Изобретение относится к области сварки электрической стыковой и может быть использовано при демагнитизации сварных стыков трубопроводов, в т.ч. и магистральных трубопроводов.
Для оценки технического состояния линейной части магистральных трубопроводов и выявления дефектных участков широко применяются внутритрубные магнитные дефектоскопы, в состав которых входят редкоземельные постоянные магниты с высокой удельной энергией магнитного поля, что приводит к образованию в теле трубы сильной остаточной намагниченности до 200 мТл и выше.
При проведении ремонтно-восстановительных сварочных работ, на выявленные в процессе контроля аварийно опасные участки, остаточное магнитное поле трубопровода, воздействуя на сварочную дугу, нарушает стабильность ее горения и формирование сварного шва. Указанный комплекс явлений получил название - эффект "магнитного дутья" [1, 2].
Известны два широко используемых способа размагничивания деталей перед сваркой путем:
1) нагревания деталей до температуры выше точки Кюри и последующего охлаждения;
2) применения переменного магнитного поля с плавно убывающей до нуля амплитудой.
Более качественное размагничивание достигается при первом способе. При охлаждении тела, предварительно нагретого до температуры выше точки Кюри, его доменная структура зарождается вблизи точки Кюри, и размер доменов соответствует значениям констант материала при этой температуре. Образовавшаяся доменная структура при остывании тела до комнатной температуры не претерпевает существенных изменений. Константы, определяющие доменные структуры при изменении температуры, изменяются очень сильно, поэтому образец будет размагничен, но будет находиться в неравновесном состоянии. Кроме того, при нагревании детали до температуры выше точки Кюри и последующем охлаждении меняются механические свойства материала детали, что в большинстве случаев недопустимо [3].
Поэтому способ размагничивания деталей нагреванием до точки Кюри применяют в практике крайне редко.
Второй способ заключается в размагничивании детали переменным полем с амплитудой, равномерно уменьшающейся от некоторого максимального значения до нуля. Толщина размагниченного слоя, вследствие особенностей проникновения переменного поля в токопроводящую среду (поверхностный эффект), зависит от магнитных свойств материала изделия и частоты размагничивающего поля. Чем больше магнитная проницаемость и толщина детали, тем меньше должна быть частота размагничивающего переменного магнитного поля. В зависимости от материала изделия, его размеров и формы применяют переменные поля различных частот: от долей герц (Гц) до 50 Гц. Начальная амплитуда размагничивающего поля должна быть равна амплитуде намагничивающего поля [3].
Таким образом, вращение доменов, производимое периодическим воздействием уменьшающегося по амплитуде переменного магнитного поля, приводит к их разупорядочиванию, и, соответственно, к размагничиванию детали. При размагничивании образцов переменным полем убывающей амплитуды размеры доменов в размагниченном состоянии зависят от частоты размагничивающего поля и от скорости его убывания.
Известные технологии размагничивания разрабатывались и применяются к телам конечных размеров и практически не применимы при размагничивании магистральных трубопроводов - тел условно бесконечной длины [4, 5], по причине постоянного воздействия на размагничиваемый участок магнитных полей прилегающих к нему участков трубопровода.
В качестве прототипа принят способ сварки намагниченных магистральных трубопроводов, включающий удаление дефектной зоны, установки на его место равного ему по величине бездефектного участка, демагнитизацию сварных стыков путем перемагничивания торцевой зоны стыка, обварку стыков [6].
Размагничивание осуществляют симметрично относительно зоны разделки сварного шва состыкованного трубопровода с установленным в шве бездефектным участком, который образует два сварных шва. Демагнитизация одного из швов приводит к перераспределению магнитного поля на другом. Вследствие этого одновременная сварка обоих швов качественно практически невозможной из-за нарушения баланса магнитных полей на одном из швов.
Квалифицированные сварщики могут обеспечивать высокое качество сварки в магнитном поле, величиной до 2 мТл и менее, однако, в полях 2...4 мТл дуга становится нестабильной, а в полях свыше 4 мТл - высоко нестабильной и часто полностью гасится [3]. Действие эффекта "магнитного дутья" в процессе сварочных работ приводит к увеличению сроков и стоимости ремонта, снижению качества сварного шва и дополнительным финансовым потерям из-за роста времени простоя трубопровода при ремонте. Все это требует от технологии сварки разработки технологии и средств размагничивания магистральных трубопроводов перед сваркой [4].
В основу изобретения поставлена задача повышения качества сварки стыков намагниченных магистральных трубопроводов.
Поставленная задача достигается тем, что в способе сварки намагниченных трубопроводов при ремонтно-восстановительных работах, включающем удаление дефектной зоны, установки на его место равного ему по величине бездефектного участка, демагнитизацию сварных стыков путем перемагничивания торцевой зоны стыка и обварку стыков, согласно изобретению перемагничивание материала торцевой зоны стыка осуществляют перед установкой бездефектного участка и сваркой до исключения в материале эффекта “магнитного дутья”, путем концентрации магнитного поля в локальной зоне торцевого среза трубопровода до величины, равной действительной величине остаточного магнитного поля трубопровода, и по его значению создают в материале торцевой зоны остаточное магнитное поле, противодействующее упомянутому магнитному полю трубопровода, после чего в стык вводят бездефектный участок.
В способе сварки перемагничивание материала торцевой зоны стыка осуществляют на длине торцевой зоны стыка в интервале (0,15-2,0) диаметра трубопровода.
В способе сварки в перемагниченной зоне остаточное магнитное поле рассеяния перераспределяют вдоль образующей цилиндрической поверхности трубопровода.
Для лучшего понимания изобретения его поясняют чертежами, где
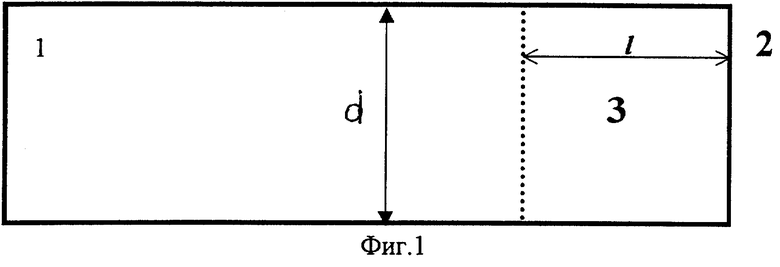
фиг.1 - общая технологическая схема заявленного способа;
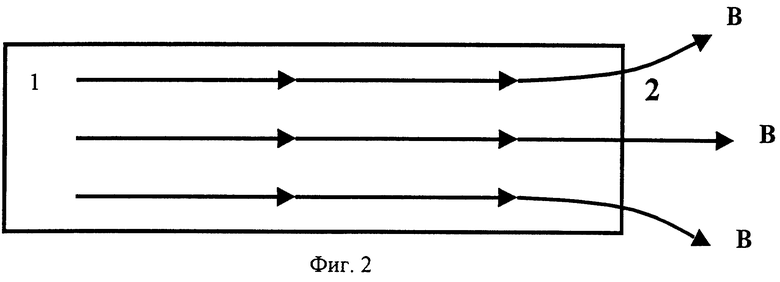
фиг.2 - распределение магнитного поля рассеивания на открытом торце трубопровода при отсутствии перемагниченной зоны;
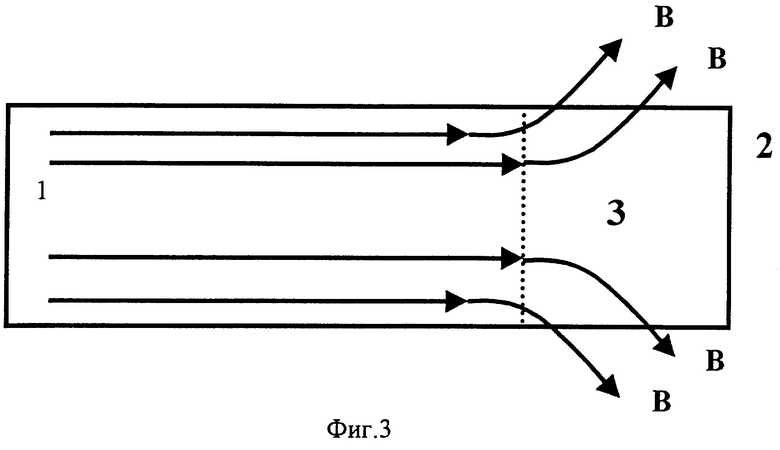
фиг.3 - распределение магнитного поля рассеивания на открытом торце трубопровода при наличии перемагниченной зоны по заявленному способу;
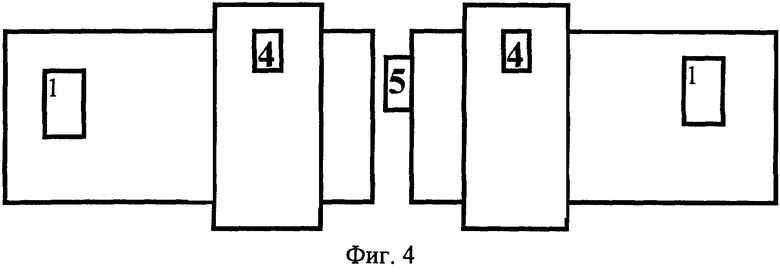
фиг.4 - известная схема демагнитизации перед сваркой;
фиг.5 - известная технология ремонта трубопроводов с использованием ремонтной катушки;
фиг.6 - заявленная технология ремонта трубопроводов с использованием специального тестированного концентратора магнитного поля.
Способ сварки намагниченного трубопровода 1 заключается в том, что на открытом торце 2 зону 3, прилегающую к открытому торцу 2, перемагничивают таким образом, что остаточное магнитное поле зоны 3 противодействует остаточному магнитному полю трубопровода 1, в результате чего на открытом торце 2 намагниченного трубопровода 1 величина суммарного остаточного магнитного поля становится меньше допустимых пределов, необходимых для качественной сварки и исключения эффекта “магнитного дутья”, причем длина l, экспериментально выявленная, для зоны 3 должна быть не меньше (0,15-2,0) диаметра d трубопровода 1 (фиг.1). В зависимости от технологических условий местности и привязки трубопровода 1 длина зоны 3 может превышать (0,15-2,0) диаметра трубопровода 1, но это экономически нецелесообразно. В перемагниченной зоне 3 остаточное магнитное поле В рассеивания перераспределяют вдоль образующей цилиндрической поверхности трубопровода (фиг.3).
При отсутствии перемагниченной зоны 3 магнитное поле трубопровода 1 рассеивается на открытом его торце 2 (фиг.2), где В - силовые линии остаточного магнитного поля.
Создание перемагниченной зоны 3 трубопровода 1 позволяет перераспределить остаточное магнитное поле и рассеивает его не только на небольшом сечении открытого торца 2, но и на всей площади перемагниченной зоны 3. Это позволяет уменьшить намагниченность открытого торца 2 до величины, необходимой для проведения качественной сварки (фиг.3). В известных конструкциях [6] размагничивание зоны сварки осуществляется либо методом компенсации, либо методом импульсного перемагничивания в замкнутой магнитной системе трубопровода (фиг.4). При этом размагничивающие обмотки 4 размещают симметрично относительно зоны разделки сварного шва состыкованного трубопровода 1. В большинстве случаев ремонт трубопровода 1 производят путем вырезки (на чертеже условно не показан) дефектного участка трубопровода 1 и установки на его место равного ему по величине бездефектного участка 6, так называемой ремонтной катушки (фиг.3), которая эквивалентна замкнутому участку магнитoпровода.
В результате введения в стык 5 бездефектного участка 6 образуются два сварных шва 7 и 8. Воздействие любым из известных способов размагничивания на один из, например, сварной шов 7 неизбежно приводит к перераспределению магнитного поля на другом шве 8. Вследствие этого одновременная сварка швов 7 и 8 становится невозможной из-за нарушения баланса магнитных полей на одном из швов 7 или 8.
Предлагаемый способ (фиг.6), при котором перед установкой бездефектного участка 6 - ремонтной катушки, перемагничивание-демагнитизацию материала торцевой зоны 3 двух магнитно не связанных торцев 9 и 10 трубопровода 1 осуществляют перед сваркой до исключения в материале эффекта “магнитного дутья” путем концентрации магнитного поля в локальной зоне 12 или 13 среза торцев 9 и 10 трубопровода 1 до величины, равной действительной величине поля остаточной намагниченности трубопровода 1, и по его значению создают в материале торцевой зоны 3 торцев 9 и 10 остаточное магнитное поле, противодействующее остаточному магнитному полю трубопровода 1. Концентрацию магнитного поля в локальной зоне 12 или 13 среза торцов 9 и 10 трубопровода 1 осуществляют, например, концентратором 14 из ферромагнитного материала, в частности из стали 3, который сопрягают с зазором с торцом 9 или 10 трубопровода 1 в плоскости его наружной образующей. Величину зазора Δ устанавливают экспериментально на порядок меньше площади сечения концентратора. Концентрацию магнитного поля осуществляют до величины, равной действительной величине поля остаточной намагниченности трубопровода 1, и по ее значению осуществляют демагнитизацию зоны со стороны свободных торцов 9 и 10 трубопровода 1. После чего между торцами 9 и 10 вводят бездефектный участок 6 и осуществляют сварку. Такая технология исключает в процессе демагнитизации и после нее перераспределение остаточного магнитного поля на магнитно не связанные между собой зоны 3 торцов 9 и 10. Это позволяет осуществлять сварку шва в зоне торцов 9 и 10 и торцов бездефектного участка 6 - ремонтной катушки, исключая возникновение эффекта "магнитного дутья" при сварке. Таким образом изобретение улучшает качество сварки и сокращает сроки ремонта трубопровода 1.
Пример. Представленная ниже технологическая схема проведения размагничивания ремонтируемых участков нефтепровода касается проведения процесса размагничивания трубопроводов диаметром 1400 мм включительно, в ходе проведения планового ремонта дефектных участков нефтепровода.
Для проведения процесса размагничивания использовали комплект средств размагничивания, в составе: разъемные размагничивающие обмотки, автоматизированный регулятор магнитного поля.
Способ сварки осуществляют по следующей технологии. После вырезки и удаления дефектного участка трубопровода 1, механической его обработки, подготовки зоны разделки сварного шва на трубопроводе и изготовления бездефектного участка - ремонтной катушки, осуществляют обработку трубопроводов, которая включает перемагничивание торцевой зоны стыка до исключения в материале эффекта “магнитного дутья” путем концентрации остаточного магнитного поля в локальной зоне торцевого среза трубопровода. Концентрацию магнитного поля осуществляют, например, концентратором из ферромагнитного материала, в частности из стали 3. Который сопрягают с магнитным зазором с торцом трубопровода в плоскости его наружной образующей. Величину зазора устанавливают на порядок меньше площади сечения концентратора. Концентрацию магнитного поля осуществляют до величины, равной действительно величине поля остаточной намагниченности трубопровода. После чего осуществляют перемагничивание материала торцевой зоны путем создания магнитного поля, противодействующего остаточному магнитному полю трубопровода.
Перемагничивание материала торцевой зоны стыка осуществляют на экспериментально выявленной длине торцевой зоны стыка в интервале, не менее (0,15-2,0) от диаметра трубопровода. За пределами этого интервала, в сторону минимума эффект перемагничивания, не исключается эффект “магнитного дутья”; в сторону верхнего значения интервала - перемагничивание экономически нецелесообразно.
В перемагниченной зоне поле рассеияния остаточного магнитного поля перераспределяют вдоль образующей цилиндрической поверхности трубопровода.
После перeмагничивания одного или обоих торцов трубопровода вводят между ними бездефектный участок - ремонтную катушку, устанавливают ее и фиксируют с помощью центраторов на трубопроводе, с необходимым зазором, и производят сварку корня сварного шва последовательно, сначала в одном стыке между концом трубопровода и ремонтной катушкой, а затем - в другом.
Перед сваркой с одной из сторон, а затем с другой стороны - на расстоянии ~100 мм от зазора, монтируют разъемные размагничивающие обмотки. Обмотки соединяют между собой последовательно и согласно (витки обеих обмоток должны быть намотаны в одном направлении - по часовой стрелке или против нее). После этого обмотки подключаются к автоматизированному регулятору магнитного поля.
Индикатор уровня остаточного магнитного поля, электрически соединенный с пультом дистанционного управления, помещают в зону торца трубопровода и включают автоматическое размагничивание. Через технологически заданное время процесс размагничивания завершают, о чем просигнализирует соответствующий индикатор и приступают к сварке. В случае необходимости производят дополнительный цикл уровня размагничивающего поля. Для чего размагничивающие обмотки смещают с заданным шагом вдоль образующей трубопровода.
После сварки прихваток на втором стыке и снятия с трубопровода центраторов, следует приступить к сварке корня шва, а затем и всего шва.
После сварки всего корня шва второго стыка, следует отключить и снять обмотки с трубопровода и произвести сварку стыков.
Проведенные испытания в условиях производства ремонтных работ на магистральных трубопроводах показали, что разработанная технология обеспечивает автоматизированное, быстрое, точное и качественное размагничивание зоны сварки, экономична и проста в управлении, и может быть рекомендована для промышленного применения, при проведении ремонтов трубопроводов, обладающих остаточной намагниченностью.
Источники информации
1. Blakeley P.J. Magnetic Arc Blow: Causes, Effects and Cures//Metal Construction, 1988, Feb.
2. Koster H. Demagnetization of Pipe Ends Before and During Welding//Praktiker, vol. 38, №12, 1986, Dec.
3. Проспект фирмы "Zeromag".
4. Волохов С.А. и др. Размагничивание труб перед сваркой на магистральных трубопроводах.// "Неразрушающий контроль и диагностика", тез. докл. 15 российской НТК, 1999. - т.1, с. 183.
5. Корольков П.М. Современные способы размагничивания при сварке трубопроводов// "Сварщик", №1, 2000, с. 2-4.
6. Проспект КРУ "Харьковнефтемаш", 1999, с. 1-2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ НАМАГНИЧЕННЫХ ОБЪЕКТОВ ПРИ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТАХ | 2007 |
|
RU2344909C2 |
| УСТРОЙСТВО ЛОКАЛЬНОГО РАЗМАГНИЧИВАНИЯ ТРУБОПРОВОДОВ | 2009 |
|
RU2404471C1 |
| УСТРОЙСТВО ЛОКАЛЬНОГО РАЗМАГНИЧИВАНИЯ ЭЛЕМЕНТОВ ТРУБОПРОВОДОВ | 2007 |
|
RU2331945C1 |
| СПОСОБ РАЗМАГНИЧИВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ МАГНИТОМЯГКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335819C2 |
| УСТРОЙСТВО РАЗМАГНИЧИВАНИЯ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2005 |
|
RU2285254C1 |
| Способ ремонта трубопровода | 1990 |
|
SU1766639A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РЕЛАКСАЦИОННОЙ КОЭРЦИТИВНОЙ СИЛЫ И РЕЛАКСАЦИОННОЙ НАМАГНИЧЕННОСТИ ПРОТЯЖЕННЫХ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2627122C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗБЫТОЧНОЙ КОРРОЗИИ СТАЛИ | 2015 |
|
RU2570704C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ТРУБОПРОВОДА, НАХОДЯЩЕГОСЯ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2352854C2 |
| Способ ремонта участка газопровода с заводским изоляционным покрытием | 2023 |
|
RU2817233C1 |


Изобретение относится к области сварки, в частности к сварке намагниченных трубопроводов при ремонтно-восстановительных работах с предварительной демагнитизацией сварных стыков. До установки бездефектного участка осуществляют демагнитизацию торцевой зоны трубопровода. Магнитное поле концентрируют в локальной зоне до величины остаточного магнитного поля трубопровода. По его значению в материале торцевой зоны создают остаточное магнитное поле, противодействующее упомянутому магнитному полю трубопровода. После этого вводят бездефектный участок и осуществляют сварку. Это позволяет повысить качество сварных стыков намагниченных трубопроводов и сократить сроки ремонта за счёт исключения возникновения в материале эффекта “магнитного дутья”. 2 з.п. ф-лы, 6 ил.
| Проспект КРУ “Харьковнефтемаш”, 1999, с | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

