Изобретение относится к машиностроению, а именно к кондитерскому и хлебопекарному оборудованию, и может быть использовано для выпечки полых вафельных изделий из теста, в частности полых вафельных изделий с повышенным содержанием - до 100% сахара по отношению к муке, используемых для изготовления мороженого и различных кондитерских изделий с наполнителями.
Известна пресс-форма для выпечки вафельных изделий и полуфабрикатов, выполненная из верхней и нижней полуформ, в которых расположены верхняя и нижняя матрицы соответственно. Полуформы соединены через узел вращения, обеспечивающий их угловое раскрытие (Патент на изобретение РФ №2246832, МПК: А21В 5/02).
Однако данная пресс-форма не позволяет выпекать полые вафельные изделия.
Известна пресс-форма для выпечки вафельных стаканчиков, состоящая из форм, выполненных из двух полуформ - наружной и внутренней, и конического пуансона. Наружная полуформа находится в статическом положении, а внутренняя установлена на направляющих. Формы выполнены перемещающимися по окружности с помощью ротора, ось которого расположена вертикально. При этом плоскость разъема форм перпендикулярна плоскости вращения ротора. Формы расположены блоками, каждый из которых содержит основание, на котором жестко закреплены внешние полуформы, а внутренние - с возможностью перемещения по направлению к оси ротора. Каждая форма снабжена снимающей планкой. Планки блока жестко закреплены на оси в виде гребенки, которая шарнирно соединена с внутренними полуформами, а пуансоны установлены шарнирно на основании блока. Вафельные стаканчики выпекаются в процессе прохождения полуформ с пуансонами с порцией теста, последовательно через нагревательную камеру с температурой 120-150°С, выпечную камеру с температурой 170-190°С, затем выходную камеру с температурой 120-150°С. При входе в выпечную камеру пуансоны приподнимаются для выпуска паровоздушной смеси из полости полуформ, затем снова опускаются, плотно закрывая полости полуформ (Патент на изобретение РФ №2007086, МПК: А21В 5/02).
Данная пресс-форма позволяет выпекать пресные вафельные стаканчики или стаканчики с содержанием сахара не более 5%. При превышении данного процентного содержания сахара известные конструкции пресс-форм не обеспечивают требуемого качества выпекаемых изделий.
Наиболее близкой к заявляемой является пресс-форма для выпечки полых изделий, например вафельных стаканчиков, рожков, содержащая блок пуансонов и разъемную матрицу, выполненную из секционных элементов. Блок пуансонов содержит защитный кожух и плиту с установленными на ней пуансонами, на хвостовиках которых установлены запорные кольца с паровыводящими каналами. Пуансоны прикреплены к плите с помощью гаек. В теле каждого из пуансонов выполнены полости для установки в них нагревательных элементов, электрические сопротивления которых подобраны в зависимости от места их установки на плите для получения однородного температурного поля. Матрицы могут иметь пазы, выполненные со стороны их рабочей поверхности (Патент на изобретение РФ №2121274, МПК: А21В 5/02).
Однако данная конструкция пресс-формы также не обеспечивает качества выпекаемых полых вафельных изделий с повышенным содержанием сахара (от 5% до 100% по отношению к муке). В процессе производства таких изделий конструкция пресс-формы не обеспечивает необходимого сцепления изготавливаемого изделия с рабочей поверхностью матрицы при подъеме пуансона из матрицы, в результате чего происходит прилипание теста к рабочей поверхности пуансона. При этом чем больше процент содержания сахара, тем выше процент бракованных изделий.
Изобретение направлено на решение задачи создания пресс-формы для выпечки полых вафельных изделий методом прессования с содержанием сахара до 100% по отношению к муке, обеспечивающей высокое качество готовых изделий.
Для решения поставленной задачи в пресс-форме для выпечки полых вафельных изделий, содержащей расположенные с зазором пуансон и разъемную матрицу, имеющую внутреннюю боковую поверхность и дно, согласно изобретению матрица имеет пазы, выполненные со стороны внутренней боковой поверхности, при этом общая площадь внутренней боковой поверхности матрицы с пазами S составляет величину 1,06÷1,5 от площади внутренней боковой поверхности матрицы без пазов S1, а глубина пазов - не менее 0,6 мм.
Для выпечки полых вафельных изделий в форме стаканчиков общая площадь внутренней боковой поверхности матрицы с пазами S составляет величину 1,28÷1,30 от площади внутренней боковой поверхности матрицы без пазов S1, для выпечки полых вафельных изделий в форме конуса - 1,30÷1,36, для выпечки полых вафельных изделий в форме корзиночки, имеющей высоту не менее 20 мм и объем не менее 80 мм3, общая площадь внутренней боковой поверхности матрицы с пазами S составляет величину 1,1÷1,12 от площади внутренней боковой поверхности матрицы без пазов S1.
Величина зазора между матрицей и пуансоном выполнена увеличивающейся в сторону дна. В частности, величина зазора в донной части матрицы может превышать величину зазора в верхней части на 0,1÷0,3 мм. Пазы пресс-формы могут быть выполнены вертикальными, и/или горизонтальными, и/или наклонными.
Глубина, ширина, количество пазов на внутренней боковой поверхности матрицы должны обеспечивать увеличение внутренней поверхности матрицы не менее чем на 6% и обеспечивать достаточную величину сцепления вафельного изделия с матрицей в момент съема готовых вафельных изделий.
В известных заявителю источниках патентной и научно-технической информации не выявлено пресс-форм для выпечки полых вафельных изделий (в форме стаканчиков, конусов, корзиночек и пр.) из теста с большим содержанием сахара по отношению к муке (до 100%), обеспечивающих высокую производительность и высокое качество готового изделия, характеризующихся сохранением геометрической формы готового изделия, прочностью, равномерной пропеченностью по всему объему изделия, отсутствием сквозных пор, сохранением рисунка, образованного пазами матрицы, гладкой внутренней поверхностью. Увеличение площади внутренней боковой поверхности матрицы S обеспечивается за счет выполнения пазов в матрице. Приведенная ниже формула характеризует интервал значений соотношения площадей общей внутренней боковой поверхности матрицы (S) и внутренней боковой поверхности матрицы, сформированной вращением образующей вокруг оси тела вращения (S1). Т.е. величина (S1) представляет собой площадь геометрической образующей внутреннюю боковую поверхность матрицы или общую площадь внутренней боковой поверхности матрицы без пазов.
где S - общая площадь внутренней боковой поверхности матрицы;
S1 - площадь геометрической образующей внутреннюю боковую поверхность матрицы или формы матрицы: стаканчика, рожка, корзиночки и т.д.;
Из формулы следует, что S=1,06÷1,5S1, т.е. площадь общей внутренней боковой поверхности матрицы (S) за счет выполнения пазов должна превышать площадь внутренней боковой поверхности матрицы, если бы она была изготовлена без пазов с ровной гладкой поверхностью (S1) в 1,06÷1,5 раза.
Таким образом, заявителем обнаружена взаимосвязь качественных параметров изготавливаемых с помощью пресс-формы полых вафельных изделий с повышенным содержанием сахара от площади поверхности пазов на боковой рабочей поверхности матрицы. Кроме того, экспериментально подобрана глубина пазов с учетом усадки сладкого теста при выпечке изделий.
Известные на сегодняшний день матрицы имеют на внутренних поверхностях пазы. Однако они не позволяют выпекать изделия с содержанием сахара по отношению к муке до 100%. В известных пресных стаканчиках соотношение площадей поверхности пазов к площади геометрической образующей внутренней боковой поверхности матрицы составляет 4-5%.
Тесто с повышенным содержанием сахара характеризуется сложностью обеспечения процесса выпаривания влаги из теста при выпечке. Увеличение площади боковой рабочей поверхности матрицы за счет увеличения количества пазов и их глубины автоматически увеличивает площадь соприкосновения изделия с рабочей поверхностью матрицы (см. формулу 1), в связи с чем возрастает интенсивность выпаривания влаги из теста, что принципиально сказывается на качестве готового продукта.
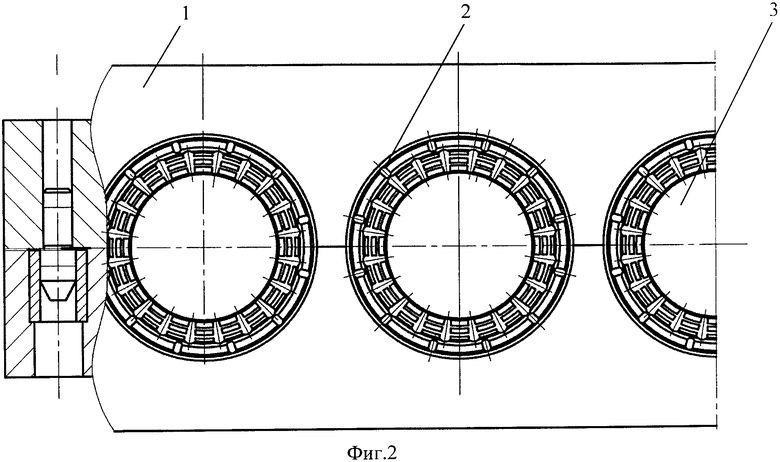
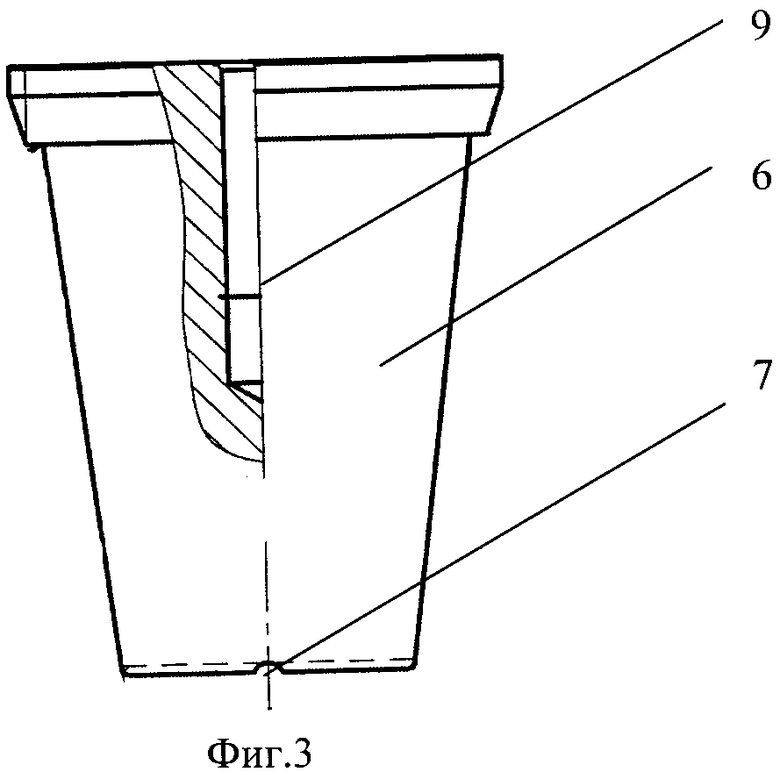
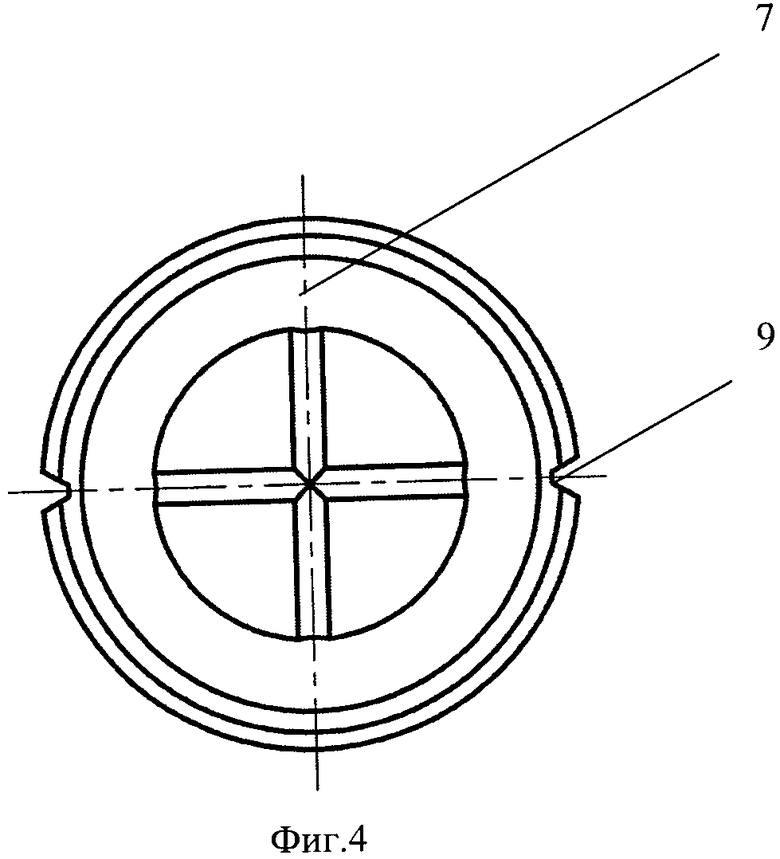
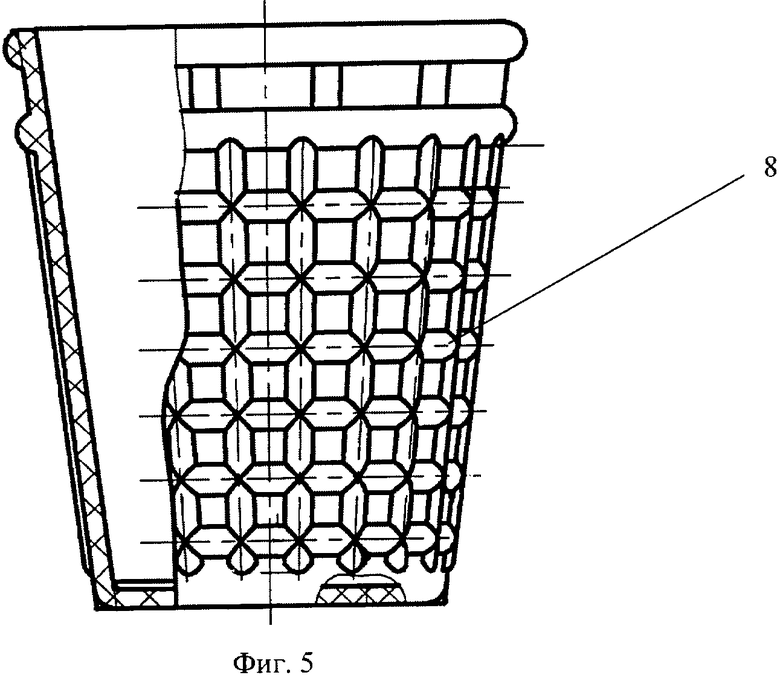
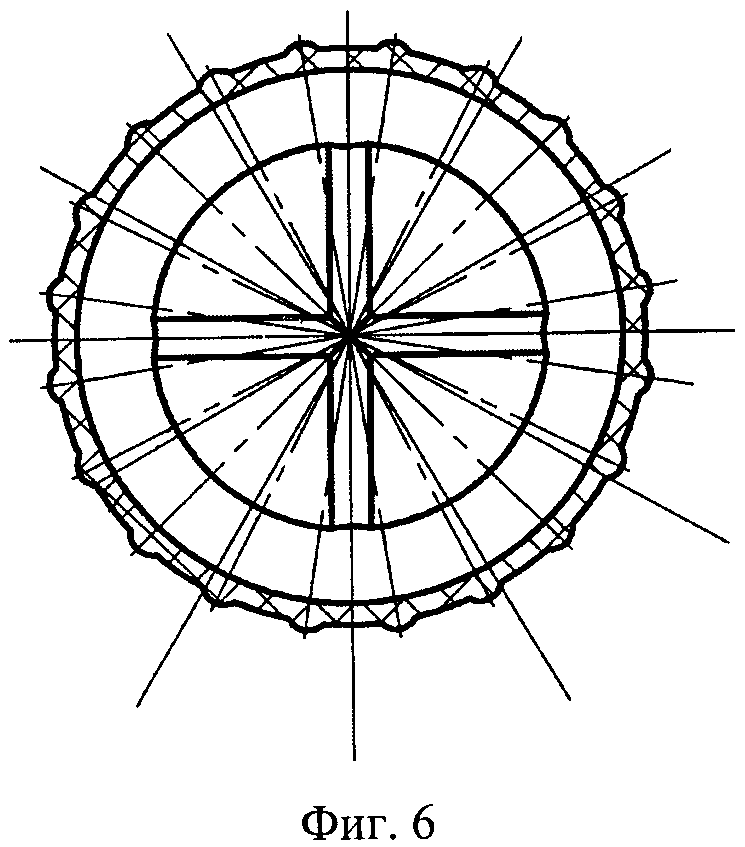
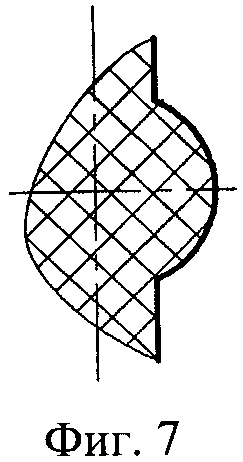
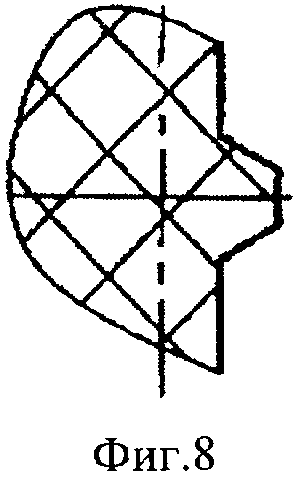
Изобретение поясняется чертежами, где представлены: на фиг.1 - матрица пресс-формы, поперечный разрез, на фиг.2 - матрица, вид сверху, на фиг.3 - пуансон, поперечный разрез, на фиг.4 - пуансон, вид снизу, на фиг.5 - вафельное изделие в виде стаканчика, изготовленного с помощью заявляемой пресс-формы, вид сбоку, на фиг.6 - вафельное изделие в виде стаканчика, вид сверху, на фиг.7, 8 - ребра жесткости, поперечное сечение.
Позициями на чертежах обозначены: 1 - матрица, 2 - боковая поверхность матрицы, 3 - дно матрицы, 4 - пазы матрицы, 5 - паз для буртика готового изделия, 6 - пуансон, 7 - пазы в пуансоне, обеспечивающие формирование дополнительных ребер жесткости в дне полого вафельного изделия, например стаканчика, 8 - ребра жесткости изделия, 9 - каналы для удаления излишков влаги и теста.
Пресс-форма представляет собой блок, состоящий из пуансона 6 (фиг.3, 4) и матрицы 1 (фиг.1, 2). Количество форм в матрице и соответственно пуансонов в блоке может быть от 1 до 8 в зависимости от геометрических размеров вафельных изделий. Пуансоны и матрицы связаны с механизмом подъема и опускания. Матрица выполнена разъемной, при этом сопряжение разъемных частей матрицы осуществляется в вертикальной плоскости. Пуансоны закреплены на опорной плите с помощью крепежных элементов, при этом в теле пуансонов выполнены крепежные отверстия. В верхней части пуансона в месте сопряжения его с внутренней рабочей поверхностью матрицы выполнены каналы 9 для удаления излишков влаги и теста при выпечке изделий. Для выпечки полых вафельных изделий с дном, таких как корзиночка, стаканчик и др. пуансон может быть снабжен дополнительными пазами 7, обеспечивающими формирование дополнительных ребер жесткости на дне изделия. Пазы могут быть расположены по линиям диаметра, пересекающимся под прямым углом (фиг.4). Матрица снабжена пазами 4, выполненными со стороны ее внутренней (рабочей) боковой поверхности 2. Пазы могут иметь различную протяженность, расположение - вертикальное, горизонтальное, наклонное, а также различное поперечное сечение, например округлое или трапецеидальное (фиг.7, 8). Наилучший результат достигается при изготовлении изделия с помощью пресс-формы, у которой матрица имеет вертикальные (продольные) и горизонтальные (поперечные) пазы, при этом вертикальные пазы также выполняют функцию направляющих и обеспечивают равномерное распределение теста между матрицей и пуансоном. Глубина и площадь пазов обеспечивают сцепление изготавливаемого изделия с рабочей поверхностью матрицы и удерживают его в матрице в процессе подъема пуансона, тем самым обеспечивая получение высоких качественных характеристик готового изделия - без повреждений и с сохранением формы. Пуансон и матрица выполнены с размерами, обеспечивающими наличие зазора между их рабочими поверхностями в «закрытом» положении. Величина зазора может быть выбрана постоянной или увеличиваться от периферии матрицы к ее дну 3 на величину 0,1-0,3 мм. Использование матрицы и пуансона, обеспечивающих изменяющуюся величину зазора, рекомендуется для изготовления изделий, для которых существенным является увеличение прочностных характеристик их донной части. Т.о., зазор обеспечивает получение изделий с увеличивающейся толщиной стенки от края изделия к его дну.
Устройство работает следующим образом.
Пресс-форму монтируют в установках, например конвейерных автоматических печах, обеспечивающих выпечку полых вафельных изделий. Пресс-форма в установке, как правило, проходит через зону дозации теста, зону формирования выпекаемой формы изделия, зону выпечки, зону охлаждения, зону съема готового изделия. В зоне дозации матрицу заполняют тестом, затем возвратно-поступательным перемещением пуансонов формируют вафельную форму выпекаемого изделия, далее пресс-форму перемещают в зону выпечки, затем в зону охлаждения и сброса готового изделия. В зоне охлаждения плита с пуансонами поднимается и начинается направленный обдув воздухом вафельного изделия для удаления остатков влаги и ускорения процесса карамелизации (полимеризации) сахара, находящегося в тесте. В зоне съема вафельных изделий матрица раздвигается и дальнейшее охлаждение и сброс готового изделия осуществляется посредством специального механизма с обдуваемыми воздухом «лже»-пуансонами. Матрица замыкается, и цикл повторяется.
Были изготовлены пресс-формы с различной конфигурацией и размерами пазов. Интервал значений соотношения площади поверхности пазов к площади образующей внутреннюю боковую поверхность матрицы также был подобран экспериментально.
В таблице представлены результаты экспериментов по изготовлению вафельных изделий в виде полого стаканчика с различным содержанием сахара с помощью известной и заявляемой пресс-форм.
Пример 1.
Была изготовлена пресс-форма для выпечки вафельных стаканчиков высотой 70 мм, диаметром горлышка 61 мм и диаметром дна 40 мм. Пресс-форма была изготовлена из прокатного чугуна, разрешенного к использованию в пищевой промышленности, и установлена в автоматических печах А2-ОВА с производительностью выпечки 2500-6000 вафельных форм в час. Со стороны рабочей поверхности в теле матрицы были выполнены пазы, расположенные вертикально и по окружности. Было выполнено 6 горизонтальных пазов (расположенных по окружности) и 20 вертикальных. Кроме того, матрица по периферии снабжена двумя дополнительными кольцевыми пазами, один из которых предназначен для образования буртика стаканчика и 12 вертикальными пазами, расположенными между двумя кольцевыми. Общая площадь боковой поверхности с пазами S составила 16484,3 мм2. Площадь геометрической образующей внутреннюю боковую поверхность матрицы S1 - 12752,3 мм2. Пазы были равномерно распределены по рабочей поверхности матрицы и имели округлую форму, при этом вертикальные пазы были выполнены шириной 3,67 мм и глубиной 1,2 мм, а горизонтальные - 3,2 и 0,8 соответственно. Пазы обеспечили создание фасонной наружной поверхности стаканчиков, состоящей из вертикальных и горизонтальных ребер жесткости. Пресс-форма была изготовлена с зазором между рабочими поверхностями матрицы и пуансона 2,3 мм. На фиг.5, 6 представлен образец вафельного стаканчика с 45%-ным содержанием сахара по отношению к муке, изготовленного с помощью заявляемой пресс-формы. Площадь внутренней боковой поверхности матрицы с пазами превысила площадь поверхности геометрической образующей боковую поверхность матрицы на величину 29%, которая была определена из соотношения
Данный стаканчик характеризовался качественными параметрами, соответствующими п.3 таблицы.
Пример 2.
Была изготовлена пресс-форма для выпечки вафельных корзинок высотой 25 мм, длиной 106 мм, шириной 46 мм. Пресс-форма была установлена в автоматических печах А2-ОВА с производительностью выпечки 2100-2500 вафельных форм в час. В матрице было выполнено 2 горизонтальных паза и 20 вертикальных. Кроме того, матрица по периферии снабжена дополнительным кольцевым пазом, образующим буртик готового изделия. Общая площадь боковой поверхности матрицы с пазами S составила 11087,2 мм2. Площадь геометрической образующей внутреннюю боковую поверхность матрицы S1 - 9980,65 мм2. Пазы были равномерно распределены по рабочей поверхности матрицы, при этом горизонтальные пазы имели поперечный профиль в виде трапеции, ширину 2,5 мм и глубину 1,2 мм, а вертикальные пазы имели округлую форму, были выполнены шириной 3,67 мм и глубиной 1,2 мм. Пазы обеспечили рельефную наружную поверхность вафельных изделий, состоящую из вертикальных и горизонтальных ребер жесткости. Пресс-форма была изготовлена с увеличивающимся зазором между рабочими поверхностями матрицы и пуансона от периферии к дну матрицы - от 2,2 мм до 2,4 мм. С помощью данной пресс-формы была изготовлена вафельная корзиночка с 50%-ным содержанием сахара по отношению к муке. Превышение площади с пазами над площадью поверхности образующей формы составило 11,1%
Данное вафельное изделие также характеризовалось качественными параметрами, соответствующими п.3 таблицы.
Пресс-форма для выпечки полых вафельных изделий относится к кондитерскому и хлебопекарному оборудованию. Пресс-форма содержит расположенные с зазором пуансон и разъемную матрицу, имеющую внутреннюю боковую поверхность и дно. Матрица имеет пазы, выполненные со стороны внутренней боковой поверхности. Общая площадь внутренней боковой поверхности матрицы с пазами составляет величину 1,06÷1,5 от площади внутренней боковой поверхности матрицы без пазов, а глубина пазов - не менее 0,6 мм. Для выпечки полых вафельных изделий в форме стаканчиков общая площадь внутренней боковой поверхности матрицы с пазами составляет величину 1,28÷1,30 от площади внутренней боковой поверхности матрицы без пазов, для выпечки полых вафельных изделий в форме конуса - 1,30÷1,36, для выпечки полых вафельных изделий в форме корзиночки, имеющей высоту не менее 20 мм и объем не менее 80 мм3, общая площадь внутренней боковой поверхности матрицы с пазами составляет величину 1,1÷1,12 от площади внутренней боковой поверхности матрицы без пазов. Величина зазора между матрицей и пуансоном выполнена увеличивающейся в сторону дна. В частности, величина зазора в донной части матрицы может превышать величину зазора в верхней части на 0,1÷0,3 мм. Пазы пресс-формы могут быть выполнены вертикально и горизонтально ориентированными. Пресс-форма позволяет выпекать полые вафельные изделия методом прессования с повышенным содержанием сахара по отношению к муке, при этом обеспечивать высокое качество готовых изделий. 6 з.п. ф-лы, 8 ил., 1 табл.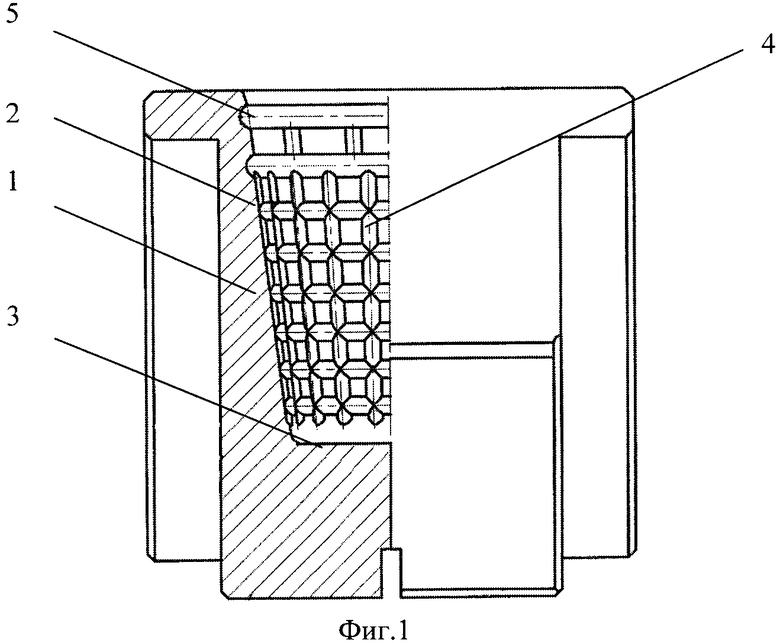
| УСТРОЙСТВО ДЛЯ ВЫПЕЧКИ ПОЛЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1997 |
|
RU2121274C1 |
| УСТРОЙСТВО ДЛЯ ВЫПЕЧКИ ВАФЕЛЬНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2246832C1 |
| WO 9526635 A1, 12.10.1995 | |||
| Рудничный пневмобаллон | 1978 |
|
SU714019A2 |
| ХЛЕБОПЕКАРНАЯ ПЕЧЬ С СОСТОЯЩИМИ ИЗ ДВУХ ПОЛУФОРМ ОТКРЫВАЕМЫМИ И ЗАКРЫВАЕМЫМИ ФОРМАМИ ДЛЯ ВЫПЕЧКИ ТОНКОСТЕННЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 1998 |
|
RU2193850C2 |

