Изобретение относится к трубопроводному транспорту и может быть использовано при производстве труб с внутренним противокоррозионным покрытием и строительстве трубопроводов.
Известен способ неразъемного соединения труб с защищенной внутренней поверхностью, включающий формование концов труб в виде раструбов, нанесение внутреннего защитного покрытия, установку внутрь раструбов ответной цилиндрической втулки с внутренним защитным покрытием и сварку смежных раструбов между собой встык. Втулку снабжают уплотнительными элементами, размещенными на цилиндрическом участке втулки, и выполняют с кольцевой проточкой, размещенной напротив сварного шва, которую заполняют теплоизолирующим материалом (пат. РФ 2116549, кл. F 16 L 13/02, опубл. 27.07.98 г.).
Недостатком этого способа является высокая трудоемкость его осуществления, связанная с необходимостью формования концов труб в виде раструбов, и возможность коррозионного разрушения стыков из-за недостаточно надежной герметизации от попадания агрессивной транспортируемой среды к стыкам. Последнее обусловлено тем, что уплотнительные элементы (кольца) расположены на цилиндрическом участке втулки и прижимаются к раструбам и втулке только за счет упругой деформации колец. Среда, находящаяся под высоким давлением, преодолевает упругую деформацию этих колец и проникает к зоне стыка.
Наиболее близким по технической сущности к предлагаемому является способ соединения труб с внутренним термопластичным покрытием, включающий размещение внутри концов труб втулки с внутренним покрытием, имеющей кольцевые канавки, расположенные по краям втулки, с уплотнительными кольцами в них, и кольцевую проточку в средней части втулки, в которой размещен термопластичный материал, установку поверх термопластичного материала в промежутке между концами покрытия теплоизоляционного кольца и соединение труб сваркой встык. При сварке труб за счет выделяемого тепла происходит оплавление и сварка концов термопластичного покрытия с аналогичным материалом в центральной проточке втулки, что должно обеспечить дополнительную герметизацию стыка (пат. РФ 2157479, кл. F 16 L 13/02, опубл. 10.10.00 г., Бюл. 28).
Недостатком этого способа является низкая надежность соединения, связанная с тем, что процесс оплавления и сварки концов покрытия трубы с кольцом из термопластичного материала втулки происходит вслепую и без контроля качества. А уплотнительные кольца, размещенные на цилиндрическом участке втулки, как было показано выше, не могут противостоять против внутреннего давления транспортируемой агрессивной жидкости. В результате этого существует вероятность проникновения агрессивной среды к стыкам труб и их коррозионного разрушения. Кроме того, оплавление и сварка концов покрытия с термопластичным кольцом втулки возможны лишь в случае термопластичного покрытия труб, а при использовании термореактивного покрытия этот процесс исключается.
Задачей изобретения является повышение надежности соединения труб с внутренним покрытием любого типа.
Поставленная задача решается тем, что в способе соединения стальных труб с внутренним покрытием, включающем размещение в зоне соединения внутренней защитной втулки, снабженной защитным покрытием и имеющей на наружной поверхности по краям кольцевые проточки с уплотнительными кольцами из упругоэластичного материала и в центре кольцевую проточку, заполненную теплоизоляционным материалом, и соединение труб сваркой встык, уплотнительные кольца выполняют с внутренней кольцевой полостью, сообщающейся с полостью трубы.
Для создания уплотнительных колец с внутренней кольцевой полостью кольцевые проточки по краям втулки выполняют открытыми с торцов втулки, размещают в них последовательно уплотнительные кольца в виде ленты и зажимные кольца, посредством которых прижимают уплотнительные кольца к втулке до образования замкнутой полости под ними.
Кроме того, зажимные кольца изготавливают из металла с более низким, чем у стали, электродным потенциалом, между уплотнительными и зажимными кольцами размещают промежуточные кольца, причем зажимные и промежуточные кольца насаживают на проточки втулки с натягом.
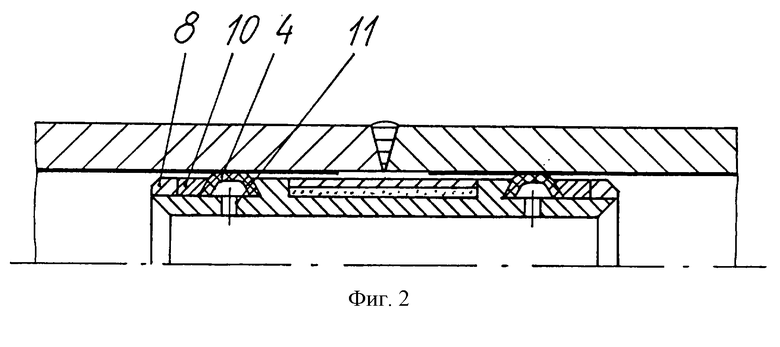
Способ поясняется чертежами, где показаны продольные разрезы верхних половинок концевых участков соединяемых труб (нижние половинки аналогичны).
На фиг.1 показан вариант соединения, где полости под уплотнительными кольцами 4 сообщаются с полостью труб 1 через отверстия 7 в уплотнительных кольцах.
На фиг. 2 представлен вариант, где указанные полости сообщаются с полостью труб через отверстия 11 во втулке 3 под уплотнительными кольцами, а между зажимными кольцами 8, изготовленными из металла с более низким, чем у стали, электродным потенциалом, и уплотнительными кольцами размещены промежуточные кольца 10.
Способ осуществляют следующим образом.
В конец стальной трубы 1 (см. фиг.1) с полимерным покрытием 2 наполовину вставляют стальную защитную втулку 3, все поверхности которой также снабжены покрытием, имеющую по краям открытые с торцов кольцевые проточки с уплотнительными кольцами 4 и в центре кольцевую проточку, заполненную теплоизоляционным материалом 5, который снаружи заключен в стальной кожух 6. Уплотнительные кольца 4 выполняют с внутренней полостью, которая сообщается с полостью труб через отверстия 7. Для этого предварительно на концевые проточки втулки надевают кольцевые ленты 4 из упругоэластичного материала, насаживают под натягом зажимные кольца 8 и зажимают кольцевые ленты между выступами втулки и зажимными кольцами. При этом центральные части лент начинают расширяться по диаметру и под ними образуются полости. Расширение продолжают до тех пор, пока наружные диаметры лент не превысят внутренний диаметр труб с покрытием на 1-5 мм (в зависимости от жесткости лент). Далее на свободный конец втулки надевают вторую трубу до упора и производят соединение труб сварным швом 9.
Во втором варианте (см. фиг.2) зажимные кольца 8 выполнены из протекторного металла с более низким, чем у стали, электродным потенциалом (например, из алюминия или цинка или сплавов на основе этих металлов) в водной фазе транспортируемой по этим трубам жидкости. В этом случае между уплотнительными кольцами 4 и зажимными кольцами 8 размещают промежуточные кольца 10, которые удерживают уплотнительные кольца в случае сильного растворения зажимных колец. Полости под уплотнительными кольцами сообщаются с полостью труб через отверстия 11 во втулке.
Пример конкретного выполнения.
В стальную трубу 1 с внутренним диаметром 257 мм с внутренним полимерным покрытием 2 на основе эпоксидной смолы толщиной 0,25 мм установили наполовину стальную защитную втулку 3 наружным диаметром 256 мм и длиной 460 мм, на наружной поверхности которой имеются открытые с торцов кольцевые проточки диаметром 242 мм и шириной 80 мм и в центре проточка диаметром 242 мм и шириной 140 мм. Предварительно центральную проточку заполнили асбестовой тканью, которую снаружи зафиксировали разрезным стальным кожухом 6 в виде кольцевой ленты. На концевые проточки надели ленты 7 из нефтестойкой резины толщиной 7 м и шириной 50 мм с восемью отверстиями 7 диаметром по 4 мм по краям ленты. С помощью стальных зажимных колец 8 внутренним диаметром 241,9 мм, наружным диаметром 256 мм и шириной 50 мм произвели сжатие ленты на 10 мм. При этом наружный диаметр ленты в средней части увеличилось до 262 мм и, соответственно, под лентой образовалась кольцевая полость. Все поверхности втулки и зажимных колец покрыты двухслойным покрытием на основе эпоксидной смолы толщиной 0,25 мм. После установки такой втулки в конец одной трубы надели на выступающий конец втулки вторую трубу и соединили их сваркой встык по обычной технологии.
Высокая надежность соединения труб с внутренним покрытием при предложенном способе обеспечивается следующим образом.
При заполнении трубопровода транспортируемой агрессивной жидкостью и увеличении ее давления жидкость заполняет полости под уплотнительными кольцами и давления в трубе и полостях уравновешиваются. Остается неуравновешенной сила прижатия колец к внутренней поверхности труб за счет их упругой деформации, возникающей при установке втулки в концы труб, что препятствует проникновению агрессивной жидкости в зону сварного шва, свободную от покрытия, и коррозионному разрушению этой зоны.
Выполнение зажимных колец из протекторного металла препятствует коррозионному разрушению защитной втулки и самой трубы в случае образования дефектов в их покрытии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2002 |
|
RU2226637C2 |
| СПОСОБ ЗАЩИТЫ ТРУБОПРОВОДОВ ОТ КОРРОЗИИ | 2002 |
|
RU2229653C2 |
| СПОСОБ ЗАЩИТЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ОТ КОРРОЗИИ | 2010 |
|
RU2448297C2 |
| Способ соединения стальных труб с внутренней пластмассовой облицовкой | 2002 |
|
RU2225562C1 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2004 |
|
RU2262028C1 |
| СПОСОБ ЗАЩИТЫ СТАЛЬНОЙ ТРУБЫ ОТ КОРРОЗИИ | 2002 |
|
RU2217651C1 |
| Способ соединения труб с внутренним покрытием | 2018 |
|
RU2686374C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2398152C1 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2393371C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2007 |
|
RU2342588C1 |
Изобретение относится к области трубопроводного транспорта и найдет применение при строительстве трубопроводов с внутренним антикоррозионным покрытием. Технический результат: повышение надежности соединения труб. В концы труб в зоне их соединения размещают защитную втулку, снабженную защитным покрытием и имеющую на наружной поверхности по краям открытые с торцов кольцевые проточки. В проточках размещают уплотнительные кольца, имеющие внутренние полости, сообщающиеся с полостью труб. В центральной части, напротив сварного шва, втулку снабжают кольцевой проточкой, заполненной теплоизоляционным материалом. Внутреннюю полость в уплотнительных кольцах создают путем сжатия этих колец, выполненных в виде ленты из упругоэластичного материала, между втулкой и зажимными кольцами, насаженными с натягом на концевые проточки втулки. Зажимные кольца могут быть выполнены из протекторного металла, в этом случае между зажимными и уплотнительными кольцами размещают промежуточные кольца. 1 з.п. ф-лы, 2 ил.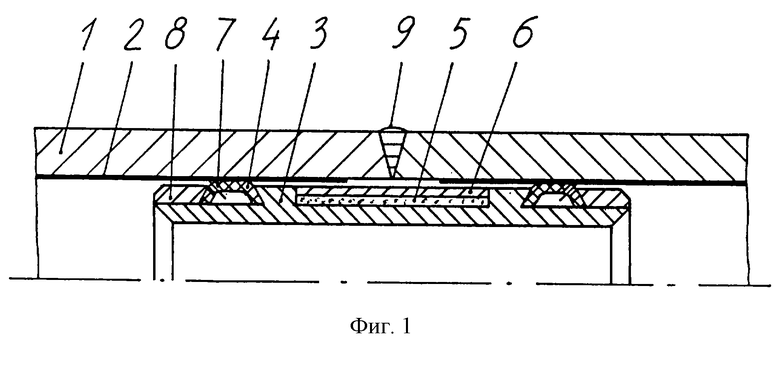
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 1999 |
|
RU2157479C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ С ЗАЩИЩЕННОЙ ВНУТРЕННЕЙ ПОВЕРХНОСТЬЮ | 1997 |
|
RU2116549C1 |
| US 4611833 A, 16.09.1986 | |||
| US 5988691 A, 23.11.1999 | |||
| US 5009737 A, 23.04.1991 | |||
| Транспортное средство | 1982 |
|
SU1096134A1 |
| МАКАРОВ Г.А | |||
| Уплотнительные устройства | |||
| - М.-Л.: Машиностроение, 1965, с.25-26. | |||

