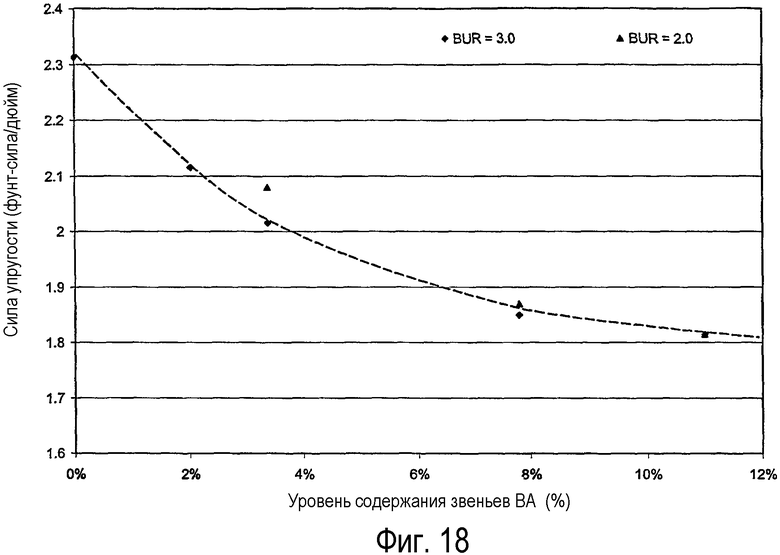
Фиг.18 иллюстрирует влияние уровня содержания звеньев ВА на силу упругости пленок, полученных с использованием BUR, равной 2,0 или 3,0, и не содержащих противоскользящей добавки.
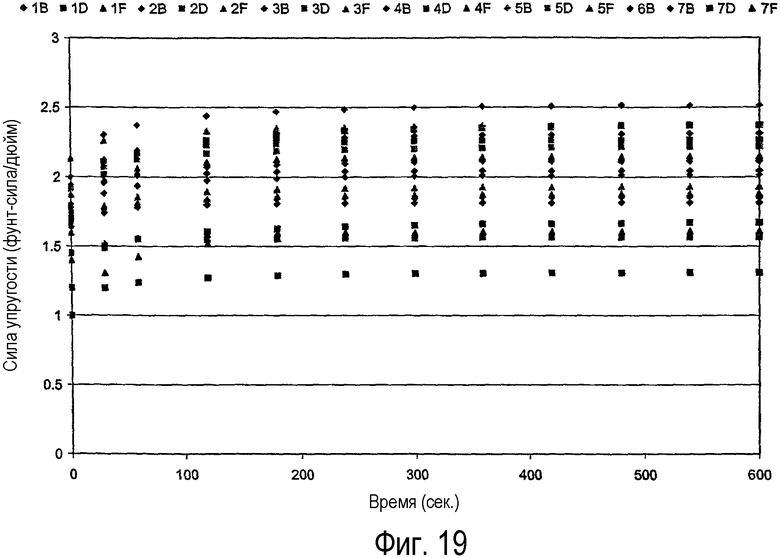
Фиг.19 иллюстрирует влияние различных композиций на силу упругости пленок, полученных с использованием степени раздува (BUR), равной 3,0.
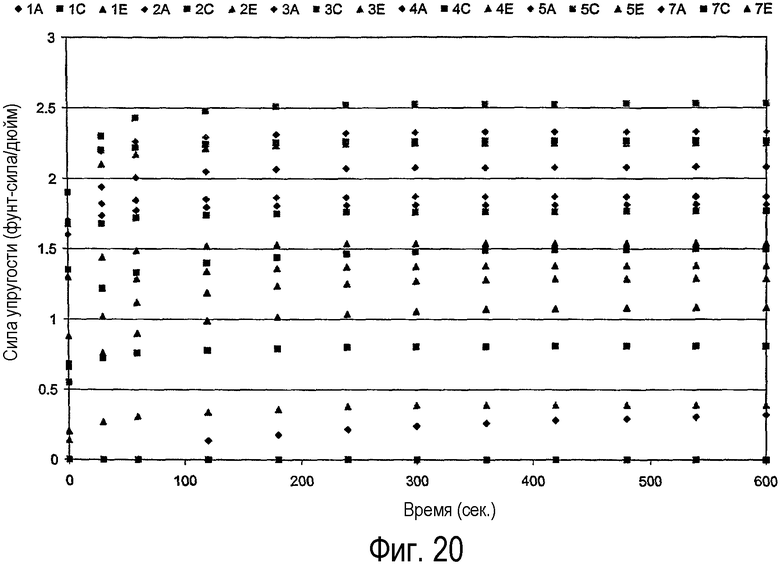
Фиг.20 иллюстрирует влияние различных композиций на силу упругости пленок, полученных с использованием степени раздува (BUR), равной 2,0.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Эластомерная пленка настоящего изобретения содержит противоскользящую добавку, которая используется для улучшения характеристик противоскольжения (то есть увеличения коэффициента трения на наружной поверхности) пленки в сопоставлении с эквивалентной пленкой, которая не содержит противоскользящей добавки. В порядке примера можно сказать, что улучшенные характеристики противоскольжения, получающиеся в результате введения противоскользящей добавки, могут уменьшить скольжение между тюками, которые будут обернуты или покрыты пленкой и будут находиться друг с другом в контакте так, как во время погрузки и/или транспортирования, и могут увеличить безопасность тех лиц, которые работают с пленкой, в результате уменьшения скольжения, которое возникает при ходьбе по пленкам или при погрузке и/или транспортировании обернутых тюков.
Эластомерная пленка настоящего изобретения включает один или несколько слоев, и она характеризуется толщиной в диапазоне от приблизительно 1 до приблизительно 15 милов (1 мил = 1 тысячная дюйма). По меньшей мере, один слой пленки содержит противоскользящую добавку, которая характеризуется размером частиц в диапазоне от 50 до 500 микронов, и она не плавится или имеет температуру плавления, превышающую 500°F.
В конкретном варианте реализации настоящего изобретения пленка включает три слоя. Данные три слоя в настоящем документе называют слоем А - внутренний слой; слоем В - серединный слой; и слоем С - наружный слой. В одном примере такой трехслойной пленки пленку изготавливают при наличии противоскользящей добавки в слое С, однако, специалист в соответствующей области легко должен понять, что ее можно ввести в один или несколько других слоев или в дополнение к введению, или вместо введения в слой С. Каждый слой составляет от 5 до 95% от общей толщины пленки.
Компоненты пленки
Смолы
Композиции, из которых получают слои пленки настоящего изобретения, включают один или несколько компонентов в виде смол, выбираемых из: сополимера этилена-винилацетата (EVA); полиолефинового пластомера (РОР); линейного полиэтилена низкой плотности (ЛПЭНП); и полиэтилена низкой плотности (ПЭНП). Кроме того, композиции необязательно содержат добавки, такие как УФ-стабилизатор (ингибитор), пигмент, добавка, понижающая трение, и/или добавка, улучшающая слипание.
1. Сополимер этилена-винилацетата.
Когда один или несколько слоев пленки настоящего изобретения получают с использованием сополимера EVA, рецептура или композиция, использованные для изготовления одного или нескольких слоев, могут содержать от 10 до 100% или от 10 до 95% чистого сополимера EVA или смеси сополимера EVA с одним или несколькими другими тремя компонентами в виде смол. Сополимер EVA состоит из чистого сополимера этилена-винилацетата, содержащего от 2 до 45 мас.% звеньев винилацетата или предпочтительно от 2 до 35 мас.% звеньев винилацетата. Приемлемые индексы расплава у сополимера EVA находятся в диапазоне 0,1-30 г/10 мин.
В одном варианте реализации настоящего изобретения одна или несколько рецептур или композиций, использованных для изготовления одного или нескольких слоев пленки, содержат от 25 до 85% сополимера EVA, описанного в настоящем документе.
Для формования одного или нескольких слоев пленки настоящего изобретения возможно использование многих коммерчески доступных сополимеров EVA. Не ограничивающие примеры таких сополимеров EVA включают следующее далее, но не ограничиваются только им: NA-985, NA-480, NA-441, NA 362, NA-340, NA-316, NA-314 и NA-304 (продукция компании Equistar Chemical Corporation). В одном варианте реализации настоящего изобретения композиция, использованная для получения пленки, содержит Westlake 561. Примеры других подходящих сополимеров EVA представляют собой 1005 VN2, 1005 VG2, 1020 VB2, 1020 VG2 и 1005 VN3 (продукция компании ELF-ATO CHEM), Ateva 1221, 1825A, 1018, 1066, 633C, 640A, 1025, 1041C, 1047, 1060 (продукция компании A. T. PLASTICS), PE1651, PE1753, PE1802, PE1806, PE1903, XO911 (продукция компании Huntsman), EHA-152 и ЕНА-019 (продукция компании ExxonMobil).
2. Сополимер этилена-альфа-олефина, полученный на металлоценовом катализаторе или на усовершенствованном катализаторе Циглера-Натта (полиолефиновый пластомер - РОР).
В одном варианте реализации настоящего изобретения сополимер .этилена-альфа-олефина, полученный на металлоценовом катализаторе или на усовершенствованном катализаторе Циглера-Натта, используют в композиции вместо сополимера EVA при замене из расчета 1 на 1. Сополимер можно получить из С4-С20 альфа-олефина или смеси таких альфа-олефинов. Примеры подходящих сополимеров этилена-альфа-олефина, полученных на металлоценовом катализаторе и/или на усовершенствованном катализаторе Циглера-Натта, или РОР, включают следующее далее, но не ограничиваются только им: Affinity PL1840, PL1880, PF1140 (продукция компании Dow Chemical Canada, Inc.), Exact 3022, 3024, 3131, 4003, 4044, 4053, 5008 (продукция компании ExxonMobil), MXSTEN CM27501-F, CM27502-F, CV77520-X, CV77530-X (продукция компании Eastman Chemical Canada, Inc.).
POP, использованный в композициях или рецептурах, предназначенных для изготовления пленки, соответствующей настоящему изобретению, характеризуется плотностью, равной или меньшей 0,910 г/см3, и приемлемым индексом расплава, находящимся в диапазоне от 0,1 до 30 г/10 мин. РОР может представлять собой полимер, полученный с использованием металлоценового катализа или усовершенствованного катализа Циглера-Натта, или же он может представлять собой смесь смол, полученных на металлоценовом катализаторе и на усовершенствованном катализаторе Циглера-Натта.
3. Линейный полиэтилен низкой плотности (ЛПЭНП).
Компонент в виде ЛПЭНП в рецептурах или композициях, использованных при изготовлении одного или нескольких слоев пленки, может состоять из 5-100% или 5-90% чистого сополимера в виде ЛПЭНП, полученного из одного или нескольких С4-С20 альфа-олефинов и этилена. Альфа-олефином может быть, например, бутен, пентен, гексен или октен. ЛПЭНП можно получить при использовании каталитической системы Циглера-Натта, усовершенствованной каталитической системы Циглера-Натта или металлоценовой каталитической системы или же их комбинации. ЛПЭНП характеризуется плотностью, превышающей 0,910 г/см3, и приемлемым индексом расплава, находящимся в диапазоне от 0,1 до 30 г/10 мин.
В одном варианте реализации настоящего изобретения одна или несколько рецептур или композиций, использованных при получении одного или нескольких слоев пленки, содержат от 15 до 75% ЛПЭНП, описного в настоящем документе.
Не ограничивающие примеры подходящих смол ЛПЭНП представляют собой DOWLEX-2021, DOWLEX-2045, DOWLEX-2070, DOWLEX-2071, DOWLEX-2073 и DOWLEX-2101 (продукция компании Dow Chemical Canada Inc.). В одном варианте реализации настоящего изобретения композиция смолы, использованная для получения пленки пластика, содержит DOWLEX-2021. Дополнительные примеры подходящих смол ЛПЭНП представляют собой L-2007-F, L-2001-F и L-2002-F, HIFOR SC75836-X, HIFOR74837-X (продукция компании Eastman Chemical Company Canada, Inc.), Exceed 1018, NTX112, LTA055 (от компании ExxonMobil), Elite 5111, Elite 5400 (от компании Dow Chemical Canada, Inc.), FP120, FP026 (продукция компании Nova Chemical Canada).
4. Полиэтилен низкой плотности (ПЭНП).
Компонент в виде ПЭНП в рецептурах или композициях, использованных при получении одного или нескольких слоев пленки, может состоять из 5-100% или 5-90% чистого ПЭНП, например ПЭНП, полученного в автоклаве или в трубчатом петлевом реакторе. ПЭНП характеризуется плотностью в диапазоне от 0,910 до 0,930 г/см3 при диапазоне приемлемых индексов расплава в пределах от 0,1 до 30 г/10 мин.
В одном варианте реализации настоящего изобретения одна или несколько рецептур или композиций, использованных при изготовлении одного или нескольких слоев пленки, содержат от 15 до 75% ПЭНП, описанного в настоящем документе.
Не ограничивающие примеры подходящих смол ПЭНП представляют собой DOW 494, DOW 133, DOW 611 (продукция компании Dow Chemical Canada Inc.). В одном варианте реализации настоящего изобретения композиция смолы, использованная для получения одного или нескольких слоев пленки, содержит ПЭНП E6838-969F от компании Voridian (продукция компании Eastman Chemical Company Canada, Inc.). Дополнительные примеры подходящих смол ПЭНП представляют собой LD051 (от компании ExxonMobil), LF-0718 (от компании Nova Chemical Canada).
Выбор подходящей смолы или комбинации смол зависит от вида использования пленки. Как продемонстрировано в примере II, способность к растяжению и эластичность пленки могут варьироваться в зависимости от состава слоев пленки. Данные свойства можно варьировать независимо. Например, можно выбрать композицию смолы, предназначенную для изготовления пленки, характеризующейся высокой способностью к растяжению, но с незначительной или нулевой величиной силы восстановления формы (эластичности или упругой памяти). В альтернативном варианте можно выбрать композицию смолы, предназначенную для изготовления пленки, характеризующейся низкой способностью к растяжению и высоким уровнем упругой памяти. В порядке примера можно сказать, что увеличение уровня содержания в пленке винилацетата (ВА) будет в результате приводить к уменьшению силы восстановления формы и увеличению способности к растяжению. Понижение уровня упругой памяти можно скомпенсировать за счет увеличения в композиции пленки количества ЛПЭНП или ПЭНП. Настоящее изобретение предусматривает широкий ассортимент композиций пленок, которые составляют для специфических приложений, соответствующих положениям, приведенным в настоящем документе.
При формовании многослойных пленок, соответствующих изобретению, могут быть использованы различные комбинации слоев. 3-слойные варианты реализации, описанные в настоящем изобретении, представлены в качестве иллюстраций и не предусматривают ограничения собой объема изобретения. Многослойные пленки изобретения также могут включать и большее число слоев. Таким образом, без отклонения от принципов и объема изобретения могут быть использованы его модификации и вариации, что легко может понять специалист в соответствующей области.
Противоскользящая добавка
Противоскользящую добавку добавляют к пленке настоящего изобретения для того, чтобы увеличить коэффициент трения для поверхности пленки. Размер и другие физические характеристики противоскользящей добавки выбирают для того, чтобы дать возможность пленке сохранить способность к растяжению без проявления склонности к образованию микроперфораций или линзообразных включений.
Подходящая противоскользящая добавка характеризуется размером частиц в диапазоне от 50 до 500 микронов. То, что представляет собой материал, из которого получают противоскользящую добавку, критического значения не имеет при том условии, что добавка (i) характеризуется размером частиц в пределах диапазона, определяемого 50 и 500 микронами; (ii) или не плавится, или плавится при температуре, равной 500°F или более; и (iii) способна сформировать в пленке подходящую дисперсию. Противоскользящая добавка, которая демонстрирует образование в пленке подходящей дисперсии, представляет собой добавку, которая обнаруживает хорошую способность к смешиванию и не подвергается самопроизвольному агломерированию в технологических условиях переработки пленки.
Примеры подходящих противоскользящих добавок включают следующее далее, но не ограничиваются только им: песок, глина, диоксид кремния, сшитый полиэтилен, полиэтилен сверхвысокой молекулярной массы (UHMWPE) или другие полимеры. В пределах данного класса противоскользящих добавок подкласс подходящих противоскользящих добавок характеризуется относительно узким распределением частиц по размерам, которое в выгодном случае заключено в диапазоне от 60 до 250 микронов, или, более конкретно, от 60 до 180 микронов, и высокой молекулярной массой (обычно при индексе расплава, меньшем 0,1 г/10 мин). При использовании противоскользящей добавки ее обычно подают в виде маточной смеси с высоким уровнем содержания, включающей 25-85 мас.% противоскользящей добавки. В выгодном случае маточная смесь противоскользящей добавки содержит более 50 мас.% противоскользящей добавки; обычно 50-70%.
Если используется маточная смесь противоскользящей добавки, то тогда композиция, использованная для изготовления одного или нескольких слоев пленки, будет содержать от 1 до 15% маточной смеси противоскользящей добавки, так что конечная концентрация противоскользящей добавки в одном или нескольких слоях будет находиться в диапазоне от 0,1 до 10 мас.%.
В альтернативном варианте реализации противоскользящую добавку используют в чистом виде, а не в виде маточной смеси. В данном случае противоскользящую добавку подают с получением конечной концентрации в одном или нескольких слоях пленки в диапазоне от 0,1 до 10 мас.%.
Было отмечено, что использование противоскользящей добавки, характеризующейся размером частиц, превышающим 500 микронов, в результате приводит к образованию в пленке микроперфораций, даже и без растяжения пленки. Использование противоскользящей добавки, характеризующейся размером частиц, меньшим 50 микронов, в результате приводит к получению пленки, которая не обнаруживает желательных характеристик противоскольжения; конкретно, получающаяся в результате пленка характеризуется коэффициентом трения, который не отличается в достаточной степени от соответствующей характеристики эквивалентной пленки, которая не содержит противоскользящей добавки.
В одном варианте реализации настоящего изобретения противоскользящая добавка состоит из порошкообразного полиэтилена сверхвысокой молекулярной массы (UHMWPE), характеризующегося температурой плавления, по меньшей мере, равной 500°F, и размером частиц, находящимся в диапазоне от 50 до 500 микронов. UHMWPE необязательно получают при использовании способа сшивания. Конкретные примеры подходящих коммерчески доступных противоскользящих добавок данного типа включают Ampacet™ 10820, Spartech™ AS18411 и A. Schulman™ MAS-25.
В еще одном варианте реализации настоящего изобретения предлагается однослойная пленка, в которой размер частиц противоскользящей добавки находится в диапазоне от 60 до 180 микронов.
УФ-стабилизатор
При использовании пленки из пластика для покрытия материала, хранящегося или транспортируемого вне помещения, она подвергается интенсивному воздействию УФ-излучения, которое приводит к протеканию фотохимической деструкции и ускоренного окисления материала пластика. В результате пленка теряет свою прочность и эластичность и становится подвержена случайным разрывам и проколам. Для защиты пленки от деструктивного действия УФ-излучения в композицию смолы добавляют УФ-стабилизатор в количестве, необходимом для защиты механических свойств пленки в течение, по меньшей мере, одного года. Количество стабилизатора, необходимое для данной цели, зависит от использованного стабилизатора. Выбор как подходящего стабилизатора, так и необходимого количества будет очевиден для специалиста в соответствующей области. Примеры УФ-стабилизаторов, которые можно добавлять в композицию смолы, соответствующую настоящему изобретению, представляют собой CHIMASSORB® 944, CHIMASSORB® 81, TINUVIN® 770, TINUVIN® 315, TINUVIN® 326, TINUVIN® 327, TINUVIN® 144, TINUVIN® 622, TINUVIN® 733 и TINUVIN® 765 (продукция компании Ciba-Geigy). В конкретном варианте реализации настоящего изобретения в качестве УФ-стабилизатора используют CHIMASSORB® 944. В дополнительном варианте реализации настоящего изобретения в качестве УФ-стабилизатора используют TINUVIN® 622.
Количество УФ-стабилизатора в рецептуре или композиции будет варьироваться в зависимости от слоя, для изготовления которого ее используют. В конкретном варианте реализации настоящего изобретения пленка включает три слоя; слои А, В и С, как это было определено в настоящем документе ранее. Композиции, использованные при получении слоя А, слоя В и слоя С, содержат от 1 до 3%, от 0 до 5% и от 0 до 3% УФ-стабилизатора соответственно.
Пигмент
Для уменьшения светопропускания пленки в композиции смол настоящего изобретения можно добавлять пигмент. Уменьшение величины светопропускания через пленку приводит к уменьшению порчи продукции, хранящейся в ней или под ней, в результате устранения или ограничения протекания фотохимических процессов, инициируемых светом. Придание пленке непрозрачности также обеспечивает защиту от птиц, которые зачастую протыкают прозрачные рукава, будучи привлечены их содержимым. Если пигмент будет совместим с композицией смолы, то возможно использование пигмента любого цвета, в количестве, необходимом для уменьшения светопропускания пленки до уровня, меньшего приблизительно 45%. В одном варианте реализации настоящего изобретения светопропускание пленки находится в диапазоне от 25 до 35%. Уменьшение светопропускания до величины, выходящей за пределы данного диапазона, приведет к увеличению стоимости продукта без существенного увеличения светозащитной способности пленки.
Необходимая степень непрозрачности зависит от последующего варианта использования пленки, как это легко может понять специалист в соответствующей области. Например, понятно, что высокая степень непрозрачности обычно требуется для подавления развития микроорганизмов. Кроме того, в случае транспортирования и/или хранения пиломатериалов высокая степень непрозрачности (определяемая как степень непрозрачности, превышающая 85%) необходима для предотвращения накопления конденсационной воды на поверхности пиломатериалов, что могло бы способствовать образованию плесени и гниению древесины.
Примеры подходящих пигментов включают диоксид титана, технический углерод, оксид железа, ультрамариновый голубой, фталоцианиновый зеленый и хинакридоновый красный. В одном варианте реализации настоящего изобретения пигмент представляет собой диоксид титана.
Использование белого пигмента позволяет увеличить отражательную способность пленки и уменьшить светопропускание. Для отражения света и уменьшения теплообразования в двухслойной или многослойной пленке для наружного слоя предпочтителен белый пигмент. Для предотвращения светопропускания во внутреннем слое предпочтительно наличие темного светопоглощающего пигмента, такого как технический углерод.
В конкретном варианте реализации настоящего изобретения пленка включает три слоя; слои А, В и С, как это было определено в настоящем документе ранее. В данном варианте реализации слой А содержит от 0 до 15% или, более конкретно, от 5 до 10% технического углерода; слой В содержит от 0 до 20% или, более конкретно, от 5 до 10% диоксида титана; и слой С содержит от 0 до 15% или, более конкретно, от 5 до 10% диоксида титана.
Добавка, понижающая трение
Пленка настоящего изобретения необязательно содержит добавку, понижающую трение, которая обеспечивает наличие хороших характеристик скольжения и противодействия слипанию. Хорошие характеристики скольжения включают способность пленки плавно и быстро скользить по другим поверхностям, что таким образом будет облегчать введение материала в рукава, образованные из пленки, и уменьшать риск возникновения случайного разрыва на заостренных элементах и тому подобном, выступающих из материала. Введение добавки, понижающей трение, выгодно, если пленку формуют в виде конкретных конфигураций при использовании способа экструдирования пленки с раздувом, и поэтому необходимо обеспечить то, чтобы пленка не приставала бы к полосам клиновидной вставки во время процесса охлаждения.
Хорошие характеристики скольжения и противодействия слипанию достигаются в результате введения в композицию смолы совместимых с ней добавок, понижающих трение, например, амидов жирных кислот. Конкретные примеры включают олеамид, стеарамид, эрукамид и их смеси.
Добавка, противодействующая слипанию
Слипания, которое представляет собой стремление пленки прилипнуть к себе самой, также необходимо избегать, поскольку слипание создает препятствия для результативного и эффективного использования пленки в материале покрытия и обертки. Достижения характеристик противодействия слипанию можно добиться в результате введения в композицию смолы подходящих добавок, противодействующих слипанию, например, неорганических материалов на основе диоксида кремния. В одном варианте реализации настоящего изобретения пленка содержит вплоть до 20% добавки, противодействующей слипанию, в одном или нескольких слоях. В конкретном варианте реализации настоящего изобретения в качестве добавки, противодействующей слипанию, используют диатомовую землю.
В еще одном конкретном варианте реализации настоящего изобретения пленка включает три слоя; слои А, В и С, как это было определено в настоящем документе ранее. В данном варианте реализации слой А, слой В и слой С содержат от 1 до 5%, от 0 до 5% и от 0 до 5% карбоната кальция или диатомовой земли соответственно.
Дополнительные компоненты
Один или несколько слоев пленки настоящего изобретения могут дополнительно содержать добавки, включающие следующее далее, но не ограничивающиеся только им: антистатические добавки и технологические добавки, способствующие переработке полимеров (например, фторэластомеры). Например, фторэластомер можно добавить в один или несколько слоев для того, чтобы улучшить переработку пленки и, таким образом, оптимизировать физические свойства пленки. Примеры коммерчески доступных фторэластомеров, подходящих для использования в композициях и пленке настоящего изобретения, представляют собой фторэластомеры Viton®, производимые компанией Dow-Dupont Elastomers.
В конкретном варианте реализации настоящего изобретения пленка включает три слоя; слои А, В и С, как это было определено в настоящем документе ранее. В родственном варианте реализации каждый из слоев А и В содержит от 0 до 5% антистатической добавки, а слой С содержит приблизительно 2% фторэластомера.
При получении композиций настоящего изобретения можно использовать маточные смеси добавок. Маточная смесь представляет собой смесь вещества, не являющегося смолой, и полиэтиленовой основы, обычно линейного полиэтилена низкой плотности (ЛПЭНП) и/или полиэтилена низкой плотности (ПЭНП). Состав данной маточной смеси может варьироваться в зависимости от компонента, не являющегося смолой, и требуемого его количества композиции смолы. Например, маточная смесь, содержащая пигмент, может содержать 50% пигмента и 50% полиэтиленовой основы, в то время как маточная смесь, содержащая УФ-стабилизатор, может содержать 10% УФ-стабилизатора и 90% полиэтиленовой основы. Маточная смесь, содержащая добавку, понижающую трение, может содержать 4,5% добавки, понижающей трение, 10% добавки, противодействующей слипанию, и 85,5% полиэтиленовой основы. Состав маточной смеси не имеет критического значения, и соотношение количеств вещества, не являющегося смолой, и полиэтиленовой основы может быть подходящим образом отрегулировано в зависимости от требуемых свойств пленки, таких как светопропускание, стойкость к действию УФ-излучения или характеристики скольжения и противодействия слипанию. Специалист в соответствующей области сможет провести необходимую регулировку, и даже если станет необходимым проведение экспериментов, они будут иметь рутинную природу и не будут включать использования каких-либо изобретательских способностей.
Получение пленки
Эластомерную пленку настоящего изобретения можно изготовить в виде рукава по непрерывному способу экструзии пленки с раздувом при использовании оборудования, известного специалисту в соответствующей области. В случае двухслойных и многослойных пленок настоящего изобретения пленки можно формовать с использованием способа совместной экструзии. Способ совместной экструзии делает возможным достижение хорошего слипания слоев пленки. В способе совместной экструзии экструдер функционирует при степенях раздува и вытяжки, подобным тем, что используются в случае однослойного рукава. Слои двухслойной или многослойной пленок настоящего изобретения можно экструдировать при использовании одинаковых или различных композиций смол, и они могут иметь одинаковые или различные толщины. Слои обычно характеризуются подобными уровнями защиты от УФ-излучения и характеристик скольжения.
При получении эластомерной пленки настоящего изобретения при использовании методик экструдирования пленки с раздувом необходимо принять во внимание влияние противоскользящих добавок на процесс экструдирования и на целостность получающейся в результате пленки. В частности, было обнаружено, что между свойствами пленки и размером частиц противоскользящей добавки, степенью раздува и размером щели головки экструдера существует определенная связь. Термин «степень раздува» обозначает соотношение между конечным диаметром рукава пленки и диаметром головки. «Щель головки экструдера» обозначает расстояние между металлическими поверхностями, образующими отверстие головки. Термин «степень вытяжки» обозначает соотношение между щелью головки экструдера и толщиной пленки.
Специалисту в соответствующей области хорошо известно, что более широкая щель головки экструдера и более высокая степень раздува могут привести к получению пленки с более высокой эластичностью, если при этом воспроизвести все прочие условия. В настоящем изобретении, кроме того, было обнаружено то, что использование более широкой щели головки экструдера будет давать возможность использования более низкой степени раздува и/или использования более высокого процентного содержания противоскользящей добавки (вплоть до 10%) и/или использования противоскользящей добавки, характеризующейся более крупным размером частиц (вплоть до 500 микронов). Подобным же образом использование более высокой степени раздува будет делать возможным использование более узкой щели головки экструдера и/или использование более высоких процентных содержаний противоскользящей добавки (вплоть до 10%) и/или использование противоскользящей добавки, характеризующейся более крупным размером частиц (вплоть до 500 микронов).
Приемлемые размеры щелей головок экструдера составляют 45-120 тысячных одного дюйма (милов), в выгодном случае 55-100; допустимые степени вытяжки находятся в диапазоне от 6 до 40, в выгодном случае от 10 до 30, степени раздува находятся в диапазоне от 2 до 5, в выгодном случае от 2,5 до 4,5. В каждом случае размер частиц и/или количество противоскользящей добавки, использованной при получении пленки, регулируют для того, чтобы обеспечить наличие у пленки подходящих свойств пленки; таких как эластичность, улучшенные характеристики противоскольжения и стойкость к образованию линзообразных включений или микроперфораций.
В одном варианте реализации после плоской укладки рукав наматывают на наматываемый рулон для хранения. Упаковочные рукава, предназначенные для использования вместе с погрузочным приспособлением, получают в результате разматывания рукава из рулона и отрезания секций требуемой длины, например длиной 150 футов.
В родственном варианте реализации рулон пленки можно предварительно сложить в соответствии с типом упаковочного обертывания, для которого пленку будут использовать, и там, где это будет уместно, от типа машины, использованной для обертывания упаковки (упаковок) пленкой. Например, пленку можно предварительно сложить так, как описывается и изображается в международной публикации РСТ № WO 01/64514. Работа WO 01/64514 описывает две конфигурации, которые могут быть использованы для пленки настоящего изобретения. В одной конфигурации пленку используют для формования мешков, которые можно использовать при пятистороннем обертывании, а во второй конфигурации пленку используют для формования рукавов, которые можно использовать при четырехстороннем обертывании. В каждом случае конфигурацию можно варьировать в зависимости от способа, по которому пленку используют для обертывания тюка (например, поддона), и машины, которую используют для проведения обертывания.
В соответствии с одним вариантом реализации настоящего изобретения пленку получают в виде рукава предварительно сложенной пленки.
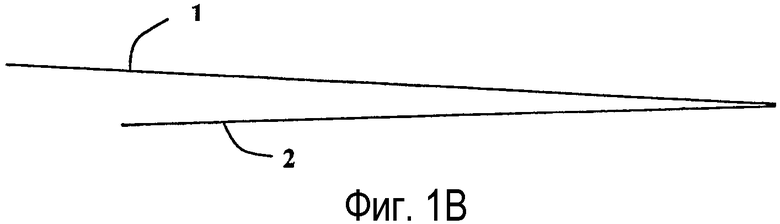
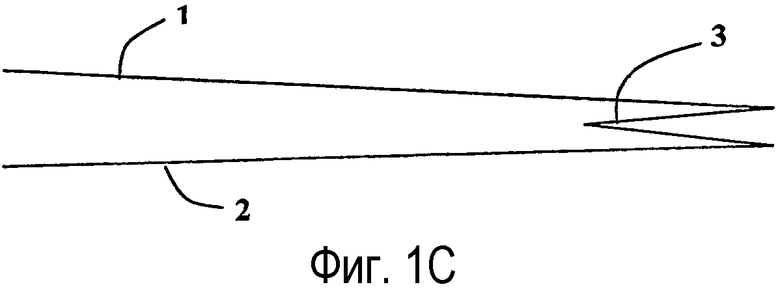
Согласно фиг.1А-1Е и в соответствии с еще одним вариантом реализации настоящего изобретения пленку получают в виде предварительно сложенного пленочного листа, включающего противолежащие пленочные панели, разомкнутый край и параллельный замкнутый край, расположенный напротив разомкнутого края. Данный предварительно сложенный пленочный лист может иметься в виде U-образной пленки, в которой противолежащие пленочные панели 1 и 2 имеют одинаковый размер, или J-образной пленки, в которой противолежащие пленочные панели 1 и 2 имеют неодинаковые размеры. Вид в поперечном сечении для U-образной пленки и J-образной пленки изображен на фиг.1А и 1В соответственно. В альтернативном варианте предварительно сложенный пленочный лист имеет вид пленки с клиновидной вставкой или рукава. В случае пленки с клиновидной вставкой замкнутый параллельный край U-образной пленки или J-образной пленки складывают, например, при помощи устройства для формования клиновидной вставки с получением обращенной вовнутрь клиновидной вставки 3. Фиг.1С представляет собой вид в поперечном сечении для U-образной пленки, включающей клиновидную вставку, сформованную на замкнутом краю пленки.
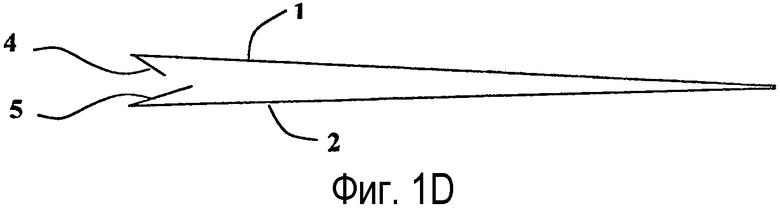
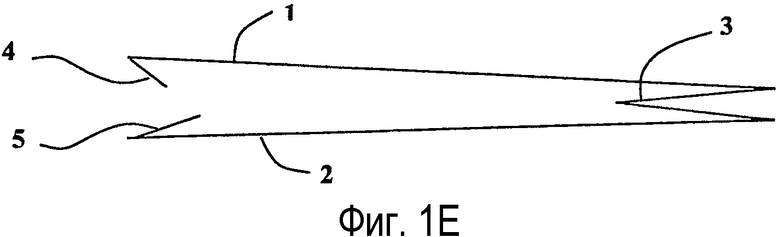
Разомкнутый край U-образной пленки или J-образной пленки соответствует краям противолежащих пленочных панелей 1 и 2, в то время как параллельный замкнутый край соответствует параллельной складке, соединяющей противолежащие пленочные панели 1 и 2 по длине пленки. Необязательно края противолежащих пленочных панелей складывают вовнутрь с получением пары сложенных вовнутрь кромок 4 и 5. Фиг.1D и 1E представляют собой виды в поперечных сечениях для U-образной пленки и пленки с клиновидной вставкой, включающих сложенные вовнутрь кромки 4 и 5. Необязательно кромки 4 и 5 можно приклеивать к оборотной стороне участка каждой из соответствующих противолежащих пленочных панелей с получением двух упрочненных участков на разомкнутом крае U-образной пленки, J-образной пленки или пленки с клиновидной вставкой. Кромки могут быть смещены друг по отношению к другу таким образом, что одна кромка будет больше другой кромки, или же они могут быть равны одна другой.
Характеристики пленки
Пленка настоящего изобретения является эластомерной, и в значительных масштабах она не демонстрирует образования линзообразных включений или микроперфораций в результате введения противоскользящей добавки. Образование линзообразных включений или микроперфораций в незначительной степени может иметь место при том условии, что это не приведет к ухудшению целостности и эластичности пленки. Образцы пленки можно подвергнуть испытаниям на эластичность при определении способности образца пленки к растяжению в поперечном направлении при использовании стандартных методик, известных на современном уровне техники, и/или методик, описанных в следующих далее примерах.
Один пример испытания, использованного для определения способности образца пленки к растяжению, описывается в примере II, приведенном в настоящем документе.
Для достижения лучшего понимания изобретения, описанного в настоящем документе, предложены следующие далее примеры. Необходимо понимать, что данные примеры предназначены исключительно для целей иллюстрации. Поэтому они никоим образом не должны ограничивать объем данного изобретения.
ПРИМЕРЫ
ПРИМЕР I: Композиция трехслойной эластомерной пленки, содержащей противоскользящую добавку
Трехслойную пленку, характеризующуюся толщиной в диапазоне от 1 мила до 15 милов, получали при использовании способа совместного экструдирования пленки с раздувом. Состав слоев приводится ниже.
1. Слой А (внутренний слой)
Толщина слоя 15%, с включением:
- 49% сополимера этилена-винилацетата, 6,5 мас.% звеньев винилацетата.
- 33% сополимера в виде линейного полиэтилена низкой плотности, полученного при использовании сомономера гексена и усовершенствованного катализатора Циглера-Натта.
- 7% маточной смеси, содержащей технический углерод.
- 7% маточной смеси, содержащей карбонат кальция (70 мас.%).
- 2% ингибитора воздействия УФ-излучения, CHIMASORB® 944 от компании Ciba Geigy.
- 2% маточной смеси, содержащей антистатическую добавку.
2. Слой В (средний слой)
Толщина слоя 70%, с включением:
- 54% сополимера этилена-винилацетата, 6,5 мас.% звеньев винилацетата.
- 36% сополимера в виде полиэтилена, полученного при использовании сомономера гексена и усовершенствованного катализатора Циглера-Натта.
- 6% маточной смеси, содержащей диоксид титана (белый пигмент).
- 2% ингибитора воздействия УФ-излучения, CHIMASORB® 944 от компании Ciba Geigy.
- 2% маточной смеси, содержащей антистатическую добавку.
3. Слой С (наружный слой)
Толщина слоя 15%, с включением:
- 53% сополимера этилена-винилацетата, 6,5 мас.% звеньев винилацетата.
- 35% сополимера в виде полиэтилена, полученного при использовании сомономера гексена и усовершенствованного катализатора Циглера-Натта.
- 6% маточной смеси, содержащей диоксид титана (белый пигмент).
- 2% ингибитора воздействия УФ-излучения, CHIMASORB® 944 от компании Ciba Geigy.
- 2% фторэластомера, получаемого и продаваемого компанией Viton®.
- 2% маточной смеси, содержащей противоскользящую добавку, где добавка состояла из мелких частиц UHMWPE, при этом размеры частиц находились в диапазоне от 50 до 500 микронов (Spartech™ AS18411).
ПРИМЕР II - Исследования механических свойств и прочностных свойств при растяжении
В соответствии с тем, как это используется в настоящем изобретении, фраза «продольное направление», или «направление экструзии», сокращенно записываемая в настоящем документе "MD", обозначает направление «вдоль длины» пленки, то есть в направлении пленки тогда, когда пленку формуют во время экструзии. В соответствии с тем, как это используется в настоящем изобретении, фраза (экструдируемого материала) «поперечное направление», сокращенно записываемая в настоящем документе "TD", обозначает направление поперек пленки, перпендикулярное направлению экструзии или продольному направлению.
А. ИЗГОТОВЛЕНИЕ ПЛЕНКИ
Изготовление многослойных пленок по способу экструзии пленки с раздувом, описываемых в настоящем документе, проводили при использовании машины для экструзии пленки с раздувом, отличающейся следующими характеристиками:
- технология многодисковой головки
- Фголовка=9" (диаметр головки)
- еголовка=84 мила (щель головки)
- епленка=4 мила (толщина пленки)
- Диаметр рукава пленки 28" (BUR=2,0) или 42" (BUR=3,0)
- 350°F по всей длине цилиндра вплоть до механизма смены сеточного уплотнения
- 3 экструдера (А/В/С)
- полная производительность ˜420 фунт/час
- без обработки в коронном разряде
- без обрезки кромок.
Следующие далее композиции и структуры пленок изготавливали и исследовали в соответствии с тем, что описывается в настоящем документе:
- Композиция 1 представляла собой многослойную структуру А/В/С, полученную из ПЭНП. Она включала три соседних слоя из ПЭНП E6838-969 от компании Voridian (MI (индекс расплава)=0,7 г/10 мин, d=0,921 г/см3).
Несмотря на то, что данную композицию использовали для получения многослойной пленки, она обладает свойствами однослойной пленки, поскольку она включает три идентичных слоя.
- Композиция 2 представляла собой многослойную структуру А/В/С, содержащую как ПЭНП, так и сополимер EVA. ПЭНП представлял собой E6838-969 от компании Voridian (MI=0,7 г/10 мин, d=0,921 г/см3), а сополимер EVA представлял собой ATEVA 1066BSA от компании AT Plastics (MI=0,3 г/10 мин, d=0,930 г/см3).
Уровень содержания звеньев ВА (винилацетата) по методу инфракрасной (ИК) спектроскопии определили равным 3,4% от всей структуры.
- Композиция 3 представляла собой многослойную структуру А/В/С, содержащую как ПЭНП, так и сополимер EVA. ПЭНП все еще представлял собой E6838-969 от компании Voridian (MI=0,7 г/10 мин, d=0,921 г/см3), а сополимер EVA представлял собой ATEVA 1211 от компании AT Plastics (MI=0,8 г/10 мин, d=0,932 г/см3).
Уровень содержания звеньев ВА (винилацетата) по методу инфракрасной (ИК) спектроскопии определили равным 7,8% от всей структуры.
- Композиция 4 представляла собой многослойную структуру А/В/С, содержащую как ПЭНП, так и сополимер EVA. ПЭНП все еще представлял собой E6838-969 от компании Voridian (MI=0,7 г/10 мин, d=0,921 г/см3), а сополимер EVA представлял собой ATEVA 1821 от компании AT Plastics (MI=3,0 г/10 мин, d=0,938 г/см3).
Уровень содержания звеньев ВА (винилацетата) по методу инфракрасной (ИК) спектроскопии определили равным 11,0% от всей структуры.
- Композиция 5 представляла собой многослойную структуру А/В/С, содержащую ЛПЭНП. Она включала три соседних слоя из ЛПЭНП FP117A от компании Nova (MI=1,0 г/10 мин, d=0,917 г/см3).
Несмотря на то, что данную композицию использовали для получения многослойной пленки, она обладает свойствами однослойной пленки, поскольку она включает три идентичных слоя.
- Композиция 6 представляла собой многослойную структуру А/В/С, содержащую как ЛПЭНП, так и пластомер. ЛПЭНП представлял собой FP117A от компании Nova (MI=1,0 г/10 мин, d=0,917 г/см3), а пластомер представлял собой смесь Affinity PF 1140 и PL 1880 от компании Dow с составом 50/50 (MI=1,25 г/10 мин, d=0,900 г/см3).
- Композиция 7 представляла собой многослойную структуру А/В/С, содержащую ПЭНП, ЛПЭНП и сополимер EVA. ПЭНП представлял собой LD051 от компании Exxon Mobil (MI=0,25 г/10 мин, d=0,918 г/см3), ЛПЭНП представлял собой Elite 5400 от компании Dow (MI=1,0 г/ 10 мин, d=0,916 г/см3), а сополимер EVA представлял собой ATEVA 1066BSA от компании AT Plastics (MI=0,3 г/10 мин, d=0,930 г/см3).
В дополнение к этому во время получения использовали две степени раздува (BUR) - 2,0 и 3,0, BUR 2,0 соответствовала плоско уложенному рукаву 28", а BUR 3,0 - 42".
Номенклатура, использованная для идентификации пленок, упомянутых в данном примере, включает указанный выше номер композиции, использованной для получения пленки, после которого следовала буква А, В, С, D, E или F, имеющая значение, обобщенно представленное в следующей далее таблице 1,. В настоящем примере противоскользящую добавку вводили в слой С, однако, необходимо понимать то, что противоскользящую добавку можно вводить в любой или во все из числа слоев пленки.
(*) Узкое распределение частиц по размерам относится к варианту A. Schulman MAS-25 при L50 в области 125 мкм.
(**) Широкое распределение частиц по размерам относится к варианту Ampacet 10820 при L50 в области 120 мкм.
Таким образом, например, «5С» относится к пленке, полученной из композиции 5 при использовании BUR, равной 2,0, и при введении 5% содержащей противоскользящую добавку маточной смеси, отличающейся узким распределением частиц по размерам.
В каждом случае содержащая противоскользящую добавку маточная смесь содержала 25 мас.% противоскользящей добавки. Поэтому конечное содержание присутствующей противоскользящей добавки составляло 1,25 мас.% Фиг.2 представляет собой графическое сопоставление распределений частиц по размерам для двух противоскользящих добавок, использованных в данном исследовании. Как изображено на фиг.2, Ampacet 10820 характеризуется относительно широким распределением частиц по размерам в сопоставлении с соответствующей характеристикой для случая A. Schulman MAS-25.
В. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
Пленки исследовали с использованием испытаний механических свойств и методик оценки их способности к растяжению и восстановлению формы.
Испытание механических свойств
- Прочностные свойства при растяжении (ASTM D-882) для всех композиций только образца В (то есть BUR=3,0 и в отсутствие противоскользящей добавки);
- Характеристики раздира при испытании на раздир на приборе Элмендорфа в случае MD/TD (ASTM D-1922) для всех композиций образцов В, D и F (то есть BUR=3,0);
- Характеристики прокола при малом трении (способ BALCAN) для всех композиций образцов В, D и F (то есть BUR=3,0);
- Характеристики ударной прочности при ее определении с использованием падающего заостренного груза (ASTM D-1709 method A & B) для всех композиций только образца В (то есть BUR=3,0 и в отсутствие противоскользящей добавки) и для образцов 7D и 7F для оценки влияния противоскользящей добавки на стойкость к ударным нагрузкам.
Прочностные свойства при растяжении
1. «Испытание на ползучесть», описанное ниже, которое использовали для оценки способности пленок к растяжению.
Конкретная методика, которую использовали для оценки способности пленок настоящего изобретения к растяжению, называется «испытанием на ползучесть». В соответствии с тем, как он используется в настоящем документе, термин «ползучесть» относится к медленным поступательным деформации или удлинению образца для испытаний с течением времени при выдерживании постоянного напряжения.
При реализации данной методики полоску пленки шириной 1 дюйм прикрепляли на одном конце к массе, рассчитанной для создания среднего напряжения 1000 фунт/дюйм2, а другой конец пленки закрепляли в захвате машины для испытаний на растяжение. В настоящем примере начальное расстояние между двумя концами пленки составляло 8 дюймов, однако, данное расстояние может быть и другим в той мере, в которой оно будет воспроизводимо между подвергаемыми испытанию образцами. Фотография на фиг.3 иллюстрирует аппаратуру для проведения данных испытаний при использовании машины для испытаний на растяжение INSTRON 4411.
Методика включает стадии измерения относительного удлинения полоски пленки по истечении различных временных интервалов. Направление ползучести соответствует поперечному направлению пленки. Измерения проводили при различных временах (например, 10, 30, 60, 90 и 120 секунд). Для подтверждения воспроизводимости испытание повторяли для трех-пяти полосок пленок, а результаты испытаний использовали для вычисления среднего значения для измерений. «Степень вытяжки» (SI) можно рассчитывать подобно индексу расплава в виде относительного удлинения по истечении 1 минуты при напряжении 1000 фунт/дюйм2. Это индикатор, который использовали в качестве базиса для сопоставления различных пленок.
Массу, необходимую для получения напряжения 1000 фунт/дюйм2, рассчитывали с использованием веса в фунтах и средней толщины пленки, выраженной в милах. Например, для получения среднего значения напряжения 1000 фунт/дюйм2 в случае пленки, имеющей толщину 1 мил и ширину 1 дюйм, потребуется 1 фунт, то есть 454 г.
2. «Испытание на релаксацию напряжения», описанное ниже, использовали для оценки силы восстановления формы пленок. Сила восстановления формы соотносится с силой упругости, остающейся в пленке после растяжения.
Принцип методики данного испытания основан на явлении релаксации напряжения, и его использовали для оценки силы восстановления формы, остающейся в пленке по завершении цикла растяжения. В ходе цикла растяжения образец подвергали механическому растяжению в его поперечном направлении (TD), например, при использовании INSTRON 4411, вплоть до достижения относительного удлинения х%, а после этого относительное удлинение образца доводили до величины y%, при этом y было меньше х. Важно понимать, что данный метод может быть реализован при использовании любой тяговой машины.
В настоящем примере х% было равно 50%, а y% было равно 25%. Начальные размеры образцов составляли 8" х 1". Каждый конец полоски подвергаемого испытанию образца зажимали с использованием захвата тяговой машины. Скорость перемещения верхнего захвата была выставлена на максимальное значение для тяговой машины, равное 20 дюйм/мин. Таким образом, для растяжения до 50% требовалось 12 секунд, и 6 секунд требовалось для возвращения к относительному удлинению 25%, что соответствовало полному циклу растяжения продолжительностью 18 секунд (проиллюстрированному на фиг.4).
Измерения проводили при 0, 30 с, 1 мин, 2 мин, 3 мин, 4 мин и 5 мин. Для обеспечения воспроизводимости измерения повторяли для 3-5 подвергаемых испытанию полосок, а результаты использовали для вычисления среднего значения для измерений. Фотография на фиг.5 демонстрирует экспериментальную аппаратуру в действии.
С. РЕЗУЛЬТАТЫ
Испытание механических свойств
1. Прочностные свойства при растяжении
Следующие далее свойства измеряли в поперечном направлении (TD) пленки. Наиболее часто прочностные свойства при растяжении в продольном направлении (MD) не демонстрируют какого-либо перехода в состояние текучести, и модуль MD и относительное удлинение при разрыве MD, то есть при разрушении пленки, в общем случае будут иметь меньшие величины вследствие анизотропии пленки.
Фиг.6 демонстрирует секущий модуль и предел текучести, наблюдаемые для различных пленок. Термин «секущий модуль» относится к соотношению номинального напряжения и соответствующей деформации в любой заданной точке кривой зависимости деформации от напряжения. Секущий модуль, использованный для построения графика на фиг.6, рассчитывали при деформации 1% и называли так называемым 1%-ным секущим модулем. Как было установлено, предел текучести и модуль пленки 1В, которую получили из ПЭНП, превосходили соответствующие характеристики для пленки 5В, которая была получена из ЛПЭНП. Это, вероятно, обуславливается тем фактом, что плотность пленки 1В превышает плотность пленки 5В (0,921 г/см3 по отношению к 0,917 г/см3). Однако, при подобной плотности пленка, полученная из ЛПЭНП, предположительно будет демонстрировать более высокие значения предела текучести и модуля.
Добавление сополимера EVA в серединный слой, как было выявлено, приводит к уменьшению предела текучести и модуля. Как было установлено, между количеством сополимера EVA и пределом текучести и модулем существует линейная корреляция (см. фиг.7).
Использование пластомера, как было установлено, оказывает значительное влияние на прочностные свойства пленки при растяжении. В сопоставлении с композицией 5В композиция 6В демонстрирует уменьшение модуля и предела текучести. В случае пленки чистого полиолефина (композиция 1В, 5В и 6В) предел текучести и модуль упругости при растяжении, по-видимому, прямо пропорциональны конечной плотности пленки, как это изображено на фиг.8.
Несмотря на то, что композиция 7В содержала ЛПЭНП, в то время как композиция 2В его не содержала, данные пленки демонстрировали подобный предел прочности при растяжении. Данные две композиции характеризовались наличием приблизительно одинакового уровня содержания звеньев ВА.
Как изображено на фиг.9, использование в пленках сополимера EVA или пластомера приводит к улучшению относительного удлинения при пределе текучести и относительного удлинения при разрыве, при этом самые большие величины относительного удлинения получаются при использовании пластомера. По-видимому, не существует линейной корреляции между относительным удлинением при пределе текучести или относительным удлинением при разрыве и уровнем содержания звеньев ВА.
Влияние меньшей величины BUR (то есть равной 2,0) на прочностные свойства при растяжении не исследовали, поскольку изучение литературы в данной области свидетельствует о том, что данный технологический параметр не играет значительной роли. В то время, как это верно для значений предела прочности при растяжении, значительное влияние степени раздува (BUR) наблюдали для относительного удлинения при растяжении до предела текучести и относительного удлинения при растяжении до разрыва.
2. Ударопрочность
Ударопрочность оценивали при помощи испытания на ударную прочность с использованием падающего заостренного груза в соответствии с ASTM method D-1709 A&B. Значения ударной прочности, определенной с использованием заостренного груза, в общем случае выражали в г/мил. В дополнение к этому, метод А использовали для пленок со стойкостью к ударным нагрузкам в диапазоне от низкой до средней, а метод В использовали для пленок со стойкостью к ударным нагрузкам в диапазоне от средней до высокой. Для того чтобы сопоставить пленки, испытания для которых независимо провели по методам A или В, результаты выражали в энергии разрушения, приходящейся на один мил толщины (то есть в Дж/мил).
Таким образом, вследствие высокой стойкости к ударным нагрузкам испытания для композиции 6В проводили с использованием метода В. Все прочие композиции подвергали испытаниям с использованием метода А. Как продемонстрировано на фиг.10, использование пластомера приводит к улучшению стойкости пленки к ударным нагрузкам (улучшение в 3-5 раз). С другой стороны, стойкость к ударным нагрузкам также улучшается при увеличении уровня содержания звеньев ВА (см. композицию 2В, 3В и 4В). Однако, данное улучшение ограничено.
Как продемонстрировано на фиг.11, присутствие противоскользящей добавки и тип противоскользящей добавки, не оказывают значительного влияния на стойкость пленки к ударным нагрузкам. Без намерения связывать себя какой-либо теорией можно сказать, что это, возможно, обусловлено тем фактом, что существуют два антагонистичных явления разрушения, которые противостоят ударопрочности. Присутствие противоскользящей добавки может придать пленке жесткость и в определенной степени обеспечить противодействие более значительной ударной нагрузке. Однако диспергирование противоскользящей добавки в пленке также может иметь и обратное действие, поскольку каждую частицу можно рассматривать в качестве слабого звена, на котором могут концентрироваться напряжение и развиваться трещинообразование.
3. Прочность на прокол
Данное испытание проводили в условиях малого трения во избежание влияния трения, которое может быть различным во время прокола под действием заостренного груза при переходе от одной пленки к другой. Поэтому на заостренный груз и на пленку наносили смазывающий гель, что позволяло предположить отсутствие явления трения (COF (коэффициент трения) ˜0). Это позволяет иметь базис для воспроизводимого сопоставления, проводимого между различными композициями пленок.
Как было установлено и проиллюстрировано на фиг.13, композиция 6В опять-таки намного лучше остальных - в 2-4 раза. С другой стороны, прочность на прокол также улучшается при увеличении уровня содержания звеньев ВА (см. композицию 2В, 3В и 4В).
Присутствие противоскользящей добавки не оказывало значительного влияния на прочность на прокол. Тем не менее, наблюдали и незначительное негативное влияние, и оно было несколько более ярко выражено при использовании противоскользящей добавки, характеризующейся узким диапазоном размеров частиц, по сравнению со случаем использования противоскользящей добавки, характеризующейся более широким диапазоном размеров частиц.
4. Прочность на раздир
Испытание на раздир на приборе Элмендорфа проводили в случае как MD, так и TD. Как было выявлено и обобщенно показано на фиг.13, прочность на раздир в варианте TD в большинстве случаев превосходит прочность на раздир в варианте MD за исключением композиции 1, которая состояла из чистого ПЭНП и демонстрировала более сбалансированные характеристики раздира.
Использование ЛПЭНП FP-117 (как в композициях 5 и 6) и/или пластомера (как в композиции 6), как было обнаружено, обеспечивает достижение высокой прочности на раздир как в продольном, так и в поперечном направлениях. Использование пластомера вместо сополимера EVA, по-видимому, отвечает приложениям, в которых требуется, чтобы пленка имела бы высокую прочность на раздир. Увеличение уровня содержания звеньев винилацетата (ВА), как было установлено, также обеспечивает достижение лучшей прочности на раздир, но при ограниченном улучшении.
Данные результаты дополнительно демонстрируют то, что присутствие противоскользящей добавки оказывает только незначительное негативное влияние на прочность на раздир, и поэтому ее можно использовать в пленках, отличающихся высокой прочностью на раздир.
5. Оценка способности к растяжению
Фиг.14 и 15 демонстрируют результаты для всех композиций при BUR 3,0 (образцы В, D и F) и при BUR 2,0 (образцы А, С и Е). Испытание, описанное в настоящем документе, ограничивали растяжением до приблизительно 235%, что обусловлено конструкцией прибора INSTRON. Данный предел для испытаний указывается на каждом графике.
Результаты демонстрируют, что степень раздува, по-видимому, представляет собой критический технологический параметр для способности пленки к растяжению. Вне зависимости от композиции чем больше BUR, тем больше способность пленки к растяжению. В случае BUR 2,0 максимально достижимое относительное удлинение не превосходило 100%, в то время как данный уровень растяжения легко был достижим в случае пленок, полученных с использованием BUR 3,0 (композиция 3, 4 и 6). Без намерения связывать себя какой-либо теорией можно сказать, что данное влияние степени раздува может быть обусловлено рандомизирующим действием, оказываемым на ориентацию при увеличении степени раздува. Таким образом, при увеличении BUR происходит уменьшение анизотропии в продольном направлении, и в результате достигается намного более значительная степень изоторопности пленки.
При BUR 3,0 использование неупругой противоскользящей добавки, характеризующейся узким распределением частиц по размерам, по-видимому, или не оказывает никакого влияния на способность пленки к растяжению, или приводит к ее незначительному улучшению. Использование противоскользящей добавки, характеризующейся более широким распределением частиц по размерам, изменяет способность пленки к растяжению (см. композиции 3, 4 и 7) в незначительной степени. Этого не наблюдали для пленок, полученных с использованием BUR 2,0. Различие в степенях эффектов для двух противоскользящих добавок может быть отнесено к их составу или к распределению их частиц по размерам. Однако в обоих случаях их использовали для получения пленок, характеризующихся хорошими способностью к растяжению и эластичностью.
Что касается сопоставления композиций, то было обнаружено, что чем выше уровень содержания звеньев ВА, тем более растяжимой будет пленка. График зависимости степени вытяжки SI от уровня содержания звеньев ВА приведен на фиг.16, где демонстрируется экспоненциальная корреляция между данными двумя характеристиками. Это наблюдалось для BUR как равного 2,0, так и равного 3,0.
Результаты данных исследований также продемонстрировали то, что использование пластомера обеспечивает придание пленке очень хорошей способности к растяжению. Способность к растяжению у пленки, содержащей пластомер, была подобна соответствующей характеристике у пленки, содержащей 60% сополимера EVA при уровне содержания звеньев ВА 18%.
Пленки, полученные из композиции 5, состоящей из чистого ЛПЭНП, как было установлено, обладают несколько лучшей способностью к растяжению по сравнению с пленками, полученными из композиции 1, состоящей из чистого ПЭНП. Вероятно, это объясняется эффектом, обусловленным плотностью, поскольку плотность ЛПЭНП равна 0,917 г/см3 в сравнении с 0,921 г/см3 для ПЭНП.
6. Оценка силы упругости
Характеристики упругого восстановления формы сопоставляли для пленок, полученных из композиций от 1 до 7 при BUR, равной 2,0 и 3,0, без использования противоскользящей добавки. Данное испытание продемонстрировало то, что BUR, которая будет чрезмерно низкой, будет оказывать негативное влияние на упругие свойства. Это в основном обуславливается тем фактом, что низкая BUR имеет тенденцию приводить к более эффективному шейкообразованию у пленки во время растяжения. Термин эффект «шейкообразования» относится к изменению размера TD во время растяжения пленки. Данный эффект был ярко выражен у пленок, полученных из композиции 1, состоящей из ПЭНП, и из композиции 7 (см. фиг.17).
Использование ЛПЭНП в пленке в результате приводило к получению лучшего значения силы восстановления формы по сравнению с использованием ПЭНП, но опять-таки данное наблюдение может быть просто связано с влиянием плотности.
В противоположность его влиянию на способность к растяжению более высокий уровень содержания звеньев ВА, как было обнаружено, приводит к понижению эластичности пленки. Данная зависимость проиллюстрирована на фиг.18, и, по-видимому, зависимости от степени раздува не наблюдается.
Использование пластомера (композиция 6), как было обнаружено, обеспечивает наличие у пленок очень хорошего значения силы восстановления формы подобно тому, что имеет место для пленок, характеризующихся низким уровнем содержания звеньев ВА. Использование композиции, содержащей пластомер, по-видимому, обеспечивает получение пленок, характеризующихся хорошими как способностью к растяжению, так и характеристиками упругого восстановления формы.
Использование неупругой противоскользящей добавки, характеризующейся более широким распределением частиц по размерам, для пленок, полученных с использованием BUR 3,0, по-видимому, не оказывало влияния на силу упругости в такой же заметной степени, как использование небольших частиц противоскользящей добавки (см. все композиции). Данный эффект не наблюдался для пленок, полученных с использованием с BUR 2,0, однако, это может быть обусловлено тем фактом, что при данном низком уровне степени раздува для пленок наблюдалось шейкообразование.
D. ЗАКЛЮЧЕНИЕ
Результаты, полученные в данном примере, демонстрируют то, что достижения хорошей способности пленки к растяжению можно добиться при использовании ЛПЭНП, ПЭНП, сополимеров EVA и/или пластомеров в получаемой при совместном экструдировании многослойной структуры, содержащей противоскользящую добавку. В случае пленок, содержащих сополимеры EVA, данная способность к растяжению непосредственно связана с уровнем содержания звеньев винилацетата. Способность к растяжению у пленки, содержащей пластомер, может быть подобной способности к растяжению у пленки, характеризующейся высоким уровнем содержания звеньев ВА.
В известной мере сила восстановления формы, возникающая в результате возникновения упругой памяти после появления у пленки предыстории по растяжению, может очень хорошо подходить для определенных приложений. В общем случае восстановление под действием силы упругости лучше идет у линейных смол, таких как ЛПЭНП и пластомеры, в сравнении с сополимерами EVA. В случае пленок на основе сополимера EVA значение данного свойства обратно пропорционально уровню содержания звеньев винилацетата, и это значит то, что когда уровень содержания звеньев ВА увеличивается, восстановление под действием силы упругости уменьшается. В результате пленки, характеризующиеся низким уровнем содержания звеньев ВА, будут демонстрировать меньший предел прочности при сжатии в отношении унифицированного материала или тюка. С другой стороны, пластомер можно использовать для достижения хорошей силы восстановления формы, подобной той, что имеет место для пленок, характеризующихся низким уровнем содержания звеньев ВА.
В том, что касается механических свойств, использование пластомера, как было установлено, обеспечивает улучшение прочности на раздир, стойкости к ударным нагрузкам и прочности на прокол, но это происходит за счет жесткости. В зависимости от варианта использования пленки пониженная жесткость может оказаться приемлемой. Для того, чтобы увеличить жесткость пленки, при необходимости можно добавить ПЭНП или ЛПЭНП.
Кроме того, было продемонстрировано, что можно изготовить пленки, характеризующиеся приемлемыми способностью к растяжению и эластичностью, при использовании неупругой противоскользящей добавки, при этом важным фактором является размер противоскользящей добавки. Следующая далее таблица 2 обобщенно демонстрирует влияние двух типов противоскользящих добавок на исследованные свойства, где «˜» указывает на отсутствие значительного влияния, «+» указывает на позитивное влияние, а «-» указывает на негативное влияние.
Как было обнаружено, степень раздува представляет собой ключевой технологический параметр, который оказывает влияние на способность к растяжению и характеристики эластичности полученной пленки. Недостаточное регулирование данного технологического параметра может привести к невоспроизводимости продукции. Низкая BUR будет приводить к повышению роли эффекта шейкообразования; поэтому предпочтительна высокая BUR. Для получения пленки настоящего изобретения может быть использована BUR в диапазоне от 1,0 до 5,0. В выгодном случае BUR превышает 2,5.
Обобщая можно сказать, что все основные компоненты пленки в некоторой степени будут вносить свой вклад в способность пленки к растяжению и ее эластичность. В результате модифицирования типа или количества одной или нескольких смол можно получить пленку, обладающую характеристиками, требуемыми для различных приложений. Например, если необходимо наличие у пленки высокой прочности на прокол, то результаты, представленные в данной заявке, свидетельствуют о том, что к увеличению прочности на прокол будет приводить добавление РОР вместо сополимера EVA.
Все публикации, патенты и патентные заявки, упомянутые в данном описании, свидетельствуют о современном уровне техники, который характерен для специалистов в соответствующей области, к которой относится данное изобретение, и они включаются в настоящий документ для справки в той же самой степени, как если бы для каждой индивидуальной работы, выбираемой из публикации, патента или патентных заявок, было бы конкретно и индивидуально указано о ее включении для справки.
При том что изобретение было таким образом описано, должно быть очевидно, что оно может быть модифицировано многими способами. Такие модификации не должны рассматриваться как отклонения от сущности и объема изобретения, и все такие модифицирования, как это должно быть очевидно специалисту в соответствующей области, предполагаются включенными в объем следующей далее формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНЫЕ ПЛЕНКИ | 2008 |
|
RU2490135C2 |
| РАСТЯГИВАЮЩАЯСЯ УПАКОВОЧНАЯ ПЛЕНКА | 2004 |
|
RU2340635C2 |
| ПЛЕНКИ, ПОЛУЧЕННЫЕ ИЗ СОПОЛИМЕРОВ ЭТИЛЕНА | 1994 |
|
RU2156779C2 |
| МНОГОСЛОЙНЫЕ ПЛЕНКИ | 2021 |
|
RU2837725C2 |
| ТЕРМОПЛАСТИЧНЫЕ ЭЛАСТОМЕРЫ И ВУЛКАНИЗАТЫ НА ОСНОВЕ СОПОЛИМЕРОВ ЭТИЛЕНА С ВИНИЛОВЫМ СПИРТОМ | 2011 |
|
RU2570023C2 |
| ДВУХОСНО ВЫТЯНУТАЯ ОРИЕНТИРОВАННАЯ ТЕРМОУСАЖИВАЮЩАЯСЯ МНОГОСЛОЙНАЯ ПЛЕНКА | 1994 |
|
RU2134276C1 |
| СЕГМЕНТИРОВАННЫЕ ПЛЕНКИ С ВЫСОКОПРОЧНЫМИ ШВАМИ | 2011 |
|
RU2586093C2 |
| ПОЛИМЕРЫ НА ОСНОВЕ ЭТИЛЕНА И ИЗГОТОВЛЕННЫЕ ИЗ НИХ ИЗДЕЛИЯ | 2013 |
|
RU2638261C2 |
| Многослойная пленка для упаковки сыра | 2015 |
|
RU2615525C1 |
| МНОГОСЛОЙНЫЕ УПАКОВОЧНЫЕ ПЛЕНКИ С НЕЙТРАЛИЗАЦИЕЙ ЗАПАХА И ИЗГОТОВЛЕННЫЕ ИЗ НИХ УПАКОВКИ | 2016 |
|
RU2725588C2 |
Изобретение относится к технологии получения эластомерных пленок, обладающих характеристиками противоскольжения. Пленка включает один или несколько слоев, по меньшей мере, один из которых содержит 1-10 мас.%, противоскользящей добавки. Добавка не плавится или имеет температуру плавления, превышающую  , имеет размер частиц в диапазоне от 50 до 500 мк и выбирается из группы, включающей песок, глину, диоксид кремния, сшитые полиэтилены, другие полимеры или полиэтилен сверхвысокой молекулярной массы (UHMWPE). Способ получения пленки включает получение композиции смолы для каждого слоя и экструзию ее раздувом со степенью раздува в диапазоне от 1,0 до 5,0. 2 н. и 30 з.п. ф-лы, 24 ил., 2 табл.
, имеет размер частиц в диапазоне от 50 до 500 мк и выбирается из группы, включающей песок, глину, диоксид кремния, сшитые полиэтилены, другие полимеры или полиэтилен сверхвысокой молекулярной массы (UHMWPE). Способ получения пленки включает получение композиции смолы для каждого слоя и экструзию ее раздувом со степенью раздува в диапазоне от 1,0 до 5,0. 2 н. и 30 з.п. ф-лы, 24 ил., 2 табл.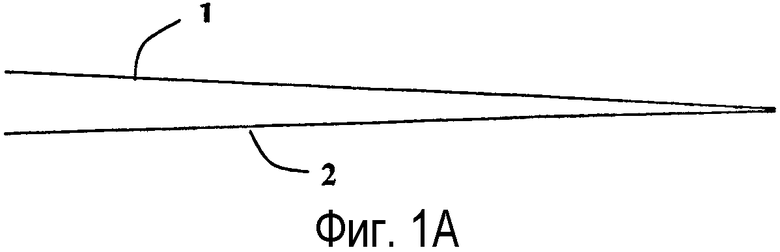
| ШАРОВОЙ КРАН | 2019 |
|
RU2734989C2 |
| ЕР 0561428 А, 22.09.1993 | |||
| МНОГОСЛОЙНАЯ УПАКОВОЧНАЯ ПЛЕНКА (ВАРИАНТЫ) И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2138399C1 |
| RU 96124245 А, 27.01.1999 | |||
| US 4888223 А, 19.12.1989. | |||

