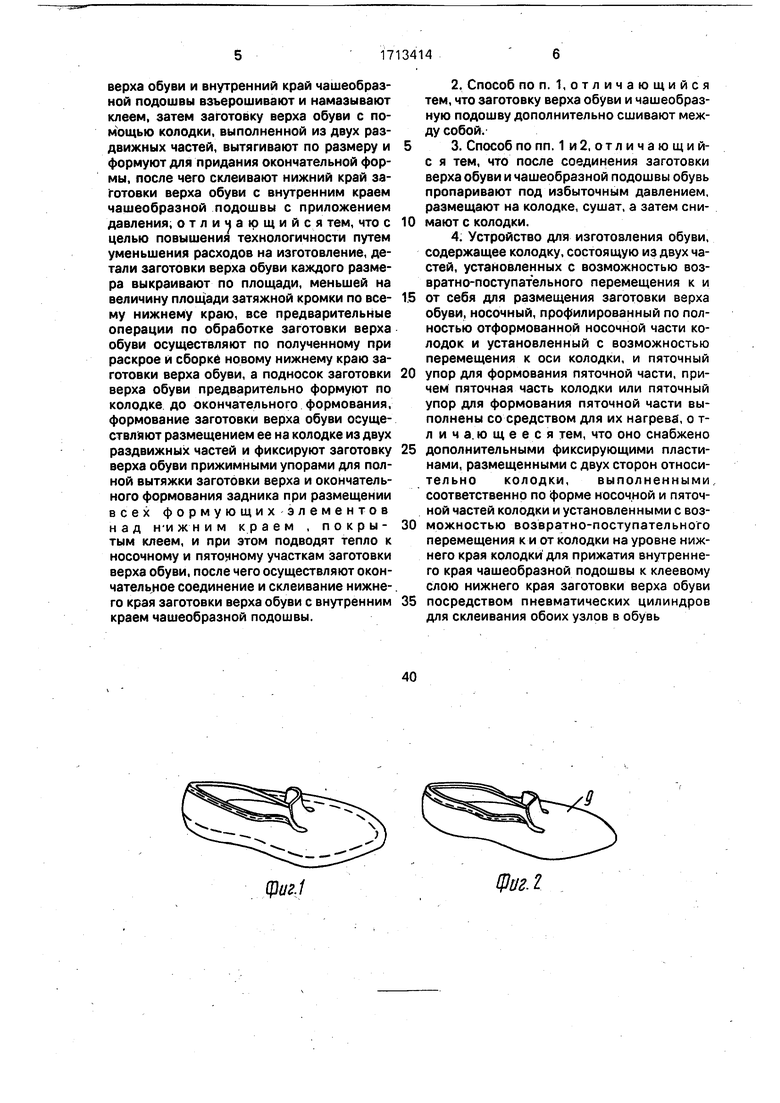
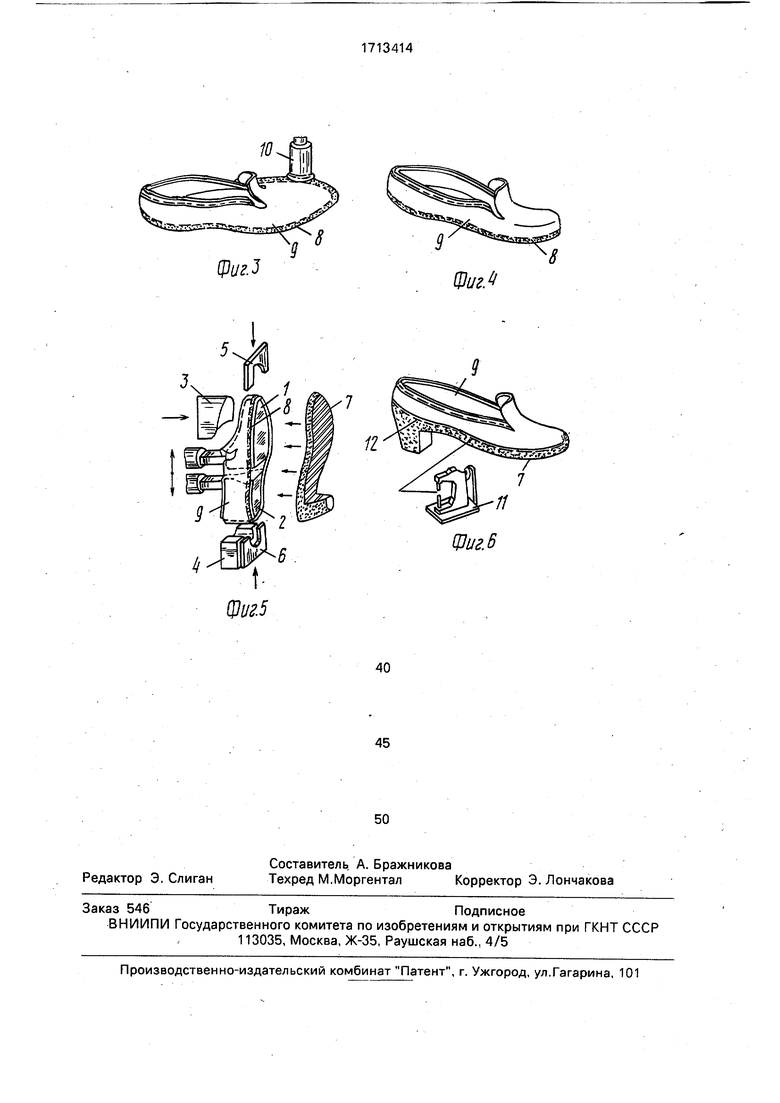
предлагаемым способом; на фиг. 3 - взъерошивание нижней кромки заготовки верха обуви; на фиг. 4 - формование носочной части; на фиг. 5 - вытяжка по размеру заготовки верха обуви и формование её и посадка чашеобразной подошвы с помощью используемого устройства; на фиг. 6 - полностью подготовленная и прошитая туфля вместе со швейной машинкой.
Способ изготовления обуви заключается в том, что выкраивают детали заготовки верха обуви из кожи, предварительно их обрабатывают и сшивают все в заготовку верхи юбуви, в заготовку верха обуви вставляют подносок и задник, формуют чашеобразную подошву, нижний край заготовки верха обуви и внутренний край чашеобразной подошвы взъерошивают и намазывают клеем. Затем заготовку верха обуви с помощью колодки, выполненной из двух раздвижных частей, вытягивают по размеру и формуют для придания окончательной формы, после чего склеивают нижний край заготовки верха обуви с внутренним краем чашеобразной подошвы с приложением давления.
Детали заготовки верха обуви каждого размера выкраивают по площади, меньшей на величину площади затяжной кромки по всему нижнему краю, после чего все пр@дверительные операции по обработке заготовки верха обуви осуществляют по полученному при раскрое и сборке новому нижнему краю заготовки верха обуви. Под.носок заготовки верха обуви предварительно формуют по колодке до окончательного формования. Формование заготовки верха обуви осуществляют размещением ее на колодке из двух раздвижных частей и фиксируют заготовку верха обуви прижимными упорами для полной вытяжки заготовки верха и окончательного формования задника, при размещении всех формующих элементов над нижним краем, покрытым клеем, и прикладывают тепло к заданным участкам заготовки верха обуви, i юсле зтого осуществляют окончательное соединение и склеивание нижнего края заготовки верха обуви с внутренним краем чашеобразной подошвы.
Заготовку верха обуви и чашеобразную подошву дополнительно сшивают между собой.
После соединения заготовки верха обуви и чашеобразной подошвы обувь пропаривают под избыточным давлением, размещают на колодке, сушат, а затем снимают с колодки.
На чашеобразную подошву наклеивают заготовку верха обуви.
Устройство для изготовления обуви содержит колодку, состоящую из двух частей 1 и 2, установленных с возможностью возвратно-поступательного перемещения к и от себя для размещения заготовки верха обуви, носочный упор 3, профилированный по полностью отформованной носочной части колодок, установленный с возможностью перемещения к оси колодки, и пяточный упор 4 для формования пяточной части, причем пяточная часть 2 колодки или пяточный упор 4 для формования пяточной части выполнены со средством для их нагрева.
Устройство снабжено дополнительными фиксирующими пластинами 5 и 6, размещенными с двух сторон относительно колодки, выполненными соответственно по форме носочной и пяточной частей колодки и установленными с возможностью возвратно-поступательного перемещения к и от колодки на уровне нижнего края колодки для прижатия внутреннего края чашеобразной подошвы 7 к клеевому слою нижнего края 8 заготовки верха 9 обуви посредством пневматических цилиндров для склеивания обоих узлов в обувь.
Для обеспечения взъерошивания нижнего края 8 заготовки верха 9 обуви используют взъерошивающую головку 10, которая может придать любую ширину взъерошенной полосе, которая прижимается (эта зона) на всю глубину погружения в подготовленную чашеобразную подошву.
Для дополнительного предохранения клеевого соединения между чашеобразной подошвой 7 и заготовкой верха 9 обуви с помощью швейной машины 11 прошивается шов 12.
После склейки и, в случае необходимости, прошивки обувь пропаривается в напорной камере (не показана), причем кожа в короткое время становится эластичной и формующейся. В пропаренную обувь в первый раз вставляется колодка.
Обувь, одетая на колодку, сушится в сушильном средстве, причем кожа принимает свою окончательную форму. Эта форма сохраняется также и. после снятия с колодки.
Последние рабочие операции состоят в дополнительной отделке и во вкладке или вклейке вкладной стельки.
Формула изобретения
1. Способ изготовления обуви, заключающийся ВТОМ, что выкраивают детали заготовки верха обуви из кожи, предварительно их обрабатывают и сшивают в заготовку верха обуви, в заготовку верха обуви вставляют подносок и задник, формуют чашеобразную подошву, нижний край заготовки
верха обуви и внутренний край чашеобразной подошвы взъерошивают и намазывают клеем, затем заготовку верха обуви с помощью колодки, выполненной из двух раздвижных частей, вытягивают по размеру и формуют для придания окончательной формы, после чего склеивают нижний край заготовки верха обуви с внутренним краем чашеобразной подошвы с приложением давления, отличающийся тем, что с целью повышения технологичности путем уменьшения расходов на изготовление, детали заготовки верха обуви каждого размера выкраивают по площади, меньшей на величину площади затяжной кромки по всему нижнему краю, все предварительные операции по обработке заготовки верха обуви осуществляют по полученному при раскрое и сборке новому нижнему краю заготовки верха обуви, а подносок заготовки верха обуви предварительно формуют по колодке до окончательного формования, формование заготовки верха обуви осуществляют размещением ее на колодке из двух раздвижных частей и фиксируют заготовку верха обуви прижимными упорами для полной вытяжки заготовки верха и окончательного формования задника при размещении всех формующихзлементов над ни ж н и м краем , покрытым клеем, и при этом подводят тепло к носочному и участкам заготовки верха обуви, после чего осуществляют окончатель 1ое соединение и склеивание нижнего края заготовки верха обуви с внутренним краем чашеобразной подошвы.
2. Способ по п. 1,отличающийся тем, что заготовку верха обуви и чашеобразную подошву дополнительно сшивают между собой.
3. Способпопп. 1 и2, отличаю щийс я тем, что после соединения заготовки верха обуви и чашеобразной подошвы обувь пропаривают под избыточным давлением. размещают на колодке, сушат, а затем снимают с колодки.
4. Устройство для изготовления обуви, содержащее колодку, состоящую из двух частей, установленных с возможностью возвратно-поступательного перемещения к и
от себя для размещения заготовки верха обуви, носочный, профилированный по полностью отформованной носочной части колодок и установленный с возможностью перемещения к оси колодки, и пяточный
упор для формования пяточной части, причем пяточная часть колодки или пяточный упор для формования пяточной части выполнены со средством для их нагрева, о тлича. ющееся тем, что оно снабжено
дополнительными фиксирующими пластинами, размещенными с двух сторон относительно колодки, выполненными, соответственно по форме носочной и пяточной частей колодки и установленными с возможностью возвратно-поступательного перемещения к и от колодки на уровне нижнего края колодкидля прижатия внутреннего края чашеобразной подошвы к клеевому слою нижнего края заготовки верха обуви
посредством пневматических цилиндров для склеивания обоих узлов в обувь

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ДЛЯ СПОРТИВНЫХ БАЛЬНЫХ ТАНЦЕВ | 2009 |
|
RU2415624C1 |
| Способ изготовления обуви для спортивных бальных танцев | 2018 |
|
RU2703562C1 |
| Способ изготовления обуви | 1990 |
|
SU1757597A1 |
| Способ пошива беззатяжной рантовой обуви | 1958 |
|
SU122412A1 |
| Способ изготовления утепленных сапог с верхом из войлока | 1987 |
|
SU1583074A1 |
| Агрегат для обработки заготовки обуви | 1976 |
|
SU606574A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УТЕПЛЕННОЙ ОБУВИ | 2000 |
|
RU2205578C2 |
| Способ изготовления бесподкладочной обуви | 1987 |
|
SU1531970A1 |
| Клеевая обувь | 1984 |
|
SU1741757A1 |
| СПОРТИВНАЯ ОБУВЬ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ ПОДОШВЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2763566C1 |
Изобретение относится к обувной промышленности и позволяет повысить технологичность за счет уменьшения расходов на изготовление. Способ изготовления обуви заключается в том, что выкраивают детали заготовки верха обуви из кожи, предварительно их обрабатывают и сшивают все в заготовку верха обуви. В заготовку верха обуви вставляют подносок и задник. Формуют чашеобразную подошву. Нижний край заготовки верха обуви и внутренний край чашеобразной подошвы взъерошивают и намазывают клеем. Затем заготовку верха обуви с помощью колодки, выполненной издвух раздвижных частей, вытягивают по размеру и формуют для придания окончательной формы. Затем склеивают нижний край заготовки верха обуви с внутренним краем чашеобразной подошвы с приложением давления. Детали заготовки верха обуви каждого размера выкраивают по площади, меньшей на величину площади затяжной кромки по всему нижнему краю. После этого все предварительные операции по обработке заготовки верха обуви осуществляют по полученному при раскрое и сборке новому нижнему краю заготовки верха обуви, после чего подносок заготовки верха обуви предварительно формуют по колодке до окончательного формования. Затем формование заготовки верха обуви осуществляют размещением ее на колодке из двух раздвижных частей и фиксируют заготовку верха обуви прижимными упорами для полной вытяжки заготовки верха обуви и окончательного формования задника при размещении всех формующих элементов над нижним краем, покрытым клеем и прикладывают тепло к заданным участкам заготовки верха обуви. Потом осуществляют окончательное соединение и склеивание нижнего края заготовки верха обуви с внутренним краем чашеобразной подошвы. 2 с. и 2 з,п. ф-лы. 6 ил.СОсМ•^^СО4Ь.>&ОСИзобретение относится к обувной промышленности, а именно к способам для изготовления обуви, по которому прежде всего вырезается кожа верха обуви без кромки на затягивание.Целью изобретения является повышение .технологичности за счет уменьшения расходов на изготовление.На фиг, 1 изображена заготовка верха обуви, выкроенная известным способом,' на фиг. 2 - заготовка верха обуви, выкроенная
фиг,1
фиг. 2
фиг.З
(1}иг.
k
Щи г. 5
| Синаюк Д.А | |||
| и др | |||
| Новое в формовании и сборке обуви | |||
| М.: Легкая индустрия, 1978, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
