Уровень техники
Данное изобретение относится к аппаратам, системам и способам для закупоривания трубы под давлением и в особенности применимо для закупоривания трубы или трубопровода, содержащего жидкости или газы высокой температуры. Понятие «труба», используемое здесь и далее, включает любой трубчатый элемент, выполненный из металла, для перенесения текучей среды (жидкости или газа).
Машины для выполнения отверстия в трубе хорошо известны. Известные ранее патенты США на машины для выполнения отверстий включают №3,614,252, №4,579,484, №4,880,028, №5,439,331, №5,612,499, и №6,012,878.
Машины для выполнения отверстий, подобные типу, описанному в вышеупомянутых патентах США, предназначены для выполнения отверстия в трубе, в то время как жидкости или газы проходят через них, то есть в то время как труба находится под давлением. Процедуры выполнения отверстий этого типа обычно выполняют главным образом для одной из двух целей, то есть чтобы обеспечить на трубе патрубок ответвления или получить возможность блокирования потока текучей среды через трубу. Другие примеры предшествующего уровня техники, в которых описано и проиллюстрировано закупоривание внутренней части трубы, обычно связанное с первоначальным выполнением отверстия в трубе, включают следующие патенты США №3,599,663, №3,626,475, №3,665,966, №3,872,880, №4,411,459, №5,443,095, №5,531,250.
Выполнение отверстия в трубе обычно включает использование дисковой пилы, примеры которой проиллюстрированы и описаны в следующих патентах США №5,360,300, №5,451,128, №5,466,099.
Устройства для закупоривания трубы, в которой выполнено отверстие, также хорошо известны, как показано в патенте США №5,531,250.
Наиболее близким аналогом к заявленному способу закупоривания трубопровода и устройству для использования в системе закупоривания трубопровода является способ и устройство, описанные в патенте США №3,170,226.
Эти патенты включены сюда посредством ссылок, так как они обеспечивают основательные исходные данные, относящиеся к предмету настоящего изобретения.
Краткая сущность изобретения
Типичная машина для выполнения отверстий выполнена из корпуса, который имеет вытянутую и трубчатую форму. Корпус содержит вращающийся шпиндель. Нижний конец корпуса снабжен средством, таким как фланец, которым он прикреплен к патрубку, присоединенному к трубе. Коробка передач или приводной механизм прикреплены к верхнему концу корпуса машины для выполнения отверстий и обеспечивают средство для вращения шпинделя. Нижний конец шпинделя выполнен с возможностью принятия режущего инструмента. Энергия вращения, такая, как обеспечиваемая гидравлическим двигателем, подается к коробке передач или приводному механизму, и эта вращательная сила, в свою очередь, применяется для вращения шпинделя.
В дополнение к шпинделю типичная машина для выполнения отверстий имеет ходовой винт для перемещения шпинделя по оси, тогда как шпиндель вращается относительно ходового винта. Ведущая втулка вращает шпиндель, чтобы обеспечить такое относительное вращение и чтобы вращать режущий инструмент, присоединенный к шпинделю, чтобы заставить режущий инструмент прорезать отверстие в трубе. Шпиндель может иметь фиксированную или переменную скорость подачи в зависимости от конструкции машины для выполнения отверстий.
В настоящем изобретении используется машина для выполнения отверстий, которая по существу является известной ранее из вышеупомянутых патентов США.
Способ согласно данному изобретению включает следующие основные стадии.
(1) Приваривание на трубу, через которую проходит поток текучей среды, пары колец. Каждое из колец представляет собой тороид, который разделен на две тороидальные половины, которые установлены вокруг трубы. Каждый набор колец подвергают механообработке и доводке, чтобы обеспечить плоскую уплотнительную поверхность, или подготовке для механообработки и шлифования на месте после приваривания к трубопроводу. Когда кольца собирают, каждое из колец имеет плоскую внутреннюю поверхность. Внутренние поверхности двух колец параллельны друг другу и разнесены на точно установленное расстояние. Два кольца прикреплены к наружной стороне трубы сваркой. При удерживании двух половин каждого кольца на наружной поверхности трубы первый сварной шов выполняют по кругу вокруг трубы там, где задняя поверхность кольца встречается с трубой. Аналогичным образом две половины каждого кольца приваривают по кругу там, где внутренняя поверхность встречается с трубой, по всей окружности трубы в 360°. Затем две половины колец приваривают друг к другу. Сварной шов во внутренней поверхности каждого кольца может иметь специальную конфигурацию, чтобы достичь глубокого проникновения, по причинам, которые будут объяснены позднее.
(2) Для колец, приваренных по внутренним поверхностям, после того как кольца приварены к наружной стороне трубы, внутренние поверхности подвергают механообработке и шлифуют, чтобы обеспечить непрерывную круговую плоскую уплотнительную поверхность на каждом кольце. Эти круговые уплотнительные поверхности параллельны друг другу, а в радиальных плоскостях перпендикулярны продольной оси трубы.
(3) После того как кольца приваривают на трубу и, по выбору, внутренние поверхности механически обрабатывают и отшлифовывают или отполировывают, чтобы обеспечить непрерывные круговые уплотнительные поверхности, к кольцам приваривают патрубки защитного кожуха, чтобы обеспечить кожух с внутренними размерами, большими, чем внутренний диаметр трубы. Защитный кожух имеет чашеобразный донный элемент. Патрубок с фланцем образует верхний конец защитного кожуха.
(4) После того как защитный кожух приваривают к кольцам и снабжают верхним фланцем, целостность сварного соединения колец и защитного кожуха испытывают давлением, чтобы убедиться, что нет утечек и что кольца и защитный кожух обладают конструкционной целостностью, чтобы выдерживать максимальные давления, для которых они будут предназначены.
(5) После того как кольца и присоединенный защитный кожух устанавливают и испытывают, к фланцу защитного кожуха прикрепляют клапан. Систему машины для выполнения отверстий, хорошо известную в промышленности и проиллюстрированную и описанную в вышеупомянутых патентах, прикрепляют к верхней поверхности клапана. В большинстве вышеописанных патентов на машины для выполнения отверстий показана конструкция, в которой отверстие, прорезаемое в трубе, равно внутреннему диаметру трубы, однако в практическом осуществлении настоящего изобретения желательно, чтобы вместо выполнения только отверстия в боковой стенке трубы должен быть удален целый участок трубопровода. Удаление целого участка, а не выполнение только отверстия в трубе раскрыто в патенте США №5,612,4 99. В этом патенте показан способ прикрепления защитного кожуха к наружной стороне трубы перед разделением трубопровода, но не показаны уникальные принципы настоящего изобретения, которые включают использование первого и второго разнесенных колец, причем каждое кольцо имеет плоскую уплотнительную поверхность. Когда участок трубы отрезают использованием дискового режущего инструмента, такого, как показано на фиг.4 патента США №5,612,499, важно, чтобы участок был удален изнутри защитного кожуха, что может быть достигнуто использованием направляющего сверла, имеющего механизм захвата образца.
(6) Следующая стадия в системе и способе согласно изобретению - герметизировать противоположные концы разделенной трубы. С этой целью внутрь защитного кожуха вставляют уплотнительный инструмент. Уплотнительный инструмент содержит противоположные первичный и вторичный уплотнительные элементы. Каждый уплотнительный элемент является чашеобразным элементом, имеющим круговую уплотнительную поверхность с внутренним диаметром, большим, чем наружным диаметр трубы. Уплотнительное устройство опускают в защитный кожух и приводят в действие так, что противоположные уплотнительные элементы продвигаются в направлении к открытым концам разделенной трубы и в направлениях к противоположным плоским круговым уплотнительным поверхностям, обеспеченным кольцами.
(7) После того как уплотнительные элементы правильно расположены, клиновой элемент проталкивают закупорочной машиной в положение между противоположными уплотнительными элементами, чтобы обеспечить их уплотнительное сцепление с плоскими уплотнительными поверхностями колец. Таким способом могут быть получены уплотнения сопряженных металлических поверхностей, закрывающие оба конца разделенной трубы. Уплотнение достигается прижиманием круговой уплотнительной поверхности уплотнительных элементов к уплотнительным поверхностям колец.
(8) На этой стадии способа оба разделенных конца трубы закрывают уплотнениями, которые могут быть образованы сопряженными металлическими поверхностями. Эффективность герметизирующего действия может быть проверена испытательными давлениями внутри защитного кожуха.
(9) После того как проверена эффективность уплотнений, производят ремонты или модификации в отношении трубы в участках, изолированных от давления. В некоторых случаях для этого может потребоваться использование двух защитных кожухов и уплотнительных механизмов, чтобы изолировать участок трубы от давления текучей среды.
(10) После того как завершают действия, которые требуют полного прекращения потока текучей среды через трубу, клин, который удерживает уплотнительные элементы в нужном положении против плоских уплотнительных поверхностей колец, удаляют с последующим извлечением уплотнительных элементов из защитного кожуха.
(11) После того как удаляют уплотнительные инструменты, во фланце защитного кожуха устанавливают пробку, подходящую для удаления клапана. Затем защитный кожух полностью закрывают, например, прикреплением к фланцу укупорочной планки. Таким образом, трубопровод восстанавливают для нормального его использования.
Таким образом, согласно первому варианту изобретения предложен способ закупоривания трубопровода, включающий стадии:
(a) приваривания на наружную сторону трубопровода первого и второго тороидальных колец, причем каждое кольцо имеет уплотнительную поверхность в плоскости, перпендикулярной оси трубопровода,
(b) прикрепления сваркой защитного кожуха к кольцам, чтобы полностью заключить участок трубопровода между кольцами, причем защитный кожух имеет открытый верх,
(c) съемного присоединения машины для выполнения отверстий к защитному кожуху в сообщении с открытым верхом,
(d) вырезания и удаления секции трубопровода между кольцами путем использования машины для выполнения отверстий, оставляя два открытых конца трубы,
(e) позиционирования посредством машины для выполнения отверстий первого и второго уплотнительного элементов между кольцами, причем каждый уплотнительный элемент имеет на внутренней поверхности проходящий вперед круговой выступ с внутренним диаметром, большим, чем внутренний диаметр трубопровода, и
(f) перемещения уплотнительных элементов на расстояние друг от друга для введения каждого из круговых выступов в уплотнительное сцепление с уплотнительной поверхностью кольца, перекрывая трубу.
Предпочтительно стадию (f) выполняют, сначала перемещая уплотнительные элементы на расстояние друг от друга соединительными звеньями, а затем проталкивая клин между уплотнительными элементами.
Предпочтительно после стадии (а) способ включает механическую обработку уплотнительных поверхностей, чтобы обеспечить непрерывную круговую уплотнительную поверхность на каждом кольце.
Предпочтительно на стадии (а) каждое кольцо выполняют в виде двух половин тороида, причем две половины устанавливают вокруг трубопровода, образуя каждое из колец, причем половины колец приваривают к трубопроводу и друг к другу.
Предпочтительно на стадии (b) выполняют из частей защитный кожух, который включает в качестве верхней части фланец, имеющий проходящий через него канал, обеспечивающий открытый верх.
Предпочтительно одной из частей защитного кожуха является заглушка, образующая донную часть, которая противоположна фланцу.
Предпочтительно на стадии (е) каждый из первого и второго уплотнительных элементов присоединен рядом шарниров к трубчатому корпусу, причем трубчатый корпус продольно позиционируют на вертикальном стержне, проходящем из машины для выполнения отверстий.
Предпочтительно способ включает размещение с возможностью скольжения платформенного элемента на наружной части трубчатого корпуса, причем платформенный элемент определяет самое нижнее положение уплотнительных элементов и обеспечивает направление уплотнительных элементов в уплотнительные позиции относительно уплотнительных поверхностей колец.
Предпочтительно трубчатый корпус смещают вниз пружиной относительно вертикального стержня.
Предпочтительно каждый уплотнительный элемент имеет на задней поверхности вертикальный паз для размещения с возможностью скольжения кромки клина.
Предпочтительно перед выполнением стадии (а) к кольцам прикрепляют приспособление для выравнивания для удерживания колец на трубопроводе таким образом, что уплотнительные поверхности находятся по существу в точно параллельных плоскостях, перпендикулярных трубной оси трубопровода, и разнесены по существу на точное заданное расстояние, причем приспособление для выравнивания удаляют после того, как посредством предварительной сварки закрепляют кольца относительно трубопровода.
Предпочтительно способ включает между стадиями (b) и (с) закрепление нижнего конца клапана, имеющего проходящий через него перекрываемый большой канал, находящийся в замкнутом сообщении с открытым верхом защитного кожуха, причем машину для выполнения отверстий на стадии (с) присоединяют к верхнему концу клапана.
Предпочтительно стадию (d) выполняют дисковой пилой большего диаметра, чем диаметр трубопровода.
Согласно другому варианту изобретения предложено устройство для использования в системе закупоривания трубопровода, содержащее:
первое и второе тороидальные кольца, выполненные с возможностью приваривания к трубопроводу, каждое из которых выполнено из полутороидального участка нижней половины и съемного полутороидального участка сопрягающейся верхней половины, причем участки в собранном виде имеют внутреннюю круговую поверхность диаметра, по существу равного наружному диаметру трубопровода, причем каждое кольцо имеет плоскую уплотнительную поверхность на своей внутренней поверхности и заднюю поверхность, и
приспособление для выравнивания, имеющее параллельно расположенные торцевые планки, разнесенные по существу на точное заданное расстояние, причем торцевые планки выполнены с возможностью съемного присоединения к задним поверхностям полутороидальных участков нижней половины кольца, тогда как плоские уплотнительные поверхности на внутренней поверхности точно установлены в параллельных и разнесенных положениях, и, таким образом, приспособление для выравнивания с полутороидальным участком нижней половины каждого кольца позиционировано в контакте с трубопроводом для принятия полутороидальных участков верхних половин.
Предпочтительно приспособление для выравнивания включает множество стержней равной длины, проходящих между параллельными торцевыми планками и прикрепленных к ним и предназначенных для поддерживания торцевых планок на по существу точном заданном расстоянии.
Лучшее понимание изобретения будет получено из последующего подробного описания предпочтительных вариантов осуществления и формулы изобретения, рассматриваемых совместно с прилагаемыми чертежами.
Краткое описание чертежей
На фиг.1А показана секция трубы, такой, как труба, используемая на рафинировочном заводе, или участок трубопровода для перенесения текучих сред, то есть жидкостей или газов под давлением, и в особенности труба, которая переносит текучие среды высокой температуры. В то время как изобретение не ограничено использованием в применениях, в которых есть высокая температура, оно особенно применимо в высокотемпературных применениях, так как важнейшей уникальностью изобретения является способ обеспечения уплотнений сопряженных металлических поверхностей для содержания текучих сред при температурах, при которых эластомерные уплотнения непригодны. На фиг.1А показана пара колец, приваренных к наружной стороне трубы. Каждое из колец выполнено из двух половин, собранных и приваренных вокруг наружной стороны трубы.
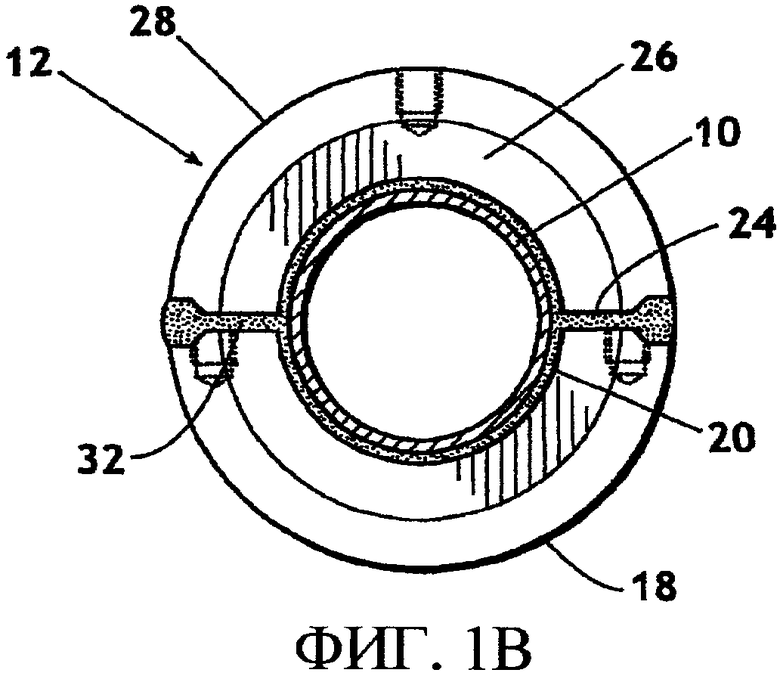
На фиг.1 В показан вид с торца по линии 1 В-1 В на фиг.1А с внутренней поверхностью одного из колец и показано, как две половины кольца сварены вместе, и, в частности, показано, что на внутренней поверхности сварку выполняют способом, который обеспечивает непрерывную круговую уплотнительную поверхность после того, как уплотнительную поверхность каждого из колец подвергают механообработке и отшлифовывают. В качестве альтернативы две половины колец соединяют болтами или по-другому скрепляют вместе, достигая уплотнения сопряженных металлических поверхностей между двумя половинами, а затем приваривают к трубе и друг к другу в любом месте за исключением уплотнительных поверхностей. Этот способ позволяет избежать необходимости подвергать механообработке и шлифовать уплотнительные поверхности колец на месте.
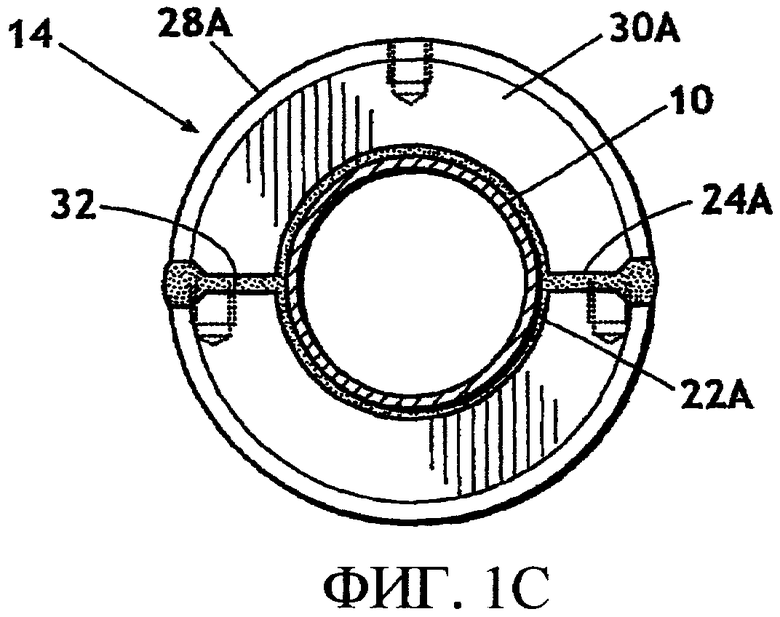
На фиг.1С показан вид с торца по линии 1С-1С на фиг.1А с наружной поверхностью колец, причем две половины кольца сварены вместе у разъема, и, в частности, показано, что на наружной поверхности сварку выполняют таким способом, чтобы гарантировать герметизацию области разъема каждого из колец от выхода внутреннего давления через кольцо наружу.
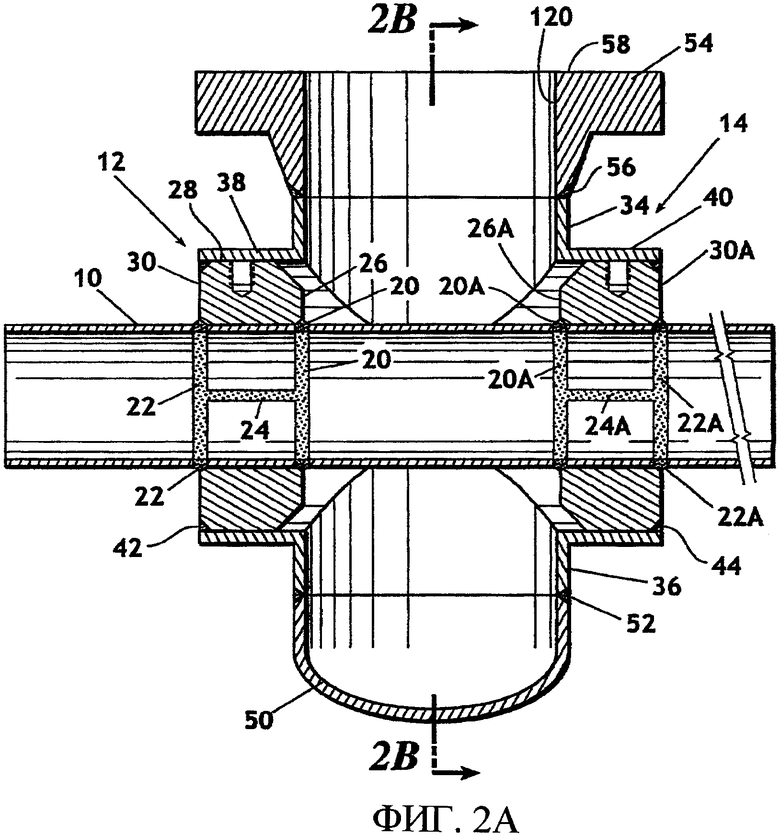
На фиг.2А показан вид снаружи в разрезе секции трубы, как на фиг.1, с кольцами, прикрепленными к ней, с защитным кожухом, прикрепленным к кольцам. Защитный кожух имеет закрытый чашеобразный нижний конец и фланец у верхнего конца. Фланец имеет поверхность, которая параллельна продольной оси трубы.
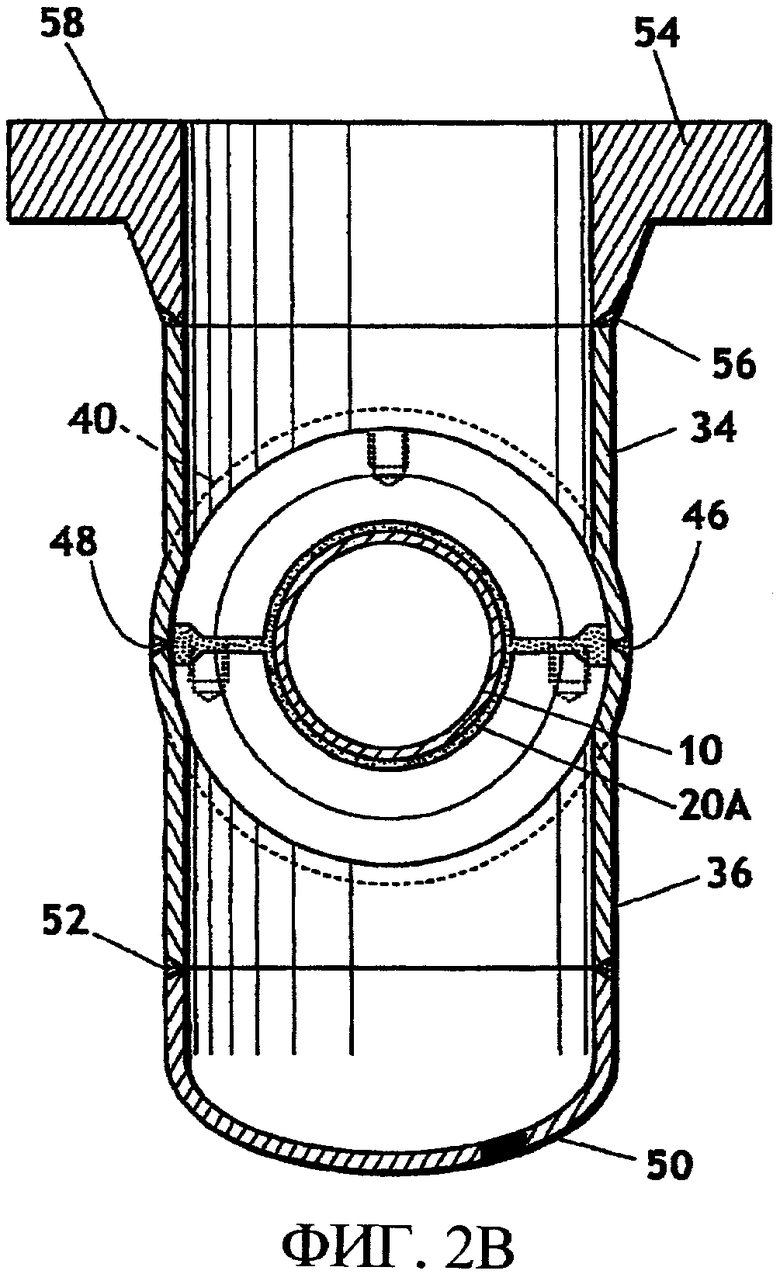
На фиг.2В показан вид в разрезе защитного кожуха и фланца по линии 2В-2В на фиг.2А.
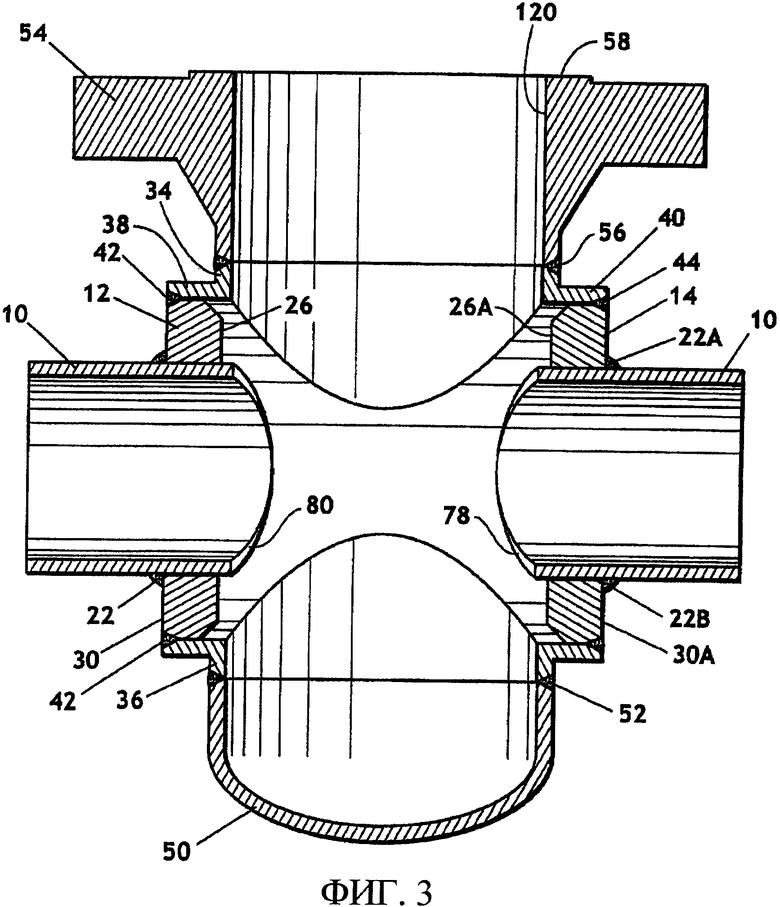
На фиг.3 показана труба, к которой прикреплены кольца и защитный кожух, и показана труба, которая разделена посредством использования машины для выполнения отверстий.
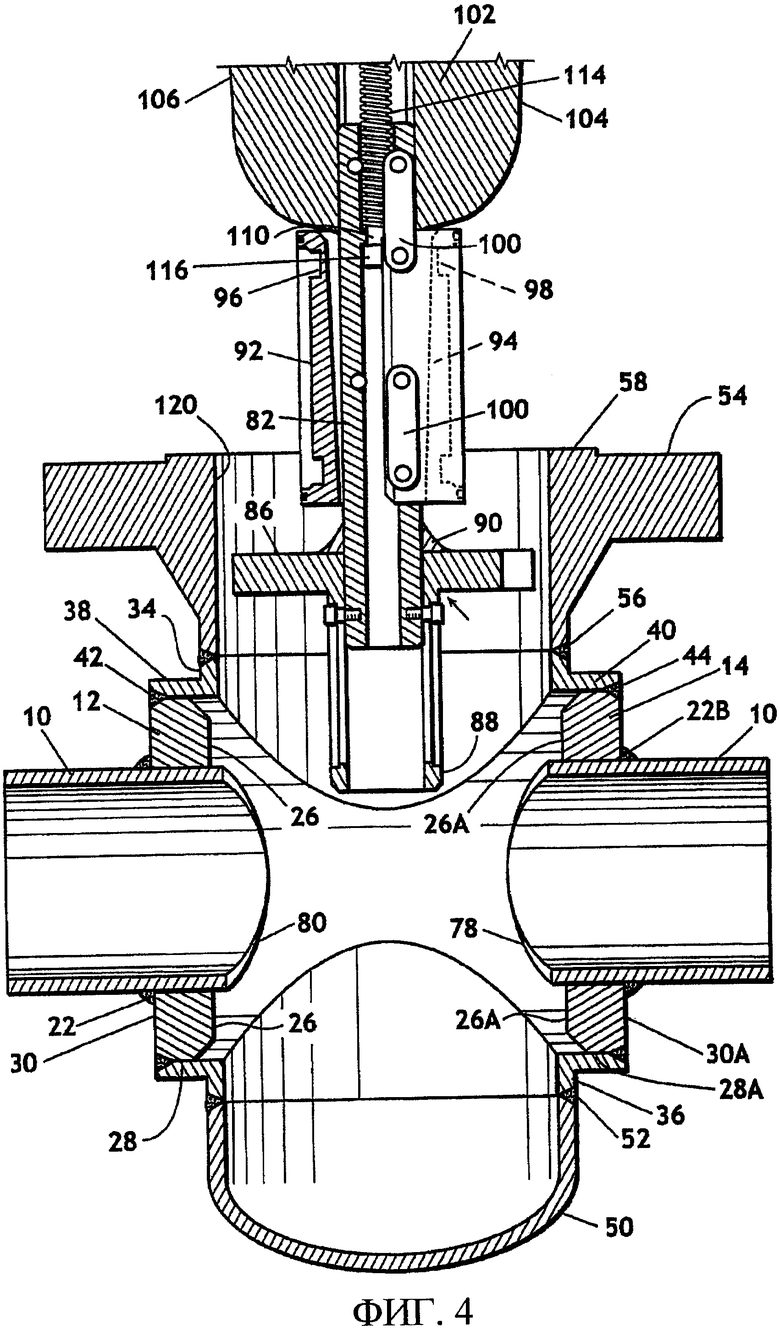
На фиг.4 показан нижний участок уплотнительной системы, проходящий в защитный кожух.
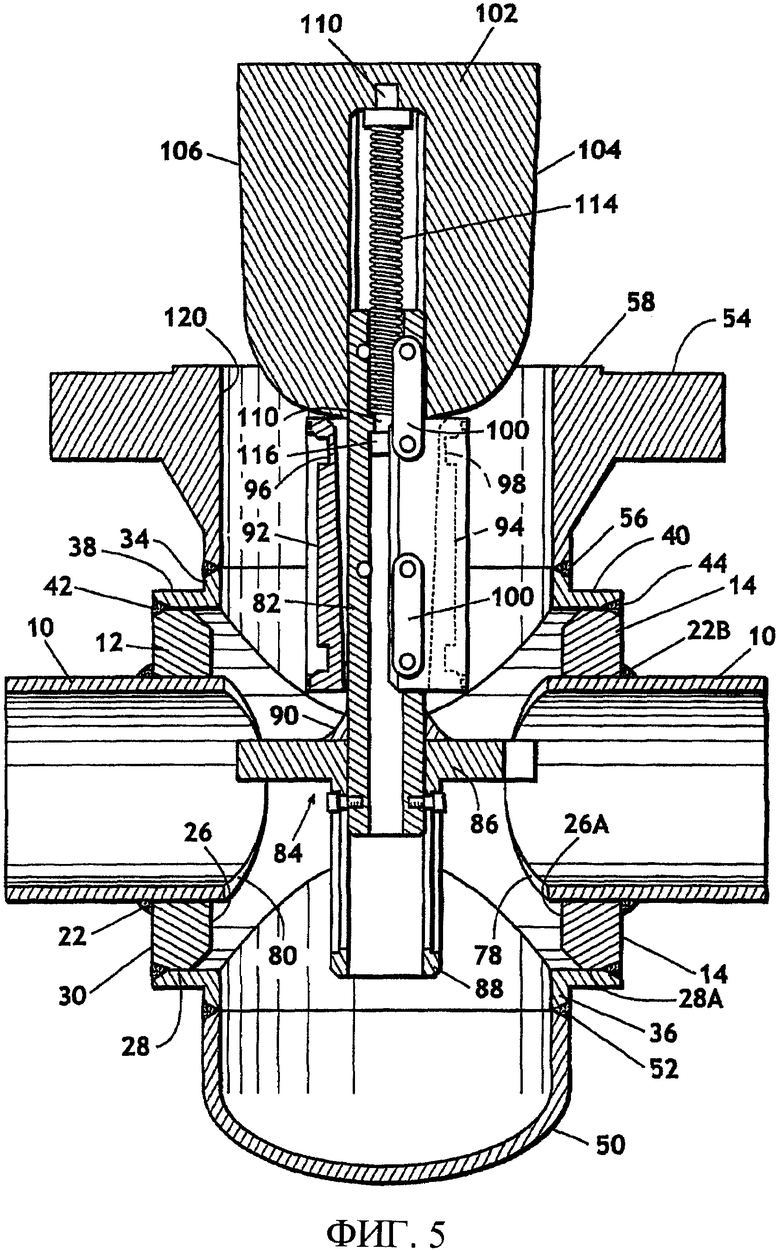
На фиг.5 показано продолжение фиг.4, в котором уплотнительную систему опускают в защитный кожух.
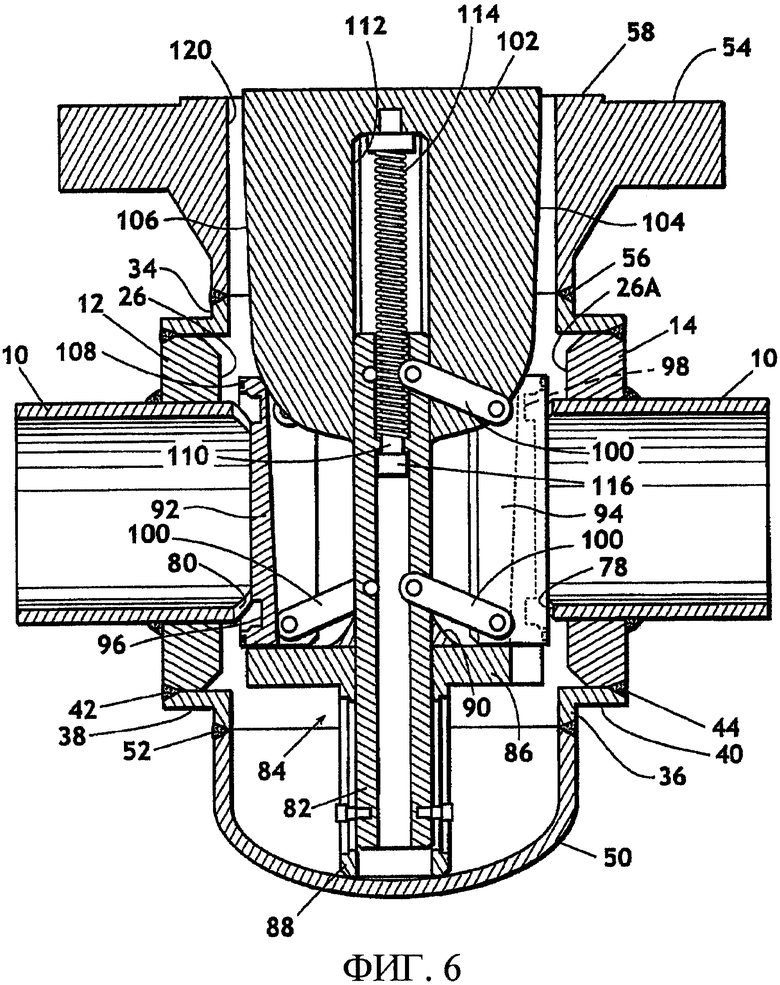
На фиг.6 показана установленная уплотнительная система, работающая на одновременное прохождение двух противоположных уплотнительных элементов к уплотнительным поверхностям, которые обеспечены противоположными кольцами.
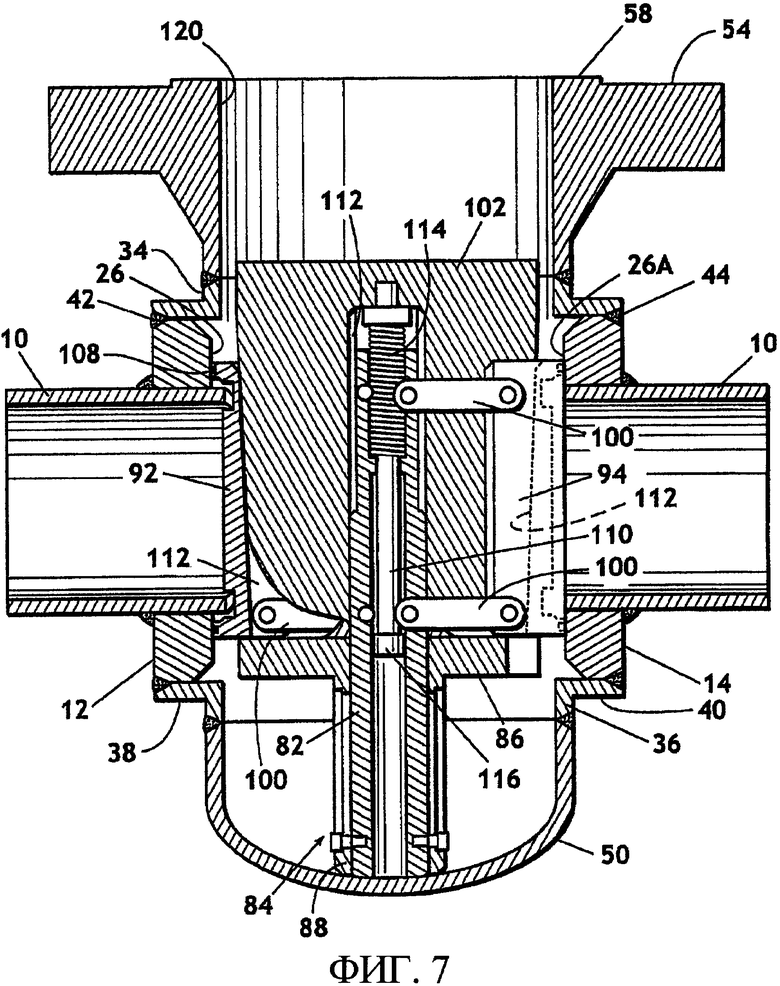
На фиг.7 показан клин, перемещаемый вниз и толкающий уплотнительные элементы, чтобы перемещать их в уплотнительный контакт металл-к-металлу с противоположными поверхностями колец. На фиг.7 показаны оба незащищенных закрытых конца трубы, позволяя, таким образом, осуществление ремонта, технического обслуживания или других операций на трубе. Когда закупоривание трубы больше не требуется, уплотнительную систему извлекают, сначала извлекая клин, а затем извлекая уплотнительные элементы.
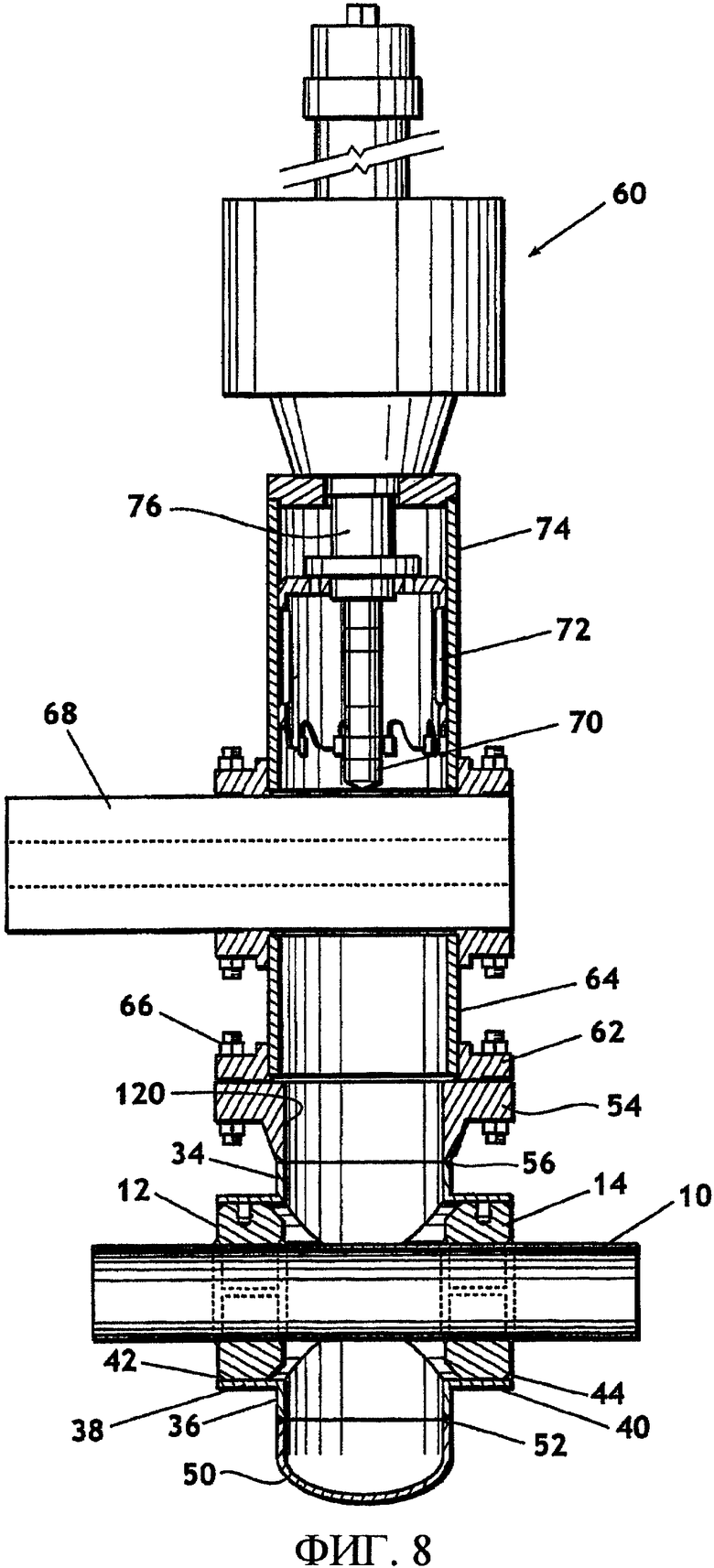
На фиг.8 показана элементарная система для выполнения отверстий, прикрепленная к трубе кольцами и защитным кожухом, как на фиг.2А. Система для выполнения отверстий включает тип машины, которую используют в осуществлении способа по данному изобретению, а именно на фиг.8 показана система для выполнения отверстий, готовая вырезать секцию трубы 10 между кольцами, чтобы получить устройство, показанное на фиг.3.
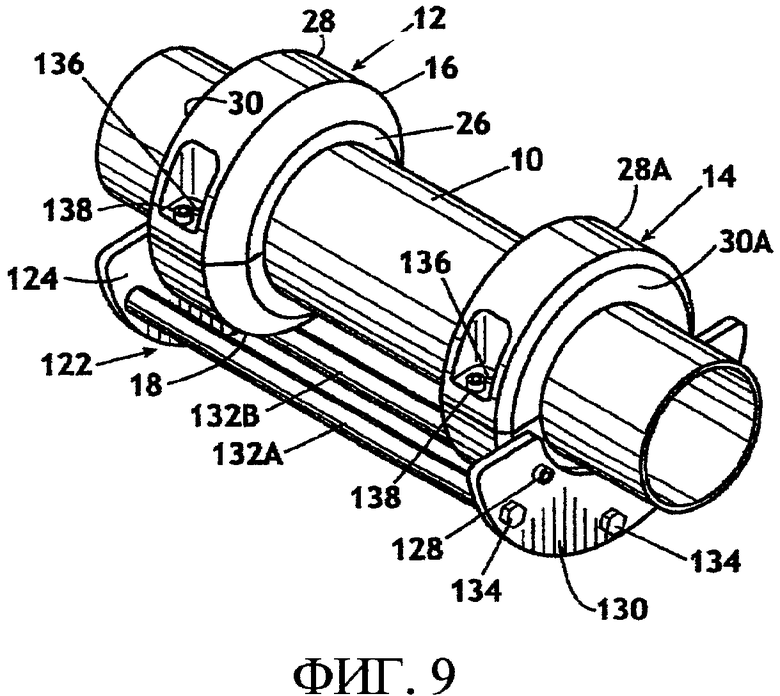
На фиг.9 показано изометрическое изображение короткой секции трубы, как показано на фиг.1А, использующее приспособление для выравнивания для точного позиционирования колец перед привариванием колец к трубе.
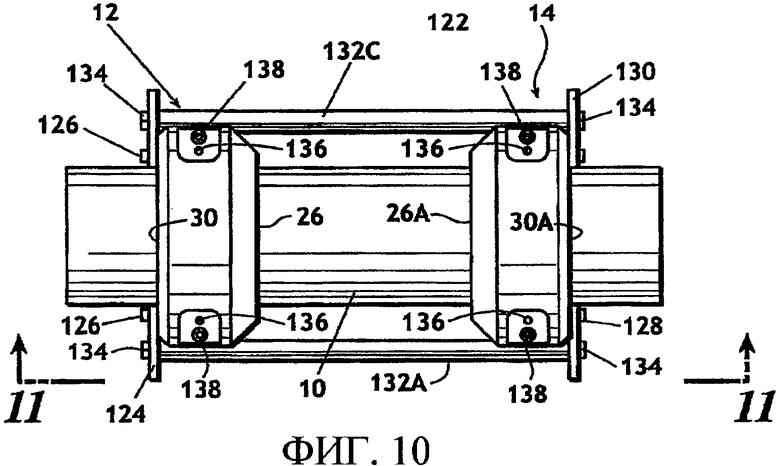
На фиг.10 показан вид сверху приспособления для выравнивания, колец и трубы, показанных на фиг.9.
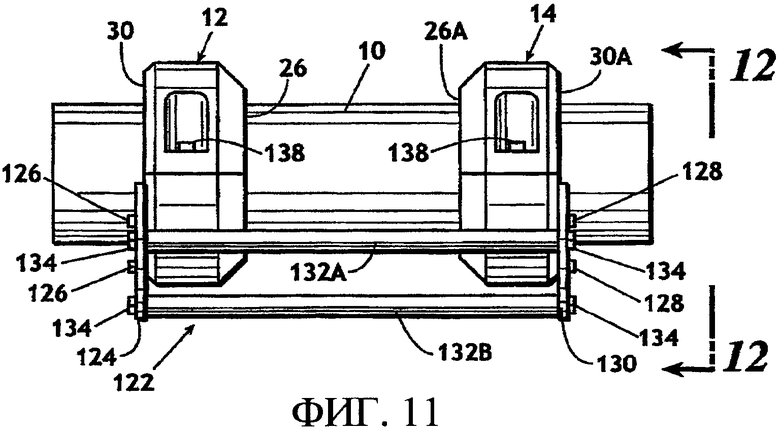
На фиг.11 показан вид сбоку приспособления для выравнивания и колец по линии 11-11 на фиг.10.
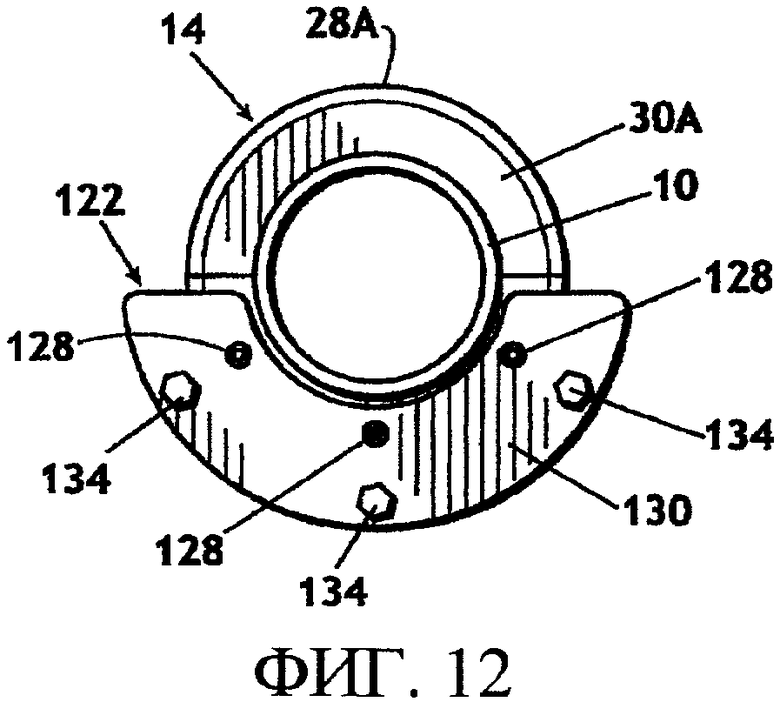
На фиг.12 показан вид с торца приспособления для выравнивания и одного торца кольца с трубой, показанной в разрезе по линии 12-12 на фиг.10.
Элементы, проиллюстрированные на чертежах, обозначены ссылочными позициями по списку, приведенному ниже.
Подробное описание предпочтительных вариантов осуществления
На фиг.1А, 1 В и 1С показана секция трубы, которая может быть участком трубопровода, обозначенная позицией 10. В то время как изобретение не имеет конкретных ограничений по температуре потока текучей среды через трубу 10, тем не менее, изобретение особенно применимо к ситуации, в которой по трубе 10 проходит жидкость или газ высокой температуры. Наиболее конкретно изобретение касается условий, в которых температура жидкости или газов, проходящих через трубу 10, таковы, что использование эластомерных уплотнений непрактично.
На фиг.1А показано место в трубе 10, где желательно перекрыть поток текучей среды через трубу, например, в целях ремонта или замены задней по ходу секции трубы или единицы оборудования, такой, как клапан, который находится в нижнем по потоку положении относительно участка трубы 10, показанного на фиг.1А.
Первая стадия практического осуществления системы и способа по данному изобретению - разместить на наружной части трубы 10 первое кольцо, в целом обозначенное позицией 12, и на расстоянии от него второе кольцо 14. Каждое из колец 12 и 14 выполнено из двух частей. Каждое из колец имеет геометрическую форму тороида, и каждая из частей является полутороидом. На фиг.1 В показано первое кольцо 12, выполненное из верхней половины 16 и нижней половины 18. Половины 16 и 18 кольца размещают на трубе 10, а затем половины кольца приваривают к трубе и приваривают друг к другу. Сварные швы включают внутренний круговой шов 20 и наружный круговой шов 22. Круговые сварные швы проходят вокруг всей внутренней части тороидального кольца 12 и вокруг всей наружной круговой поверхности трубы 10.
Для колец, приваренных по внутренним поверхностям, третий сварной шов 32 соединяет торцевые поверхности половин кольца друг с другом. Этот третий сварной шов проходит по внутренней поверхности 26 кольца 12, по наружной цилиндрической поверхности 28 кольца 12 и по наружной поверхности 30. Четвертый шов 24 соединяет противоположные концы каждой из тороидальных половин кольца 12.
В тех местах, где уплотнительная поверхность 26 будет механически обработана на месте, по причинам, которые будут описаны позже, важно, чтобы четвертый шов 24 проходил во внутреннюю поверхность 26 кольца на некоторое расстояние ниже внутренней поверхности кольца. В качестве альтернативы, если механическую обработку на месте не выполняют, четвертый сварной шов 24 будет нанесен только на наружные поверхности кольца в разъеме, как показано на фиг.1С.
С использованием специально сконструированной опоры приспособления для выравнивания для точного позиционирования кольца 14 относительно кольца 12 и трубы 10, как описано далее со ссылкой на фиг.9-12, кольцо 14 приваривают на наружную сторону трубы 10, используя такие же сварные швы, как те, которые требуются для присоединения кольца 12, обозначенные теми же позициями с добавлением буквы А.
Когда последовательность стадий, как описано, завершена, значительным достижением является обеспечение разнесенных параллельных внутренних поверхностей 26 и 26А. Эти внутренние поверхности становятся круговыми уплотнительными поверхностями системы.
Следующей стадией в способе по данному изобретению, если требуется, является тщательная механическая обработка и отшлифовка уплотнительных поверхностей 26 и 26А колец. Это можно выполнить использованием трубы 10 в качестве оси вращения для шлифовальной и полировальной машины, которая не проиллюстрирована, но которая имеет средства для формования, шлифования и полирования внутренней поверхности 26 первого кольца 12 и внутренней поверхности 26А второго кольца 14. Это шлифование и полирование должно быть тщательно выполнено, чтобы получить поверхности, имеющие непрерывные гладкие круговые уплотнительные поверхности, которые предпочтительно параллельны или, по меньшей мере, по существу параллельны друг другу. Обработанные уплотнительные поверхности 26 и 26А должны быть завершены в пределах примерно до 1/16 дюйма наружной стороны трубы 10, с тем чтобы внутренние круговые сварные швы 20 и 20A сохранили свою целостность.
После того как кольца 12 и 14 закреплены и приварены на свое место, как описано, и внутренние поверхности 26 и 26А механически обработаны, отшлифованы и/или отполированы, как необходимо для обеспечения уплотнительных поверхностей, следующая стадия изобретения показана на фиг.2А и 2В. Верхний участок 34 защитного кожуха и нижний участок 36 защитного кожуха расположены на кольцах 12 и 14 и приварены, как указано. Будучи соединены вместе верхний и нижний участки 34 и 36 защитного кожуха обеспечивают трубчатый удлинитель 38, который окружает кольцо 12, и дополнительный трубчатый удлинитель 40, который окружает кольцо 14. Трубчатый удлинитель 38 прикреплен к кольцу 12 круговым сварным швом 42, а трубчатый удлинитель 40 прикреплен к кольцу 14 таким же круговым сварным швом 44. Участки 34 и 36 защитного кожуха прикреплены друг к другу парой горизонтальных сварных швов 46 и 48.
Заглушка 50 прикреплена к участку 36 защитного кожуха круговым сварным швом 52.
Защитный кожух завершен фланцем 54. Фланец 54 является литым или механически обработанным изделием, широко применяемым в трубопроводных системах. Он прикреплен к верхнему участку 34 защитного кожуха горизонтальным круговым сварным швом 56. Фланец 54 имеет горизонтальную плоскую уплотнительную поверхность 58 и обычно имеет отверстия (не показаны), проходящие через участок фланца для размещения болтов.
После установки колец 12 и 14, верхнего и нижнего участков 34 и 36 защитного кожуха, заглушки 50 и фланца 54 целостность сварных швов испытывают давлением. Чтобы выполнить это, фланцевую планку (не показана) прикрепляют к верхнему концу фланца 54, закрывая поверхность 58 фланца. Затем давление текучей среды прикладывают изнутри защитного кожуха, окружающего участок секции трубы 10. Если из-за дефектной сварки произойдет какая-либо утечка, сварные швы можно отремонтировать, чтобы перед дальнейшими действиями целостность колец и кожуха могла быть удовлетворительной.
Следующая стадия в способе по данному изобретению показана на фиг.8, на которой элементарная машина для выполнения отверстий в целом обозначена позицией 60. Посредством нижнего фланца 62 переходную деталь 64 прикрепляют к фланцу 62, например, болтами 66. После этого многослойный клапан 68 или клапан другого типа присоединяют к переходной детали. Машину для выполнения отверстий 60 затем прикрепляют к верхнему концу клапана 68.
Машина для выполнения отверстий 60 включает направляющий инструмент 70 и цилиндрический режущий инструмент 72, которые расположены внутри трубчатого корпуса 74 машины для выполнения отверстий. Машина для выполнения отверстий включает вращаемый выдвигаемый в продольном направлении и убираемый шпиндель 76, с помощью которого цилиндрический режущий инструмент 72 выдвигают и отводят с возможностью вращения.
Многослойный клапан 68 открывают, чтобы обеспечить возможность продвижения цилиндрического режущего инструмента 72 вперед шпинделем 76 для прохождения вниз, через фланец 54 и в защитный кожух, прикрепленный к кольцам 12 и 14. Шпиндель вращают и продвигают вперед так, что цилиндрический режущий инструмент 72 прорезает трубу 10. Направляющий инструмент 70 первым проникает в трубу и функционирует как проводник для цилиндрического режущего инструмента 72. Более того, направляющий инструмент 70 сконструирован для обеспечения удерживания образца. После того как участок трубы 10 вырезан с полным отделением участка от трубы, шпиндель возвращают с отделенным участком трубы (не показан), присоединенным к нему, в область внутри трубчатого корпуса 74 над многослойным клапаном 68. Многослойный клапан закрывают, обеспечивая удаление машины 60 для выполнения отверстий, чтобы извлечь отделенный участок трубы 10. После того как труба 10 прорезана насквозь цилиндрическим режущим инструментом 72, защитный кожух, кольца и труба имеют внешний вид, показанный на фиг.3, за исключением того, что фланец 62, переходная деталь 64 и многослойный клапан 68, как показано на фиг.8, остаются на месте прикрепленными к фланцу 54, хотя эти элементы не показаны на фиг.3-7. Таким образом, внутренняя часть трубы 10 постоянно закрыта и заключена в кожух.
Цилиндрический режущий инструмент 72, как показано на фиг.8, имеет диаметр, больший, чем наружный диаметр трубы 10, так что при полном его прохождении через весь диаметр трубы 10 труба подвергается полному разделению, как показано на фиг.3. Каждая из торцевых поверхностей 78 и 80 трубы 10 является полуцилиндрической, то есть они не плоские. Таким образом, торцевые поверхности 78 и 80 не параллельны уплотнительным поверхностям 26 и 26А колец 12 и 14. Важным аспектом настоящего изобретения является то, что торцевые поверхности 78 и 80 трубы 10 не задействованы в закупорочной системе по данному изобретению и не используются при перекрывании потока через трубу 10.
Следующей стадией способа по изобретению является прикрепление к нижнему концу выдвижного стержня, такого, как шпиндель 76, как видно на фиг.8, закупорочный механизм, состоящий из некоторого числа элементов и деталей, которые наиболее полно показаны на фиг.6 и 7. На фиг.4-7 показана последовательность введения закупорочного механизма внутрь защитного кожуха.
Закупорочный механизм включает трубчатый корпус 82. На участке нижнего конца трубчатого корпуса 82 с возможностью скольжения размещен платформенный элемент, в целом обозначенный позицией 84, который имеет радиально проходящую платформу 86 в виде фланца. Платформа 86 включает участок 90 в виде усеченного конуса, обеспечивающий функцию конусности или направляющую функцию, как будет описано далее. К трубчатому корпусу 82 прикреплен первый уплотнительный элемент 92 и второй уплотнительный элемент 94. Каждый из уплотнительных элементов имеет внутреннюю поверхность, которая имеет форму чаши, то есть каждый из уплотнительных элементов имеет внутреннюю поверхность с выполненным за одно целое проходящим вперед круговым выступом 96. Внутренний участок поверхности (не показан) имеет уменьшенную толщину. Чашеобразные уплотнительные элементы 92 и 94 имеют конфигурацию для охватывания незащищенных концов 78 и 80 трубы. Это позволяет участку 96 кругового выступа первого уплотнительного элемента 92 контактировать с первой фланцевой уплотнительной поверхностью 26. Подобным образом круговой выступ 98 второго уплотнительного элемента 94 проходит вокруг и поверх торцевой поверхности 78 трубы 10, контактируя с уплотнительной поверхностью 26А второго кольца 14.
Уплотнительные элементы 92 и 94 опираются на трубчатый корпус 82 закупорочной системы посредством множества поворотных соединительных звеньев, обозначенных позицией 100. Соединительная система включает пару соединительных звеньев 100 у верхнего конца каждого из уплотнительных элементов 92 и 94 и пару у нижнего конца каждого из уплотнительных элементов, так что, таким образом, всего задействовано восемь соединительных звеньев 100.
Последовательность работы соединительных звеньев, которые управляют положением уплотнительных элементов 92 и 94, показана на фиг.5-7. Как показано на фиг.5, уплотнительные элементы 92 и 94 прижаты к трубчатому корпусу 82 во время опускания закупорочной системы в защитный кожух мимо верхнего фланца 54. Когда нижний конец трубчатого участка 88 контактирует с внутренней донной поверхностью заглушки 50, дальнейшее перемещение вниз платформенного элемента 84 завершается. Трубчатый корпус 82 телескопически перемещается вниз внутри трубчатого участка 88 платформенного элемента 84, происходит контакт с имеющим вид усеченного конуса участком 90 на верхней поверхности платформы 86, чтобы переместить уплотнительные элементы 92 и 94 вбок и наружу друг от друга, как видно на фиг.6. На наружной поверхности трубчатого корпуса 82 телескопическим образом размещен клин 102. Клин 102 прикреплен к нижнему концу выдвижного стержня, такого, как шпиндель 76, который виден на фиг.8, но не показан на фиг.5-7. Клин 102 имеет противоположные слегка конусные наружные скошенные поверхности 104 и 106. Поверхности 104 и 106 с возможностью скольжения размещены в пазах (не показаны) в задней поверхности первого уплотнительного элемента 92 и второго уплотнительного элемента 94. При проталкивании клина 102 вниз, как последовательно видно на фиг.5, 6 и 7, он отталкивает уплотнительные элементы 92 и 94 друг от друга и обеспечивает уплотнительное сцепление с уплотнительными поверхностями 26 и 26А колец. Таким образом, достигается закупоривание каждого конца разделенной трубы 10 сопряжением металлических поверхностей. Чашеобразные уплотнительные элементы 92 и 94 окружают разделенные концы 80 и 82 трубы 10. Короткие концевые участки трубы 10 могут при необходимости функционировать как направляющие для уплотнительных элементов 92 и 94, чтобы они оставались выровненными с уплотнительными поверхностями 26 и 26А, в то время как уплотнительные элементы проталкиваются наружу сначала соединительными звеньями 100, а в заключение - скошенными поверхностями 104 и 106 клина 102.
Как показано на фиг.5-7, каждый из участков 96 и 98 круговых выступов уплотнительных элементов 92 и 94 соответственно может быть снабжен круговым пазом, который включает круглое уплотнительное кольцо 108. Это уплотнительное кольцо предпочтительно выполнено из металла или, если из неметаллического материала, то из материала, который выдерживает самую высокую температуру, воздействию которой он подвергается, то есть выдерживает температуру, равную температуре потока текучей среды через трубу 10.
Трубчатый корпус 82 телескопически вмещает стержень 110, который проходит вниз от клина 102. В клине 102 выполнен паз 112, который вмещает стержень 110. Пружина 114 расположена на стержне 110 для приложения направленной вниз смещающей силы к трубчатому корпусу 82. Когда трубчатый участок 88 контактирует с внутренней поверхностью заглушки 50, трубчатый корпус 82 скользит вверх по стержню 110, заставляя, таким образом, уплотнительные элементы 92 и 94 расходиться в горизонтальном направлении. Когда происходит дальнейшее перемещение клина 102 вниз, стержень 110 перемещается вниз внутри трубчатого корпуса 82, сжимая пружину 114.
На фиг.7 показан клин 102, полностью или, по меньшей мере, по существу полностью размещенный между противоположными уплотнительными элементами 92 и 94, обеспечивая максимально нижнее положение закупорочной системы. Клин 102 остается в этом положении до тех пор, пока необходимо перекрывать поток через трубу 10.
При нахождении клина 102 в его полностью опущенном положении и перекрытом потоке из одного из разделенных концов трубы 10 на другом конце можно выполнить проверку на утечку. Выполнением небольшого отверстия (не показано) в заглушке 50, через которое можно выпустить жидкость и/или измерить давление, можно получить средство определения того, примкнули ли успешно и полностью оба уплотнительных элемента 92 и 94 к внутренним поверхностям 26 и 26А колец 12 и 14 или нет. Способность выполнять эту функцию обычно упоминается в отрасли как обладание способностью запирать и отводить («block and bleed»).
Чтобы устранить уплотнительный контакт уплотнительных элементов с кольцами, последовательность, показанную на фиг.4-7, выполняют в обратном порядке. Сначала клин 102 перемещают вверх, снимая давление, приложенное к задним поверхностям уплотнительных элементов 92 и 94. Стержень 110 перемещается внутри трубчатого корпуса 82. В то время как клин 102 первоначально перемещают вверх, уплотнительные элементы 92 и 94 остаются на месте, так как сжатая пружина 114 удерживает трубчатый корпус 82 внизу, в то время как стержень 110 первым перемещается вверх. Стержень 110 имеет у своего нижнего конца головку 116, которая, когда она сцепляется с внутренним фланцем внутри трубчатого корпуса 82, обеспечивает перемещение вверх трубчатого корпуса. Соединительные звенья 100 затем отводят уплотнительные элементы 92 и 94, позволяя извлечь все закупорочное устройство из внутренней части защитного кожуха.
После того как закупорочное устройство полностью извлечено, внутренний канал 120 через фланец 54 может быть закупорен с использованием механизмов, которые не показаны, но которые широко доступны в отрасли, таких как закупоривающее устройство, описанное в патенте США №6,28 6,553. После этого система для выполнения отверстий и закупоривания может быть удалена, а верхний фланец 54 может быть закрыт фланцевой планкой, и использование трубы 10 затем может быть возобновлено.
На фиг.9-12 показано использование приспособления для выравнивания, в целом обозначенного позицией 122, с помощью которого кольца 12 и 14 точно позиционируют на наружной стороне трубы 10 перед привариванием колец к трубе. Приспособление для выравнивания образует опору для колец. Первую торцевую планку 124 прикрепляют болтами 126 к наружной поверхности 30 первого кольца 12. Подобным образом болты 128 прижимают вторую торцевую планку 130 к наружной поверхности 30А кольца 14.
Торцевые планки 124 и 130 неподвижно закреплены относительно друг друга стержнями 132А, 132 В и 132С. Болты 134 прижимают первую торцевую планку 124 к одному концу стержней, и подобным образом болты 136 прижимают вторую торцевую планку 130 к противоположным стержневым концам. Важно, чтобы длины стержней 132А, В и С были одинаковыми, с очень жестким допуском, по двум причинам. Во-первых, длина стержней определяет промежуток между внутренними поверхностями 26 и 26А колец. Во-вторых, точная равномерность длин стержней 132А, 132В и 132С гарантирует, что внутренние поверхности 26 и 26А точно параллельны друг другу.
Каждое из колец 12 и 14 выполнено из двух частей полутороидной формы, как описано ранее. Важно, чтобы эти две части каждого кольца точно совмещались, особенно в варианте осуществления изобретения, в котором уплотнительные поверхности 26 и 26А не шлифуют, не подвергают механообработке и не полируют на месте. Для этой цели направляющие установочные, или иногда известные как «насеченные установочные», штифты 136 используют, чтобы точно выровнять сопрягающиеся половины каждого из колец 12 и 14. После того как установлены штифты 136, болты 138, два на каждое из колец, используют для удерживания половин кольца вместе, после того как кольца собраны на трубе 10.
Когда кольца 12 и 14 установлены на трубу 10 путем использования опоры 122 приспособления для выравнивания, кольца приваривают к трубе 10 прихваточными сварными швами, чтобы надежно зафиксировать их на месте. Затем опору приспособления для выравнивания удаляют и оставшиеся сварные швы завершают, как было описано.
Изобретение может быть осуществлено на практике с использованием двух отдельных способов. В одном способе внутренние поверхности 26 и 26А колец 12 и 14 подвергают точной механической обработке и шлифовке после того, как кольца приварены на трубу 10. Во втором способе кольца подвергают точной механической обработке в цехе и точно выравнивают при сборке их на трубе 10, используя опорную систему для выравнивания, как показано и описано со ссылкой на фиг.9-12, в этом случае шлифование внутренних поверхностей 26 и 26А колец на месте не требуется.
Изобретение обеспечивает уникальную систему для перекрывания потока текучей среды через высокотемпературную трубу без необходимости отвода среды из труб, и таким образом, не требуются эластомерные или другие термочувствительные уплотнительные материалы.
В то время как изобретение описано с некоторой степенью конкретизации, очевидно, что в деталях конструкции и расположения элементов могут быть выполнены многие изменения без отступления от сущности и объема данного описания.
Список ссылочных позиций
10 - трубопровод
12 - первое кольцо
14 - второе кольцо
16 - верхняя половина кольца 12
18 - нижняя половина кольца 12
20 - внутренний круговой сварной шов
22 - наружный круговой сварной шов
24 - третий сварной шов
26 - внутренняя поверхность кольца 12
26А - внутренняя поверхность кольца 14
28 - наружная цилиндрическая поверхность
30 - наружная поверхность кольца 12
32 - четвертый сварной шов
34 - верхний участок защитного кожуха
36 - нижний участок защитного кожуха
38 - трубчатый удлинитель
40 - трубчатый удлинитель
42 - круговой сварной шов
44 - круговой сварной шов
46 - горизонтальный сварной шов
48 - горизонтальный сварной шов
50 - заглушка
52 - круговой сварной шов
54 - фланец
56 - горизонтальный сварной шов
58 - плоская поверхность
60 - машина для выполнения отверстий
62 - фланец
64 - переходная деталь
66 - болты
68 - многослойный клапан
70 - направляющий инструмент
72 - цилиндрический режущий инструмент
74 - трубчатый корпус
76 - шпиндель
78 - торцевая поверхность
80 - торцевая поверхность
82 - трубчатый корпус
84 - платформенный элемент
86 - платформа
88 - трубчатый участок
90 - участок в форме усеченного конуса
92 - первый уплотнительный элемент
94 - второй уплотнительный элемент
96 - круговой выступ
98 - круговой выступ
100 - соединительные звенья
102 - клин
104 - скошенная поверхность
106 - скошенная поверхность
108 - круглое кольцо
110 - стержень
112 - паз
114 - пружина
116 - головка
118 - внутренний фланец
120 - канал
122 - приспособление для выравнивания
124 - первая торцевая планка
126 - болты
128 - болты
130 - вторая торцевая планка
132 - стержни А, В и С
134 - болты
136 - направляющие установочные штифты
138 - болты
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения стальных труб с внутренней пластмассовой облицовкой | 2002 |
|
RU2225562C1 |
| СПОСОБ ЗАЩИТЫ ТРУБОПРОВОДОВ ОТ КОРРОЗИИ | 2002 |
|
RU2229653C2 |
| ШАРОВОЙ КРАН-КОНДЕНСАТОСБОРЩИК | 2006 |
|
RU2327073C1 |
| СПОСОБ ЗАЩИТЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ОТ КОРРОЗИИ | 2010 |
|
RU2448297C2 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2002 |
|
RU2225561C2 |
| СПОСОБ ПРОТАСКИВАНИЯ ТРУБОПРОВОДА | 2023 |
|
RU2822166C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ВНУТРЕННЕЙ ЗОНЫ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2014 |
|
RU2557827C1 |
| ДАТЧИК | 1998 |
|
RU2212659C2 |
| ФИТИНГ ВЫСОКОГО ДАВЛЕНИЯ | 2018 |
|
RU2752226C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2001 |
|
RU2209360C1 |
Изобретение относится к трубопроводному транспорту и используется для закупоривания трубопровода. На наружную поверхность трубопровода приваривают первый и второй разнесенные кольца, каждое из которых имеет уплотнительную поверхность в плоскости, перпендикулярной оси трубопровода. Защитный кожух прикреплен сваркой к кольцам, чтобы полностью заключать участок трубопровода между кольцами. К открытому верху защитного кожуха съемно присоединяют машину для выполнения отверстий, вырезают и вынимают короткую секцию трубопровода между кольцами, оставляя два открытых незащищенных конца трубы. Первый и второй уплотнительные элементы располагают между кольцами, причем каждый имеет переднюю уплотнительную поверхность. Уплотнительные элементы перемещают друг от друга на расстояние для введения в уплотнительное сцепление с уплотнительными поверхностями колец, перекрывая открытые незащищенные концы трубы. Расширяет арсенал технических средств. 2 н. и 13 з.п. ф-лы; 12 ил.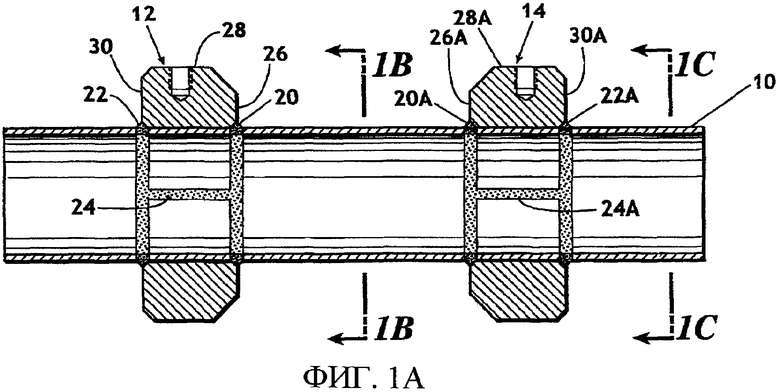
(a) приваривания на наружную сторону трубопровода первого и второго тороидальных колец, причем каждое кольцо имеет уплотнительную поверхность в плоскости, перпендикулярной оси трубопровода;
(b) прикрепления сваркой защитного кожуха к кольцам, чтобы полностью заключить участок трубопровода между кольцами, причем защитный кожух имеет открытый верх,
(с) съемного присоединения машины для выполнения отверстий к защитному кожуху в сообщении с открытым верхом,
(d) вырезания и удаления секции трубопровода между кольцами путем использования машины для выполнения отверстий, оставляя два открытых конца трубы,
(e) позиционирования посредством машины для выполнения отверстий первого и второго уплотнительного элементов между кольцами, причем каждый уплотнительный элемент имеет на внутренней поверхности проходящий вперед круговой выступ с внутренним диаметром, большим, чем внутренний диаметр трубопровода, и
(f) перемещения уплотнительных элементов на расстояние друг от друга для введения каждого из круговых выступов в уплотнительное сцепление с уплотнительной поверхностью кольца, перекрывая трубу.
первое и второе тороидальные кольца, выполненные с возможностью приваривания к трубопроводу, каждое из которых выполнено из полутороидального участка нижней половины и съемного полутороидального участка сопрягающейся верхней половины, причем участки в собранном виде имеют внутреннюю круговую поверхность диаметра, по существу, равного наружному диаметру трубопровода, причем каждое кольцо имеет плоскую уплотнительную поверхность на своей внутренней поверхности и заднюю поверхность, и приспособление для выравнивания, имеющее параллельно расположенные торцевые планки, разнесенные, по существу, на точное заданное расстояние, причем торцевые планки выполнены с возможностью съемного присоединения к задним поверхностям полутороидальных участков нижней половины кольца, тогда как плоские уплотнительные поверхности на внутренней поверхности точно установлены в параллельных и разнесенных положениях, и, таким образом, приспособление для выравнивания с полутороидальным участком нижней половины каждого для выравнивания с полутороидальным участком нижней половины каждого кольца позиционировано в контакте с трубопроводом для принятия полутороидальных участков верхних половин.
| Трехфазный преобразователь переменного напряжения в постоянное | 1980 |
|
SU1064398A1 |
| US 3785041 А, 15.01.1974 | |||
| US 3170226 А, 23.02.1965 | |||
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ВЫСОКОЧАСТОТНОЙ ЗАКАЛОЧНОЙ УСТАНОВКОЙ | 1944 |
|
SU69551A1 |

