Изобретение относится к способам защиты трубопроводов от коррозии и трубопроводному транспорту и может быть использовано при сооружении трубопроводов с внутренним защитным покрытием.
Известен способ защиты трубопровода от коррозии, включающий формование концов труб в виде раструбов, нанесение внутреннего защитного покрытия, установку внутрь раструбов ответной цилиндрической втулки с внутренним защитным покрытием и соединение труб между собой сваркой встык. Втулку снабжают уплотнительными элементами, размещенными на цилиндрическом участке втулки, и выполняют с кольцевой проточкой, размещенной напротив сварного шва, которую заполняют теплоизолирующим материалом (пат. РФ № 21116549, кл. F 16 L 13/02, опубл. 27.07.98).
Недостатком этого способа является высокая трудоемкость его осуществления, связанная с необходимостью формования концов труб в виде раструбов, и низкая эффективность защиты стыков труб от коррозии из-за недостаточно надежной герметизации зон сварных стыков от проникновения агрессивной транспортируемой среды. Последнее обусловлено тем, что уплотнительные элементы (кольца) расположены на цилиндрическом участке втулки и прижимаются к раструбам и втулке только за счет упругой деформации колец, создаваемой при вводе втулки в концы труб. Агрессивная среда, находящаяся под высоким давлением, преодолевает упругую деформацию этих колец и проникает к стыку.
Наиболее близким по технической сущности к предлагаемому является способ защиты трубопроводов от коррозии, включающий нанесение на внутреннюю поверхность труб термопластичного покрытия, размещение внутри концов труб втулки с внутренним покрытием, имеющей кольцевые канавки, расположенные по краям втулки, с уплотнительными кольцами в них, и кольцевую проточку в средней части втулки, в которой размещен термопластичный материал, установку поверх термопластичного материала в промежутке между концами покрытия теплоизоляционного кольца и соединение труб сваркой встык. При сварке труб за счет выделяемого тепла происходит оплавление и сварка концов термопластичного покрытия с аналогичным материалом в центральной проточке втулки, что должно обеспечить дополнительную герметизацию стыка (пат. РФ № 2157479, кл. F 16 L 13/02, опубл. 10.10.00, бюл. N28).
Недостатком этого способа является низкая эффективность защиты, связанная с тем, что процесс оплавления и сварки концов покрытия трубы с кольцом из термопластичного материала втулки происходит вслепую и без контроля качества, а уплотнительные кольца, размещенные на цилиндрическом участке втулки, как было показано выше, не могут противостоять против внутреннего давления транспортируемой агрессивной жидкости. В результате этого существует вероятность проникновения агрессивной среды к стыкам труб и их коррозионного разрушения. Кроме того, оплавление и сварка концов покрытия с термопластичным кольцом втулки возможны лишь в случае термопластичного покрытия труб, а при использовании термореактивного покрытия этот процесс исключается.
Задачей изобретения является повышение эффективности защиты трубопроводов от коррозии.
Поставленная задача решается тем, что в способе защиты трубопроводов от коррозии, включающем нанесение противокоррозионного покрытия на внутреннюю поверхность труб, размещение в трубах в местах их соединения защитных втулок, снабженных противокоррозионным покрытием и имеющих на наружной поверхности по краям кольцевые канавки с уплотнительными кольцами из упругоэластичного материала и в центре кольцевую проточку, заполненную теплоизоляционным материалом, соединение труб сваркой, согласно изобретению, для повышения эффективности защиты от коррозии трубопровода зону сварного шва между уплотнительными кольцами под давлением заполняют имеющей низкую коррозионную активность пластичной жидкостью путем опрессовки трубопровода с использованием этой жидкости.
Кроме того, на наружную поверхность одного или обоих уплотнительных колец втулки наносят сквозные продольные канавки напротив верхней образующей трубопровода.
В качестве опрессовочной жидкости могут быть использованы нефть со структурно-механическими свойствами или устойчивая обратная водонефтяная эмульсия.
Опрессовку целесообразно производить в несколько циклов путем снижения давления в промежутках между циклами до минимально возможной величины.
Способ поясняется чертежом, где показаны продольные разрезы трубопровода в местах соединения труб между собой, которые наиболее подвержены коррозии при использовании внутреннего противокоррозионного покрытия.
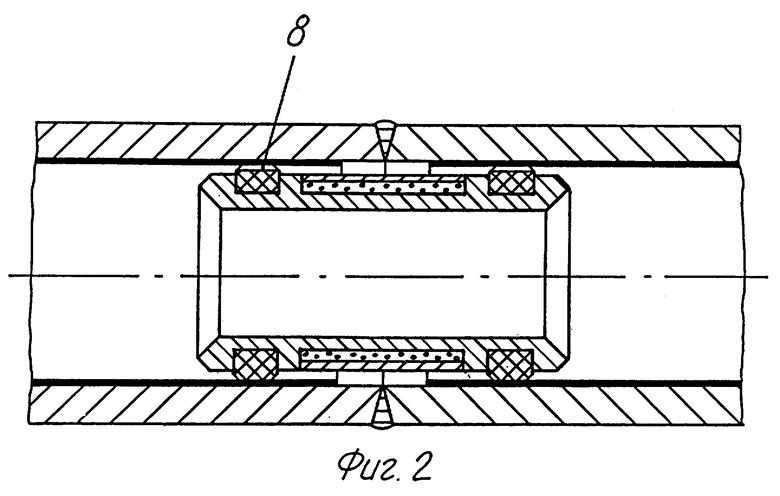
На фиг.1 показан вариант реализации способа, где уплотнительные кольца 4 втулки 3 герметично изолируют зону сварного стыка 5 от полости трубы 1.
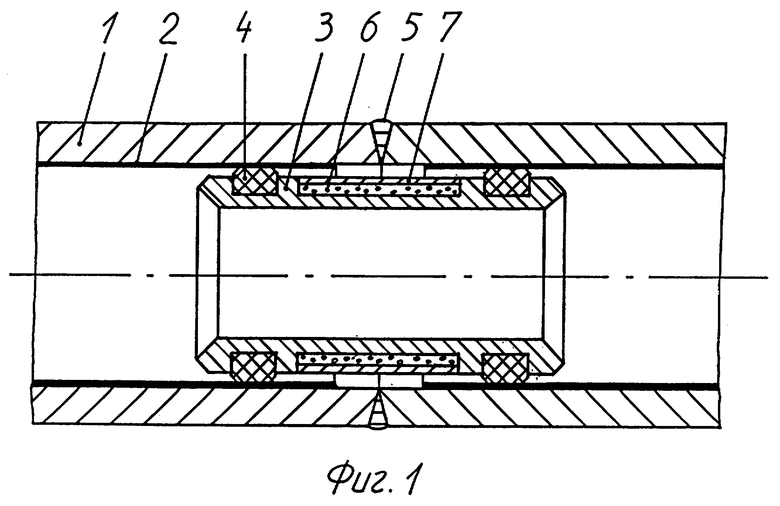
На фиг.2 представлен вариант, в котором уплотнительные кольца снабжены продольными канавками 8 напротив верхней образующей трубопровода.
Способ осуществляют следующим образом.
На внутреннюю поверхность труб 1 (см. фиг.1) наносят противокоррозионное полимерное покрытие 2 известным способом. Перед соединением труб между собой в конец одной из труб вводят наполовину цилиндрическую защитную втулку 3, все поверхности которой также снабжены противокоррозионным покрытием (на чертеже не показано). По краям втулки имеются кольцевые канавки, в которых размещены уплотнительные кольца 4, а в центре напротив сварного шва 5 - кольцевая проточка, которая заполнена теплоизолирующим материалом 6, зафиксированным стальным кольцевым кожухом 7. На выступающий конец втулки насаживают конец второй трубы и производят сварку труб. При этом часть покрытия труб в зоне сварного шва (на длину до 10 см по обе стороны от шва в случае покрытия на основе эпоксидных смол) разрушается. Согласно изобретению, производят заполнение зон сварных швов между уплотнительными кольцами низкоагрессивной пластичной жидкостью путем опрессовки трубопровода указанной жидкостью, которая имеет начальное напряжение сдвига (движение такой жидкости начинается только после преодоления напряжения сдвига). При этом жидкость под давлением опрессовки, которое всегда превышает рабочее давление, преодолевает сопротивление упругой деформации уплотнительных колец 4 и проникает в стыковое пространство между двумя уплотнительными кольцами и заполняет его. В верхней части этого пространства остается сжатый воздух, который при пуске трубопровода в эксплуатацию вытеснит часть пластичной жидкости в трубопровод, по которому транспортируется агрессивная среда под рабочим давлением. Однако давление пластичной жидкости в указанном пространстве будет всегда выше рабочего давления из-за наличия сопротивления упругой деформации уплотнительных колец и напряжения сдвига этой жидкости. По этой причине агрессивная жидкость не может проникнуть в зону стыка.
В качестве низкоагрессивной пластичной жидкости используют обезвоженную нефть с высоким содержанием асфальтенов, парафинов и смол, которая обладает структурно-механическими свойствами (то есть имеет напряжение сдвига). Можно также использовать стабилизированную природную или искусственную обратную водонефтяную эмульсию, в которой внешней фазой (дисперсионной средой) является неагрессивная нефть. Такая эмульсия независимо от состава нефти обладает структурно-механическими свойствами. Стабилизацию эмульсии производят путем добавления поверхностно-активных веществ (ПАВ), высокомолекулярных соединений (ВМС) и/или мелкодисперсных порошков. Некоторые природные водонефтяные эмульсии уже содержат природные стабилизаторы (например, асфальтены, парафины), поэтому являются устойчивыми.
С целью облегчения заполнения зон стыков низкоагрессивной пластичной жидкостью и вытеснения из этих зон газа на верхней образующей одного или обоих уплотнительных колец создают продольные канавки 8 сечением в рабочем положении колец не более 2-3 мм2.
Полнота вытеснения газа (воздуха) из зон стыков повышается при циклической опрессовке трубопровода пластичной жидкостью. При повышении давления опрессовки газ сжимается, а при сбросе давления до минимально возможного значения сжатый газ, преодолевая сопротивление уплотнительных колец или через специальные канавки в них, выходит в полость трубопровода. Двумя-тремя такими циклами можно практически полностью вытеснить газ из зон стыков, что приведет к застою и лучшей сохраняемости пластичной жидкости в этих зонах.
Пример конкретного выполнения
На внутреннюю поверхность стальных труб наружным диаметром 159 мм, толщиной стенки 5 мм, концы которых предварительно откалибровали до внутреннего диаметра 152 мм на длину 300 мм, нанесли покрытие на основе эпоксидной смолы методом электростатического распыливания толщиной 0,25 мм. Такое же покрытие нанесли на все поверхности цилиндрических защитных втулок наружным диаметром 150 мм, внутренним диаметром 134 мм, длиной 400 мм, имеющих на обоих концах кольцевые канавки глубиной 6 мм и шириной 40 мм и в центре кольцевую проточку глубиной 5 мм, шириной 100 мм. В канавки установили уплотнительные кольца из нефтестойкой резины шириной 40 мм, внутренним и наружным диаметрами в свободном состоянии соответственно 137,5 и 153 мм. На наружной поверхности каждого кольца сформировали по одной продольной канавке шириной 3 мм, глубиной 1 мм. Канавки были ориентированы таким образом, чтобы находились на одной прямой, параллельной оси втулки. На центральную проточку каждой втулки намотали асбестовую ткань общей толщиной 3 мм и надели стальной кольцевой разрезной кожух. Защитные втулки разместили в концы соединяемых труб продольными канавками уплотнительных колец вверх и произвели сварку стыков. После окончания всех строительных работ трубопровод заполнили природной обратной водонефтяной эмульсией без свободной (отслоившийся) воды, произвели прокачку этой эмульсии по трубопроводу в течение расчетного времени со скоростью 2 м/с для вытеснения из него воздуха, заглушили оба конца трубопровода и повысили давление эмульсии до 4 МПа при рабочем давлении 3 МПа. После выдержки под опрессовочным давлением в течение 2 ч произвели стравливание давления до атмосферного в точке подключения насоса и выдерживали при этом давлении 0,25 ч, после чего опять повысили давление до 4 МПа на 2 ч. Всего выполнили 3 таких цикла. После этого пустили трубопровод в эксплуатацию для транспортировки расслоенной водонефтяной смеси на нефтепромысле, в которой водная фаза имеет высокую коррозионную активность. Осмотр трех вырезанных после шестимесячной эксплуатации зон стыков показал, что пространства между уплотнительными кольцами всех трех стыков были полностью заполнены эмульсией, никаких признаков коррозии оголенных участков трубы не было.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ОТ КОРРОЗИИ | 2010 |
|
RU2448297C2 |
| Способ соединения стальных труб с внутренней пластмассовой облицовкой | 2002 |
|
RU2225562C1 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2002 |
|
RU2225561C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2002 |
|
RU2226637C2 |
| СПОСОБ ЗАЩИТЫ СТАЛЬНОЙ ТРУБЫ ОТ КОРРОЗИИ | 2002 |
|
RU2217651C1 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2004 |
|
RU2262028C1 |
| СПОСОБ ПРОТАСОВА В.Н. ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНОГО РАСТРУБНОГО СОЕДИНЕНИЯ | 2015 |
|
RU2584016C1 |
| СПОСОБ ПРОТАСОВА В.Н. ВНУТРЕННЕЙ ВТУЛОЧНОЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНЫХ СОЕДИНЕНИЙ ТРУБНЫХ ФАСОННЫХ ДЕТАЛЕЙ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2009 |
|
RU2388961C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ПРИ СТРОИТЕЛЬСТВЕ ТРУБОПРОВОДА | 2013 |
|
RU2522739C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
|
RU2521430C1 |
Изобретение относится к строительству и используется при сооружении и ремонте трубопроводов. Наносят противокоррозионное покрытие на внутреннюю поверхность труб, размещают в трубах в местах их соединения защитные втулки, снабженные противокоррозионным покрытием. На наружной поверхности по краям каждой втулки выполнены кольцевые канавки с уплотнительными кольцами из упругоэластичного материала, а в центре – кольцевая проточка, заполненная теплоизоляционным материалом. Зону сварного шва, расположенного между уплотнительными кольцами, заполняют под давлением имеющей низкую коррозионную активность пластичной жидкостью путем опрессовки трубопровода с использованием этой жидкости. Повышает надежность трубопровода. 3 з.п. ф-лы, 2 ил.
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 1999 |
|
RU2157479C1 |
| СОЕДИНЕНИЕ ЭМАЛИРОВАННЫХ ТРУБ | 1995 |
|
RU2080510C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЗОТОБАКТЕРИНА | 0 |
|
SU370193A1 |
| 1971 |
|
SU413494A1 | |
| Грузовой компенсатор контактной сети | 1974 |
|
SU499153A1 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 1998 |
|
RU2137976C1 |
| СПОСОБ СЕЛЕКТИВНОГО ОГРАНИЧЕНИЯ ВОДОПРИТОКОВ В ЭКСПЛУАТАЦИОННЫХ СКВАЖИНАХ | 2000 |
|
RU2184836C2 |

