Изобретение относится к производству сварных конструкций и может быт применено преимущественно нри дугово сварке стыковых соединений труб, обо лочек и плоскостных конструкций без использования подкладок. Известен способ дуговой сварки, п котором на ванну расплавленного металла действуют поперечным постоянным магнитным полем, и обеспечивая постоянство величины направления ток в сварочной ванне за счет скольжения вслед за сварочной ванной токоподвода сварочной цепи, осуществляют взаимодействие силы тяжести расплава ванны с электромагнитными силами, создаваемыми постоянным поперечным магнитным полем и сварочным током, протекающим по расплаву Однако этот способ ненадежен, noT му что сварочная дуга горит неустойчиво уже при невысокой индукции-магнитного поля. Для дуги, имеющей силу сварочного тока 200 А и длину 0,25 см, критическая величина индукции магнитного поля составляет 0,035 Т 2. Однако для получения практического эффекта формирования сварного шва необходима индукция магнитного поля более 0,08 Т Гз. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ дуговой сварки с принудительным формированием шва, при котором на сварочную ванну и дугу воздействуют квадрупольным магнитным полем, симметричньм относительно оси дуги, осуществляя воздействие на расплавленный металл и дугу электромагнитных сил. Этот способ более совершенен, так как процесс горения дуги более устойчив потому, что напряженность такого поля на оси сварочной дуги нулевая . Однако ввиду того, что дуга материальна и занимает в простран тве определенный объем { например.
386
обычно столб дуги имеет диаметр, равный 3-4 мм), окружающие дугу , 1шт1ше поля воздействуют на дугу, деформируя ее вдоль или поперек оси шва в зависимости от направления поперечных магнитных полей. Направлеьше и величина деформирования сварочной дуги однозначно связаны валичпгюй и направлением квадрупольного ыапштноге поля, что не позволяет одновременно эффективно управлять формой дуг ги и формировазшем шва.
Этот недостаток определяет целый ряд ограничений для применения известного способа.
С повьпиением напряженности магнитного поля даже в пределах, необ-ходимых для созда1-шя эффективного СШ1ОВОГО воздействия на жидкий металл дуга чрезмерно деформируется, теряя при этом устойчивость и концеитрадию энергии в пятне нагрева. Это особенно характерно для сварки гшавящимся электродом, когда дуга перебрасывается по периферии торца электрода, который из-за переменной криБмлнь периодически выходит из точки симметрии маг-K.iiTнего поля, где магнитная индукция равна нулю и попадает в точки, имеющие значптельньй уройенъ магнитной нидуюши. Существует Jipa ienbiibui г-радив;1 индукдии нагг-штиого поля вдоль оси сварочной ванны, при котсфом п.арушается стабильность творения, дуги, При сварке с направлением ь:вадрупольного магнитного поля, обесиачивающим ъ жмдком метатше возникновение oбъG :iiыx электромагнитных сил, 1шправле}и ьгх ог корня шва к его поверхпосги, ,м;уга обязательно растянута вдоль .
При сварке с направлением каадрупольного магнитного поля, обеспечивающим действие на жидкий металл объемных электромагнит1ьп сил, иаправлент гх от поверхности шва к его корню, дуга растянута поперек шва.
,
Поэто1 г/ известный способ, обеспечивая силовое воздействие на жидкий металл в нужном направлении, не позволяет вести сварку недеформкрованной дугой или дугой, растянутой в ином направлеш и, чем направление от растяжения дуги, вызываемого квадру-польньм магнитнь м полем, что огратш-чивает управление формой проплавлега металла. Поэтому применение известного способа ограш1чено.
548 . 4
и,ель изобретергня - повышение качества сварки путем управления формой проштавления и формированием шва.
Эта цель достигается тем, что в 5 способе дуговой сварки с принудительны формированием шва, при котором на сварочную ванну и дугу воздействуют управляюш 1м квадрупольным магнитным полем, на сварочную ванну и 0 дугу воздействуют дополнительным управляюш;им квадрупольным магнитным полем, которое генерир аот внутри, основного поля и направляют противоположно ему.
5 Изменяя магнитную индукцию дополнительного управляюш;его квадрупольного магнитного поля, кзмен ют и магнитную индукцию поля, суьмарного от осаоиного и дополнительного, вызывая этим изменение формь сварочной дуги, что приводит в свою очередь к изменешда формы прог1лавления. Для выполнения сеарки недеформиpoBaHiicm дугой и обеспечения ее устой3 чивосги основное и дополнительное поля генерируют сиг 1метричны -Ф1 относительно проекции оси электрода на ось шва с градиентом индукции дополнительного поля в зоне горе1шя дуги, по величине градиенту индукц5и-1 основного поля.
Поскольку индукция магнитных квадрупольньХ полей в точке их симметрии равы-а мулю, а градиенты индукции в зоне горения дуги равны по величине и 5 противоположны по направлению, то зона горения дуги оказывается областью с нулевой индукцией, т.е. без магнитШ)Гх; полей. Последнее сохраняет сварочную дугу недеформированной и повы5 тает устойчивость ее горения при одновременном силовом воздействии основного квадрупрльного магнитного поля на жидкий металл сварочной ванш.
Для обеспеченкя сварки дугой, де.5 формированной в направлении, перпендикулярном направлению деформирования ее ocHOBiibiM магнитным полем, дополнительное магнитное поле генерируют с градиентом индукции в зоне 50 горения дуги, преврлшающим градиент ивдукции основного поля.
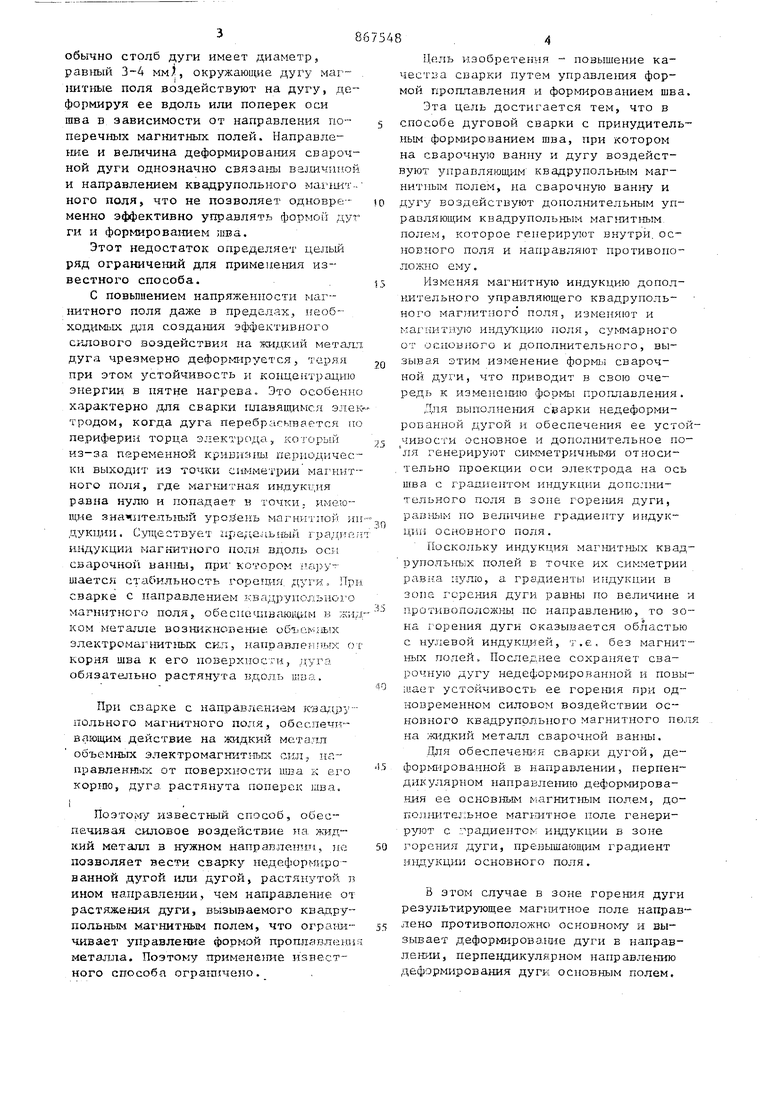
В этом случае в зоне горения дуги результирующее магнитное поле направ™ 55 лено противоположно основном и вызывает деформироваи-те дуги в направлении, перпевдикулярном направле шю деформирования дуги основкым полем. На фиг. 1 приведена схема гореш я дуги в квадрупольном магнитном поле при симметричном относительно проекции оси электрода на ось шва расположении полюсов основного и дополнительного управляющих полей. Полюса обоих полей расположены противополож но, что обеспечивает в зоне действия управляющего поля встречное направле ние магнитных потоков, и, соответственно, возникновение при сварке противоположно направленных сил (,„,, и СН-Н гДОП/J действующих на дугу. Изменение величины приводит изменению суммарной силы, действующе на дугу. Изменение величины fAQ при постоянной величине и направления си достигается изменением величины магнитной индукции дополнительного поля. На фиг. 2 показано изменение инду ции результирующего.магнитного поля (кривые -3) при заданном изменении индукции основного магнитного поля (кривая BQ(.-) и различном характере изменения индукции дополнительного поля (кривые 4-6 ) по длине сварочной ванны. В случае равенства в зоне горения дуги величины градиентов индукции ос новного и дополнительного полей (кри вая кривая 5) магнитная игодукция результирующего поля в зоне горе ния дуги равна О (кривая 2). В этом случае на сварочную дугу магнитное поле не действует - дуга не деформирована. При величине градиента индукции дополнительного поля, превышающей, в зоне горения дуги величину градиента индукции основного поля (кривая 6), индукция результирующего поля имеет направление индукции дополнительного поля, противоположное направлению ин дукции основного поля (кривая 3)и оказывает деформирование дуги в направлении, перпендикулярном направле нию деформирования ее основным полем При величине градиента индукции дополнительного магнитного поля, меньшей градиента индукции основного поля (кривая 4), результирующее поле имеет индукцию того же направления, что и основное поле, но с меньшим гра диентом индукции, в зоне горения дуги (кривая 3), что приводит к ослабле нию деформирования сварочной дуги с Пример 1. Способ используют для сварки гедеформированной дугой при удержании металла сварочной ванны от опускания на стали- XISHiOT толщиной 4 мм. Сварку производят вольфрамовым злектродом в среда аргона. Источник питания сварочной дуги - сварочньй выпрямитель ВСВУ-630. Электромагниты запитьшают от стандартных выпрямителей, полярность последних аналогична изображенной на фиг. 1. Квздрупольные MarHiiTHbie поля симметричшт относительно проекции оси электрода на свариваемые стыки, Токоподвод осуществляют с хвоста вангш. Введение основного и дополнительного квадрупольньгх магнитных полей в сварочную ванну осуществляют двумя встречно включенньЕми парами электромагнитов , причем пара электромагнитов основного поля охватывает пару электромагнитов дополнительного поля Полюса электромаГзштов располагают на расстояшш 1-3 мм от поверхности свариваемого металла. Сварочная горелка находится внутри управляющего поля. Сначала включают ток в катушках электромагш1тов основного поля в направлении, обеспечивающем действие на жJiдкий металл сварочной ванны электромагнитных сил, направленных от корня шва к его поверхности. Затем изме™ нением величин тока или числа витков в электромагнитах основного поля устанавливают нeoбxoди f o напряженность основного поля, обеспечивающую необходимую величину силового воздействия на хвостовую часть сварочной ванны. Затем включают ток в катушках электромагнитов дополнительного поля в направлении, противоположном направлению тока в катушках основного поля, и изменяя его величину или число витков , по которьш проходит ток, устанавливают необходимую велич1 ну градиента магнитной индукции дополнительного поля н зоне горения дуги, в данном примере равную градиенту магнитной инчукции основного поля в зоне горения дуги. Реж11мы сварки: сварочный ток 250 AJ напряжение на дуге 10Б; скорость-сварки 18 м/ч; индукция основного магнитного поля в хвосте сварочной ванны 0,12 Т; градиенты индукции основного и дополнительного магнитного поля в зоне горения дуги равны 8-1СГТ/мм. Это обеспечивает в зоне горения уги нулевую индукцию сумгчарного маг75ШТКОГО прля, поэтому дуга недефор-№1рована. А основ юе поле в хвосте сварочной ванны поддерживает жидкий металл от провисания, что обеспечивает форму проплава заподлицо с по-верхностью околошовной зоны. Пример 2. Предлагаемый способ сварки опробуют с целью повьшгени скорости сварки без дефектного формирования сварных швов. Обычно сварке на больших скоростях препятствуют во -микающяе дефекты формировавши сварньсс швов типа грубой чешуйчатости прерывистости формирования. При наложении на сварочную ванну объемных сил, направленМ)х от поверхности шва к его корню, изменяется характер течения нсидкого мета:ггла п ванне, что обеспечивает бездефектное формирование сварного шва. Допол П1тельное поле обеспечивает недеформированную форму дуги. Проплавляют стггль Х18Н10Т толщиной 6 мм. Электре магщлтныз поля устанавгашалот аналог л ио примеру i , но противополо;ки1: |: т.апрг1влет1ем токов в катушках. Режим сварки; сварочный ток 350 А напрялсение на дуге 12 В; скорость сварки 70 м/ч; магнитная индукцня ос новного магнитного поля в .xLincToi-joii части сварочной ваншмО,095 Т: гради енты ин,дукции обоих полей в зоне горения дуги 4,8i 10 Т/мм, При озарке на тех зке режиь ах, но без магнитных полей, шов имеет дефекты в , подрезов (глубиной 1 мь$ 1 н вытянутые газовые полости в шве, формкровапне поверхности шва прерывисчое, вол нообразное . При сварке с магш-пными поляшт происходит бездефектное формирова)Н5е швов за счет разглаживающего дейст вия объем а х электромагнитных сил в шдком . Способ нозволяет широко и эффективно управлять формой сварочно дуги и формированием шва в делом. Он обеспечивает устойчивый процесс свар ки с электромагнитным удерэа-гаанием сварочной ваты, в том числе и прн сварке плавящимся электродом, что позволяет отказаться от подклацок и замковых соедине1шй. Последнее значительно снижает общую тpyдoe K.ocть изготовления сварных конструкций и повышает качество сварных соедин.ени так как ликвидируются концентраторы в корне шва. Способ позволяет также произвоить сварку с качественным формироанием шва на больших скоростях, несуществимых при использовании изестных способов. Это позволяет в есколько раз увеличить производиельность бездефектной сварки(скоость сварки до 170 м/ч). Пр 1длагаемьй способ позволяет веси сварку дугой с сечением наперед заанной формы вне зависимости от хаактера силового воздействия на хвостовую часть ванны, что вызывается необходимостью получения различных форм проплава (геометрии). Например, при сварке тонколистового металла во избежание нрожогов более бJ7,aгorтpиятнa сварка дугой, растянутой поперек шва, а во избежание провисания, ванны необходимо ее удержание , Формула изобретения 1.Способ дуговой сварки с принудительньм формированием шва, при котором на сварочную ванну и дугу воздействуют управляющим квадрупольным магнитш и полем, о т л и ч а юI1S и и с я тем, что, с целью повы ения качества сварки путем управления формой проплавления и формирова.нием шва, на сварочную ванну и дугу воздействуют донолнительным управляющим квадрупольньЕМ магнитиым нолем, которое генерируют внутри основного поля и направляют противоположно ему. 2.Способ по п, 1, о т л и ч а ющ и и с я тем, что, с целью выполнения сварки недеформированной дугой и обеспече1шя ее устойчивости, основное и дополнительное поля генерируют cим eтpичшя ш относительно проекции оси электрода на ось шва с градиентом и1-щукции дополнительного поля в зоне горения дуги, равным по величине градиенту индукции основного поля, 3.Способ по п. 1, о т л и ч а ющ и. и с я тем, что, с целью обеспечения сварки дугой, деформированной в направлении, перпендикулярном направлению деформирова1шя ее основным магнитным полем, дополнительное маг11итное поле генерирует с градиенfом индукции в зоне горения дуги.
превышающим градиент индукции основного поля.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 336113, кл. В 23 К 9/Ой, 15.12.69,
2.Гаген Ю. Г. и Таран В. Д. Свар ка магнитно-управляемой дугой. М,, Машиностроение, 1970, с. 20, рис.1
810
3.Акулов А. И, и Рыбачук А. М, Удержание жидкого металла сварочной ваннь попереч1-1Ь м магнитьшгм полем.
- Сварочное производство, 1972, № 2, С. 3-4.
4.Акулов А. И. и Рыбачук А. М, Удержание сварочной ванны попереч ным магнитным полем при сварке плавящимся электродом. - Сварочное производство, 1975, № 11 (,прототип).



| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУХДУГОВОЙ СВАРКИ | 1995 |
|
RU2086371C1 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 2000 |
|
RU2202453C2 |
| Способ определения направления движения жидкого металла в сварочной ванне | 1986 |
|
SU1470478A1 |
| Способ дуговой сварки | 1976 |
|
SU647075A1 |
| Способ трехфазной дуговой сварки | 1980 |
|
SU996126A1 |
| СПОСОБ АРГОНОДУГОВОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ДЛЯ СНЯТИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ | 2007 |
|
RU2376345C2 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| Способ двухдуговой сварки | 1985 |
|
SU1442345A1 |
| СПОСОБ СОЕДИНЕНИЯ ТОКОПОДВОДОВ ЭЛЕКТРОЛИЗЕРОВ ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1991 |
|
RU2034098C1 |
Изотерма nAaSnemta
аю
Дд
X.AfAt
Фи&.
