Настоящее изобретение относится к технической области, касающейся технологии изготовления обуви.
Обувь изготавливают путем соединения множества деталей, более точно по меньшей мере одного верха обуви и соответствующего низа (или подошвы).
Для изготовления так называемого сборочного ботинка должен быть подготовлен верх ботинка, который формируют из вырубленных деталей, или штампованных заготовок, полученных, например, из кожи, соединенных одна с другой и снабженных подкладкой с внутренней стороны; в число деталей иногда включают подносок для обеспечения более прочной передней части ботинка, и задник для упрочнения задней части ботинка.
Детали, из которых состоит верх обуви (штампованные заготовки, подкладка, подносок и задник), часто соединяют между собой клеем.
Также необходимо подготовить стельку, размеры и форма которой должны соответствовать верху обуви.
Стелька обычно закреплена на колодке, на которой ее затягивают соответствующими средствами для затяжки.
Во время последующего этапа на кромку стельки наносят слой клея, верх обуви затягивают на колодку, затяжную кромку верха обуви загибают и прикрепляют прессованием в соответствии с известными технологиями, к стельке, расположенной снизу, для соединения двух элементов.
После соединения верха обуви и стельки верх обуви понуждают к плотному облеганию колодки согласно способам и технологиям, известным специалистам в данной области.
Полученную таким образом заготовку верха соединяют с соответствующей подошвой пришиванием и/или приклеиванием.
Верх обуви такого типа затягивают на колодку предварительно заданной формы и, в результате, верх обуви принимает форму колодки, использованной для ее затяжки; полученная таким способом обувь имеет стандартную форму пространства для ступни.
В случае если у потребителя деформирована ступня, например в плюснефаланговой области, то описанная обувь неудобна для него, так как ширина и форма ботинка вызывают сжатие ступни в местах соприкосновения с ботинком, раздражают кожу, вызывая боль, а иногда небольшие натирания ноги.
Если деформация ступни небольшая, то ботинок деформируется либо только в процессе носки со всеми описанными выше неудобствами, либо с применением механического инструмента, которым растягивают верх обуви в его задней части.
Если деформация ступни особенная или специфическая, то такой тип обуви невозможно носить; в этом случае необходимо снять размеры и форму ступни и изготовить обувь на заказ.
Задачей настоящего изобретения является создание способа изготовления обуви, которую можно приспособить к форме ступни потребителя.
Другой задачей настоящего изобретения является создание способа изготовления обуви, посредством которого можно легко изготавливать особенно удобную обувь.
Дополнительной задачей настоящего изобретения является создание способа изготовления обуви, осуществление которого не требует специально подготовленного штата работников.
Отличительные особенности настоящего изобретения более подробно раскрыты в последующем описании предпочтительного варианта выполнения в соответствии с формулой изобретения и с помощью прилагаемых чертежей, на которых изображено:
На фиг.1 - вид в перспективе и частично в разобранном состоянии деталей, из которых образуют ботинок, изготавливаемый предложенным способом;
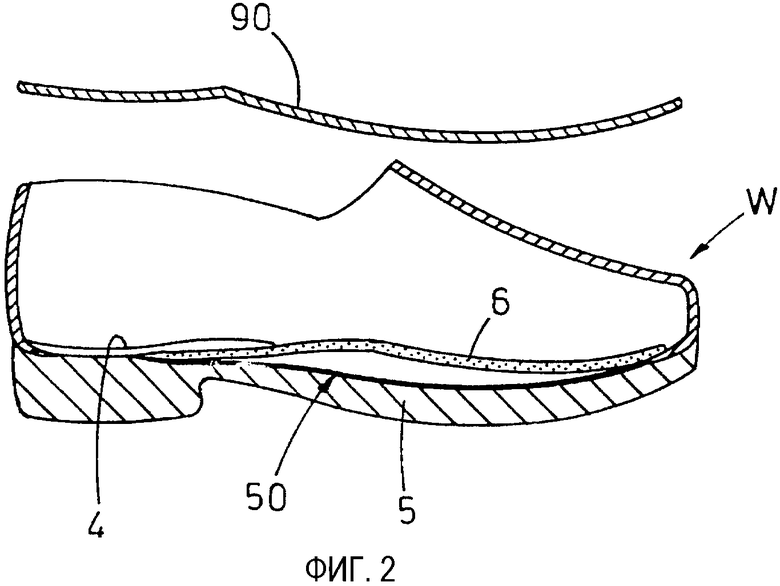
на фиг.2 - продольный разрез собранных деталей, представленных на фиг.1, и стельки;
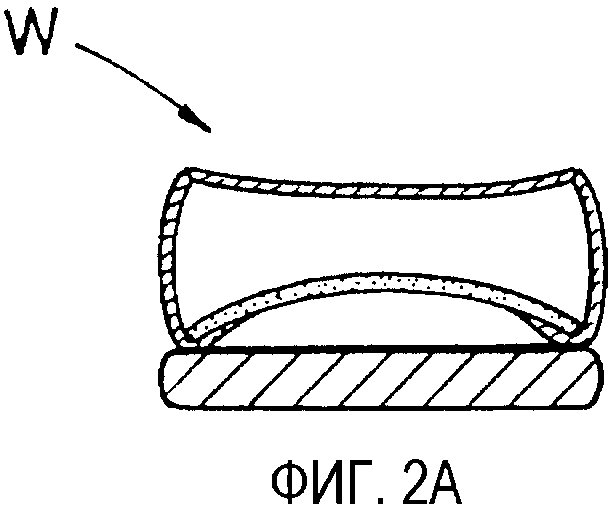
на фиг.2А - сечение передней части ботинка, изображенного на фиг.2;
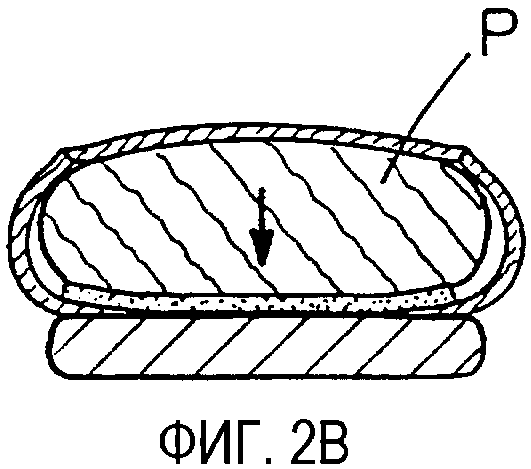
на фиг.2В - такое же сечение, как и на фиг.2А, во время последующего этапа изготовления;
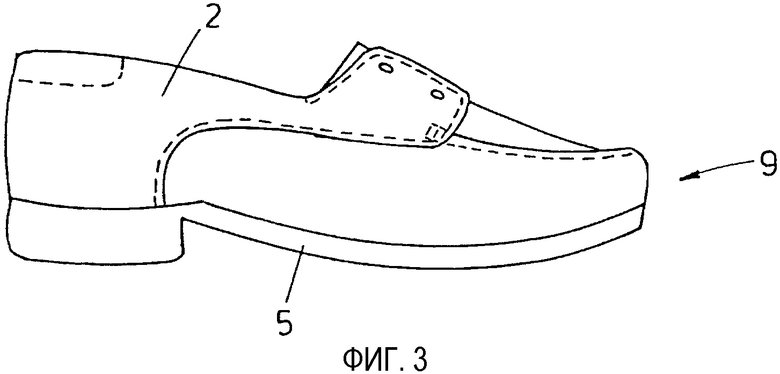
на фиг.3 - вид сбоку ботинка, изготовленного предложенным способом;
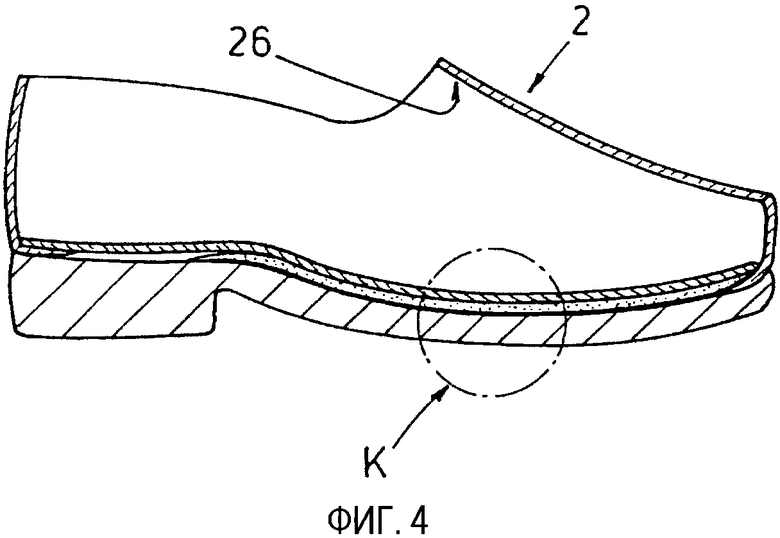
на фиг.4 - продольный разрез ботинка, изображенного на фиг.3;
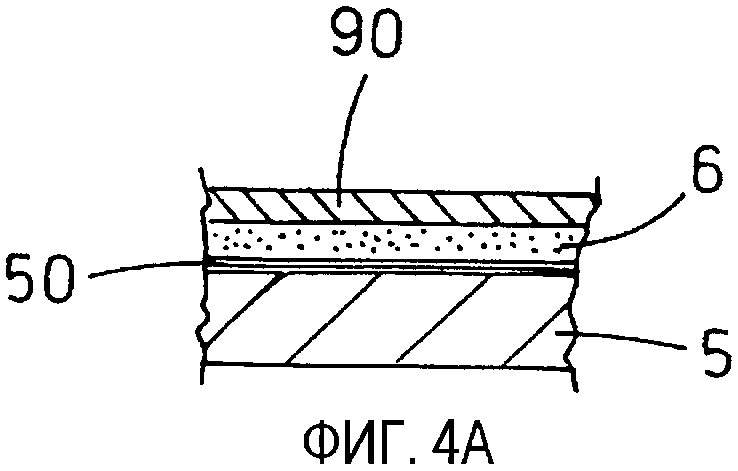
на фиг.4А - место К на фиг.4 в увеличенном масштабе;
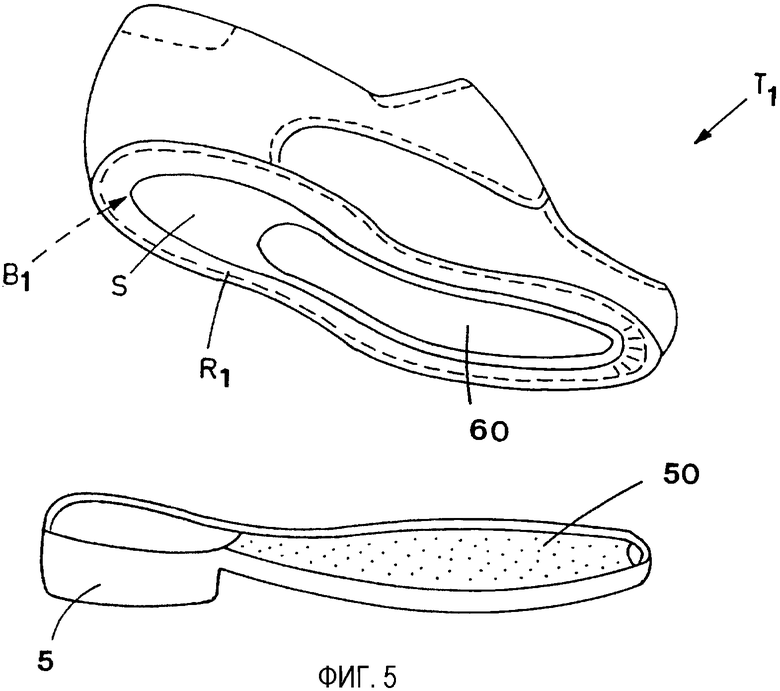
на фиг.5 - вид в перспективе и частично в разобранном состоянии деталей, из которых образуют ботинок, изготавливаемый предложенным способом в соответствии со вторым вариантом выполнения;
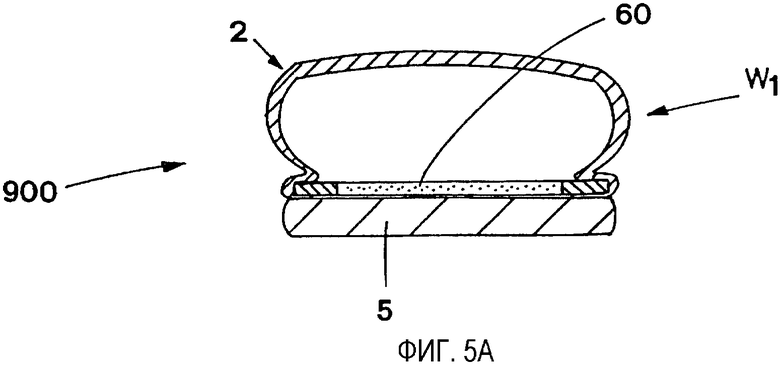
на фиг.5А - сечение передней части ботинка из собранных деталей согласно второму варианту выполнения, на котором указаны отличительные способы крепления деталей обуви;
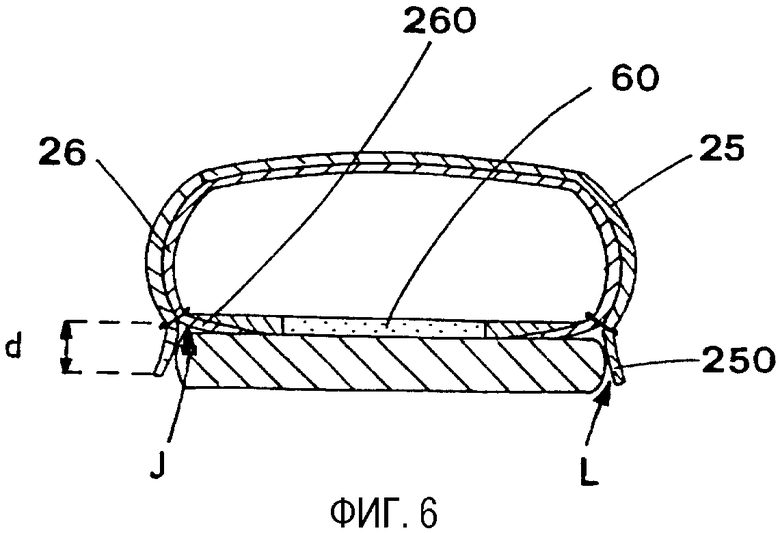
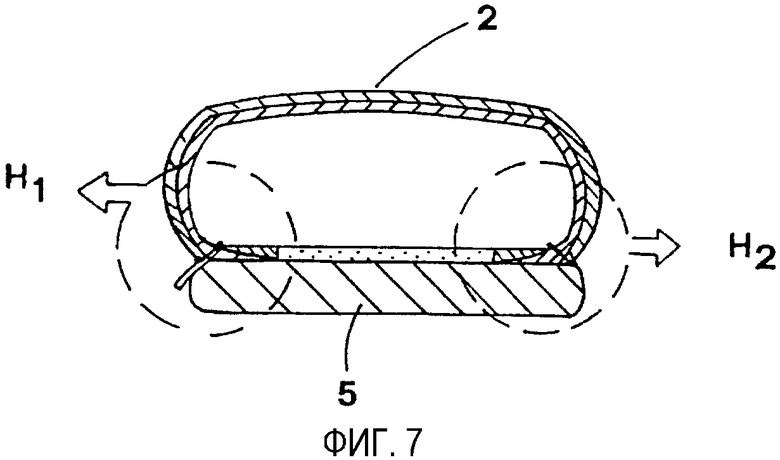
на фиг.6, 7 - сечения передней части предложенного ботинка из собранных деталей согласно третьему варианту выполнения; два последовательных этапа изготовления;
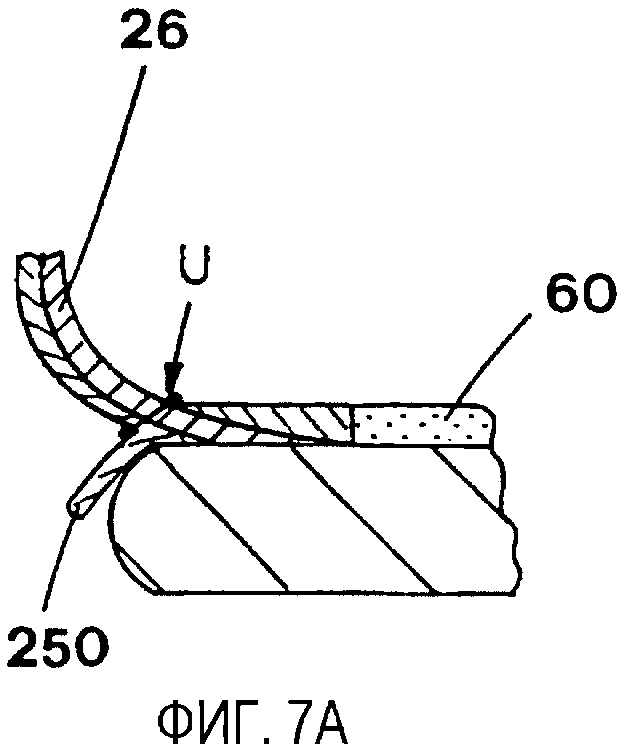
на фиг.7А - место H1 на фиг.7 в увеличенном масштабе;
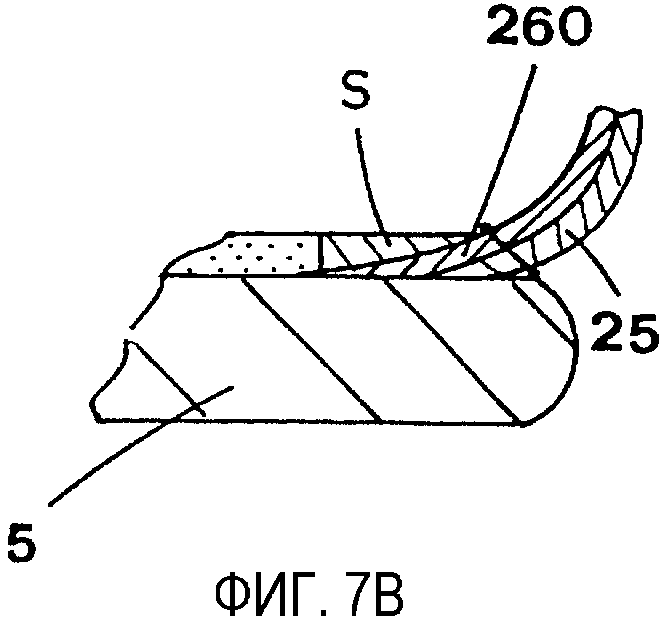
на фиг.7В - место Н2 на фиг.7 в увеличенном масштабе.
Согласно предложенному способу изготовления обуви верх 2 обуви должен быть получен путем сборки различных деталей, например наружного слоя 25, и, если требуется, задника (не показан), соединенных сшиванием с задней частью наружного слоя; внутреннего слоя 26, называемого подкладкой, дополнительного к размерам наружного слоя 25 и прикрепленного к внутренней поверхности последнего, предназначенного для внутренней отделки верха обуви, изготовленной описанным выше способом.
Кроме того, предлагаемая обувь может быть изготовлена с использованием подпяточной стельки 4, форма и размеры которой предварительно заданы, или стельки; подошвы 5, форма и размеры которой предварительно заданы в соответствии с размером обуви, которую надлежит изготовить.
К числу деталей, из которых изготавливают обувь, следует отнести эластичный элемент 6, например эластичную полоску предварительно заданной формы, например, аналогичной переднему центральному участку подошвы 5, но несколько меньшей последнего; в другом случае эластичная полоска 6 может иметь профиль, сходный с профилем подошвы 5, но несколько меньший.
Согласно второму варианту выполнения эластичный элемент 6 может включать множество эластичных полосок, расположенных бок о бок.
В отношении размеров и формы эластичной полоски следует отметить, что необходимо нанести царапины по технологии, известной специалистам в данной области как «мездрение», на затяжные кромки верха обуви, предназначенные для соединения и скрепления с эластичной полоской.
На первом этапе изготовления эластичную полоску 6 укладывают поверх мездренной области затяжной кромки верха обуви и кромку С эластичной полоски 6 прикрепляют, например, пришиванием и/или приклеиванием к мездренной области верха обуви, например, вдоль участков, обращенных к кромкам центральной передней области верха 2 обуви, для получения трубчатой сборки, сформированной из верха обуви и эластичной полоски 6.
В другом случае эластичную полоску можно прикреплять к затяжной кромке нижней части верха 2 обуви для получения другой сборки верха обуви с полоской (не показана).
В последнем случае можно изготавливать группу, состоящую из подошвы и сборки верха обуви с полоской, без затяжки сборки на колодку.
Если эластичная полоска 6 сопряжена с центральной передней частью верха обуви, то подпяточную стельку 4 укладывают и крепят, согласно известным технологиям, к задней части колодки (не показано) так, чтобы она была совмещена с этой задней частью.
После укладки подпяточной стельки 4 на колодку, на колодку затягивают верх 2 обуви.
Затем на область наружной кромки В подпяточной области подпяточной стельки 4 наносят слой клея.
Если используют полномерную стельку, то слой клея наносят на наружную кромку В подпяточной области и на наружную кромку подноска стельки до затяжки верха обуви на колодку.
Затем кромку R заднего участка верха 2 обуви, которая частично расположена на кромке В подпяточной стельки 4, загибают для прикрепления верха обуви к подпяточной стельке 4 посредством выдерживания под прессом соединения кромок R, В в течение предварительно заданного периода времени; таким образом формируют сборку Т «верх обуви - подпяточная стелька - полоска», изображенную на фиг.1.
В другом варианте выполнения взаимное скрепление может быть выполнено путем наложения множества соединительных средств или других средств на загнутую кромку R верха 2 обуви так, чтобы сопрячь кромку В с подпяточной стелькой 4, расположенной снизу.
Согласно второму варианту выполнения, проиллюстрированному на фиг.5, используют полномерную стельку S, которая содержит в ее средней передней части эластичный элемент 60, например эластичную полоску (или множество эластичных полосок) предварительно заданной формы, например, аналогичной средней передней части стельки, но несколько меньшую, чем стелька.
Согласно этому варианту выполнения на первом этапе верх 2 обуви прикрепляют к стельке, предварительно расположенной и прикрепленной к колодке известным способом.
Стелька S может быть прикреплена к верху обуви путем нанесения слоя клея на наружную кромку В1 стельки S и загибания кромки R1 верха 2 обуви поверх кромки В1 стельки для образования, посредством выдерживания под прессом, соединения кромок R1, В1, сборки Т1 «верх обуви - стелька - полоска»; вместо клея могут быть использованы соединительные средства или другие средства.
В другом случае стельку S можно прикрепить к верху 2 обуви пришиванием, например, так называемым швом «Болонья» (см. фиг.5А), для образования сборки Т1 «верх обуви - стелька».
После образования сборки Т «верх обуви - стелька - полоска» или сборки Т1 «верх обуви - полоска», или верх обуви - стелька», средства крепления 50, например клеевые средства или термопластичный материал Velcro®, имеющий предварительно заданную форму, прикрепляют к поверхности 59 подошвы 5 по известным технологиям для получения на подошве передней области Z крепления и задней области Z1 крепления в передней области подошвы и подпяточной области подошвы соответственно и снаружи относительно средств крепления, как показано на фиг.1, 5.
На верхней поверхности средств крепления 50 находится съемный защитный лист (не показан), размеры которого равны размерам средств крепления 50, снабженный сбоку язычком, выступающим наружу от подошвы 5.
Согласно второму варианту выполнения средства крепления 50 могут быть нанесены на подошву 5 во время изготовления последней.
Во время выполнения последующего этапа подошву 5 вводят в контакт со сборкой Т «верх обуви - стелька - полоска», изображенной на фиг.2, или со сборкой «верх обуви - полоска», или со сборкой Т1 «верх обуви - стелька».
Затем переднюю область Z крепления подошвы 5 и соответствующий передний участок, например носочную область сборки Т «верх обуви - стелька - полоска», затянутой на колодке, или сборки «верх обуви - полоска», или сборки Т1 «верх обуви - стелька» прикрепляют к задней области Z1 крепления подошвы и соответствующую заднюю часть, например подпяточную часть сборки Т «верх обуви - стелька - полоска», или сборки «верх обуви - полоска», или сборки Т1 «верх обуви - стелька» для получения группы W, W1 «подошва - сборка».
Эластичную полоску 6, 60 не прикрепляют к средствам крепления 50, как показано на фиг.2 и на сечении на фиг.2А.
Согласно не изображенному на чертежах варианту выполнения переднюю область Z подошвы 5 прикрепляют в одной точке к центральной передней части сборки Т «верх обуви - стелька - полоска», или сборки «верх обуви - полоска», или сборки Т1 «верх обуви - стелька».
После этого группу W, W1 «подошва - сборка» снимают с колодки.
После изготовления группы W, W1 «подошва - сборка», во время последующего этапа предложенного способа (подгонка обуви) потребитель вдевает свою ногу Р в верх 2 обуви группы W, W1 «подошва - сборка»; эластичная полоска 6, 60 растягивается в поперечном направлении, и верх 2 обуви принимает форму ноги потребителя.
Затем лист, расположенный поверх средств крепления 50, удаляют путем вытягивания его за язычок, и потребитель нажимает ногой для предварительного прикрепления, с возможностью отделения эластичной полоски 6, 60, к средствам крепления 50 так, чтобы зафиксировать расширение эластичной полоски 6, 60 и, таким образом, сохранить пространственное расположение верха 2 обуви, соответствующее приспособленному к ноге потребителя состоянию.
Во время последнего этапа потребитель снимает деформированную таким образом группу W, W1 «подошва - сборка» с ноги, а внутрь группы вводят прессующие и/или нагревающие средства, например пресс (не показан) для обработки подошвы 5, таким образом, чтобы она соединилась и приклеилась к сборке Т или к сборке «верх обуви - полоска», или к сборке Т1 «верх обуви - стелька» в группе W, W1 для получения желаемой обуви 9, 900 (см. фиг.4, 5А).
После изготовления ботинка 9, 900 в него вставляют отделочную стельку 90 и располагают ее поверх подпяточной стельки 4 и/или поверх эластичной полоски 6, или поверх стельки S и эластичной полоски 60.
Согласно третьему варианту выполнения (см. фиг.6, 7) верх 2 обуви, как было сказано выше, изготавливают путем соединения наружного слоя 25 и внутреннего слоя 26 или подкладки.
В этом варианте выполнения крайний участок 250 наружного слоя 25 отделяют от крайнего участка 260 подкладки и выполняют наружный шов U на расстоянии «d» от кромок участков.
Эластичный элемент 6, 60 (или эластичную полоску 6, или большее число эластичных полосок, или стельку S с ее эластичным элементом 60) прикрепляют к крайнему участку 260 подкладки, в то время как внутреннюю сторону L крайнего участка 250 покрывают клеем.
Благодаря предварительному прикреплению эластичного элемента 6, 60 к средствам крепления 50 крайний участок 260 подкладки 26 относительно деформации верха 2 обуви оказывается прикрепленным, полностью или частично, к подошве 5, и при этом образуется зазор J между крайним участком 260 подкладки 26 и урезом подошвы 5 (см. фиг.6).
После предварительного прикрепления эластичного элемента 6, 60 к средствам крепления 50 или после изготовления ботинка 9, 900 крайний участок 250 наружного слоя 25 шпальтуют (раздваивают), применяя соответствующий инструмент, с образованием зазора J, и приклеивают к крайнему участку 260 подкладки 26 (см. фиг.7А); затем выступающую часть крайнего участка 250 выступающего слоя 25 отрезают (см. фиг.7В).
Описанный выше способ изготовления обуви обладает полезными признаками.
Способ позволяет изготавливать особенно удобную обувь, подходящую для потребителей с особенной деформацией ступни.
Применение эластичного элемента 6, 60 позволяет приспособить верх обуви к ноге потребителя путем надевания группы W, W1 «подошва - сборка» на ногу потребителя.
Наличие защитного листа, расположенного поверх средств крепления 50, позволяет потребителю надеть верх обуви для примерки и проверить, достаточна ли деформация последнего и соответствует ли она форме стопы без «активирования» средств крепления 50, чтобы принять правильное решение, касающееся покупки обуви 9, 900.
Наличие средств крепления 50 на подошве 5 позволяет предварительно прикреплять верх обуви; если потребитель неправильно деформировал верх обуви, то исходное состояние верха обуви может быть восстановлено вручную, т.е. эластичную полоску 6, 60 можно отделить от средств крепления 50.
Предварительное прикрепление верха 2 обуви, принявшего форму ступни, к подошве 5, благодаря использованию скрепленной группы W, W1 «подошва - сборка», позволяет получить персонифицированную обувь 9, 900.
Подошва 5 может быть прикреплена к группе W, W1 пришиванием или путем использования клея, с помощью которого, при соответствующем его нанесении на подошву 5, активируют приваривание или вулканизацию соответствующих материалов, из которых изготовлены эластичный элемент 6, 60, средства 50 крепления и другие детали обуви, для обеспечения герметичности между подошвой 5 и группой W, W1.
Выполнение шва U на расстоянии «d» от крайнего участка верха 2 обуви позволяет после изготовления обуви 9, 900 произвести завершающую отделку области соединения между урезом подошвы и крайним участком верха 2 обуви.
Описанный способ изготовления обуви также обладает полезными свойствами, так как этапы процесса изготовления просты и не требуют специально подготовленного штата работников.
Следует иметь в виду, что выше описан пример выполнения изобретения, не ограничивающий его объем, поэтому возможные производные варианты изобретения, создаваемые в ходе практического применения, подпадают под действие защищенного объема настоящего технического решения в соответствии с приведенным выше описанием и прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОДОНЕПРОНИЦАЕМАЯ ОБУВЬ (ВАРИАНТЫ), МЯГКАЯ ВСТАВКА ДЛЯ ОБУВИ И СПОСОБ ИЗГОТОВЛЕНИЯ ВОДОНЕПРОНИЦАЕМОЙ ОБУВИ | 2013 |
|
RU2598577C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕЛЬКИ ДЛЯ ОБУВИ И СТЕЛЬКА, ИЗГОТОВЛЕННАЯ ТАКИМ СПОСОБОМ | 2010 |
|
RU2532021C2 |
| СПОРТИВНАЯ ОБУВЬ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ ПОДОШВЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2763566C1 |
| ОРТОПЕДИЧЕСКАЯ ОБУВЬ ДЛЯ БОЛЬНЫХ САХАРНЫМ ДИАБЕТОМ, ИМЕЮЩИХ ДИАБЕТИЧЕСКУЮ ПАТОЛОГИЮ СТОПЫ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2182808C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗИМНЕЙ ОБУВИ | 1990 |
|
RU2014790C1 |
| ГАЗОПРОНИЦАЕМАЯ ОБУВЬ | 2001 |
|
RU2247522C2 |
| ОРТОПЕДИЧЕСКАЯ ОБУВЬ | 1991 |
|
RU2021791C1 |
| СТЕЛЬКА В СБОРЕ И УТЯЖЕЛЕННАЯ ОБУВЬ | 2004 |
|
RU2322938C2 |
| ВОДОНЕПРОНИЦАЕМАЯ ОБУВЬ (ВАРИАНТЫ) | 2012 |
|
RU2583363C2 |
| Обувь | 1991 |
|
SU1797833A1 |
Способ изготовления обуви включает следующие этапы: получение сборки, сформированной из верха обуви и эластичного элемента, прикрепленного к верху обуви по меньшей мере вдоль участков, обращенных к нижним кромкам центральной передней области верха обуви; получение подошвы, размер которой соответствует размеру упомянутого верха обуви и верхняя поверхность которой снабжена средствами крепления, сопряженными по меньшей мере с центральной передней ее частью так, чтобы верхняя поверхность представляла собой по меньшей мере одну переднюю область крепления и по меньшей мере одну заднюю область крепления. Взаимное скрепление передней области крепления подошвы с соответствующим передним участком сборок и задней области крепления подошвы с соответствующим задним участком сборки для получения группы «подошва - сборка». Затем введение ноги потребителя в группу «подошва - сборка» с последующим растяжением в поперечном направлении эластичного элемента и приспособление верха обуви к ступне потребителя. После этого осуществляют предварительное прикрепление эластичного элемента к средствам скрепления под воздействием давления ступни потребителя на эластичный элемент, снятие группы «подошва - сборка» с ноги потребителя и соединение группы «подошва - сборка» для получения ботинка. Технический результат, который достигается при использовании способа по изобретению и изготовляемой обуви, заключается в том, чтобы изготовить обувь, которую можно легко приспособить к форме ступни потребителя, и изготовить особенно удобную обувь. 2 н. и 27 з.п. ф-лы, 13 ил.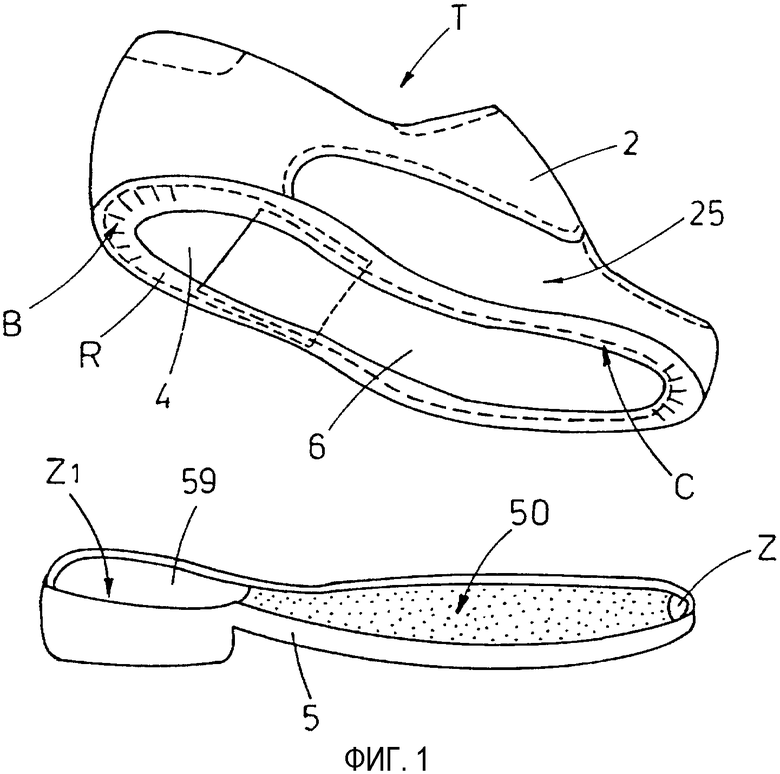
получение сборки, состоящей из верха обуви и эластичного элемента, прикрепленного к верху обуви по меньшей мере вдоль участков, обращенных к нижним кромкам центральной передней области верха обуви;
получение подошвы, размер которой соответствует размеру верха обуви;
взаимное скрепление передней области (Z) крепления подошвы с соответствующим передним участком сборки и задней области (Z1) крепления подошвы с соответствующим задним участком сборки для получения группы W, W1 «подошва - сборка»;
введение ноги потребителя в группу W, W1 «подошва - сборка» с последующим растяжением в поперечном направлении эластичного элемента и приспособление верха обуви к ступне потребителя;
снятие группы (W, W1) «подошва - сборка» с ноги потребителя;
соединение группы (W, W1) «подошва - сборка» для получения ботинка, в котором
средства крепления наносят на верхнюю поверхность подошвы в сопряжении по меньшей мере с центральным передним ее участком так, что верхняя поверхность представляет собой по меньшей мере одну переднюю область (Z) крепления и по меньшей мере одну заднюю область (Z1) крепления; и
предварительное прикрепление эластичного элемента к средствам скрепления осуществляют под воздействием давления ступни потребителя на эластичный элемент.
укладки эластичного элемента на лицевую поверхность соответствующей колодки;
затягивания верха обуви на колодку;
прикрепления эластичного элемента по меньшей мере к противоположным участкам нижних кромок центральной передней части верха обуви;
причем после получения группы (W1) ее снимают с колодки.
сборку (W, W1), сформированную из верха обуви и эластичного элемента, прикрепленного к последнему по меньшей мере вдоль нижних противоположных кромок центральной передней области верха обуви;
подошву;
две точки для взаимного скрепления упомянутой сборки и подошвы, одна из которых расположена между задним участком подошвы и соответствующим задним участком упомянутой сборки, при этом другая точка расположена между передним участком подошвы и соответствующим передним участком упомянутой сборки, причем эластичный элемент выполнен с возможностью растяжения в поперечном направлении после введения потребителем своей ноги в упомянутую сборку, в которой подошва имеет средства крепления для их прикрепления, с возможностью открепления, к верху под воздействием давления между подошвой и сборкой, создаваемого ногой потребителя.
| US 5123181 А, 23.06.1992 | |||
| US 5813145 А, 29.09.1998 | |||
| US 3748756 А, 31.07.1973 | |||
| Способ изготовления обуви и устройство для его осуществления | 1985 |
|
SU1713414A3 |
| Способ изготовления обуви литьевого метода крепления с профилированным следом, соответствующим анатомическому строению стопы | 1987 |
|
SU1574199A1 |

