Изобретение относится к обувной промышленности, а именно к способам изготовления обуви с литьевой подошвой.
Целью изобретения является улучшение эксплуатационных свойств путем создания эластичного следа, учитывающего анатомическое строение стопы человека.
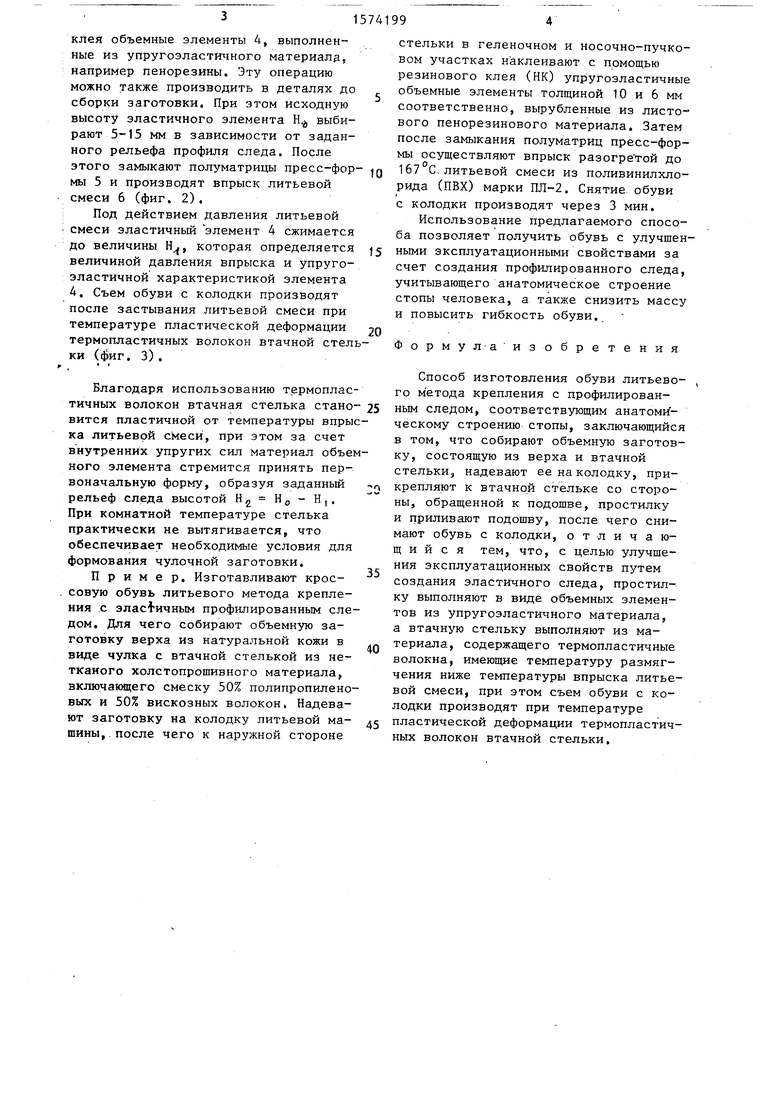
На фиг. 1 представлена обувь, надетая на колодку, на этапе прикрепления объемных элементов, поперечное сечение-, на фиг. 2 - то же, на этапе приливания подошвы, поперечное сечение; на фиг. 3 - готовая обувь, снятая с колодки, поперечное сечение;
на фиг. 4 - обувь в носочной части, продольное сечение.
Способ осуществляют следующим образом.
Собирают объемную заготовку в виде чулка, состоящую из верха обуви 1 и втачной стельки 2, выполненной из материала, содержащего термопластичные волокна, имеющие температуру размягчения ниже температуры впрыска литьевой смеси. Полученную объемную заготовку надевают на литьевую колодку 3 (фиг. 1), после чего с наружной стороны втачной стельки в местах, соответствующих анатомическим точкам, прикрепляют, например, с помощью
СЛ Јь
СО СО
315741
клея объемные элементы 4, выполненные из упругоэластичного материалу, например пенорезины. Эту операцию можно также производить в деталях до сборки заготовки. При этом исходную высоту эластичного элемента Н,й выбирают 5-15 мм в зависимости от заданного рельефа профиля следа. После этого замыкают полуматрицы пресс-фор- jg мы 5 и производят впрыск литьевой смеси 6 (фиг. 2).
Под действием давления литьевой
смеси эластичный элемент 4 сжимается до величины Н, которая определяется величиной давления впрыска и упруго- эластичной характеристикой элемента 4. Съем обуви с колодки производят после застывания литьевой смеси при температуре пластической деформации 20 термопластичных волокон втачной стельки (фиг. 3).
.
Благодаря использованию термопластичных волокон втачная стелька стано- 25 вится пластичной от температуры впрыска литьевой смеси, при этом за счет внутренних упругих сил материал объемного элемента стремится принять первоначальную форму, образуя заданный -чП рельеф следа высотой Н 2 Н 0 - Н ,. При комнатной температуре стелька практически не вытягивается, что обеспечивает необходимые условия для формования чулочной заготовки.
Пример. Изготавливают крос- совую обувь литьевого метода крепления с эластичным профилированным следом. Для чего собирают объемную заготовку верха из натуральной кожи в виде чулка с втачной стелькой из нетканого холстопрошивного материала, включающего смеску 50% полипропиленовых и 50% вискозных волокон. Надевают заготовку на колодку литьевой ма- д$ шины, после чего к наружной стороне
40
$
994
стельки в геленочном и носочно-пучко- вом участках наклеивают с помощью резинового клея (НК) упругоэластичные объемные элементы толщиной 10 и 6 мм соответственно, вырубленные из листового пенорезинового материала. Затем после замыкания полуматриц пресс-формы осуществляют впрыск разогре той до 167 С. литьевой смеси из поливинилхло- рида (ПВХ) марки ПЛ-2. Снятие обуви с колодки производят через 3 мин.
Использование предлагаемого способа позволяет получить обувь с улучшенными эксплуатационными свойствами за счет создания профилированного следа, учитывающего анатомическое строение стопы человека, а также снизить массу и повысить гибкость обуви.
Формула изобретения
Способ изготовления обуви литьево- ( го метода крепления с профилированным следом, соответствующим анатомическому строению стопы, заключающийся в том, что собирают объемную заготовку, состоящую из верха и втачной стельки, надевают ее на колодку, прикрепляют к втачной стельке со стороны, обращенной к подошве, простилку и приливают подошву, после чего снимают обувь с колодки, о т л и ч а ю- щ и и с я тем, что, с целью улучшения эксплуатационных свойств путем создания эластичного следа, простилку выполняют в виде объемных элементов из упругоэластичного материала, а втачную стельку выполняют из материала, содержащего термопластичные волокна, имеющие температуру размягчения ниже температуры впрыска литьевой смеси, при этом съем обуви с колодки производят при температуре пластической деформации термопластичных волокон втачной стельки.
I
ум
I
Г°
fsi
Ln ,1
-P
VЈ vD
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обуви литьевого метода крепления | 1989 |
|
SU1662483A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2219814C2 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ ПОРИСТОГО НИЗА ОБУВИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218850C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 1998 |
|
RU2134528C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ ПОДОШВЫ ИЗ ПОЛИУРЕТАНА С НАКЛАДКОЙ ИЗ РЕЗИНЫ | 2002 |
|
RU2210298C1 |
| Способ изготовления обуви для спортивных бальных танцев | 2018 |
|
RU2703562C1 |
| Способ изготовления текстильной обуви | 1986 |
|
SU1347925A1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ НИЗА К МАТЕРИАЛАМ ВЕРХА ОБУВИ | 2005 |
|
RU2290852C1 |
| ОДЕЖДА СПАСАТЕЛЕЙ, ДЕЙСТВУЮЩИХ В ЧРЕЗВЫЧАЙНЫХ СЕЙСМИЧЕСКИ-ОПАСНЫХ УСЛОВИЯХ В СЕВЕРНЫХ ШИРОТАХ | 2013 |
|
RU2539644C1 |


Изобретение относится к обувной промышленности, в частности к способу изготовления обуви литьевого метода крепления. Целью изобретения является улучшение эксплуатационных свойств обуви путем создания эластичного следа, учитывающего анатомическое строение стопы человека. Способ заключается в том, что собирают объемную заготовку, состоящую из верха и втачной стельки, надевают ее на колодку и прикрепляют к втачной стельке со стороны, обращенной к подошве, простилку, выполненную в виде объемных элементов из упругоэластичного материала. При этом втачную стельку выполняют из материала, содержащего термопластичные волокна, имеющие температуру размягчения ниже температуры впрыска литьевой смеси. Съем обуви с колодки осуществляют при температуре пластической деформации термопластичных волокон втачной стельки. 4 ил.
®игМ
| Патент ФРГ № 3046050, кл | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
