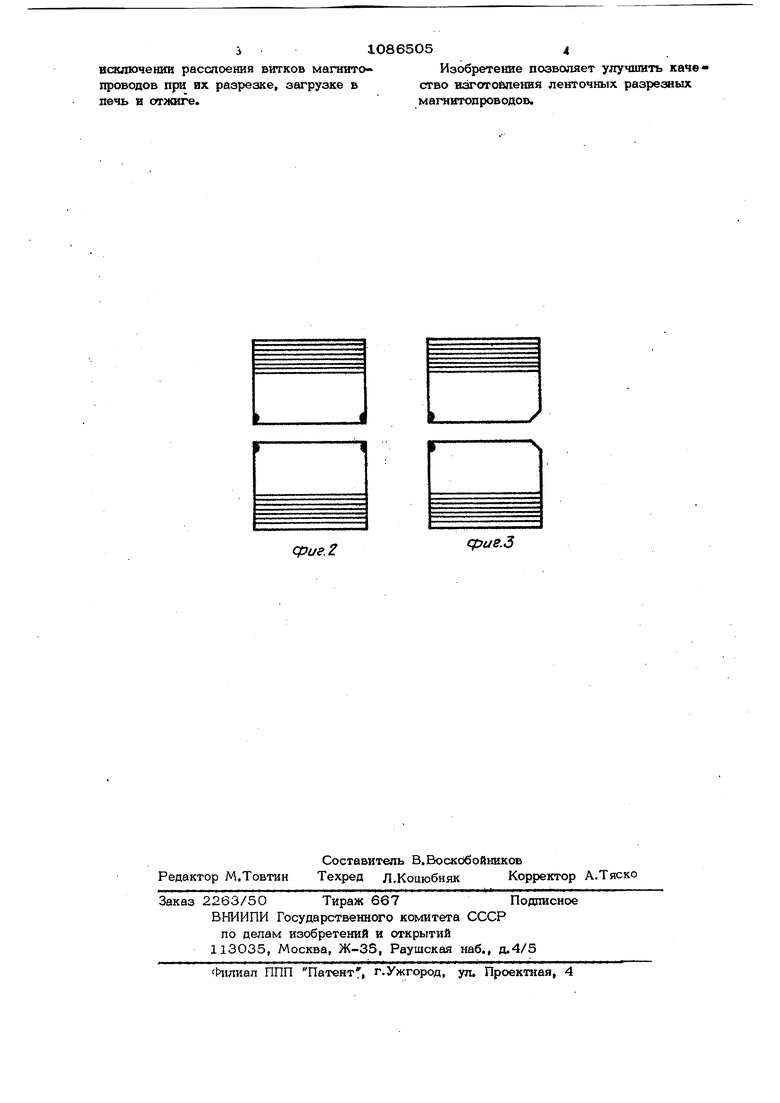
Изобретение относится к тех11опогии изготовления ленточных разрезанных магкитопроводов и может быть Использо вано в электротехнической промышленнос ти, . Известен способ изготовления ленточ ных разрезных магнитонроводов, включа щий нанесение на ленту из электротехни ческой стали электроизоладионного покры тия, навивку на оправку магнитопровода термообработку, скрепление витков.и ра резку магнитопровода tl Этот .способ характеризуется сложной технологией изготовления и недостаточным качество электроизоляционного покрытия из-за его выгорания при термо обработке. Известен также способ изготовления ленточ ш1Х разрезных магнитопроводов, включающий навивку магнитопровода, скрепление витков сваркой двумя швами по торцу магнитопровода, размещенными симметрично относительно линии разрезки, разрезку магнитопровода, отясиг и обработку стыкуемых поверхностей в местах разрезки С 2 3. Этот способ также характеризуется недостаточным качеством изготавливаемых изделий из-за расслоения витков. Целью изобретения является улучшение качества изготавливаемых изделий за счет исключения расслоения витков. Поставленная цель достигается тем, что согласно способу изготовления ленточных разрезных магнитопроводов, включающему навивку магнитопровода, cKpemieHiie витков сваркой двумя шва ми по торцу магнитопровода, размещенными симметрично относительно линии разрезки, разрезку магнитопровода, отжиг и обработку стыкуемых поверхностей в местах разрезки, скрепление витков производят с обоих торцов, а при обработке стыкуемых поверхностей,сварные щвы на одном из этих торцов удаляют путем снятия фасок. II Сварку осуществляют излучением лазера, работающего в режиме вободнок генерации с плотностью мощности излучения в пятке фокусировки 6 10 12«10б Вт/м . На фиг. 1 показан витой магнитопро вод, скрепленный сваркой по его тор цам; на фиг, 2 - то же после разрезки магнитопровода; на фиг. 3 - то же, после разрезки магкитопровода и снятия фасок. На магнитопровод, полученный путем навивки, наносят с помощью лазера, работающего в режиме свободной генерации, при плотности мощности излучения в пятке фокусировки (6-12) 1О°Вт/м, узкие (0,6-0,8) 10 м сварные швы, глубина которых - (0,3-0,4) . Указанный режим сварки выбран на основании испытаний, которые показали, что оптимальный режим изготовления мегнитопроводов соответствует плотности мощности излучения в пятне фокусировки, равной 9 . Механическую прочность скрепления витков обеспечивает сварной, шов поперечным сечением , равным (0,18 0,3) , и шириной - 7-1бм, Кроме того установлено, что, возможное отклонение по плотности мощности лазерного излучения ±3,0-1О Вт/м, а по диаметру cJ пятна фокусировки 7 ± 1 м. Одновременное отклонение за указанный предел по плотности мощности излучения в -сторону уменьшения, а по диаметру пятна в сторону увеличения приводит к снижению прочности сварного шва и к расспоеникэ витков в процессе разрезки магнитопроводов. При одновременном отклонении этих параметров в противоположные сторонь наблюдался выброс вещества из зоны сварного шва, что также снижало его механическую прочность, приводя к расслоению витков при разрезке мпгнитопроводов. Максимальная скорость сварки 1,510 -3м/с при периоде следования лазерных импульсов ,25 и 61 . Это позволило установить, что максимальная скорость сварки -V 0,5 - . Если скорость сварки превышает указанное значение, то наблюдается ослабление сварного шва за счет уменьшения коэффициента перекрытия зон лазерного воздействия при совпадении области перекрытия с межвитковым зазором. Пос ле скрепления витков производят разрезку магнитопровода таким образом, чтобы сварные швы находились на краю торцовой поверхности. Затем проводят отжиг магнитопровода, в результате которого снимаются механические напряжения в ленте. При обработке стыкуемых поверхностей магнитопровода снимают фаски таким образом, чтобы сварные швы удалялись с одной стороны каждого полусердечника. Технико-экономическая эффективность предаагаемого способа заключается в
310865054
нсключенин расслоения витков магнито-Изобретение позволяет улучшить качепроводов при вх разрезке, загрузке вство изготоёления ленточных разрезных
печь и отжиге.
магнитопроводов.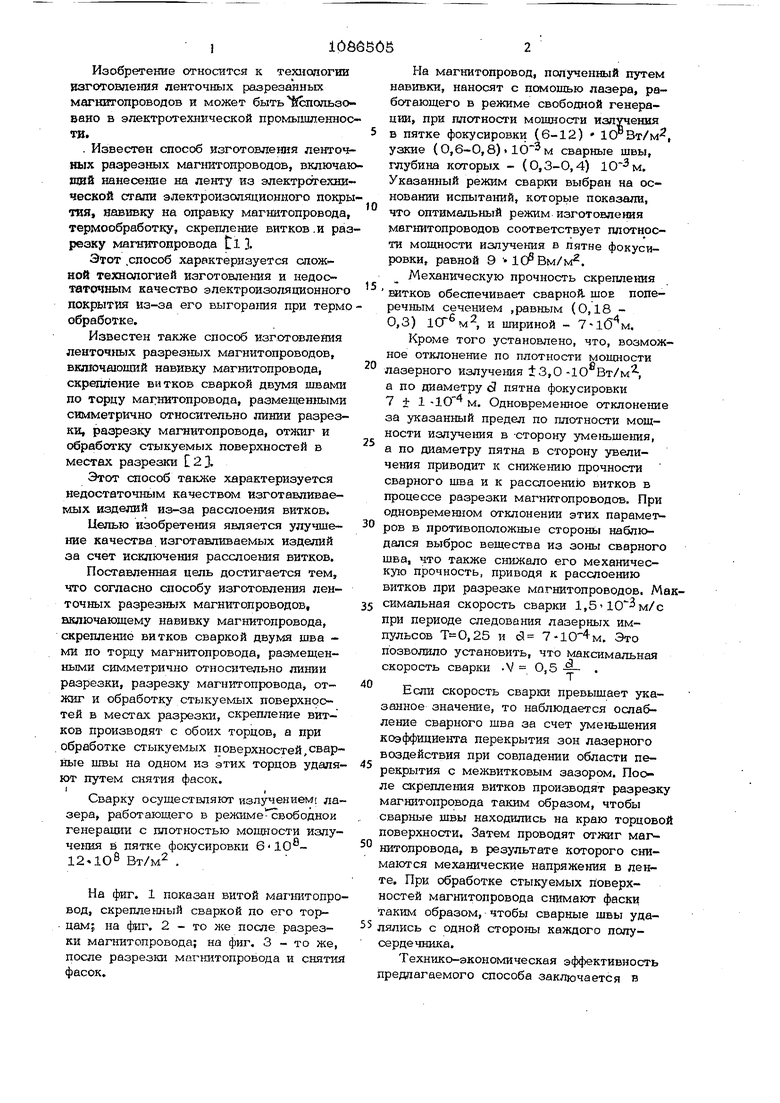
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU982108A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗРЕЗНЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2345433C1 |
| Способ изготовления разрезных ленточных магнитопроводов прямоугольной формы | 1977 |
|
SU647754A1 |
| Устройство для изготовления разрезного ленточного магнитопровода | 1990 |
|
SU1815682A1 |
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU936055A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1121710A1 |
| Способ изготовления разрезных ленточных магнитопроводов | 1985 |
|
SU1350684A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| Способ изготовления многослойных конструкций | 1984 |
|
SU1186443A1 |
| Способ производства многослойных труб и сосудов | 1987 |
|
SU1447497A1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ РАЗРЕЗНЫХ МАГНИТОПРОВОДОВ, включающий навивку магнитопровода, скрепление витков сваркой двумя швами по торцу магнитопровода, размещенными симметрично относительно линии разрезю, разрезку магнитопровода, отжиг и обработку стыкуемых поверхностей в местах разрезки, отличающийся -тем, что, с целью улучшения качества изготавливаемых изделий за счет исключения расслоения витков, скрепление витков производят с обоих .торцов, а при обработке стыкуемых поверхностей сварные швы на одном- из этих торцов удаляют путем снятия фасок. . 2, Способ по п. 1, о т л И ч а ю -. щ и и с я тем, что сварку осуществляW ют излучением лазера, работающего в с режиме свободной генерации с плотностью мощности излучения в пятне фокусировки Вт/м. о эо ел осд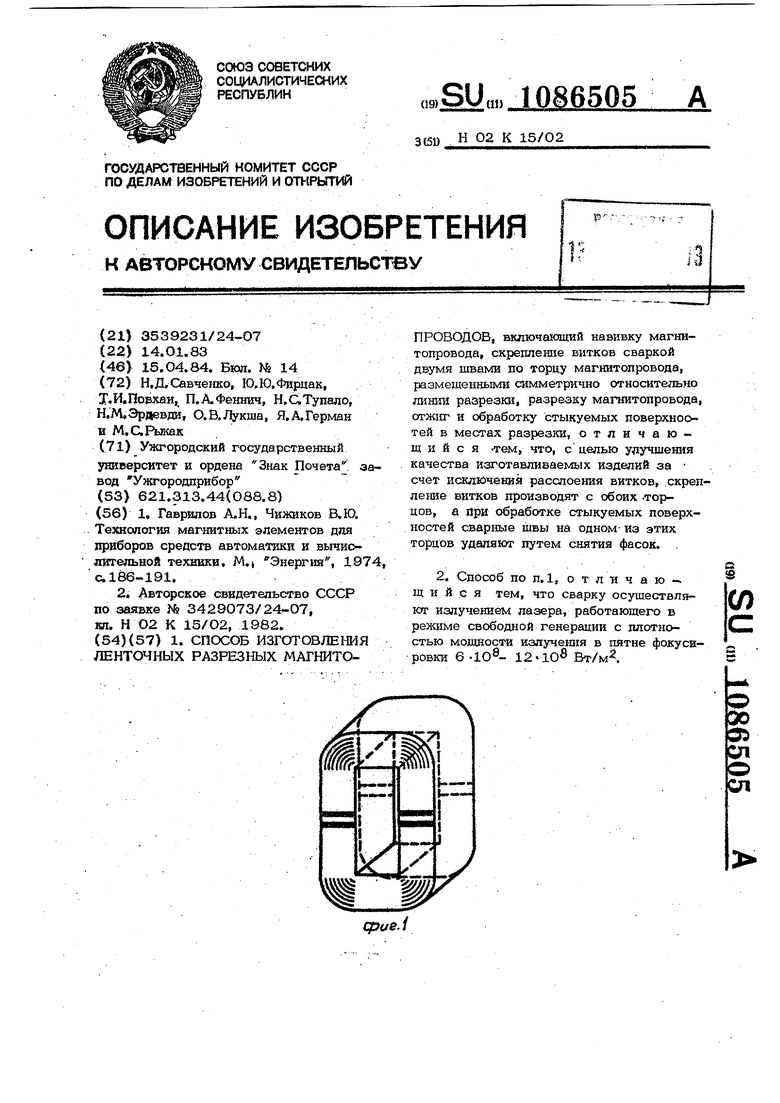
cpus.Z
срие.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гаврилов А.Н., Чижиков В.Ю | |||
| Технология магнитных элементов дяя приборов средств автоматики и вычиолкгеш ной техники, M.k Энерпга, 1974, с,186-191, 2 | |||
| Авторское свидетельство СССР по заявке Ms 3429073/24-07, кп | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
