Изобретение относится к хлебопечению, а именно к устройствам для выпечки полых вафельных изделий, стаканчиков, трубок и других форм и может быть использовано преимущественно в малых предприятиях кондитерской отрасли, в предприятиях общественного питания и торговли, для приготовления различных вафельных изделий с наполнителями (мороженого, трубок с кондитерскими пастами и т.д.).
Известно устройство для выпечки вафельных стаканчиков по авторскому свидетельству СССР N 1662466 с приоритетом 18.06.70. Это устройство содержит блок форм, состоящий из нижних неподвижных и подвижных полуформ, верхней плиты с пуансонами по количеству форм, рычагов для перемещения верхней плиты и подвижных полуформ, рычагов для подвода лотка с тестом, а также приводов, на каждом из которых установлено по два концевых выключателя, и программного приспособления, представляющего собой приводной барабан с последовательно расположенными механическими задатками и гребенку с закрепленными на ней микропереключателями, причем один из приводов кинематически связан с рычагами, для перемещения подвижных полуформ, другой с верхней плитой, а третий с рычагами для подвода лотка с тестом.
Устройство решает задачу повышения производительности и улучшения условий труда за счет автоматизации управления процессом, а также за счет последовательного соединения четырех одинаковых устройств в линию с общим для всех устройств программным приспособлением.
Устройство рассчитано на массовое изготовление стаканчиков и применению на предприятиях, например, хладокомбинатах, при массовом изготовлении мороженого или другой продукции с кондитерской начинкой.
Для устройства характерен способ нанесения теста на пуансоны путем макания, что не обеспечивает одинакового качества стаканчиков.
Известно также устройство для выпечки вафельных изделий по авторскому свидетельству СССР N 1666017 с приоритетом от 27.02.89.
Это устройство содержит раму, на которой закреплена камера со смонтированным внутри нее поворотным ротором. На поворотном роторе установлены индивидуальные разъемные матрицы (формы) расположенные по окружности. Разъем и смыкание полуформ матриц осуществляется в процессе поворота ротора за счет закрепленных на каждой из них кронштейнов и тяг, соединенных осями в виде ножниц, концы которых взаимодействуют с соответствующими кулачками, установленными на оси ротора.
Над каждой разъемной матрицей на роторе установлена с возможностью вертикального перемещения внутренняя матрица (пуансон) с центральным отверстием, в котором размещен подпружиненный толкатель для выталкивания выпеченного вафельного изделия из матрицы (формы). В камере установлены закрепленные на раме нагревательные элементы, расположенные с внутренней и внешней сторон от траекторий движения матриц.
Внутри рамы под камерой расположен привод вращения приводного вала ротора. Привод, через кулачок, расположенный на оси редуктора взаимодействует с насосом, периодически осуществляющим порционную подачу эмульсии по гибкому шлангу в сомкнутые матрицы.
Задача, решаемая указанным устройством, сводится к повышению производительности и сокращению энергозатрат.
Это устройство, как и указанное ранее относится также к оборудованию, рассчитанное на применение на предприятиях с массовым изготовлением вафельных изделий.
Конструктивно оно выполнено сложно, имеет большую металлоемкость и для приобретения его требует значительных средств. В настоящее время мороженое и другие лакомства с применением новых вафельных изделий пользуется большим спросом у населения, несмотря на высокие цены. В связи с этим возникла необходимость изготовления таких лакомств различными предприятиями общественного питания, частными и мелкими кооперативами. Все это вызывает спрос на полые вафельные изделия. Предприятиям с массовым изготовлением этих изделий невыгодно заниматься изготовлением только вафельных оболочек, поэтому они сами готовят и реализуют лакомства в виде готового продукта, а мелким предприятиям изготавливать или приобретать известные устройства для выпечки вафельных изделий также невыгодно из-за дороговизны оборудования.
Задача, на решение которой направлено заявленное устройство состоит в упрощении конструкции и эксплуатации устройства, доступной для использования преимущественно мелкими предприятиями общественного питания и торговли обеспечение возможности быстро менять форму изделий в зависимости от вкусов и требований покупателей.
За прототип изобретения принято устройство для выпечки вафельных стаканчиков по авторскому свидетельству N 1662466.
Указанная задача решена за счет того, что в устройстве для выпечки вафельных изделий, содержащем неподвижное основание, на котором смонтированы разъемные пресс-формы, состоящие из неподвижного блока полуформ, подвижного блока полуформ и подвижного блока пуансонов, приводы смыкания и размыкания полуформ и перемещения блока пуансонов, средство для одновременной порционной загрузки сомкнутых полуформ тестовой эмульсией, средство для нагрева полуформ и пуансонов и микровыключатели для обеспечения последовательности выполнения технологического процесса выпечки изделий, где средство для одновременной порционной загрузки сомкнутых полуформ тестовой эмульсией выполнено в виде изогнутых трубок по числу пресс-форм, установленных прямыми концами в подшипниках на основании и соединенных при помощи шарнирных рычагов осей и тяг в единый поворотный блок в виде шарнирного параллелограммного механизма, где прямой конец каждой трубки соединен при помощи гибкого шланга с соответствующим штуцером многопозиционного дозирующего насоса, а другой, отогнутый конец выполнен в виде литника с механизмом закрывания и открывания выходного отверстия.
Установка поворотного блока трубок в положение для наполнения сомкнутых полуформ тестовой эмульсией осуществляется за счет смыкания полуформ, для чего на крайнем шарнирном рычаге, параллелограммного механизма закреплен рычаг, взаимодействующий при смыкании полуформ с вертикальным подпружинным стержнем, установленным на подвижном блоке полуформ при их смыкании. Этот стержень своим нижним концом упирается в копир, установленный также на подвижном блоке полуформ, торцы которого при смыкании и размыкании полуформ взаимодействуют соответственно с одним из упоров, закрепленных на основании так, что при разомкнутых полуформах стержень всегда находится в соприкосновении с кронштейном блока трубок для последующего их поворота в положение для наполнения форм, а при сомкнутых полуформах стержень перемещен вниз для освобождения рычага при возвращении блока трубок в исходное положение. Возвращение трубок в исходное положение производится за счет перемещения блока пуансонов при смыкании пресс-форм, для чего на блоке закреплен упор, взаимодействующий с копиром, закрепленном на тяге блока трубок. Механизм закрывания и открывания выходного отверстия трубок выполнен в виде шарнирно установленных на отогнутых участках трубок подпружиненных двуплечих рычагов, на одних концах которых закреплены крышки, прикрывающие выходные отверстия, а другие концы упираются в планку, взаимодействующую со стержнем соленоида.
Полуформы и пуансоны в блоках выполнены съемными, что позволяет заменять их на другие, имеющие разнообразные формующие поверхности, образующих различные формы полых вафельных изделий.
Формующие поверхности полуформ выполнены с оболочкой из фторопласта. Наличие в конструкции поворотного блока изогнутых трубок и многопозиционного дозирующего насоса позволяет выполнить конструкцию более компактной по сравнению с известными устройствами такого же назначения, имеющими небольшие габариты.
Сменные полуформы и пуансоны в блоках и многопозиционный дозирующий насос позволяют использовать устройство для изготовления различных по форме изделий одновременно. Для изменения формы изделий не требуется много времени, что очень удобно для небольших предприятий и точек общественного питания и торговли.
Выполнение формирующих поверхностей полуформы и пуансонов в виде фторопластовых оболочек обеспечивает надежность выгрузки готовых изделий из форм, что повышает надежность работы и упрощает эксплуатацию устройства.
Данное устройство для выпечки вафельных изделий выполнено конструктивно проще по сравнению с известными устройствами подобного назначения, имеет меньшую металлоемкость, меньшие габариты и простоту замены форм изделий, поэтому устройству можно гарантировать надежное использование и спрос в его приобретении со стороны особенно мелких предприятий общественного питания и кооперативов.
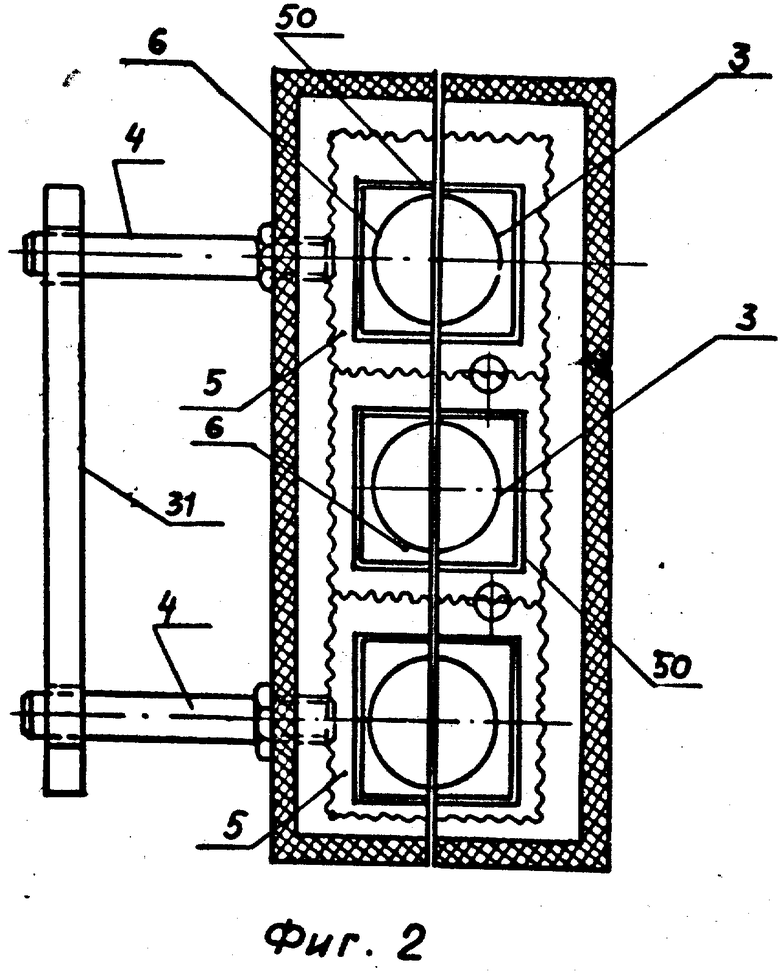
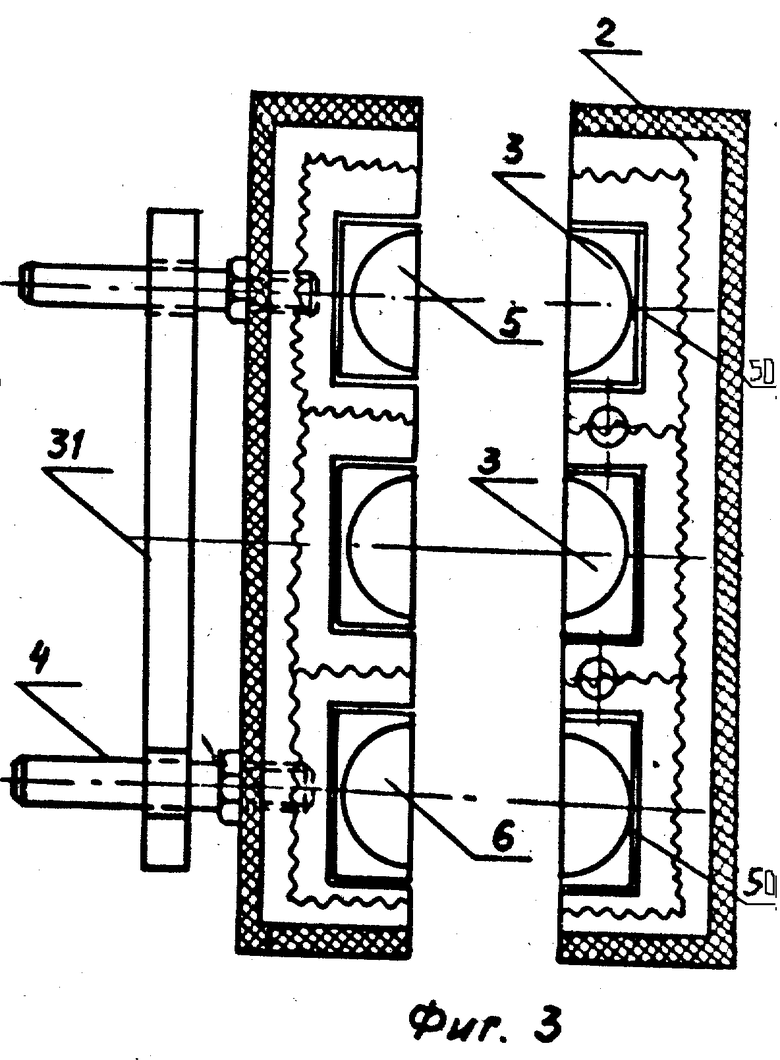
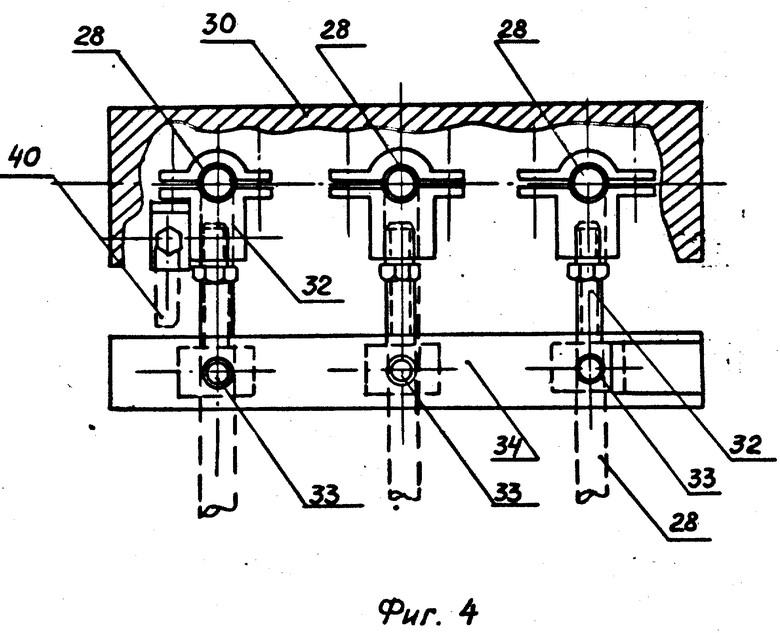
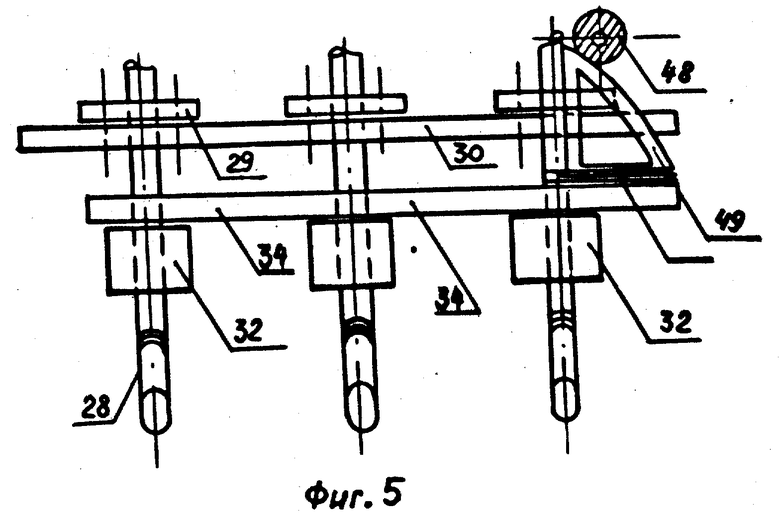
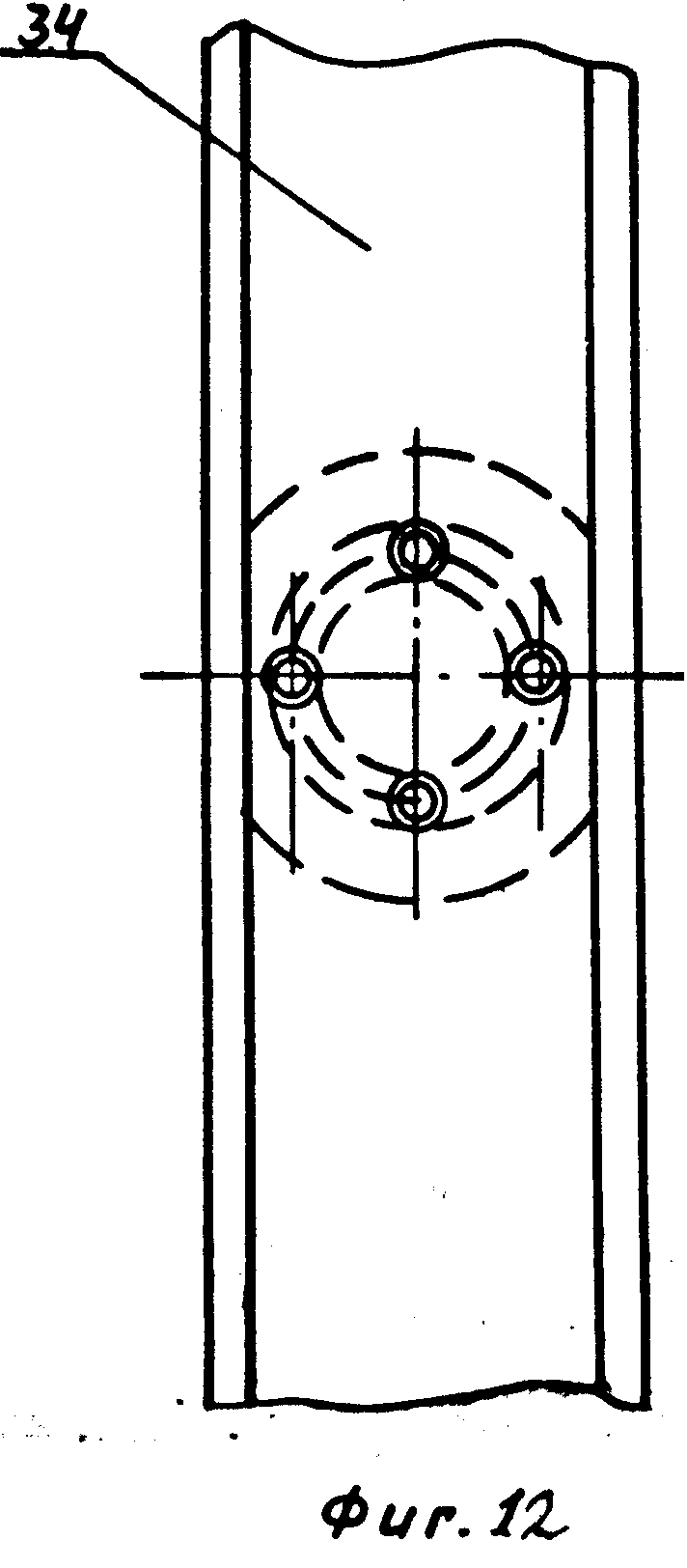
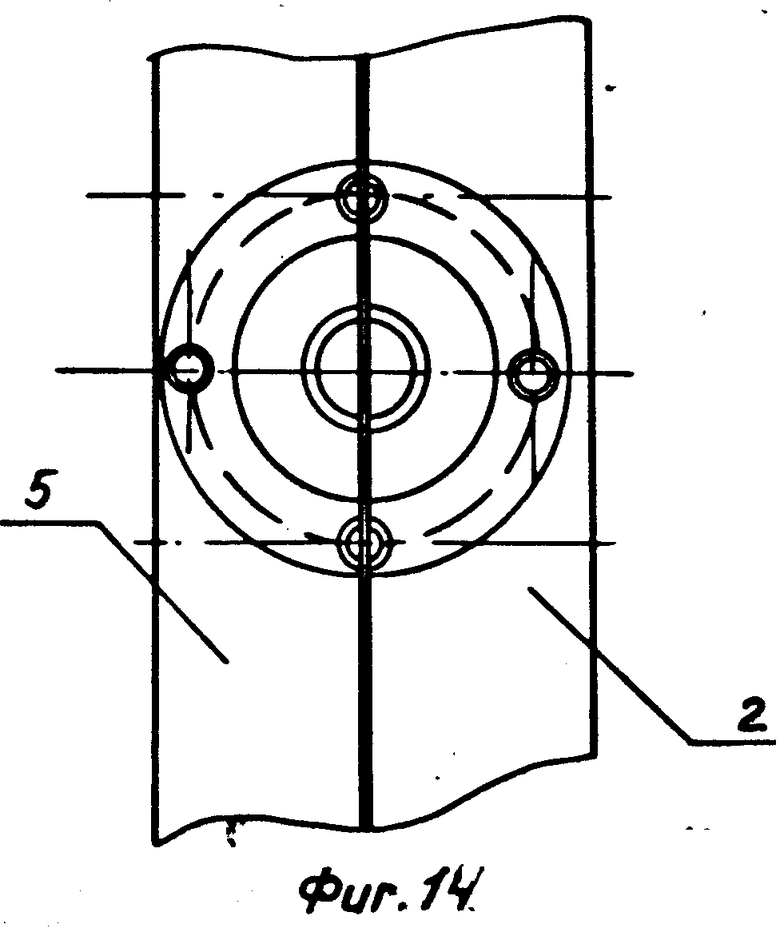
На фиг. 1 изображен общий вид устройства сборки в разрезе; на фиг. 2 - вид сверху на блоки полуформ в сомкнутом положении; на фиг. 3 вид сверху на блоки полуформ в разомкнутом положении; на фиг. 4 вид по стрелке А на фиг. 1 на механизм для одновременной порционной загрузки сомкнутых полуформ тестовой эмульсией; на фиг. 5 механизм загрузки полуформ с копиром на тяге и ролик на блоке пуансонов в положении залива тестовой эмульсии; на фиг. 6 то же, в отведенном положении трубок; на фиг. 7 подпружиненный вертикальный стержень на подвижном блоке полуформ со взаимодействующим с ним копиром, изогнутый рычаг на шарнирном рычаге трубок и упора на основании и на неподвижном блоке в момент смыкания полуформ; на фиг. 8 то же, в конце размыкания пресс-форм; на фиг. 9 изогнутая трубка с механизмом открывания и закрывания выходного отверстия трубок в закрытом положении; на фиг. 10 то же, в положении открывания полуформ; на фиг. 11 поперечный разрез блока пуансонов; на фиг. 12 блок пуансонов, вид сверху; на фиг. 13 блоки полуформ, поперечный разрез; на фиг. 14 то же, вид сверху.
Устройство для выпечки полых вафельных изделий содержит неподвижное основание 1, например, в виде вертикальной тумбочки, на которой сверху закреплен неподвижный блок 2 с полуформами 3.
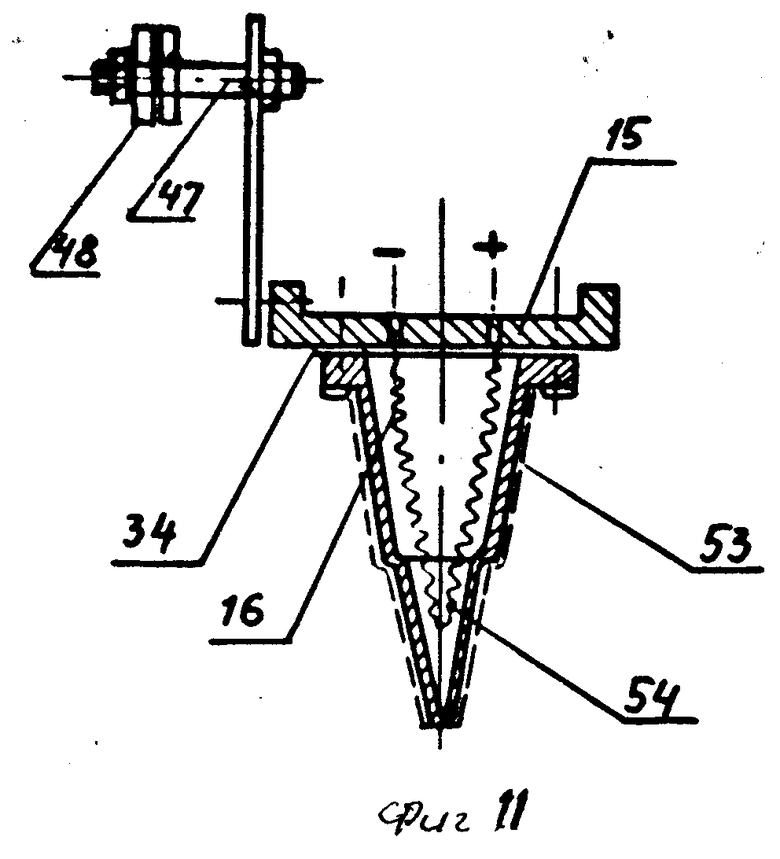
Параллельно блоку 2 на направляющих 4 установлен подвижный блок 5 с полуформами 6. Подвижный блок 5 соединен через ходовой винт 7, гайку 8, расположенную в подшипнике 9, гибкую передачу 10 и вал 11 с электродвигателем 12 привода смыкания и размыкания полуформ, закрепленными под основанием 1 на верхней внутренней его стенке. На основании 1 сверху закреплен также вертикальный кронштейн 13 с двухсторонней консольной балкой 14, на которой установлен подвижный блок 15 с пуансонами 16, закрепленный на ходовом винте 17, который через поворотную гайку 18, расположенную в подшипнике 19, гибкую связь 20 соединен с электродвигателем 21 привода вертикального перемещения пуансонов. Для устранения перекосов при перемещении блока 15 на неподвижном блоке 2 закреплены направляющие 22.
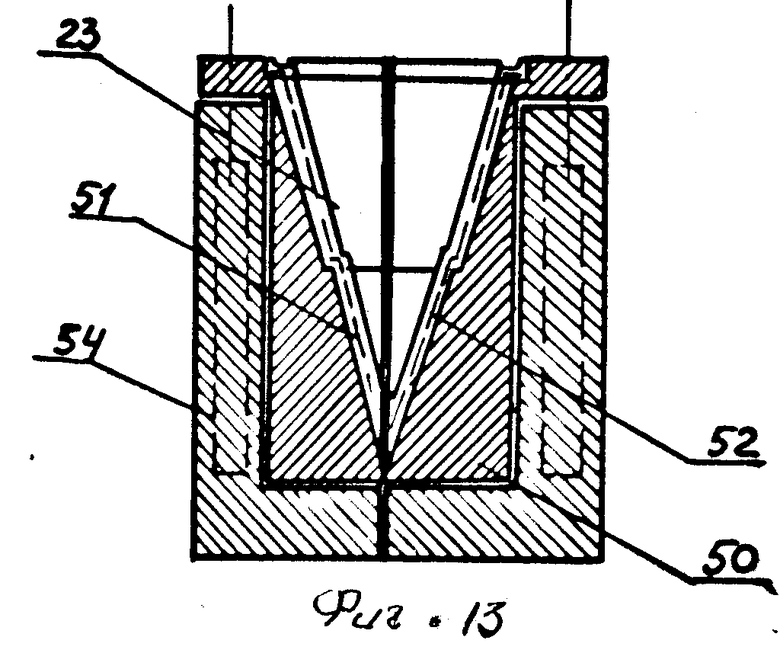
Смыкаемые полуформы 3, 6 и пуансоны 16 образуют пресс-формы, в которых формуются и выпекаются полые вафельные изделия 23 из заранее приготовленной тестовой эмульсией, загруженной в емкость 24 и размещенной в нижней части основания 1. Внутри емкости 24 встроено перемешивающее средство 25, соединенное гибкой связью 26 с валом 11 привода смыкания полуформ, при помощи которого тестовая эмульсия перемешивается и подается в многопозиционный дозирующий насос 27, откуда она поступает в сомкнутые полуформы.
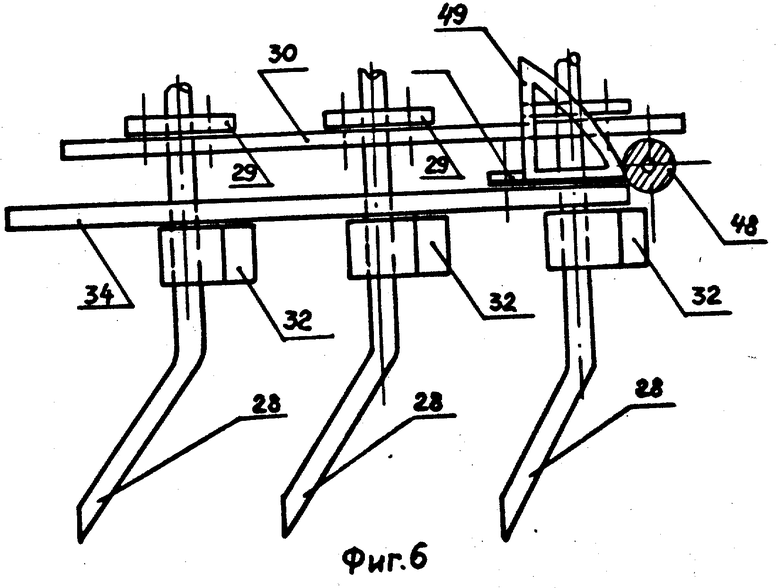
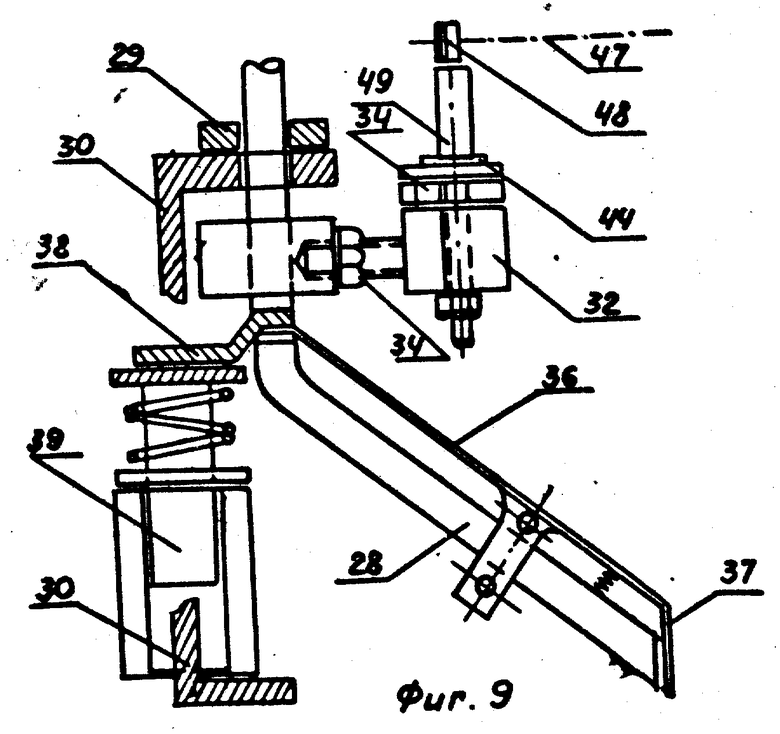
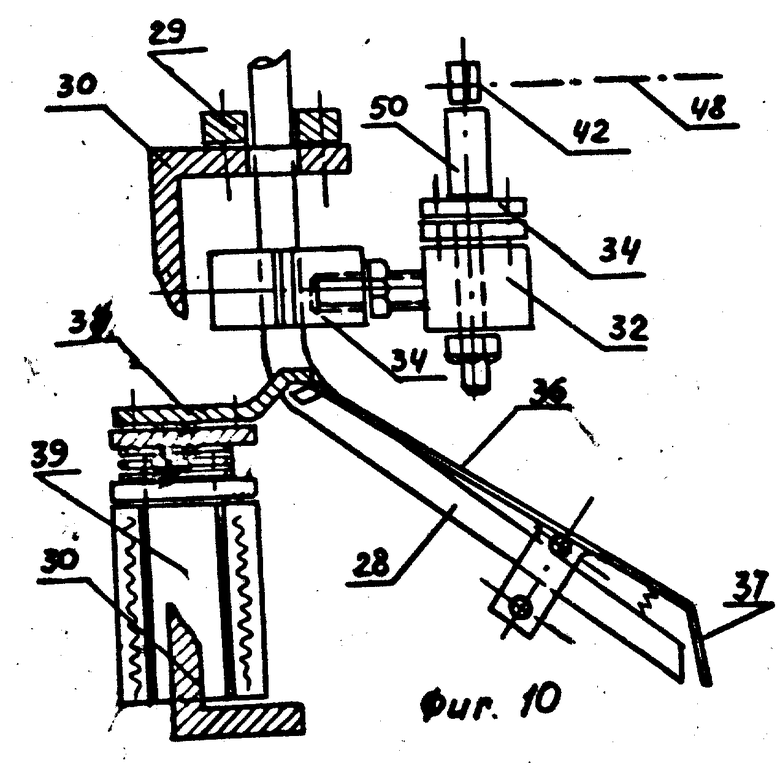
Для этого в устройстве предусмотрено средство для одновременной загрузки сомкнутых полуформ тестовой эмульсией, выполненное в виде изогнутых трубок 28 по числу пресс-форм, вертикальные концы которых установлены в подшипниках 29, смонтированных в кронштейне 30, закрепленном на корпусе 31 подшипника 9. На трубках 28 жестко закреплены шарнирные рычаги 32, которые через оси 33 соединены общей тягой 34, образуя блок трубок в виде шарнирного параллелограммного механизма. Концы вертикальных участков каждой трубки соединены при помощи гибкого шланга 35 с соответствующим штуцером (на чертеже не показан) многопозиционного дозирующего насоса 27. Другой отогнутый конец каждой трубки 28, выполнен в виде литника, на котором шарнирно установлен подпружиненный двуплечий рычаг 36, на нижнем конце которого закреплена крышка 37, прикрывающая выходное отверстие трубки, а другим концом рычаг упирается в пластину 38, взаимодействующую с соленоидом 39, связанным с реле времени (на чертеже не обозначено).
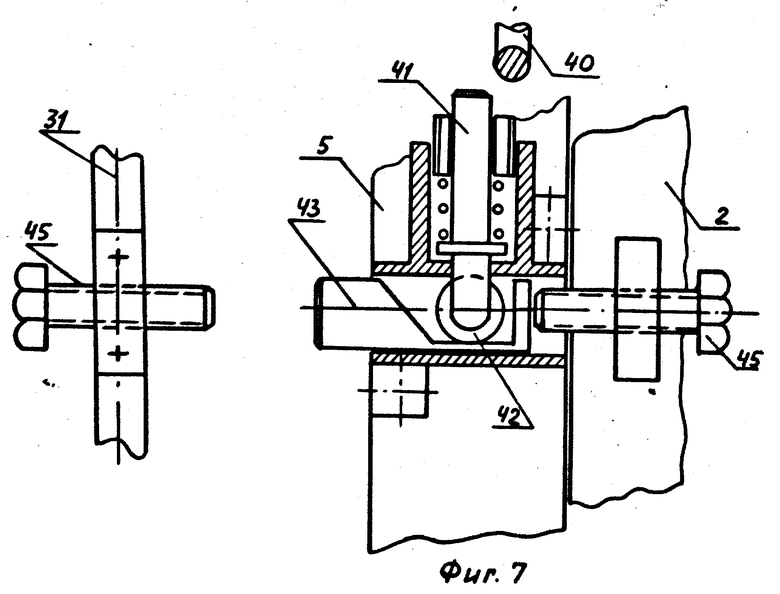
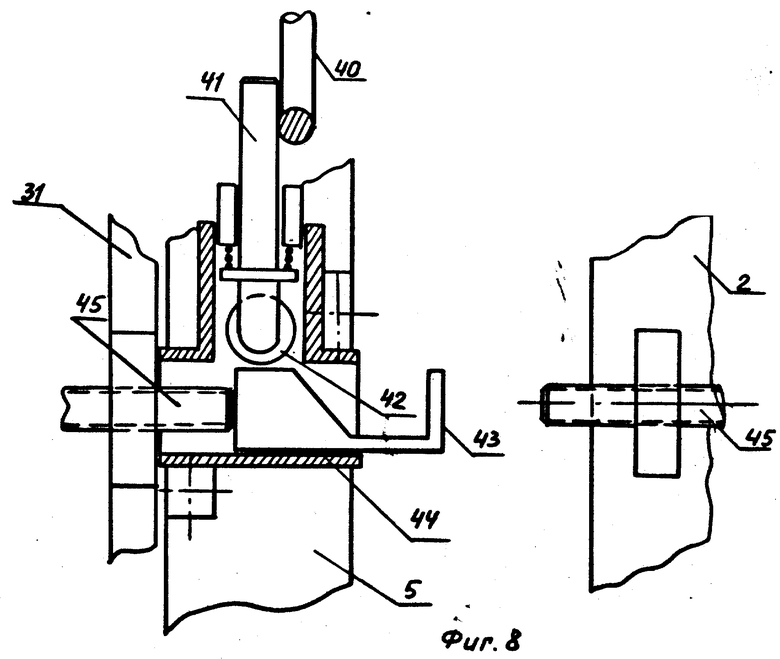
Для установки трубок 28 в положение для загрузки сомкнутых полуформ тестовой эмульсией, на одном из шарнирных рычагов 32 закреплен изогнутый рычаг 40, упирающийся в конец вертикального подпружиненного стержня 41, установленного на подвижном блоке 5 полуформ. На нижнем конце стержня 41 установлен ролик 42, которым стержень упирается в горизонтальный копир 43, расположенный в корпусе 44 на блоке 5.
При перемещении блока при смыкании и размыкании полуформ копир 43 упирается соответственно в упоры 45 и 46, закрепленные на блоке 2 полуформ и корпусе 31.
Для отведения трубок 28 исходное положение после загрузки полуформ тестовой эмульсией, на блоке 15 пуансонов закреплен рычаг 47 с роликом 48 на конце, которым при опускании блока 15 пуансонов он упирается в копир 49, жестко закрепленный на тяге 34.
Полуформы 3,6 и пуансоны 16 в блоках выполнены съемными. Для этого в блоках 2 и 5 выполнены соответствующие гнезда 50, а сами полуформы изготовлены с различной по форме внутренней поверхностью 51 для получения различных по форме изделий 23 (стаканчики, трубки, шишки, орехи и т.д.).
Пуансоны 16 выполнены соответственно полуформам съемными закрепляемые на балке 34 блока пуансонов 15. Для обеспечения надежного удаления готовых изделий из пресс-форм, формующие поверхности 52, 53 полуформ и пуансонов покрыты тонкими фторопластовыми оболочками. Для нагрева блоков полуформ и пуансонов внутри их встроены электронагревательные элементы 54. На блоках полуформ 2, 5 и блоке пуансонов 15 закреплены концевые выключатели 55, которые через реле в коробке управления (на чертеже не показано) связаны с электродвигателями 12, 21 приводов перемещения блоков полуформ и пуансонов.
Работа устройства осуществляется автоматически, но может быть и с использованием оператора, с использованием кнопок "стоп" и "пуск", (на чертеже не обозначено) связанных через коробку управления с приводами перемещения блоков. В исходном положении устройства, которое соответствует окончанию выпечки очередной партии изделий, блоки полуформ и пуансонов находятся в сомкнутом положении.
Для производства работы устройства оператор нажимает на кнопку "пуск". В результате этого включается приводы блоков и пресс-формы размыкаются. При подъеме блока пуансонов 15 ролик 48 рычага 47 отходит от копира 49 на тяге и освобождает тягу. При размыкании полуформ копир 43 на блоке 5 упирается в упор 46, перемещается относительно корпуса 44 и поднимает вертикальный стержень 41 до взаимодействия с рычагом 40 на шарнирном рычаге 32. Окончательное отведение подвижного блока полуформ от неподвижного фиксирует сигналом от сигнального устройства (на чертеже не показано).
Этот момент работы устройства связан с извлечением изделий из полуформ. В случае ненормальной их выгрузки оператор нажимает на кнопку "стоп" и работа останавливается. После устранения ненормальностей, оператор нажимает на кнопку "пуск" и работа возобновляется. Включается привод перемещения подвижного блока 5 и происходит смыкание полуформ. При этом стержень 41 нажимает на изогнутый рычаг 40 и поворачивает блок трубок в положение для загрузки полуформ. При окончательном смыкании полуформ срабатывает кольцевой выключатель 55 на неподвижном блоке 2, который включает через реле времени дозирующий насос 27.
Одновременно с этим включается и соленоид 39, который через пластинку 38 нажимает на рычаги 36 и открывает выходные отверстия трубок, через которые происходит одновременное наполнение форм тестовой эмульсией. По истечении определенного времени реле в коробке управления останавливает работу насоса и выключает соленоид. Под действием пружин рычагов 36 крышки 37 закрывают выпускные отверстия трубок и одновременно включается привод перемещения блока пуансонов 15. При перемещении последнего рычаг 47 своим роликом 48 нажимает на копир 49 тяги 34 и отводит в сторону трубки, освобождая место для смыкания пуансонов с полуформами. При окончательном смыкании пуансонов с полуформами происходит формование изделия и одновременное включение под действием концевого выключателя 55 на блоке пуансонов реле времени на выпечку изделия.
Через определенное время, когда закончится процесс выпечки, включается привод перемещения блока пуансонов и привод размыкания полуформ. Происходит размыкание полуформ. Происходит размыкание пресс-форм и освобождение изделий, которые под действием собственного веса падают на накопительный лоток (на чертеже не показано) под неподвижным блоком. Далее процесс выпечки повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОНДИТЕРСКОГО ИЗДЕЛИЯ | 1998 |
|
RU2151518C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЗБИВНЫХ КОНДИТЕРСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2151517C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ВАФЕЛЬНЫХ СТАКАНЧИКОВ ДЛЯ МОРОЖЕНОГО | 1991 |
|
RU2007086C1 |
| ПРЕСС-ФОРМА ДЛЯ ВЫПЕЧКИ ПОЛЫХ ВАФЕЛЬНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2345525C2 |
| Устройство для выпечки вафельных стаканчиков | 1970 |
|
SU1662466A1 |
| Устройство для непрерывного изготовления изделий из полимерных материалов | 1977 |
|
SU666087A1 |
| УСТРОЙСТВО ДЛЯ ВЫПЕЧКИ ПОЛЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1997 |
|
RU2121274C1 |
| Пресс-форма для литья полимерных изделий с криволинейным отверстием | 1983 |
|
SU1154097A1 |
| Устройство для формования изделий | 1976 |
|
SU593922A1 |
| Съедобный контейнер для пищевых продуктов, термическая пресс-форма для выпечки половинок съедобного контейнера и приспособление для извлечения половинок съедобного контейнера из термической пресс-формы и чистки газоотводных отверстий термической пресс-формы | 2018 |
|
RU2678869C1 |
Использование: при выпечке полых вафельных изделий. Сущность. Устройство включает смонтированные на основании разъемные пресс - формы, состоящие из неподвижного и подвижного блоков полуформ, с приводом их смыкания-размыкания, подвижного блока пуансонов, средство для нагрева полуформ и пуансонов, средство для одновременной загрузки тестовой эмульсии в полуформы и микровыключатели. Средство для загрузки тестовой эмульсии выполнено в виде изогнутых по числу пресс-форм трубок, установленных вертикальными прямыми концами в подшипниках на основании и соединенных при помощи шарнирных рычагов осей и тяги в единый поворотный блок в виде шарнирного параллелограммного механизма, при этом конец вертикального участка каждой трубки соединен при помощи гибкого шланга с соответствующим штуцером многопозиционного дозирующего насоса, а другой выполнен в виде литника с механизмом закрывания-открывания выходного отверстия. 4 з.п. ф-лы, 14 ил.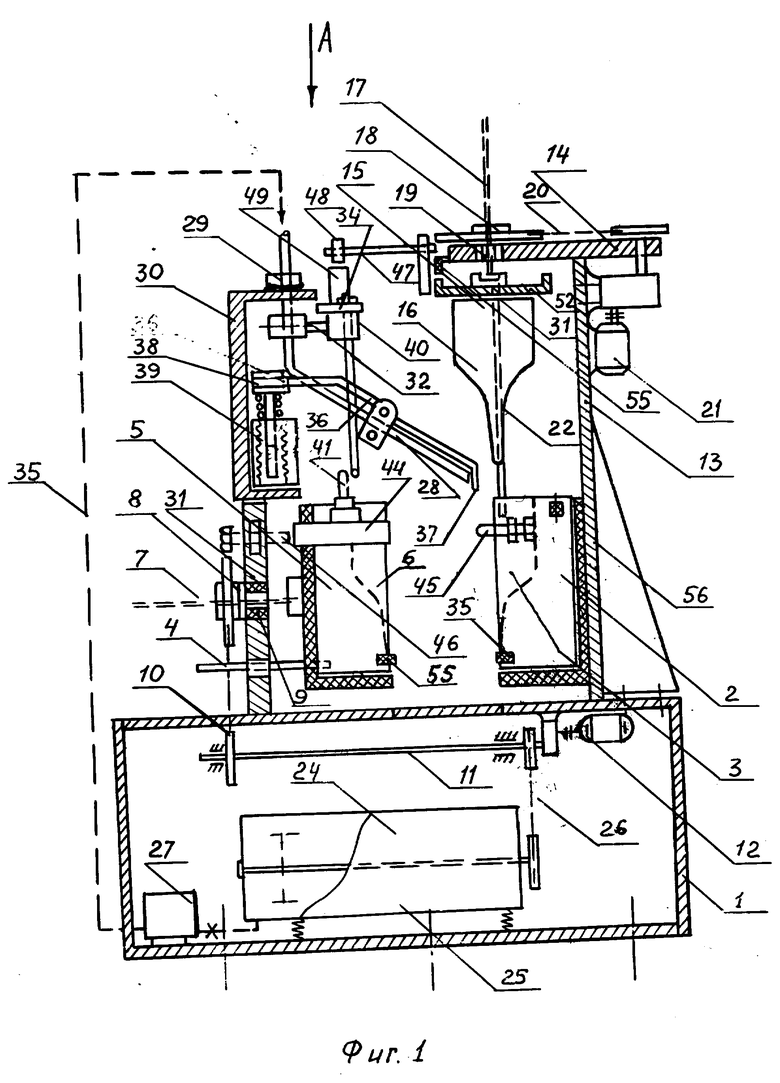
| SU, авторское свидетельство, 1662466, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| SU, авторское свидетельство, 1666017, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
