Настоящее изобретение относится к упаковочному контейнеру, содержащему первую часть, образованную в основном из первого материала, и вторую часть, образованную в основном из второго материала. Настоящее изобретение также относится к способу получения упаковочного контейнера данного типа.
Упаковочные контейнеры, содержащие первую часть, образованную в основном из первого материала, и вторую часть, образованную в основном из второго материала, известны долгое время. Один пример такого упаковочного контейнера приводится в EP-A1-108166. Другой пример такого упаковочного контейнера описан в WO 02/076365 A1. Последний является одним из коммерчески доступных упаковочных контейнеров фирмы Tetra Pak под товарным знаком Tetra Top.
Упаковочный контейнер изготавливают согласно следующим стадиям:
a) рулон упаковочного ламинированного материала разрезают на листы,
b) из листов образуют рукава посредством запечатывания вместе двух краев,
c) рукава надевают на оправку колеса с оправками,
d) на конце рукава литьевым формованием образуют верх из пластика,
e) контейнер (стоящий на своем верху) удаляют из формующего рабочего места в наполняющее рабочее место,
f) контейнер заполняют продуктом,
g) формируют дно посредством сжатия открытого конца и запечатывания краев посредством поперечного шва,
i) дно формируют окончательно сгибанием створок и привариванием створок к нижней поверхности дна.
Как описано в WO 02/076365 A1, контейнер, полученный таким образом, обычно снабжают закрытым верхом, приспособленным для открывания посредством удаления мембраны, закрывающей выливное отверстие. Чтобы облегчить открывание контейнера, переход между мембраной и окружающими частями вершины выполнен в виде ослабленной линии, то есть в виде участка, имеющего меньшую толщину стенки, чем окружающие участки.
Единственное преимущество при выполнении упаковочного контейнера из различных материалов или сочетаний материалов в различных частях контейнера состоит в том, что различным частям можно придать желаемые свойства, важные для соответствующих частей упаковки. Например, горлышко упаковочного контейнера обычно имеет хорошо выраженную форму, приспособленную для правильного навинчивания закручивающегося колпачка или некоторых других видов открывающих устройств, образующих в сочетании с колпачком уплотненное сочленение. Это достигается, предпочтительно, использованием определенных видов пластика для горлышка. Кроме того, также обычно требуется, чтобы упаковочный контейнер обладал некоторыми барьерными свойствами, такими как световой, вкусовой или кислородный барьер. Пластик с такими свойствами является более дорогим, чем пластик, не имеющий этих свойств. В данном случае является выгодным использование ламинированного упаковочного материала на волокнистой основе, имеющего барьерные свойства. Этот упаковочный ламинированный материал является типичным примером детали контейнера, выполненной из комбинации материалов, ламинированный материал обычно включает бумажный слой или слой на волокнистой основе и один или более слоев пластика. Во многих случаях ламинированный материал также включает алюминиевый слой.
Имеется много различных причин, чтобы использовать такие упаковки из нескольких материалов, причем различные части упаковок изготавливаются из разных материалов или комбинаций материалов. Это может, например, облегчить обработку, производство и транспортировку различных материалов. Кроме того, общий внешний вид упаковочного контейнера часто более привлекательный, если упаковочный ламинат, образующий упаковку, сразу будет поставляться с желаемым изображением, чем если пластиковый контейнер будет поставляться с отдельной этикеткой. К тому же упаковочный ламинированный материал на волокнистой основе может транспортироваться в виде рулонов или в упаковках в виде плоских сложенных листов, подобно пластиковым контейнерам, транспортируемым в готовом виде или в виде заготовок, которые требуют значительно большего объема при перевозке по сравнению с заполненным объемом в готовых контейнерах.
Тем не менее, в некоторых случаях имеются недостатки у контейнеров, выполненных из раздельных материалов. Когда контейнер использован и возвращается для утилизации или некоторых других видов переработки отходов, последующая обработка может требовать, чтобы части, выполненные из различных материалов или сочетаний материалов, были отделены друг от друга. Является обычным, например, что отходы сортируются на фракции пластика, металла, бумаги и стекла, то есть стеклянное горлышко и его металлическая крышка должны быть отделены друг от друга согласно требованиям сбора отходов. Когда горлышко и крышка являются отдельными компонентами, то потребителю очевидно, что компоненты, выполненные из разных материалов, должны быть распределены по разным фракциям. Когда сам корпус упаковочного контейнера выполнен из различных материалов, это усложняет дело. Если разделение различных материалов не может быть выполнено удовлетворительным образом, то повторное использование или переработка не могут быть осуществлены, и отходы должны быть сожжены или захоронены. В большинстве случаев отходы все-таки сжигают, но в этом случае также может быть желательным предварительное разделение, так как сжигание отходов может управляться выборочным добавлением через какое-то время разных количеств различных материалов фракций.
В последнее время требования охраны окружающей среды оказывают давление на компании, производящие упаковочные контейнеры, требуя делать упаковочные контейнеры с вышеупомянутыми преимуществами и которые могут утилизироваться в соответствии с требованиями систем переработки отходов.
Таким образом, задачей изобретения является выполнение упаковочного контейнера, который может быть отсортирован простым способом на различные фракции в согласии с окончательным удалением, повторным использованием или переработкой.
В современных перерабатывающих отходы системах значительная часть ответственности возлагается на потребителя, и, следовательно, еще одной задачей изобретения является выполнение контейнера, который может быть разделен потребителем уже там, где потребитель выбрасывает пустой контейнер.
Задача изобретения также состоит в максимальном сохранении вышеупомянутых преимуществ контейнера, выполненного из разных материалов.
Вышеупомянутые цели согласно изобретению могут быть достигнуты посредством контейнера, описанного во вступлении, характеризующегося тем, что первая часть снабжена линией отрыва, продолжающейся от выливного отверстия к месту соединения между первой частью и второй частью и по всему протяжению упомянутого места соединения.
Обеспечив контейнер такой линией отрыва, можно будет легко отделить две части друг от друга. Так как линия начинается от выливного отверстия, она начнется с точки, где разрыв пойдет только в одну сторону (к месту соединения), что ясно видно пользователю, разрывающему контейнер. Кроме того, при начинании в точке у открытого конца требуемое усилие (так как усилие будет обращено только в направлении расширения разрыва) будет не настолько высоким, чтобы вызвать какие-либо сомнения у потребителя, правильно ли начался разрыв или нет. Сверх того, в большинстве случаев выливное отверстие будет наверху упаковки, и место соединения будет немного ниже и проходить более или менее горизонтально вокруг контейнера, что в обоих случаях приведет к ситуации, где желаемое направление разрыва будет перпендикулярно любому грузу контейнеров в процессе транспортировки, то есть в большинстве случаев заявленное свойство приведет к конструкции, которую легко разорвать, но которая достаточно прочна, чтобы сопротивляться повреждениям при транспортировке.
Предпочтительные варианты осуществления упаковочного контейнера описаны в рассматриваемой формуле изобретения.
Согласно предпочтительному варианту изобретения первая часть контейнера выполнена в основном из пластика. При использовании пластика (имеющего покрывающий материал или некоторое число слоев) возможно, например, получение прозрачной части, и/или части, имеющей горлышко с резьбой, и/или части, имеющей более сложную форму.
Согласно предпочтительному варианту изобретения вторая часть контейнера выполнена в основном из упаковочного ламинированного материала на волокнистой основе. Ламинированный материал на волокнистой основе пригоден, если он служит для выполнения корпуса контейнера с отпечатанным изображением. Кроме того, ламинированный материал может быть легко сжат и согнут для образования герметичного дна.
Предпочтительно, линия разрыва образована ослабленной линией, продолжающейся по существу от выливного отверстия к месту соединения первой части со второй частью и по существу вдоль всего протяжения упомянутого места соединения. Это ясный и легко выполнимый способ обеспечения контейнера линией отрыва. Уменьшение толщины материала является простым, но эффективным способом получения линии отрыва.
Согласно предпочтительному варианту изобретения первая часть контейнера обычно изготавливается посредством литьевого формования пластика в форме. Таким путем первая часть может быть снабжена ослабленной линией, имеющей сложную форму, и мембраной, закрывающей выливное отверстие, в одну стадию формования.
Предпочтительно, чтобы соединение было образовано по месту соединения первой части со второй частью посредством сплавления пластикового слоя второй части с пластиком литьевого формования. С помощью использования тепла от процесса литьевого формования нагретый, более или менее текучий пластик сплавляется с пластиковым слоем второй части. Таким образом легко образуется герметичное соединение между первой и второй частями.
Предпочтительно, ослабленная линия является участком с меньшей толщиной стенок, чем окружающие части, причем эта меньшая толщина стенки образована желобком на внешней стороне первой части. Такую конструкцию удобно использовать, например, когда первая часть выполнена из пластика экструзией с раздувом. Так как форма объекта, получаемого дутьевым формованием, определяется формой внешнего инструмента, к которому раздувается пластик, предпочтительно обеспечивают четкую форму для ее образования на внешней стороне пластикового объекта.
Согласно предпочтительному варианту осуществления ослабленная линия является участком с меньшей толщиной стенок, чем окружающие участки, причем эта уменьшенная толщина стенки образована вдоль участка ослабленной линии, продолжающегося от выливного отверстия к месту соединения с помощью желобка на внутренней стороне первой части, и вдоль места соединения посредством желобка на внешней стороне первой части. Эта конструкция предпочтительна, когда первая часть изготавливается литьевым формованием с помощью системы с единственным внутренним инструментом и разделяемым внешним инструментом. Так как внутренний инструмент должен извлекаться, диаметр внутреннего инструмента должен постоянно уменьшаться, и, следовательно, будет сложно образовать внутри вдоль места соединения желобок, соответствующий направленному наружу выступу на внутреннем инструменте. Однако указанное место соединения может быть снабжено обращенной внутрь выемкой на внешней стороне без ухудшения внешнего вида или функциональности контейнера, так как в любом случае имеется переход между двумя частями. В большинстве случаев выливное отверстие обеспечивают на верху контейнера, при этом ослабленная линия, продолжающаяся от выливного отверстия к месту соединения, будет продолжаться в том же направлении, что и направление извлечения внутреннего инструмента. Это позволяет формировать внутреннюю выемку с помощью направленного наружу выступа на внутреннем инструменте. Во многих случаях этот участок ослабленной линии предпочтительно образовать на внутренней стороне контейнера, поскольку это в противном случае может негативно повлиять на внешний вид контейнера, так как здесь во многих случаях не имеется никакой причины для какого-либо перехода в этой части контейнера.
Согласно предпочтительному варианту осуществления выливное отверстие выполнено так, что отрывной язычок образован с одной стороны от точки, в которой линия отрыва пересекает край выливного отверстия. Посредством формирования отверстия с частью, продолжающейся внутрь над отверстием, легко образуется отрывной язычок. Отрывной язычок образован в виде отчетливого изменения кривизны края отверстия вблизи пересечения между линией отрыва и краем отверстия. Естественно, отверстие может быть снабжено таким отрывным язычком с одной или с обеих сторон от места пересечения. С отверстием, снабженным таким отрывным язычком, потребитель, с одной стороны, будет информирован о том, как осуществить разделение, и, с другой стороны, это автоматически приведет усилие отрыва в действие непосредственно в начальной точке линии отрыва.
Упомянутые задачи изобретения также могут быть достигнуты способом, предусматривающим стадии:
а) получение рукава из второго материала или комбинации материалов,
b) литьевое формование первой части, выполненной из первого материала или комбинации материалов, на рукаве, при этом первая часть образована с ослабленной линией, продолжающейся по существу от выливного отверстия к месту соединения между первой частью и второй частью и по существу вдоль всего протяжения указанного места соединения. Таким способом легко изготавливается контейнер из ламинированного материала на волокнистой основе и пластикового верха. Кроме того, поскольку верхняя часть снабжена линией отрыва, потребитель может легко разделить контейнер на разные фракции для окончательной утилизации.
Предпочтительные варианты осуществления способа описаны в зависимых пунктах формулы изобретения.
Ниже изобретение описано более подробно со ссылкой на прилагаемые схематичные чертежи, которые показывают пример предпочтительного варианта выполнения изобретения.
Фиг.1 - вид контейнера, у которого крышка снята, и открыто выливное отверстие.
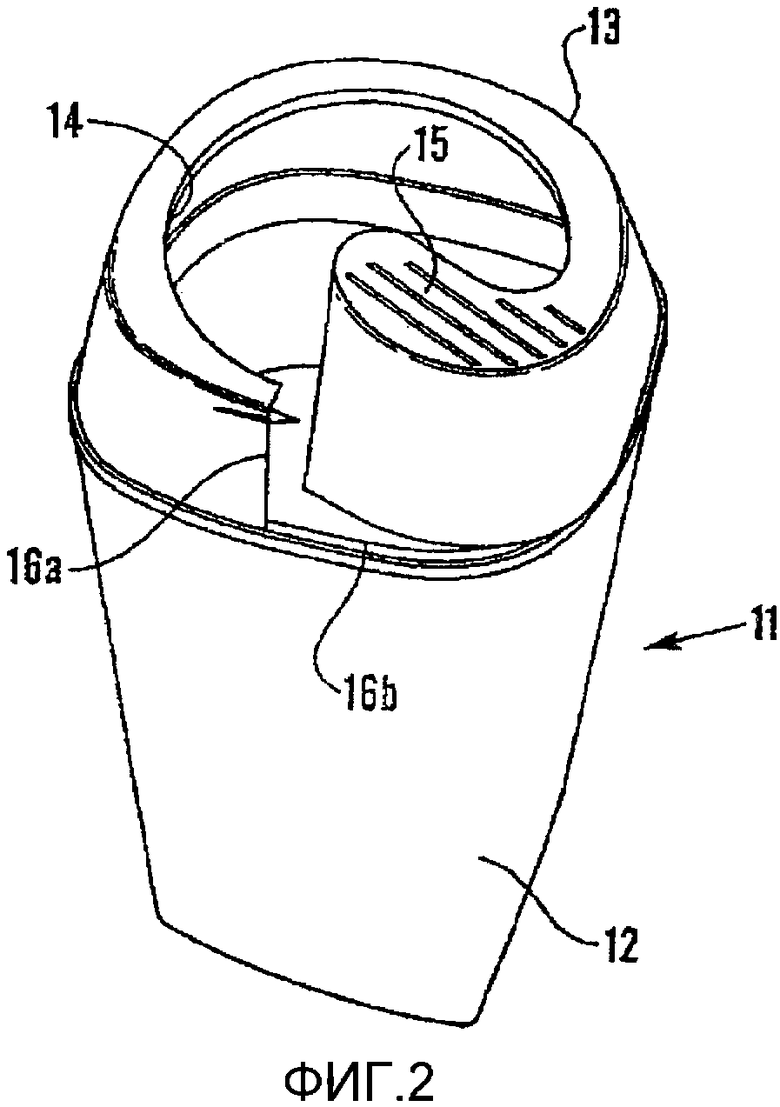
Фиг.2 - вид контейнера в начале удаления верхней части.
Фиг.3 - вид примера контейнера, который может быть снабжен признаком разделения по изобретению. Контейнер на Фиг.3 имеет крышку, которая находится на месте, закрывая выливное отверстие.
На Фиг.3 показан контейнер 1, имеющий рукав 2, выполненный из упаковочного ламинированного материала на волокнистой основе, и верх, выполненный из пластика. Контейнер 1 изготовлен способом, упомянутым во введении, при котором рукав 2 надевается на оправку и верх 3 формуется литьевым формованием непосредственно на рукаве 2. Верх 3 снабжен крышкой 4, удаляемой (полностью или частично) посредством ее отрывания вдоль ослабленной линии. Такая ослабленная линия раскрыта в WO 02/070365 A1 и не будет описана здесь подробно. Ссылка на WO 02/070365 A1 дана для лучшего понимания этого коммерчески доступного контейнера.
На Фиг.1 показан внешний вид контейнера 11 по изобретению со снятой крышкой. Отверстие 14 имеет участок с уменьшенным радиусом, образующий таким образом язычок 15. Язычок 15 соединен с окружающим край отверстия 14 участком под углом, близким к 90°, верх 13 дополнительно снабжен ослабленной линией 16, имеющей первый участок 16а, продолжающийся от отверстия 14 к месту соединения между верхом 13 и рукавом 12, и второй участок 16b, продолжающийся вдоль места соединения. В описываемой модели верх 13 снабжен торцом, продолжающимся вокруг отверстия 14, при этом третий участок ослабленной линии 16с проходит через торец. Ослабленная линия 16 выполнена в виде тонкой линии, имеющей меньшую толщину стенок, чем окружающие участки. В описываемом случае ослабленная линия 16 имеет толщину стенки около 0,3 мм, а окружающие участки имеют толщину стенок около 0,6 мм. Чтобы облегчить отрывание первого участка 13 вдоль ослабленной линии 16, ослабленная линия 16 имеет поперечное сечение, по меньшей мере, с одним относительно острым углом, действующим как надрез для продвижения разрыва. С учетом только свойств упаковки, например, выемка с V-образной формой облегчает отрыв. Однако с учетом также срока службы формующих инструментов предпочтительно прямоугольное поперечное сечение с острыми углами на дне выемки, что и облегчит отрыв, и обеспечит удовлетворительный срок службы формующих инструментов. Первый 16а и второй 16b участки ослабленной линии 16 образуются при снабжении верха 13 выемкой снаружи контейнера 11. Данная конфигурация приспособлена для выполнения контейнера 11 посредством литьевого формования верха 13.
Когда потребитель опорожнил контейнер 11, он/она удерживает корпус контейнера левой рукой и захватывает язычок 15 большим пальцем снаружи и указательным пальцем изнутри язычка 15. Затем правая рука тянет язычок вверх и немного поворачивает против часовой стрелки, прикладывая таким образом значительное усилие сдвига к верху 13 вдоль первого участка 16а линии отрыва 16. Так как язычок 15 соединен с краем отверстия 14 под углом, переход между язычком 15 и остальным краем отверстия 14 будет действовать как надрез, вызывающий развитие разрыва.
Часть верха 13, имеющую язычок 15, следует тянуть наружу, пока разрыв не дойдет до места соединения между верхом 13 и рукавом 12. После этого часть с язычком 15 будет оторвана вокруг контейнера 11 по мере продвижения разрыва вдоль ослабленной линии 16b, продолжающейся вдоль места соединения. Чтобы показать разные части контейнера, язычок 15 на Фиг.2 показан в отогнутом наружу состоянии.
В точке, где разрыв меняет первое направление 16а на второе направление 16b, положение меняется из положения на внутренней стороне в положение на наружной стороне. Потребитель почувствует небольшое увеличение требуемого тянущего усилия, но, поскольку вся часть верха 13 контейнера действует как язычок, потребитель будет иметь естественное движение и прочный захват, действующие в желаемом направлении распространения разрыва.
Чтобы содействовать отрыву верхней части 13, язычок 15 снабжен желобками 15а.
Один пример упаковочного ламинированного материала, подходящего для использования с контейнером указанного типа, включает изнутри наружу: пластиковый слой из полиэтилена, бумажный слой и внешний слой полиэтилена. В некоторых случаях между внутренним слоем бумаги и внутренним слоем полиэтилена расположены алюминиевый слой и дополнительный полиэтиленовый слой. Конечно, могут использоваться разные пластики. Также общеизвестным является добавление разных слоев или связующих слоев.
Одним примером пластика, подходящего для использования в верхней части контейнера описанного типа, является полиэтилен с различными пигментами для получения желаемой окраски. Одним преимуществом при использовании подобного обычного пластика в пластиковых слоях ламинированного материала и в верхней части является то, что эти слои легко сплавляются друг с другом.
Возможны многие модификации описанных здесь вариантов осуществления, находящиеся в объеме изобретения, определяемом прилагаемой формулой изобретения.
Например, желобки, образующие ослабленную линию, могут быть выполнены снаружи (на внешней стороне). Это особенно подходит при дутьевом формовании верха контейнера.
Кроме того, например, выливное отверстие может быть снабжено резьбой для завинчивающейся крышки.
Кроме того, ослабленные участки 16а и 16b ослабленной линии показаны в примере под углом друг к другу. Однако объем защиты не ограничен таким вариантом осуществления. Другая альтернатива состоит в том, чтобы выполнить первый участок ослабленной линии 16а начинающимся у отверстия и продолжающимся, например, в виде дуги, имеющей в конце изгиб ко второму участку 16b ослабленной линии. Таким образом, первый участок будет плавно соединен со вторым участком.

Изобретение относится к области упаковки. Контейнер содержит первую часть, образованную из первого материала или комбинации материалов, вторую часть, образованную из второго материала или комбинации материалов, и выливное отверстие, выполненное в упомянутой первой части. Первая часть дополнительно снабжена линией отрыва, продолжающейся от выливного отверстия к месту соединения между первой частью и второй частью и вдоль всего упомянутого места соединения. Такое выполнение позволяет разделить контейнер на части из разных материалов для проведения раздельной утилизации этих частей. 2 н. и 8 з.п. ф-лы, 3 ил.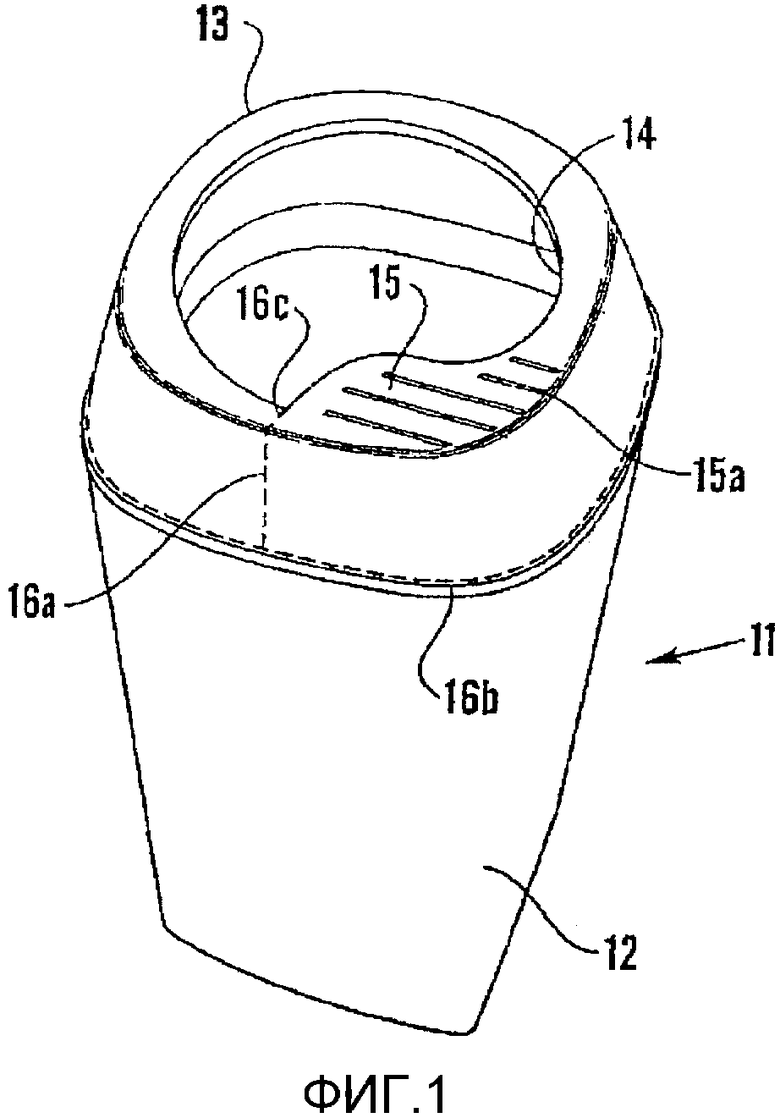
| СПОСОБ ПОЛУЧЕНИЯ ТРУБЧАТОГО ТЕЛА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ТУБЫ | 1996 |
|
RU2154005C2 |
| ЕР 1103478 А, 30.05.2001 | |||
| Фреза | 1956 |
|
SU108166A1 |
| DE 8717153 U1, 28.04.1988. | |||

