Область изобретения
Настоящее изобретение относится к емкостям и к соответствующим способам их производства.
В данном описании особое внимание уделено возможному применению изобретения с емкостями, включающими корпус для содержания продукта с выливной или горловинной частью (т.е. с такими емкостями, как бутылки, фляжки, банки и т.п.), которые могут использоваться для бутилирования таких пищевых продуктов, как, например, напитки. Область применения изобретения однако не ограничивается конкретным содержанием данного описания.
Уровень техники
В настоящее время для бутилирования или упаковки продуктов различного типа (напитков, моющих средств, как в жидком, так и в гранулированном виде, или, в общем, текучих или сыпучих продуктов) широко используют емкости, включающие корпус для содержания продукта с выливной или горловинной частью, которая может повторно закрываться колпачком или крышкой, причем емкости несут нанесенный на них трубчатый рукав из пленочного материала, усаженный на контейнере. В различных известных технических решениях упомянутый рукав образуют из пленки термоусаживающегося материала. Рукав, размещенный на емкости, затем подвергают воздействию источника тепла. Нагревание вызывает радиальную усадку или сокращение рукава; соответственно, между рукавом и емкостью обеспечивается плотная посадка, вызывающая прочную фиксацию рукава на емкости.
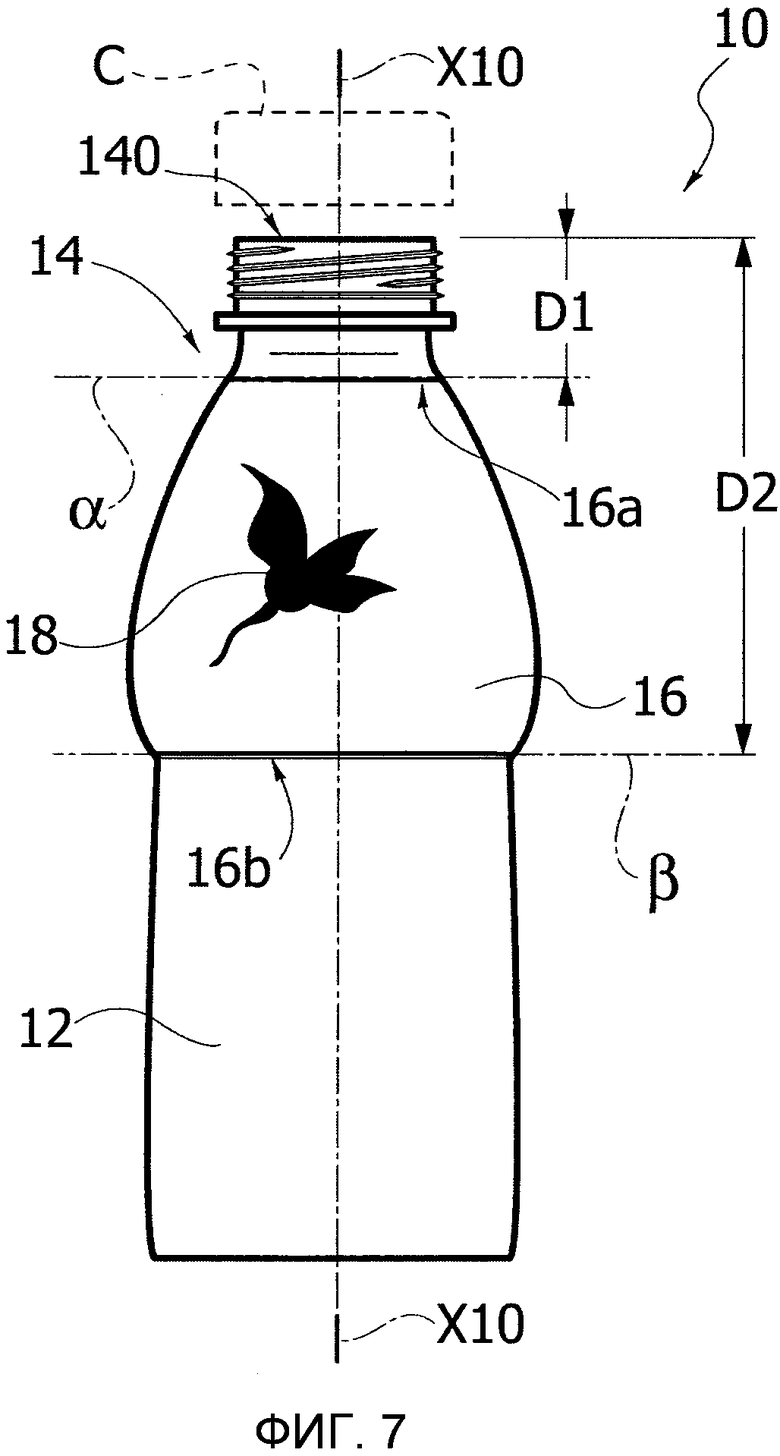
На Фиг. 7 сопровождающих чертежей схематично показана емкость такого типа, обозначенная в целом позицией 10. В примере выполнения, показанном на Фиг. 7, контейнер 10 (который может быть выполнен, например, из стекла или отформованного пластика) имеет основную (продольную) ось Х10 и содержит корпус 12 для содержания продукта, имеющий выливную или горловинную часть 14. Горловинная часть 14 оканчивается венчиком или выливным отверстием, продолжающимся по траектории, которая является по существу круглой - например, гладкой или, возможно, с неровностями, причем эта траектория лежит в плоскости 140 венчика, ориентированной в направлении, поперечном основной оси Х10.
Рукав, обозначенный позицией 16, обычно несет на себе графику 18 (например, изображения и/или слова различного характера, которые представляют продукт, содержащийся в емкости 10).
Фиг. 7 подчеркивает тот факт, что, хотя рукав 16 не обязательно имеет цилиндрическую форму (в показанном примере рукав действительно имеет в целом сужающуюся форму), он имеет два концевых края 16а, 16b, которые продолжаются по круговым траекториям, лежащим в двух соответствующих плоскостях, α и β, поперечных основной оси Х10 емкости 10. Другими словами, два концевых края 16а, 16b, показанные на Фиг. 7, продолжаются по траекториям, имеющим по всей своей круговой протяженности постоянное расстояние (D1 для края 16a и D2 для края 16b) от плоскости 140 венчика.
Задача и сущность изобретения
Авторы настоящего изобретения подметили, что контейнеры вышеописанного типа имеют различные недостатки.
Например, то, что концевые края рукава продолжаются по круговым траекториям, лежащим в плоскостях, поперечных основной оси емкости (например, на постоянном расстоянии от плоскости венчика), ограничивает творческие возможности, связанные с разработкой рукава и/или графики на нем. Это также касается случая, когда часть рукава оставлена прозрачной таким образом, чтобы можно было видеть нижележащий участок контейнера через рукав.
Опять же, рукав, подобный рассмотренному выше, должен быть способен устанавливаться на контейнер любой формы. Это относится как к случаю, когда контейнер имеет полную симметрию вращения (например, потому что он цидиндрический), так и к случаю, когда контейнер имеет призматическую структуру (например, с шестиугольным поперечным сечением) или структуру со сужением. Однако в последнем случае надписи или изображения на рукаве, который должен соответствовать главным поверхностям сужающегося конца корпуса, сдвигаются или поворачиваются, и поэтому плохо видны или читаемы, когда потребитель рассматривает контейнер, чтобы понять, что изображено на одной из главных поверхностей корпуса. Похожая проблема может возникнуть, например, если контейнер находится вместе с другими контейнерами в прозрачной упаковке или в упаковке с отверстием в условиях, когда желательно располагать контейнеры рядом друг с другом для представления всех соответствующих графических знаков на рукаве в такой же смежной позиции, а не распределенными беспорядочно от контейнера к контейнеру.
Из этого вытекает потребность в техническом решении, способном преодолеть указанные недостатки. Задача изобретения состоит в обеспечении такого технического решения.
Поставленная задача решается способом, имеющим признаки, указанные в прилагаемой формуле.
Изобретение также касается соответствующего контейнера.
Формула изобретения образует неотъемлемую часть технического учения, представленного здесь в отношении изобретения.
Краткое описание чертежей
Изобретение теперь будет описано исключительно в качестве неограничивающего примера со ссылкой на сопровождающие чертежи, на которых:
Фиг. 1-4 - последовательные стадии способа в соответствии с одним вариантом выполнения, причем Фиг. 4 - вид по IV-IV на Фиг. 3;
Фиг. 5 и 6 - виды контейнера в соответствии с вариантами выполнения; и
Фиг. 7 описана выше.
Подробное описание вариантов выполнения
В последующем описании проиллюстрированы различные частные детали для лучшего понимания вариантов выполнения. Варианты выполнения возможны без одной или более из этих частных деталей или могут быть получены другими способами, с другими компонентами, материалами и т.д. В других случаях известные структуры, материалы или операции не показаны или описаны в деталях для ясности различных аспектов вариантов выполнения.
Ссылка на «вариант выполнения» или на «один вариант выполнения» в настоящем описании означает, что особая конфигурация, структура или свойство, описанные в соответствии с вариантом выполнения, могут быть объединены в по меньшей мере одном варианте выполнения. Следовательно, выражения «в варианте выполнения» или «в одном варианте выполнения», которые могут встретиться в различных местах описания, не обязательно относятся к одному и тому же варианту выполнения. Кроме того, частные конформации, структуры или свойства могут быть скомбинированы любым адекватным образом в одном или более варианте выполнения.
Ссылки на чертежи использованы здесь только для удобства и, следовательно, не определяют объем защиты изобретения и вариантов выполнения.
Фиг. 1 и 2 иллюстрируют две стадии производства рукавов 16, предназначенных для нанесения на контейнеры 10, в общем соответствующих, за исключением отдельных признаков, указанных ниже, контейнеру, описанному выше со ссылкой на фиг. 7.
В настоящем описании элементы, части и компоненты, идентичные или равноценные элементам, частям и компонентам, уже описанным ранее в соответствии с Фиг. 7, будут соответственно обозначены соответствующими номерами ссылок; для краткости соответствующее описание не будет повторено.
В частности, рукава 16, показанные на Фиг. 2, так же, как материал, из которого они получены, несут на себе полученную известными способами графику 18, представленную здесь в качестве примера в виде двух букв «F», нанесенных на рукав так, чтобы они находились на противоположных сторонах рукава 16, установленного на контейнер, как показано на Фиг. 5 и 6.
В различных вариантах выполнениях рукава 16 получают, исходя из усаживаемой пленки, например из термоусаживаемого материала. В последующем описании для простоты изложения будет упоминаться только термоусаживаемая пленка. Однако в объеме настоящего изобретения также находится использование других усаживаемых материалов, усаживаемые свойства которых пригодны для целей изготовления рукавов 16, например способных усаживаться под воздействием света (фотоусадки).
Термоусаживаемые пленки, которые могут быть использованы для производства рукавов 16, включают, например, пленки из полиэтилентерефталата (РЕТ), ориентированного полистирола (OPS) или поливинилхлорида (PVC).
В различных вариантах выполнения термоусаживающие свойства достигаются путем подвергания пленочного материала одноосевой или двухосевой вытяжке с последующим управляемым охлаждением. После охлаждения пленочный материал сохраняет вытянутое состояние, но затем под воздействием нагрева от источника тепла пленка «вспоминает» свою форму, так что при этом происходит усаживание пленочного материала в его исходное невытянутое состояние, которое он имел до того, как его подвергли вытяжке.
Все это соответствует принципам и критериям производства, известным в данной области, так что более подробное описание здесь было бы излишним.
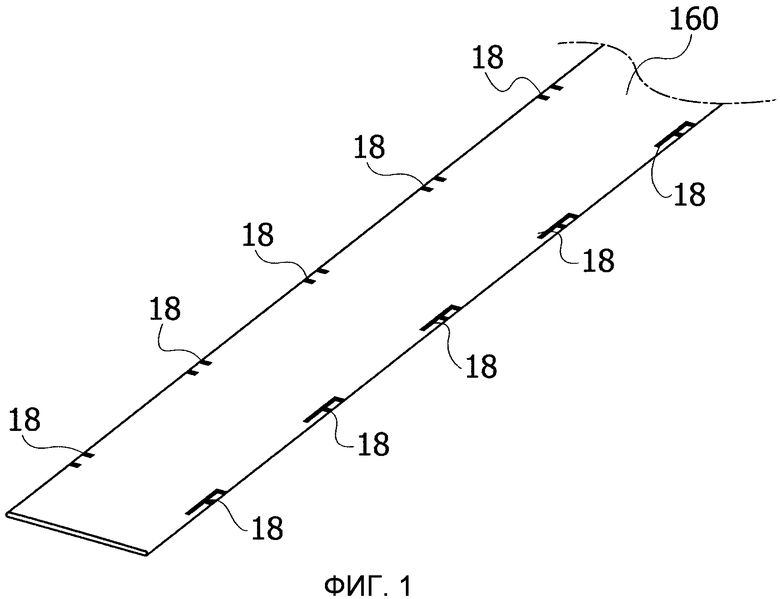
В различных вариантах выполнения пленочный материал такого типа исходно производят в виде заготовок 160 трубчатой формы. В различных вариантах выполнения согласно известным способам трубчатую заготовку 160 получают сгибанием полотна в V-образную конфигурацию, которую затем замыкают с образованием трубы путем приклеивания друг на друга противоположных краев V-образной конфигурации.
Трубчатую заготовку 160, образованную из полотна, подают к режущей станции 200 для подвергания трубчатой заготовки 160 операции сегментирования, которая приводит к образованию цепочки рукавов 16, подлежащих нанесению на последовательно расположенные контейнеры 10.
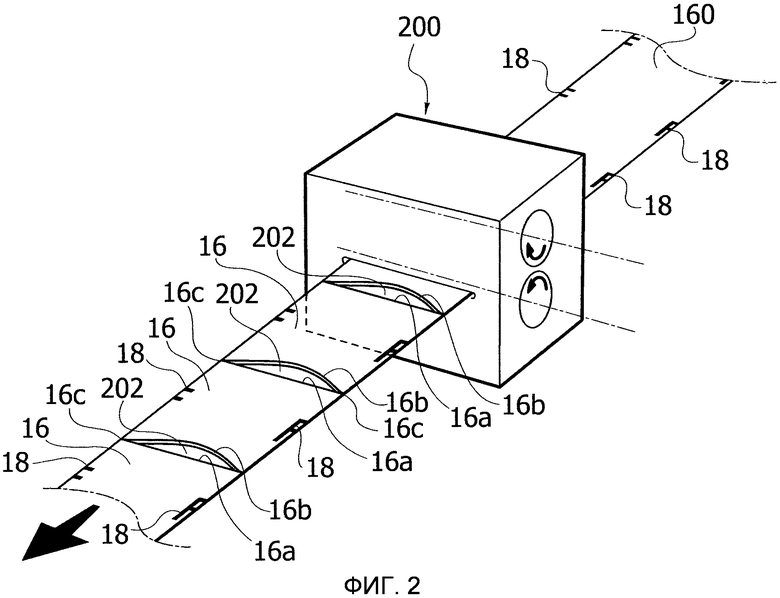
В различных вариантах выполнения режущая станция 200 может быть обеспечена в форме рубочной машины такого типа, которая имеет противовращающиеся режущий ролик и контрролик (или наковальню) и которая способна подвергать трубчатую заготовку 160 операции выполнения прорезей, полученных путем вырезания областей, с получением сегментирования в виде последовательно расположенных рукавов 16, полученных таким образом, чтобы не разрывать непрерывность трубчатой заготовки 160. Другими словами (как схематично показано на Фиг. 2), рукава 16, покидающие режущую станцию 200, все еще соединены в цепочку и поэтому могут подаваться к станции, где их наносят на контейнеры 10 (см. Фиг. 3), сохраняя в целом непрерывную структуру.
В различных вариантах выполнения такой результат может быть получен посредством того, что рубочная машина 200 выполняет на трубчатой заготовке 160 усаживаемого материала операцию формирования прорезей с шагом, соответствующим высоте рукавов 16. В различных вариантах выполнения рубочная машина 200 образует в трубчатой заготовке 160 отверстия или прорези 202, которые на примере показанного здесь варианта выполнения принимают форму, которая может быть приблизительно определена как «форма глазного века». Поэтому эти прорези являются отверстиями, которые с одной стороны образованы прямолинейным разрезом, а с противоположной стороны - изогнутым разрезом.
Можно легко понять, что упомянутые разрезы выполнены для формирования в каждом рукаве 16 соответствующих концевых краев 16а и 16b на Фиг. 5 и 6: это объясняет, почему указанные позиции имеются также на Фиг. 2. Рассматривая вместе Фиг. 2, 5 и 6, можно также отметить, что операцию прорезания на станции 200 осуществляют «в фазе» с графикой 18 таким образом, что каждый рукав 16 представляет графику 18 в заданном положении относительно его концевых краев 16а и 16b.
Рукава 16, которые покидают режущий узел 200, являются пока еще соединенными вместе в цепочку на их концевых соединительных участках 16с, которые не вовлечены в операцию формирования прорезей, осуществляемую на рабочем месте 200.
Эти режимы образования и обработки (разрезания/вырубания) трубчатой заготовки 160 означают, что как трубчатая заготовка 160, так и цепочка рукавов 16, которая образована изначально из трубчатой заготовки 160, хотя и имеет трубчатую структуру, представлены в виде полотнообразной структуры, которая может наматываться на бобину. И трубчатая заготовка 160, и цепочка рукавов 16, следовательно, могут быть произведены заранее и в другом месте, отличающемся от места установки рукавов на контейнеры.
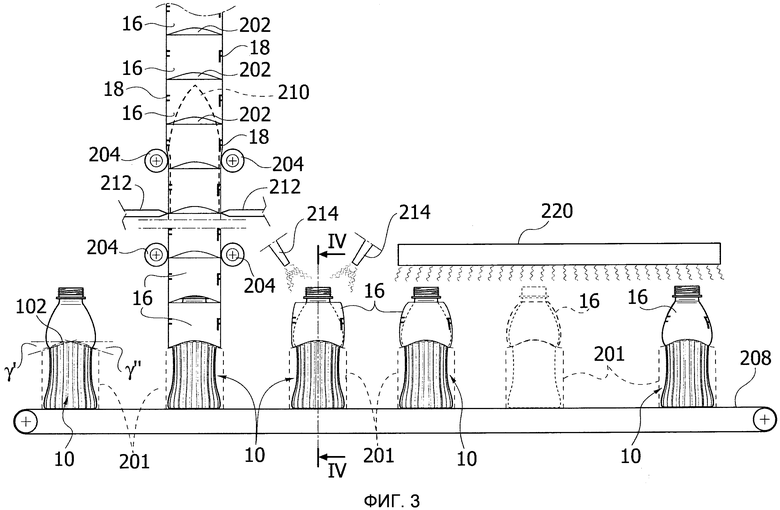
Переходя к Фиг. 3, на примере показанного здесь варианта выполнения допускается, что цепочка рукавов 16 опускается сверху вниз (благодаря тяговому усилию, например, противоположных приводных валков 204) к станции нанесения на контейнеры 10, обозначенной в целом позицией 206.
В примере, приведенном исключительно в качестве иллюстрации, рукава 16 выполнены для нанесения на верхнюю часть отдельного контейнера 10, т.е. в положении, соответствующем или смежном венчику или горловинной части 14: однако это положение не является обязательным в других вариантах выполнения.
Для нанесения рукавов 16 на контейнеры 10, опять же со ссылкой на пример по Фиг. 3, подразумевается их перемещение слева направо на конвейере 208 (например, на приводном ленточном конвейере, винтовом конвейере, карусельном конвейере или звездочке), при этом рукава по меньшей мере частично раскрыты из уплощенного состояния. Действие раскрывания рукавов выполняется опусканием цепочки рукавов 16 на раскрывающее устройство 210, которое может иметь, например, круглое поперечное сечение, которое входит (очевидно, что это перемещение является относительным, поскольку цепочка рукавов 16 опускается сверху вниз на неподвижный корпус 210) в полость трубчатой структуры рукавов 16, осуществляя их постепенное раскрывание.
Приводные валки 204, таким образом, опускают цепочку рукавов 16 сверху вниз, вызывая их опускание на раскрывающее устройство 210. На нижнем конце раскрывающего устройства 210 каждый отдельный рукав 16 раскрывается, образуя цилиндр и подвергаясь действию режущего средства 212 (например, вращающегося дискового ножа) для разрезания соединительных участков 16с. Рукав 16, таким образом отделенный от полотнообразной цепочки, частью которой он был раньше, и представляющий собой отдельный корпус, независимый от цепочки, из которой он образован, затем перемещается валками 204 дальше для передачи и нанесения на соответствующий контейнер 10, поданный (слева направо, как показано на Фиг. 3) на конвейере 208.
В различных вариантах выполнения контейнеры 10 могут перемещаться к области, в которой предусмотрена передача рукавов 16, помещенных в соответствующие трубчатые трафареты 201 (показаны пунктиром на Фиг. 3), каждый из которых имеет верхний край с профилем, комплементарным профилю края 16b рукава 16.
На практике верхний край трафарета 201 служит как опора для рукава 16, таким образом предотвращая неконтролируемое скольжение последнего на контейнере 10.
В других вариантах, движение опускания рукавов 16 и перемещение контейнеров 10 к станции 206 происходит постоянно, без остановок, при этом предусмотрена электронная синхронизация между валками 204, которая совмещает рукава с контейнерами 10 на конвейере 208, перемещающем контейнеры 10. Обеспечение синхронизации такого типа хорошо известно в области автоматической упаковки, и более подробное описание здесь излишне.
Какое бы решение ни было выбрано, из нижней левой части Фиг. 3 понятно, что контейнеры 10 подают с заданной ориентацией.
В частности, на Фиг. 5 и 6 (этот аспект будет рассмотрен ниже) понятно, что в различных вариантах выполнения рукава 16 (см. в частности Фиг. 5 и 6) имеют:
- верхний край 16а, который - как в случае с контейнером 10, показанным на Фиг. 7 - продолжается по круговой траектории, лежащей в плоскости α, которая является плоскостью, поперечной (ортогональной) основной оси Х10 контейнера, так что край 16а имеет по всей его круговой протяженности постоянное расстояние D1 от венчика в плоскости (140); и
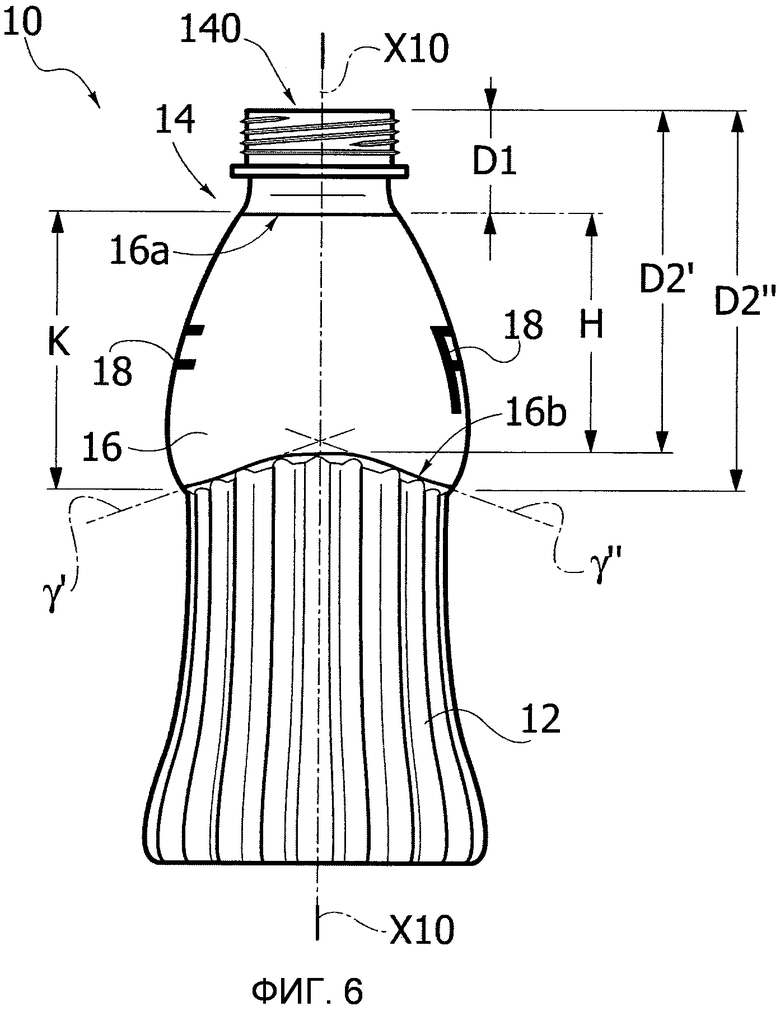
- нижний край 16b, который - в отличие от контейнера 10 на Фиг. 7 - продолжается по кольцевой траекторией, которая не расположена в одной плоскости, но является, так сказать, волнистой и, соответственно, содержит несколько участков, продолжающихся в плоскостях γ', γ”, которые являются косыми, т.е. наклонными (так что образуют двусторонний угол) относительно поперечных плоскостей, ортогональных основной оси Х10 контейнера, так что край 16b имеет в разных точках его угловой протяженности вокруг оси Х10 различные расстояния от венчика в плоскости 140, изменяющиеся от минимального значения D2' до максимального значения D2''.
В различных вариантах выполнения край 16b может продолжаться по траектории, которая является по существу кольцевой, но лежит не в плоскости, как в случае с плоскостью β на Фиг. 7, а в изогнутой поверхности, которая, хотя и остается в целом поперечной относительно оси Х10, имеет в общем ступенчатый профиль.
В различных вариантах выполнения вместо высоты (т.е. расстояния, измеренного в направлении оси Х10), которая является практически постоянной (как в случае с Фиг. 7), края имеют высоту, изменяющуюся от минимального значения до максимального значения, которые обозначены Н и К на Фиг. 6.
Понятно, что в различных вариантах выполнения та же общая идея может осуществляться различными способами, например:
- что указано для края 16b, может относиться, дополнительно или альтернативно, к верхнему краю 16а;
- несмотря на волнистый профиль, показанный здесь, с двумя максимальными и двумя минимальными значениями (то есть с двумя диаметрально противоположными выступами, так что рукав 16 имеет в целом структуру «шали») один или оба края 16а, 16b рукава 16 могут располагаться в различных точках их угловой протяженности на разных расстояниях от венчика в плоскости 140 только потому, что они находятся на плоской поверхности, наклонной относительно основной оси Х10 для образования минимального и максимального расстояния от венчика плоскости 140 в двух диаметрально противоположных положениях;
- в различных вариантах край 16b и/или край 16а может иметь волнообразный профиль c несколькими максимальными и минимальными значениями больше двух.
Как более понятно из Фиг. 5 (но также из Фиг.3 и 4), в различных вариантах контейнера 10 имеет фигурный кольцевой край 102 (который является выступающим в показанных здесь вариантах выполнения, но в некоторых вариантах может быть углублен относительно внешнего периметра корпуса 10), который продолжается вокруг оси Х10 по траектории, которая является гомологичной (то есть такой, чтобы соответствовать) траектории края 16b рукава 16.
В некоторых вариантах контейнер 10 может имеет фигурный кольцевой край 102, который частично выступает и частично углублен относительно внешнего периметра корпуса 10.
Таким образом, вышесказанное в отношении траектории края 16b (и возможно края 16а) также относится и к траектории фигурного кольцевого края 102.
Например, со ссылкой на Фиг. 5, видно, что контейнер 10 имеет ограниченную снизу краем 102 верхнюю часть (на которую нанесен рукав 16), по меньшей мере немного выступающую от общего периметра контейнера 10. Также эта немного выступающая часть имеет изменяющуюся высоту, чтобы ее максимальное значение находилось в диаметрально противоположных угловых положениях, в которых должна находиться графика 18 (буква F в показанном здесь упрощенном примере), а минимальное значение в двух угловых положениях, смещенных на 90°. Рукав 16 и часть контейнера 10, на которую нанесен рукав, имеют в показанных здесь примерах комплементарные края 16b и 102, оба имеющие дольчатый или волнообразный профиль с двумя максимумами и двумя минимумами.
В примерном варианте по Фиг. 3 контейнеры 10 перемещают на конвейере 208, управляющем их ориентацией вокруг основной оси Х10 и, в частности, обеспечивающем два угловых положения, в которых немного выступающая часть контейнера, которая должна покрываться рукавом 16, находится "выше", для установки переднего и заднего положений, выровненных с направлением перемещения контейнера, тогда как два угловых положения, в которых указанная часть контейнера, которая должна быть покрыта рукавом 16, находится "ниже", ориентированы вбок, поперечно направлению перемещения контейнера.
Таким образом, рукава 16 наносятся на контейнеры 10 таким образом, что ориентация рукава 16 вокруг основной оси Х10 соответствующего контейнера 10 является не произвольной, а контролируемой: два участка, в которых отдельный рукав 16 выше (т.е. где режущее средство 212 разрезает соединительные участки 16с), точно совпадают с угловыми положениями, в которых часть контейнера 10, ограниченная снизу фигурным кольцевым краем 102, находится на максимальной высоте. Таким образом, нижний край 16b отдельного рукава 16 правильно сопрягается с фигурным кольцевым краем 102 контейнера.
Этот способ обеспечивает размещение графики (например, буквы F) - в заданном и контролируемом положении - на каждом рукаве 16 для занятия точного и определенного положения относительно фигурного кольцевого края 102 и, следовательно, относительно контейнера 10 в целом. Например (со ссылкой для ясности на Фиг. 5 и 6), буквы F, обозначенные позицией 18 и нанесенные в месте, где рукав 16 имеет максимальную высоту (значение К, показанное на Фиг. 6), расположены точно в желательном угловом положении, в котором часть контейнера 10, ограниченная снизу краем 102, имеет наибольшую высоту.
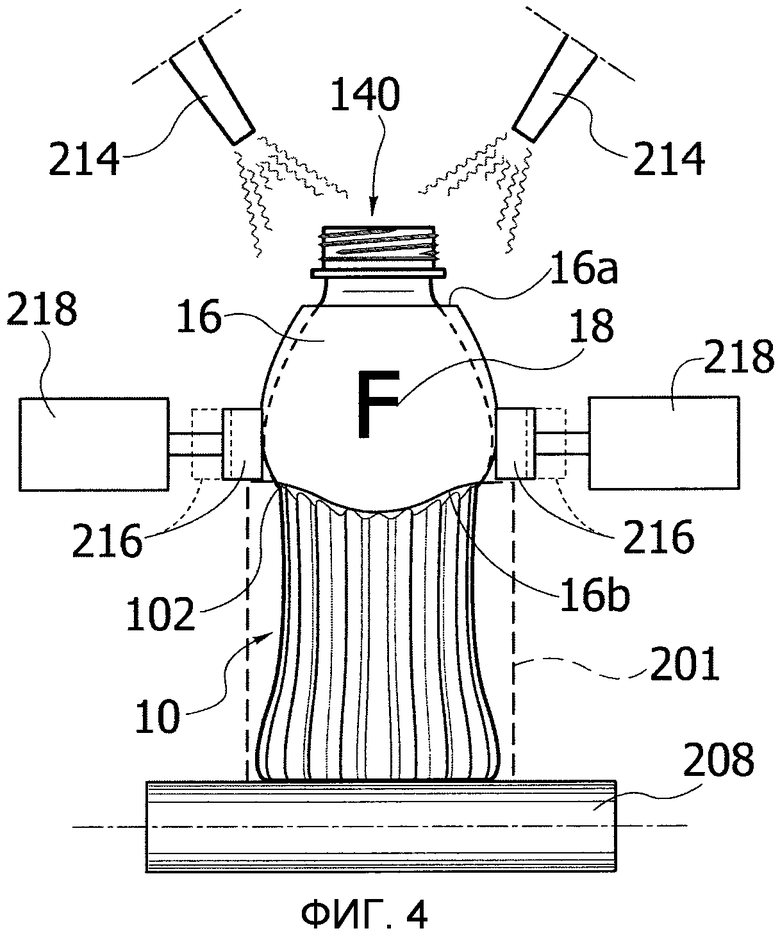
Когда рукав 16 нанесен на контейнер 10 (и остается с его нижним краем 16b на трафарете 201), перемещение контейнера 10 приводит рукав 16 к источникам тепла 214 (например, струям горячего воздуха или лампам), что вызывает по меньшей мере частичную начальную усадку рукава 16.
В то же время, как показано схематично на Фиг. 4, сам рукав 16 неподвижно удерживается на контейнере 10, пока он опирается на нижнюю часть трафарета 201 и/или пока он удерживается удерживающими элементами, такими как захваты или прижимные элементы 216, перемещаемые исполнительным механизмом, например гидравлического или пневматического типа.
Элементы 216 могут быть выполнены с возможностью их селективного перемещения к контейнеру 10 для поддержания рукава 16 неподвижным на контейнере 10 в течение времени, достаточного для закрепления рукава, подвергаемого начальной усадке на контейнере 10, чтобы он более не смещался, даже если процесс усадки еще не закончен.
В этом отношении следует заметить, что:
- в некоторых вариантах выполнения простого опирания рукава 16 о трафарет 201 будет достаточно для удерживания рукава в неподвижном состоянии на контейнере 10 во время стадии предварительной усадки рукава 16, так что можно обойтись и без удерживания элементов 216;
- в некоторых вариантах выполнения трафареты можно не использовать, пока правильное положение рукавов 16 на контейнерах 10 обеспечивается другими средствами, или же можно предусмотреть, чтобы трафареты удалялись сразу после того, как рукава 16 установлены на контейнерах 10: в этих случаях рукав 16 удерживается неподвижно на контейнере 10 во время стадии предварительной усадки только сохранением элементов 216;
- в некоторых вариантах выполнения, как показано на Фиг. 4, рукав 16 удерживается неподвижно на контейнере 10 во время стадии предварительной усадки тем, что он опирается о трафарет 201, а также удерживающими элементами 216.
В этом отношении следует еще раз отметить, что в случае контейнера, в котором фигурный кольцевой край 102, вместо того чтобы он по меньшей мере немного выступал, как в уже рассмотренном примере, является углубленным краем, функция поддержки для опоры нижнего края 16b рукава 16 может осуществляться (когда рукав установлен на контейнере и во время стадии предварительной усадки) фигурным кольцевым краем 102, без необходимости использования трафарета 201.
Когда рукав 16 более не подвержен риску случайного смещения, контейнер 10 с установленным на нем рукавом 16 может быть отправлен на усаживающую станцию 220. В различных вариантах выполнения такая станция может быть образована, например, усаживающей печью (например, паром или горячим воздухом), через которую подают контейнеры 10 в течение времени, достаточного для завершения процесса усадки рукавов 16, приводящего к полному прижатию рукава 16 на той части контейнера 10, на которую он установлен, т.е. пока не будет достигнуто состояние, показанное на Фиг. 5 и 6.
Трафареты 201 (если их используют) могут быть удалены как до, так и после усаживающей станции 220.
Таким образом, контейнеры завершены, заполнены и укупорены и могут быть отправлены на последующую обработку, такую как, например, упаковка в коробки.
Из чертежей будет понятно, что различные варианты выполнения позволяют решить проблему установки на контейнере 10 трубчатого рукава 16, преодолевая ограничения, представленные в техническом решении уровня техники, показанном на Фиг. 7, где концевые края 16а и 16b рукава 16 лежат в плоскости α и β, ортогональной основной оси Х10 контейнера, на постоянных расстояниях D1, D2 от венчика плоскости 140.
В дополнение к предоставлению большей свободы в обеспечении графики 18 различные варианты выполнения также могут обеспечить точное ориентирование указанной графики относительно контейнера 10, таким образом позволяя достичь желаемой ориентации графики как в упаковочных условиях, так и в условиях демонстрации контейнера 10 и содержащегося в нем продукта.
Соответственно, без отхода от принципов изобретения, детали конструкции и варианты выполнения могут варьировать, даже значительно, относительно того, что показано здесь в качестве неограничивающего примера, при этом не выходя из объема изобретения, определенного в прилагаемой формуле.
Контейнер (10), содержащий корпус (12) для содержания продукта, имеющий основную ось (Х10) и венчик или горловинный участок (14), определяющий плоскость (140) венчика, продолжающуюся поперечно указанной основной оси (Х10), с трубчатым рукавом (16) из пленочного материала, нанесенным на по меньшей мере часть контейнера (10) и усаженным на контейнере (10), при этом указанный трубчатый рукав (16) имеет по меньшей мере один концевой край (16b), находящийся в разных точках его углового продолжения вокруг указанной основной оси (Х10) на разных расстояниях (D2' и D2'') от плоскости (140) венчика. Предпочтительно контейнер также снабжен по меньшей мере одним кольцевым фигурным краем (102), имеющим траекторию, гомологичную траектории указанного по меньшей мере одного кольцевого края (16b) указанного трубчатого рукава (16), причем указанный рукав (16) нанесен на контейнер (10) так, что его указанный по меньшей мере один край (16b) совпадает с указанным по меньшей мере одним фигурным краем (102), имеющим гомологичную траекторию. 8 з.п. ф-лы, 7 ил.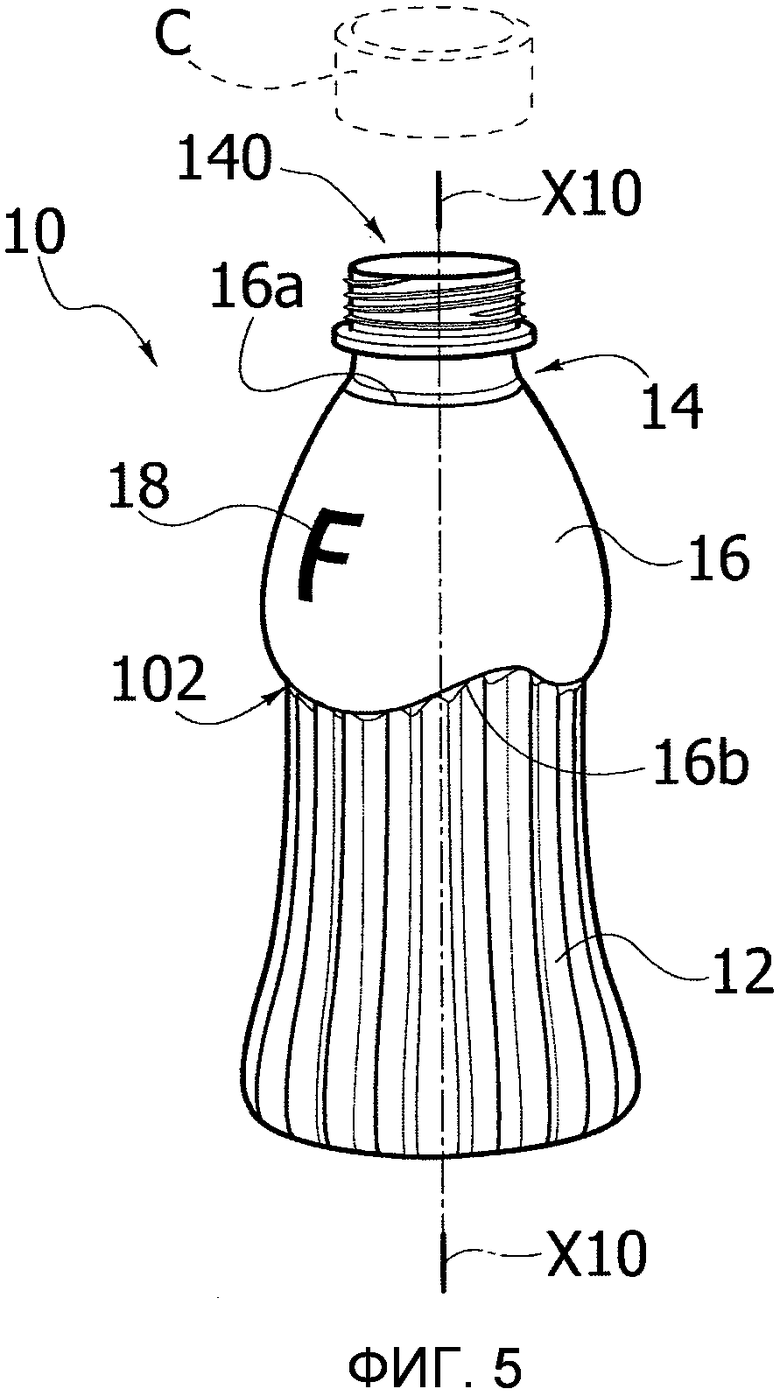
1. Способ производства емкостей (10), включающих корпус (12) для содержания продукта с основной осью (Х10) и выливной или горловинной частью (14), образующей венчик в плоскости (140), продолжающейся поперечно указанной основной оси (Х10), с трубчатым рукавом (16) из пленочного материала, нанесенным по меньшей мере на часть емкости (10) и усаженным на емкости (10), причем способ включает обеспечение указанных трубчатых рукавов (16) по меньшей мере одним концевым краем (16b), который, когда рукав (16) нанесен и усажен на емкости (10), в разных точках своей угловой протяженности вокруг указанной основной оси (Х10) находится на разных расстояниях (D2', D2'' ) от указанной плоскости (140) венчика;
отличающийся тем, что он включает:
- образование трубчатой заготовки (160) из термоусаживающегося пленочного материала, и
- образование указанных трубчатых рукавов (16) путем сегментирования (200) указанной трубчатой заготовки, при этом обеспечивая в каждом полученном таким образом рукаве (16) по меньшей мере один концевой край (16b), и
- нанесение указанных рукавов (16) на указанные емкости (10) при управлении (206) ориентацией рукавов (16) относительно основной оси (Х10) емкостей (10).
2. Способ по п. 1, включающий:
- обеспечение в указанных емкостях (10) по меньшей мере одного фигурного края (102), который в разных точках своей угловой протяженности вокруг указанной основной оси (Х10) находится на разных расстояниях относительно указанной плоскости (140) венчика и имеет траекторию, гомологичную траектории указанного по меньшей мере одного концевого края (16b) указанных трубчатых рукавов (16), и
- нанесение указанных рукавов (16) на указанные емкости (10) путем совмещения указанного по меньшей мере одного концевого края (16b) с указанным по меньшей мере одним фигурным краем (102) емкости (10), имеющим гомологичную траекторию.
3. Способ по п. 1, включающий:
- образование трубчатой заготовки (160) в форме полотна,
- образование трубчатых рукавов (16) путем сегментирования (200) трубчатой заготовки (160), и
- раскрывание (21) указанных трубчатых рукавов (16) для нанесения их на указанные емкости (10), предпочтительно посредством относительного перемещения (204) рукавов (16) относительно раскрывающего элемента (210).
4. Способ по п. 3, включающий:
- образование трубчатых рукавов (16) путем сегментирования (200) указанной трубчатой заготовки (160) так, чтобы оставить соединительные участки (16с) между смежными рукавами, при этом таким образом полученные рукава (16) образуют цепочку рукавов (16), соединенных друг с другом,
- подачу указанной цепочки рукавов (16) к контейнерам (10), на которые наносят эти рукава (16).
5. Способ по п. 4, включающий разделение указанных трубчатых рукавов (16) путем разрезания (212) указанных соединительных участков (16с) перед нанесением рукавов (16) на контейнеры (10).
6. Способ по любому из пп.1-5, включающий соединение трафаретов (201) с указанными контейнерами (10), причем указанные трафареты (201) образуют опорную поверхность для рукавов (16), наносимых на указанные контейнеры (10).
7. Способ по любому из пп.1-5, в котором нанесение указанных рукавов (16) на указанные контейнеры (10) при управлении (206) ориентацией рукавов (16) относительно основной оси (Х10) контейнеров (10) включает подачу указанных рукавов (16) и указанных контейнеров (10) к зоне (206), в которой рукава (16) наносят на контейнер (10) путем поддержания заданной относительной ориентации указанных рукавов (16) и указанных контейнеров (10).
8. Способ по любому из пп.1-5, включающий:
- удерживание удерживающими средствами (216, 218) рукавов (16), нанесенных на соответствующие контейнеры (10), при этом подвергая их первой стадии усадки (214) для соединения рукавов (16) с соответствующими контейнерами (10) и
- завершение усадки рукавов (16), соединенных с соответствующими контейнерами (10) в результате указанной в первой стадии усадки (214), после высвобождения рукавов (16) от указанных удерживающих средств (216, 218).
9. Способ по любому из пп.1-5, в котором указанный пленочный материал является термоусаживаемым материалом.
| WO 2005123518 A1, 29.12.2005 | |||
| DE 102007029315 B3, 20.11.2008 | |||
| DE 102007029296 A1, 24.12.2008 |

