Область техники
Настоящее изобретение относится к машине для изготовления нагревательного стержня для получения нагревательного элемента, т.е. нагревательного стержня для получения нагревательного элемента для использования в курительном изделии, заменяющем сигарету, и к способу изготовления таковых.
Предпосылки к созданию изобретения
Нагревательный элемент, упомянутый выше, получают путем разрезания непрерывного нагревательного стержня на части заданной длины. Как показано, например, в описании к патенту Японии № 3472591, нагревательный стержень содержит изделие, сформованное посредством экструзии, полученное путем формования экструзионным способом воспламеняемого горючего материала в форме стержня, обернутого в теплоизоляционное полотно. Теплоизоляционное полотно выполнено из стекловолокна.
Более конкретно, изделие, сформованное посредством экструзии, подают непосредственно после изготовления на участок обертывания, и, таким образом, на участке обертывания этот стержень, все еще находящийся в мокром или мягком состоянии, непрерывно обертывают в теплоизоляционное полотно и таким образом формируют нагревательный стержень. Затем нагревательный стержень подают на участок разрезания и на участке разрезания режут на части заданной длины таким образом, чтобы получать вышеупомянутый нагревательный элемент. Соответственно, нагревательный элемент содержит сердечник из горючего вещества, полученный из части изделия, сформованного посредством экструзии, и обернутый в теплоизоляционную оболочку, сформированную из части теплоизоляционного полотна, в которое обернут сердечник из горючего вещества. Нагревательный элемент затем соединяют с другими составляющими элементами таким образом, чтобы из нагревательного элемента и других составляющих элементов образовать заменитель курительного изделия, подобного сигарете.
Нагревательный элемент, или более точно - изделие, сформованное посредством экструзии, должно обладать характеристиками горения, пригодными для замены курительного изделия. С этой целью изделие, сформованное посредством экструзии, изготавливают со сквозным отверстием, выполненным в его центре, и с множеством канавок, выполненных в осевом направлении в его цилиндрической поверхности. Канавки, выполненные в осевом направлении, расположены с одинаковыми интервалами по периферии изделия, сформованного посредством экструзии.
При этом теплоизоляционная оболочка нагревательного элемента должна быть надежно обернута вокруг сердечника источника тепла и с ее помощью надлежит предотвращать возможность выпадения сердечника источника тепла из заменителя курительного изделия. Таким образом, машина, раскрытая в вышеупомянутом патентном документе, содержит распределительный валик. Распределительный валик расположен выше по потоку от участка обертывания и с его помощью наносят воду на теплоизоляционное полотно, используемую в качестве средства, вызывающего склеивание до того, как теплоизоляционное полотно подают на участок обертывания. Нанесенная вода растворяет пектин, используемый в теплоизоляционном полотне в качестве связующего, и растворившийся пектин действует как клей для скрепления между собой изделия, сформованного посредством экструзии, и теплоизоляционного полотна. Более конкретно, с помощью распределительного валика наносят воду на теплоизоляционное полотно в виде полоски, проходящей в продольном направлении теплоизоляционного полотна таким образом, чтобы растворенный пектин образовывал клеевую дорожку на теплоизоляционном полотне.
Как упомянуто выше, изделие, сформованное посредством экструзии, содержит множество канавок, расположенных в осевом направлении в цилиндрической поверхности. Таким образом, при обертывании изделия, сформованного посредством экструзии, в теплоизоляционное полотно на участке обертывания клеевая дорожка на теплоизоляционном полотне может совпадать с одной из канавок, расположенных в осевом направлении. В этом случае клеевая дорожка не контактирует с цилиндрической поверхностью изделия, сформованного посредством экструзии, и, таким образом, не эффективно действует в качестве клея для скрепления между собой изделия, сформованного посредством экструзии, и теплоизоляционного полотна.
Если нагревательный элемент получен из нагревательного стержня, изготовленного таким способом, то нагревательный элемент обладает недостатком, заключающимся в неудовлетворительном скреплении сердечника из горючего вещества с теплоизоляционной оболочкой, и заменитель курительного изделия с таким нагревательным элементом также является дефектным. При нанесении удара в осевом направлении по такому дефектному заменителю курительного изделия, во время транспортировки или при удерживании его в руке потребителем это может вызвать осевой сдвиг сердечника из горючего вещества нагревательного элемента. В результате такого осевого сдвига сердечник из горючего вещества выступает из конца теплоизоляционной оболочки, т.е. из конца заменителя курительного изделия, или погружается по направлению к составляющему элементу, расположенному рядом с нагревательным элементом внутри заменителя курительного изделия. Такое выдвижение или погружение сердечника из горючего вещества делает курение заменителя курительного изделия затруднительным.
Для исключения этого недостатка целесообразно увеличить число клеевых дорожек, формируемых на теплоизоляционном полотне, или увеличить ширину клеевой дорожки. В любом случае, однако, большее количество воды наносят на теплоизоляционное полотно для увеличения количества воды, проникающей в цилиндрическую поверхность изделия, сформованного посредством экструзии, что приводит к снижению в большой степени твердости наружной поверхности изделия, сформованного посредством экструзии.
Во время подачи на участок обертывания изделие, сформованное посредством экструзии, все еще находится в мокром и мягком состоянии и, таким образом, содержит большое количество воды. Если в дополнение к уже содержащемуся количеству воды в изделие, сформованное посредством экструзии, проникает большое количество воды с теплоизоляционного полотна, то изделие, сформованное посредством экструзии, не может поддерживать свою внешнюю форму. Таким образом, при обертывании изделия, сформованного посредством экструзии, в теплоизоляционное полотно или при разрезании нагревательного стержня канавки расположенные в осевом направлении изделия, сформованные посредством экструзии, могут быть деформированы или смяты и заблокированы. Деформирование или смятие канавок, расположенных в осевом направлении, подобным образом приводит к уменьшению в большой степени площади поперечного сечения канавок, расположенных в осевом направлении, и к уменьшению их пропускной способности, в результате чего нагревательный элемент не может обладать требуемыми характеристиками горения.
Основной целью настоящего изобретения является создание способа изготовления, при использовании которого можно обеспечивать достаточную прочность скрепления между изделием, сформованным посредством экструзии, и теплоизоляционным полотном и сообщать желаемые характеристики горения нагревательному стержню и, следовательно, нагревательному элементу, а также создание машины для осуществления данного способа.
Раскрытие изобретения
Для достижения данной цели машина для изготовления нагревательного стержня согласно настоящему изобретению содержит линию подачи полотна для подачи теплоизоляционного полотна, выполненного из теплоизоляционного волокна, скрепленного связующим; участок обертывания, расположенный ниже по потоку от линии подачи полотна, для приема теплоизоляционного полотна с линии подачи полотна и стержнеобразного изделия, сформованного посредством экструзии, выполненного из воспламеняемого материала с множеством канавок, расположенных в осевом направлении, выполненных в его цилиндрической поверхности на одной стороне принятого теплоизоляционного полотна, и непрерывно обертывающий изделие, сформованное посредством экструзии, в теплоизоляционное полотно, с получением, таким образом, нагревательного стержня, при прохождении теплоизоляционного полотна и изделия, сформованного посредством экструзии, через участок обертывания; и устройство для нанесения потока растворителя для нанесения потока растворителя для растворения связующего на упомянутой стороне теплоизоляционного полотна таким образом, чтобы создавать мокрую полосу растворителя на упомянутой стороне теплоизоляционного полотна до подачи теплоизоляционного полотна на участок обертывания, где мокрая полоса имеет волнообразную форму и непрерывно проходит в продольном направлении теплоизоляционного полотна.
Мокрая полоса теплоизоляционного полотна растворяет связующее, содержащееся в теплоизоляционном полотне, таким образом создавая связующее для склеивания изделия, сформованного посредством экструзии, или, другими словами, полосообразную клеящую область. При обертывании изделия, сформованного посредством экструзии, в теплоизоляционное полотно таким образом, чтобы получался стержень из горючего вещества, с помощью полосообразной клеящей области склеивают друг с другом изделие, сформованное посредством экструзии, и теплоизоляционное полотно. Мокрая полоса, а именно, полосообразная клеящая область, проходит вокруг изделия, сформованного посредством экструзии, пересекая канавки, расположенные в осевом направлении изделия, сформованного посредством экструзии, и таким образом надежно скрепляя между собой изделие, сформованное посредством экструзии, и теплоизоляционное полотно и повышая прочность скрепления между ними. Такой способ позволяет формировать мокрую полосу при использовании малого количества растворителя. Таким образом поддерживают достаточную твердость наружной поверхности изделия, сформованного посредством экструзии, чем обеспечивают условия, при которых нагревательный элемент, полученный из нагревательного стержня, обладает требуемыми характеристиками горения.
Более конкретно, устройство для нанесения потока растворителя может содержать вибратор, расположенный над линией подачи полотна и содержащий вибрационный элемент, которому сообщают колебания в поперечном направлении линии подачи полотна; сопло, прикрепленное к вибрационному элементу, для нанесения потока растворителя на теплоизоляционное полотно; и источник подачи для подачи растворителя к соплу. Желательно, чтобы вибратор был пневматическим вибратором, с помощью которого можно было бы независимо регулировать амплитуду и частоту колебаний вибрационного элемента.
Кроме того, сопло является гибким соплом, прикрепленным к вибрационному элементу в поперечном его направлении, и гибкое сопло содержит конец, который совершает возвратно-поступательное движение в поперечном направлении линии подачи полотна посредством колебаний вибрационного элемента.
При подаче теплоизоляционного полотна вдоль линии подачи полотна с помощью сопла подают поток растворителя на одну сторону теплоизоляционного полотна, перемещая сопло возвратно-поступательно в поперечном направлении теплоизоляционного полотна, благодаря колебаниям вибрационного элемента вибратора. При этом формируют вышеупомянутую мокрую полосу на теплоизоляционном полотне. Амплитуду и длину волны мокрой полосы определяют частотой и амплитудой колебаний вибрационного элемента и скоростью перемещения теплоизоляционного полотна.
Мокрую полосу волнообразной формы можно легко создавать, сочетая перемещение теплоизоляционного полотна и колебания вибрационного элемента. Использование гибкого сопла позволяет облегчить соединение трубопровода, проходящего от источника подачи растворителя, и гибкого сопла.
Вышеописанная машина может дополнительно содержать линию подачи для подачи бумажного полотна на участок обертывания, где в бумажное полотно обертывают изделие, сформованное посредством экструзии, вместе с теплоизоляционным полотном.
Настоящее изобретение также предусматривает способ изготовления нагревательного стержня, включающий первый этап подачи стержнеобразного изделия, сформованного посредством экструзии, выполненного из воспламеняемого материала, с множеством канавок, расположенных в осевом направлении по его цилиндрической поверхности, и теплоизоляционного полотна, выполненного из теплоизоляционного волокна, скрепленного связующим, на участок обертывания и размещения изделия, сформованного посредством экструзии на одной стороне теплоизоляционного полотна; второй этап обертывания изделия, сформованного посредством экструзии, в теплоизоляционное полотно с созданием, таким образом, нагревательного стержня, при прохождении теплоизоляционного полотна и изделия, сформованного посредством экструзии, через участок обертывания; и третий этап нанесения потока растворителя для растворения связующего на упомянутой стороне теплоизоляционного полотна, в процессе подачи теплоизоляционного полотна на участок обертывания, для создания, таким образом, мокрой полосы растворителя на упомянутой стороне теплоизоляционного полотна, где мокрая полоса имеет волнообразную форму и проходит непрерывно в продольном направлении теплоизоляционного полотна.
На третьем этапе можно использовать сопло для нанесения потока растворителя на теплоизоляционное полотно, где конец сопла совершает возвратно-поступательное движение в поперечном направлении теплоизоляционного полотна при подаче теплоизоляционного полотна на участок обертывания. Первый этап может дополнительно включать подачу бумажного полотна на участок обертывания, где в бумажное полотно обертывают изделие, сформованное посредством экструзии, вместе с теплоизоляционным полотном.
Краткое описание чертежей
На Фиг.1 изображена схематически часть машины согласно варианту выполнения изобретения;
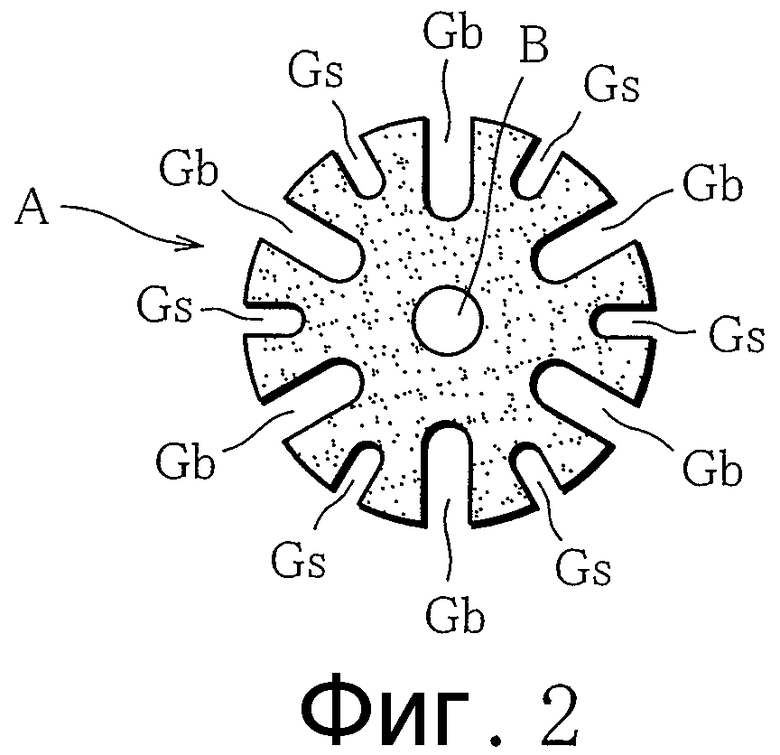
Фиг.2 - поперечное сечение изделия, сформованного посредством экструзии, используемого для образования нагревательного стержня;
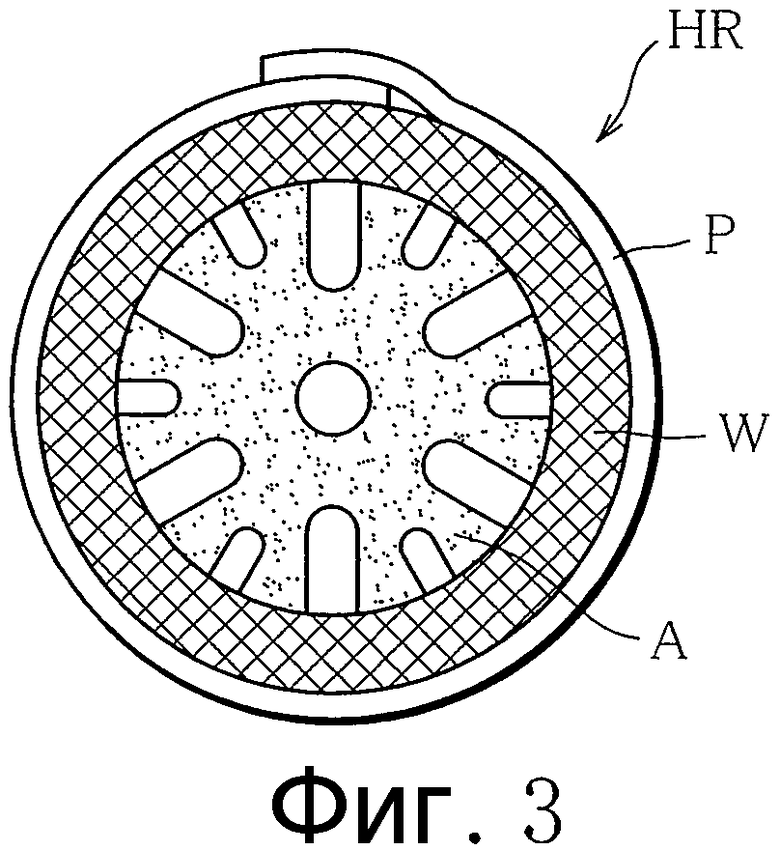
Фиг.3 - вид с торца нагревательного стержня (нагревательного элемента);
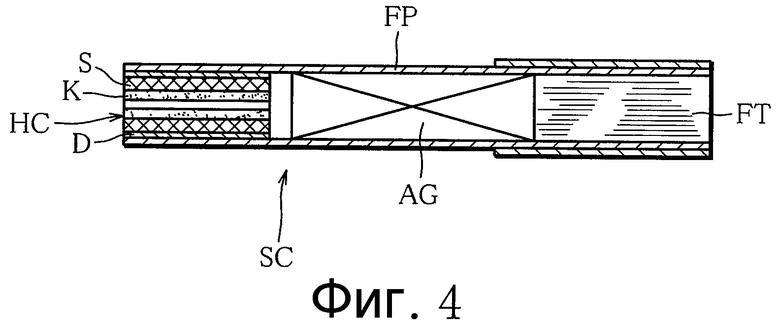
Фиг.4 - продольное сечение заменителя курительного изделия, содержащего нагревательный элемент;
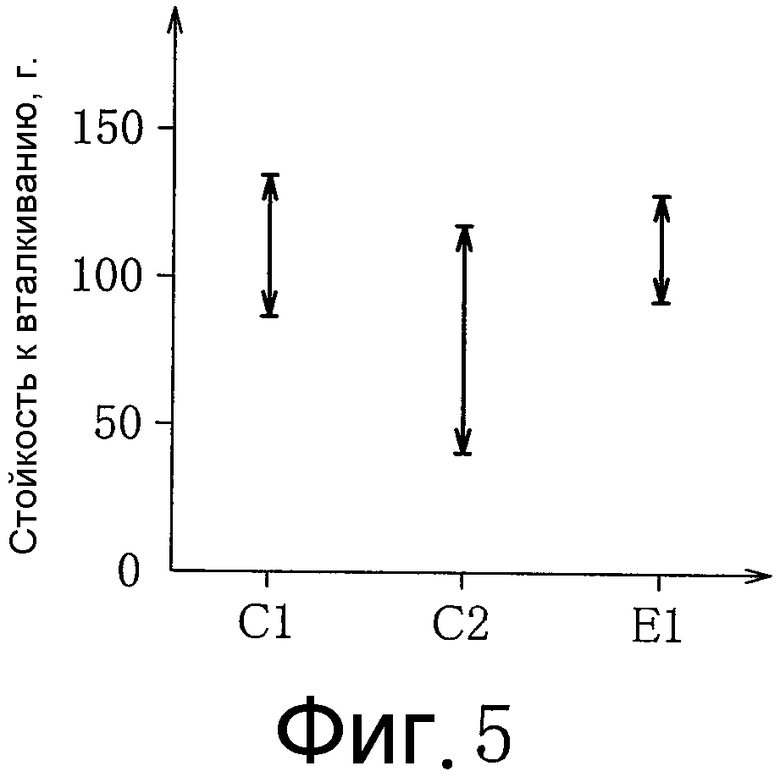
Фиг.5 - диаграмма сравнения образца нагревательного элемента, выполненного согласно настоящему изобретению, и сравнительных образцов нагревательных элементов по стойкости сердечника из горючего вещества к вталкиванию;
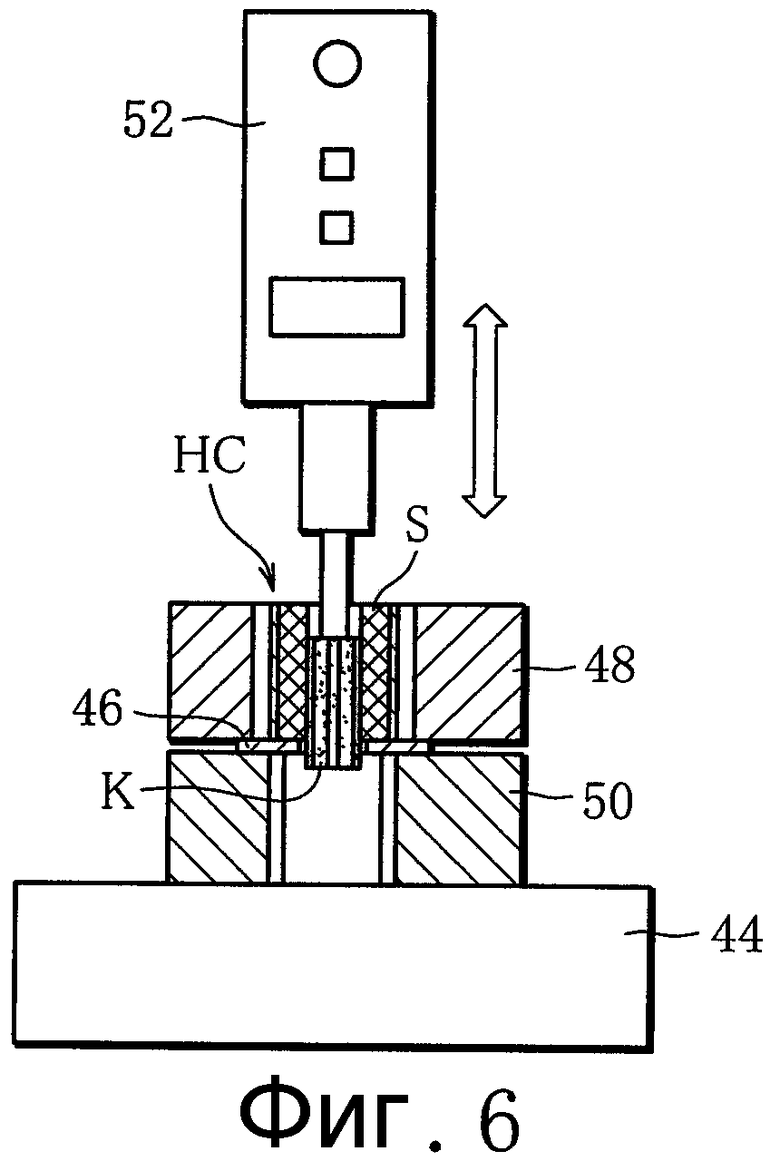
Фиг.6 - пример измерительного прибора для измерения стойкости к вталкиванию;
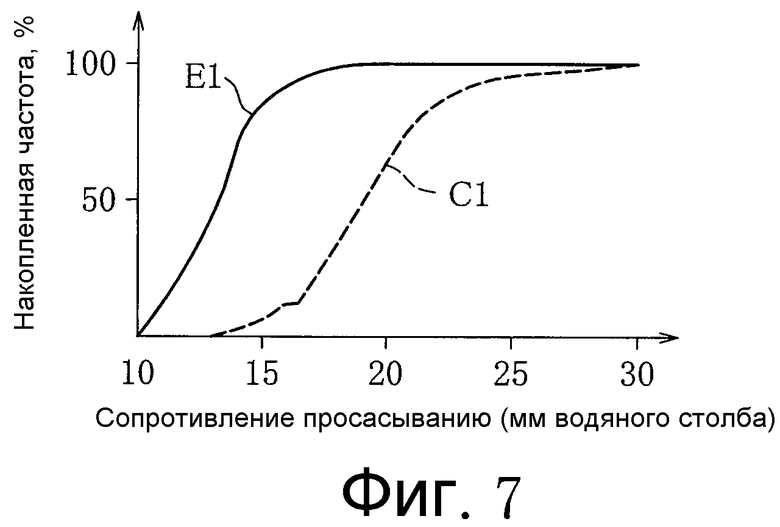
Фиг.7 - диаграмма сравнения образца нагревательного элемента согласно настоящему изобретению и сравнительных образцов нагревательных элементов по сопротивлению просасыванию;
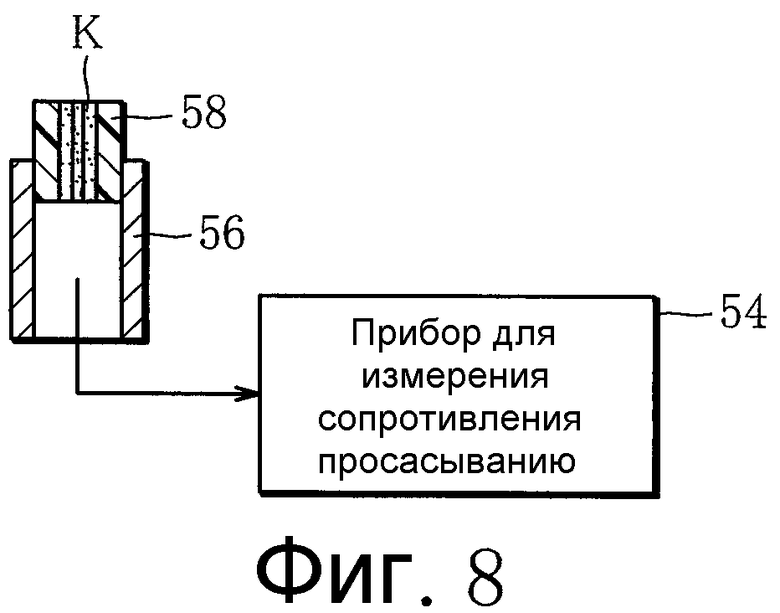
Фиг.8 - схема, поясняющая процесс измерения сопротивления просасыванию;
Фиг.9 - диаграмма сравнения двух образцов нагревательных элементов согласно настоящему изобретению по стойкости сердечника из горючего вещества к вталкиванию;
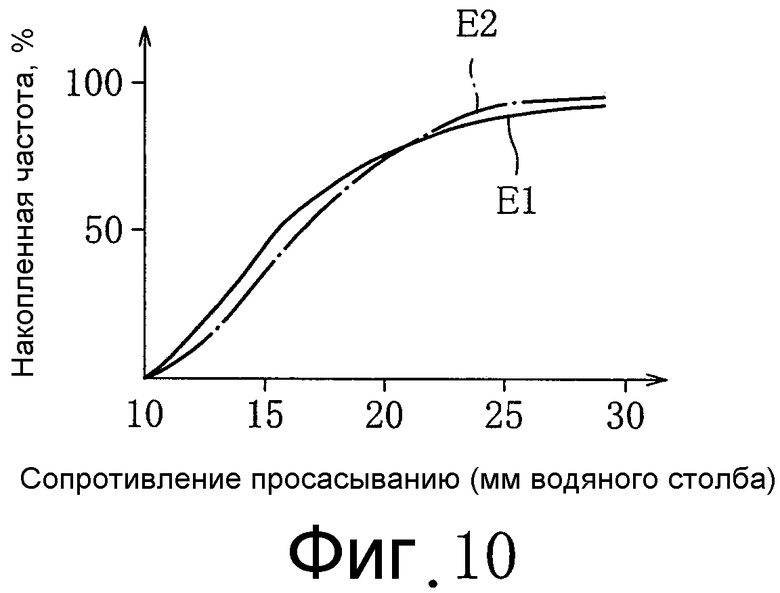
Фиг.10 - диаграмма сравнения двух образцов нагревательных элементов согласно настоящему изобретению по сопротивлению просасыванию.
Наилучший вариант осуществления изобретения
Машина для изготовления нагревательного стержня, показанная на фиг.1, содержит линию 2 подачи полотна. Линия 2 подачи полотна проходит вблизи участка обертывания 4 для подачи теплоизоляционного полотна W на участок обертывания 4. Теплоизоляционное полотно W выполнено из нетканого материала из стекловолокна, содержащего связующее, например пектин, для скрепления стекловолокна, теплоизоляционное полотно сматывают с рулона полотна (не показан) и подают вдоль линии 2 подачи полотна.
На участок обертывания 4, помимо теплоизоляционного полотна W, подают стержнеобразное изделие А, сформованное посредством экструзии, и бумажное полотно P. На входе участка обертывания 4 теплоизоляционное полотно W и изделие А, сформованное посредством экструзии, укладывают на бумажное полотно P в указанном порядке.
Изделие А, сформованное посредством экструзии, изготавливают из воспламеняемой смеси с помощью экструдера 6 и подают на участок обертывания 4 вдоль предварительно определенной направляющей линии.
Более конкретно, смесь содержит угольный порошок в качестве горючего вещества, регулятор горения, табачный порошок, связующее, воду и т.д., и ее получают путем смешивания этих материалов. Регулятор горения содержит любое из веществ: графит, карбонат кальция, карбонат натрия и т.п. или сочетание таких веществ. Связующее содержит любое из веществ: альгинат аммония, метилцеллюлозу, гуаровую смолу, пектин и т.п. или сочетание таких веществ.
На фиг.2 показано поперечное сечение изделия А, сформованного посредством экструзии. Изделие А, сформованное посредством экструзии, содержит сквозное отверстие B, выполненное в его центре, 6 канавок Gb, расположенных в осевом направлении, и 6 канавок Gs, расположенных в осевом направлении, выполненных в его цилиндрической поверхности. Канавки Gb, расположенные в осевом направлении, и канавки Gs, расположенные в осевом направлении, размещены в чередующемся порядке с фиксированным интервалом по окружности изделия А, сформованного посредством экструзии. Как показано на фиг.2, ширина канавок Gb, расположенных в осевом направлении, больше ширины канавок Gs, расположенных в осевом направлении, и глубина канавок Gb, расположенных в осевом направлении, больше глубины канавок Gs, расположенных в осевом направлении.
Изделие А, сформованное посредством экструзии, имеет диаметр, например, 3-5 мм, а длина окружности изделия А, сформованного посредством экструзии, фактически аналогична ширине теплоизоляционного полотна W. Таким образом, теплоизоляционным полотном W можно полностью обертывать изделие А, сформованное посредством экструзии. Между тем, бумажное полотно P имеет ширину, большую длины окружности теплоизоляционного полотна W, которым обернуто изделие А, сформованное посредством экструзии в виде трубки. Когда бумажное полотно P оборачивают вокруг свернутого в трубку теплоизоляционного полотна W, противоположные боковые края бумажного полотна P укладывают внахлест и напуск приклеивают клеем, нанесенным между слоями.
Участок обертывания 4 содержит структуру, подобную участку обертывания сигаретной машины. Таким образом, при прохождении изделия А, сформованного посредством экструзии, и теплоизоляционного полотна W через участок обертывания 4 с бумажным полотном P, изделие А, сформованное посредством экструзии, обертывают в теплоизоляционное полотно W и бумажное полотно P, как это показано на фиг.3, таким образом, чтобы получался нагревательный стержень HR.
Затем на участке разрезания (не показан), расположенном ниже по потоку от участка обертывания 4, нагревательный стержень HR режут на части заданной длины таким образом, чтобы получались нагревательные элементы HC на угольной основе.
На фиг.4 показан заменитель SC курительного изделия сигаретного типа. Заменитель SC курительного изделия содержит нагревательный элемент HC, генератор AG аэрозоля (листья табака) и мундштук (фильтр) FT, где нагревательный элемент, генератор и мундштук расположены в линию вдоль оси заменителя курительного изделия SC.
При курении заменителя курительного изделия SC, показанного на фиг.4, поджигают нагревательный элемент HC. Тепло, образующееся при горении нагревательного элемента HC, вызывает нагревание генератора AG аэрозоля таким образом, что из генератора AG аэрозоля исходит аэрозоль, похожий на дым. Этот аэрозоль курильщик всасывает в рот через мундштук FT.
При изготовлении нагревательного стержня HR, для надежного скрепления между собой изделия А, сформованного посредством экструзии, и теплоизоляционного полотна W машина дополнительно содержит устройство 10 для нанесения потока растворителя (см. фиг.1). Устройство 10 для нанесения потока растворителя наносит растворитель для растворения связующего, содержащегося в теплоизоляционном полотне W, т.е. воды, на теплоизоляционное полотно W перед подачей теплоизоляционного полотна на участок обертывания 4.
Более конкретно, устройство 10 для нанесения потока растворителя содержит линейный пневматический вибратор 12, расположенный над линией 2 подачи полотна. Пневматический вибратор 12 содержит цилиндрический корпус 14 и поршень (не показан), установленный в корпусе 14, причем поршень может совершать возвратно-поступательное движение в корпусе 14, вдоль его осевого направления, т.е. вдоль направления, перпендикулярного линии 2 подачи полотна.
Корпус 14 содержит вход 16 и выход 18 на его наружной поверхности. Вход 16 соединен с источником 22 подачи сжатого воздуха трубопроводом 20 для подачи сжатого воздуха. В трубопроводе 20 для подачи сжатого воздуха установлены: регулятор давления 24, манометр 26 и игольчатый клапан 28 в указанном порядке от источника 22 подачи сжатого воздуха. От выхода 18 проходит трубопровод 30 для выпуска воздуха; трубопровод 30 для выпуска воздуха содержит конец, открытый в атмосферу. В трубопроводе 30 для выпуска воздуха также установлен игольчатый клапан 32.
При подаче сжатого воздуха от источника 22 подачи в пневматический вибратор 12 через вход 16 и при выпуске воздуха из пневматического вибратора 12 через выход 18 поршень совершает возвратно-поступательное движение вдоль одного направления или, другими словами, совершает вибрационное движение. Частоту и амплитуду вибрации поршня определяют давлением сжатого воздуха, подаваемого на вход 16, и скоростью выпуска сжатого воздуха, выпущенного через выход 18. Таким образом, частоту и амплитуду вибрации поршня можно регулировать независимо с помощью регулятора давления 24 и игольчатых клапанов 28, 32.
Вибрирующий стержень 34 соединен с поршнем пневматического вибратора 12. Вибрирующий стержень 34 выступает из пневматического вибратора 12 и проходит поперек линии 2 подачи полотна над линией 2 подачи полотна.
К вибрирующему стержню 34 прикреплено гибкое сопло 36. Гибкое сопло 36 содержит отдаленный конец, направленный к теплоизоляционному полотну W на линии 2 подачи полотна. От ближнего конца гибкого сопла 36 проходит трубопровод 38 для подачи воды; трубопровод 38 для подачи воды соединен с баком 40 для воды. В трубопроводе 38 для подачи воды установлен насос 42 с регулируемым расходом, например, зубчатый насос. Насосом 42 с регулируемым расходом можно отсасывать воду из бака 40 для воды и подавать поток воды через гибкое сопло 36 на теплоизолирующее полотно W с заданным расходом.
Более конкретно, гибкое сопло 36 содержит раструб 36а на его ближнем конце, к которому подведен трубопровод 38 для подачи воды, и игольную часть 36b, которая выступает как одно целое от раструба 36а. Игольная часть 36b обладает гибкостью. Между тем, вибрирующий стержень 34 содержит отверстие вблизи отдаленного его конца, и отверстие проходит сквозь вибрирующий стержень 34 по диаметру вибрирующего стержня 34. Гибкое сопло 36 прикреплено к вибрирующему стержню 34 таким образом, что игольная часть 36b гибкого сопла 36 проходит через сквозное отверстие сверху.
При работе пневматического вибратора 12, в ходе которой вибрирующему стержню 34 сообщают вибрацию, отдаленный конец гибкого сопла 36 с отогнутой игольной частью 36b совершает возвратно-поступательное движение в поперечном направлении теплоизолирующего полотна W, следуя за колебаниями вибрирующего стержня 34. Несмотря на изгибание игольной части 36b, в гибкое сопло 36 стабильно поступает вода с фиксированным расходом от насоса 42 с регулируемой подачей. Таким образом, с помощью игольной части 36b гибкого сопла 36 легко осуществляют подачу воды от насоса 42 с регулируемой подачей к отдаленному концу гибкого сопла 36, хотя отдаленный конец гибкого сопла 36 совершает возвратно-поступательное движение благодаря колебаниям вибрирующего стержня 34.
Даже при изменении амплитуды или частоты колебаний вибрирующего стержня 34 игольная часть 36b легко следует за изменениями благодаря ее гибкости.
Гибкому соплу 36 можно также сообщить функцию ограничителя для предотвращения вращения вибрирующего стержня 34 относительно оси вместе с поршнем пневматического вибратора 12.
Когда теплоизоляционное полотно W подают на участок обертывания 4 вдоль линии 2 подачи полотна, вибрирующему стержню 34 сообщают вибрацию и подают поток воды из отдаленного конца гибкого сопла 36 на теплоизоляционное полотно W. Поток воды, подаваемый таким способом, проникает в верхнюю поверхность теплоизоляционного полотна W, таким образом создавая мокрую полосу H на теплоизоляционном полотне W, как показано на фиг.1. Мокрая полоса H описывает непрерывную волнообразную или, другими словами, синусоидальную кривую, в продольном направлении теплоизоляционного полотна W.
Мокрая полоса H растворяет связующее, например пектин, содержащийся в теплоизоляционном полотне W, таким образом создавая так называемую область нанесения связующего. Амплитуду мокрой полосы H определяют амплитудой колебаний вибрирующего стержня 34, а длину волны мокрой полосы H определяют скоростью перемещения теплоизоляционного полотна W и частотой колебаний вибрирующего стержня 34.
Теплоизоляционное полотно W с мокрой полосой H, а именно, со сформированной областью нанесения связующего, подают на участок обертывания 4 с бумажным полотном P. На участок обертывания 4 подают также изделие А, сформованное посредством экструзии, где изделие А, сформованное посредством экструзии, укладывают на бумажное полотно P, но при этом между ними находится теплоизоляционное полотно W. Когда изделие А, сформованное посредством экструзии, теплоизоляционное полотно W и бумажное полотно P пропускают через участок обертывания 4, изделие А, сформованное посредством экструзии, непрерывно обертывают в теплоизоляционное полотно W и бумажное полотно P таким образом, чтобы формировать нагревательный стержень HR.
На этом этапе, поскольку теплоизоляционное полотно W содержит мокрую полосу H, а именно, область нанесения связующего, теплоизоляционное полотно W и изделие А, сформованное посредством экструзии, скрепляют между собой клеем. Поскольку мокрая полоса H проходит по окружности относительно изделия А, сформованного посредством экструзии, мокрая полоса H надежно скрепляет между собой изделие А, сформованное посредством экструзии, и теплоизоляционное полотно W таким образом, чтобы прочность скрепления изделия А, сформованного посредством экструзии, и теплоизоляционного полотна W была высокой.
Таким образом, также в нагревательном элементе HC, полученном путем разрезания нагревательного стержня HR, сердечник К из горючего вещества и теплоизоляционная оболочка S должны быть прочно скреплены. Таким образом, после изготовления заменителя курительного изделия, содержащего нагревательный элемент HC, даже в случае нанесения удара по заменителю курительного изделия SC в осевом направлении во время транспортировки или во время удерживания в руке потребителем, сердечник К из горючего вещества не сдвигается или перемещается в осевом направлении относительно теплоизоляционной оболочки S.
Поскольку прочность скрепления между сердечником К из горючего вещества и теплоизоляционной оболочкой S высока по причинам, упомянутым выше, мокрая полоса H может быть сформирована с использованием малого количества наносимой воды. Этим предотвращают явление, заключающееся в том, что вода из мокрой полосы H чрезмерно проникает в изделие А, сформованное посредством экструзии, и, таким образом, предотвращают снижение твердости наружной поверхности изделия А, сформованного посредством экструзии. Следовательно, в случаях, когда нагревательный стержень HR формируют или режут, канавки Gb, Gs, расположенные в осевом направлении, в изделии А, сформованном посредством экструзии, не деформируются или деформируются в малой степени. Таким образом, форму канавок Gb, Gs, расположенных в осевом направлении, стабильно поддерживают в том виде, который им придали непосредственно после формования изделия А, сформованного посредством экструзии. Соответственно, нагревательный элемент HC может обладать желаемыми характеристиками горения.
На фиг.5 представлены результаты измерения прочности скрепления между сердечником К из горючего вещества и теплоизоляционной оболочкой S, где для испытаний были приготовлены и подвергнуты измерениям одинаковые количества образцов E1 нагревательного элемента HC согласно настоящему изобретению, сравнительных образцов C1 и сравнительных образцов C2 нагревательного элемента. В этих испытаниях в качестве величины, представляющей прочность скрепления, была принята стойкость сердечника К из горючего вещества к вталкиванию относительно теплоизоляционной оболочки S.
При изготовлении нагревательного стержня HR для получения образцов E1 нагревательного элемента HC мокрую полосу H формировали, обеспечивая поток воды с расходом 14 мл на 25 м теплоизоляционного полотна W. Между тем, при изготовлении нагревательных стержней для получения сравнительных образцов C1 и сравнительных образцов C2 нагревательного элемента формировали прямолинейные мокрые полосы, обеспечивая поток воды с расходом 28 мл и 14 мл на 25 м теплоизоляционного полотна W, соответственно. При изготовлении любого из образцов E1 и сравнительных образцов C1, C2 нагревательного элемента изделие, сформованное посредством экструзии, с поперечным сечением, представленным на фиг.2, разрезали на части длиной 12 мм, и условия изготовления изделия, сформованного посредством экструзии, были одинаковыми.
На фиг.6 показан измерительный прибор, на котором были получены результаты измерений, представленные на фиг.5.
Прибор для измерений содержит основание 44 и полые цилиндрические элементы 48, 50, образующие пару, расположенные вертикально на основании 44. Между цилиндрическими элементами 48, 50 проложен кольцевой диск 46. Внутренние диаметры цилиндрических элементов 48, 50 больше наружного диаметра нагревательного элемента HC, а внутренний диаметр диска 46 больше наружного диаметра сердечника К из горючего вещества нагревательного элемента HC, но меньше наружного диаметра нагревательного элемента HC. Измерительный прибор дополнительно содержит динамометр 52, расположенный над цилиндрическими элементами 48, 50, причем динамометр 52 можно поднимать и опускать.
Как показано на фиг.6, нагревательный элемент в качестве образца для испытаний вставляют в верхний цилиндрический элемент 48 и помещают на диск 46. В этом состоянии динамометром 52 оказывают давление в направлении вниз на сердечник К из горючего вещества нагревательного элемента HC со скоростью 1,5 мм/с, и при этом максимальные показатели на динамометре 52 означают стойкость сердечника К из горючего вещества к вталкиванию (прочность скрепления между сердечником К из горючего вещества и теплоизолирующей оболочкой S).
Как видно из диаграммы на фиг.5, образцы E1 (14 мл) нагревательного элемента согласно настоящему изобретению обладают большей стойкостью к вталкиванию по сравнению со сравнительными образцами C2 (14 мл) нагревательного элемента, и стойкость к вталкиванию образцов E1 находится на аналогичном уровне по отношению к стойкости к вталкиванию сравнительных образцов C1 (28 мл) нагревательного элемента. Это означает, что при изготовлении нагревательного стержня для получения образцов E1 нагревательного элемента может быть обеспечена такая же стойкость к вталкиванию при меньшем количестве воды, наносимой на теплоизоляционное полотно W, по сравнению с изготовлением нагревательного элемента для получения сравнительных образцов C1 нагревательного элемента.
Дополнительно определяли сопротивление просасыванию, используя одинаковые количества образцов E1 и сравнительных образцов C1 нагревательного элемента, как величину, представляющую степень деформации канавок, расположенных в осевом направлении, нагревательного элемента. Результаты измерений представлены на фиг.7 в величинах накопленной частоты.
Результаты измерений, представленные на фиг.7, были получены с использованием прибора 54 для измерения сопротивления просасыванию, изображенного на фиг.8. Прибор 54 для измерения сопротивления просасыванию содержит отсасывающую трубу 56, причем отсасывающая труба 56 содержит вход, в который может быть вставлена трубка 58 для образца. В трубку 58 для образца герметически плотно вставляют сердечник К из горючего вещества, подвергаемый испытаниям. После установки трубки 58 для образца во входе отсасывающей трубы 56 измерительным прибором 54 для измерения сопротивления просасыванию отсасывают воздух через трубку 58 для образца с расходом 17,5 мл/с и измеряют сопротивление просасыванию сердечника К из горючего вещества (нагревательного элемента HC).
Как видно из диаграммы на фиг.7, количество образцов E1 (14 мл) нагревательного элемента согласно настоящему изобретению, которые обладают малым сопротивлением просасыванию, больше по сравнению со сравнительными образцами C1 (28 мл) нагревательного элемента. Это указывает на то, что в образцах E1 нагревательного элемента согласно настоящему изобретению канавки, расположенные в осевом направлении, сердечника К из горючего вещества хорошо сохраняют форму, приданную во время формования посредством экструзии. Таким образом, образцы E1 нагревательного элемента согласно настоящему изобретению могут обладать желаемыми характеристиками горения, что приводит к существенному повышению качества заменителя курительного изделия SC.
На фиг.9 и 10 показаны результаты сравнения образцов E1 и E2 нагревательного элемента согласно настоящему изобретению по стойкости сердечника К из горючего вещества к вталкиванию и по степени деформации канавок, расположенных в осевом направлении (по сопротивлению просасыванию).
Нагревательные стержни для получения образцов E1 и E2 нагревательного элемента изготавливали, используя различные гибкие сопла. Более конкретно, гибкое сопло 36, которое использовали при изготовлении нагревательного стержня для образцов E1, имело внутренний диаметр 0,61 мм, тогда как гибкое сопло 36, которое использовали при изготовлении нагревательного стержня для образцов E2, имело внутренний диаметр 0,25 мм. Таким образом, ширина мокрой полосы в образцах E1 была больше ширины мокрой полосы в образцах E2.
Как видно из диаграммы на фиг.9, образцы E1 нагревательного элемента обладали относительно большей стойкостью к вталкиванию по сравнению с образцами E2. Между тем, как это показано на фиг.10, по сопротивлению просасыванию почти не наблюдалось различия между образцами E1 и образцами E2 нагревательного элемента. Это означает, что при обеспечении условий, при которых количество наносимой воды было одинаковым, на стойкость к вталкиванию образцов E1, E2 оказывал влияние внутренний диаметр гибкого сопла 36 или, другими словами, ширина мокрой полосы H, тогда как по отношению к сопротивлению просасыванию (т.е. по степени деформации канавок, расположенных в осевом направлении) не наблюдалось различий между образцами E1 и E2.
Настоящее изобретение не ограничено вышеописанными вариантами выполнения. В вариантах выполнения могут быть произведены различные модификации.
Например, в устройстве 10 для нанесения потока растворителя можно использовать различные типы вибраторов, отличных от пневматического вибратора 12; устройство может содержать жесткое сопло вместо гибкого сопла 36; может быть использовано гибкое сочленение жесткого сопла с трубопроводом для подачи воды.
Кроме того, растворитель, наносимый на теплоизоляционное полотно, не ограничен водой, а его можно выбирать соответственно типу связующего, содержащегося в теплоизоляционном полотне.

Изобретение относится к машине для изготовления нагревательного стержня для получения нагревательного элемента для использования в курительном изделии, заменяющем сигарету. Машина содержит устройство для нанесения потока воды на теплоизоляционное полотно в процессе подачи теплоизоляционного полотна на участок обертывания. Устройство для нанесения потока растворителя содержит пневматический вибратор с вибрирующим стержнем и гибкое сопло, прикрепленное к вибрирующему стержню таким образом, чтобы оно проходило поперек вибрирующего стержня. К гибкому соплу подают воду насосом с регулируемым расходом. Во время подачи теплоизоляционного полотна из конца гибкого сопла, которое совершает возвратно-поступательное движение в поперечном направлении теплоизоляционного полотна благодаря колебаниям стержня, подают поток воды на теплоизоляционное полотно. Подаваемой водой растворяют связующее, использованное в теплоизоляционном полотне для склеивания теплоизоляционного волокна, создавая, таким образом, мокрую полосу, причем мокрая полоса имеет волнообразную форму и непрерывно проходит вдоль продольного направления теплоизоляционного полотна, и создают клеящую область для склеивания изделия. Изобретение обеспечивает достаточную прочность скрепления между изделием, сформованным посредством экструзии, и теплоизоляционным полотном, а также желаемые характеристики горения нагревательного стержня. 2 н. и 6 з.п. ф-лы, 10 ил.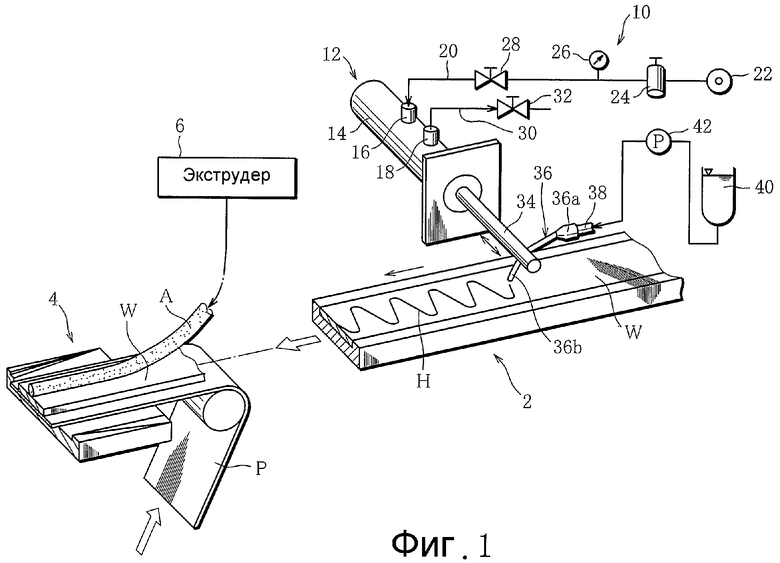
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЮЧЕГО КОМПОНЕНТА ДЛЯ ИЗДЕЛИЯ ДЛЯ КУРЕНИЯ И КОМПОНЕНТ ДЛЯ ИЗДЕЛИЯ ДЛЯ КУРЕНИЯ | 1993 |
|
RU2097997C1 |
| Курительное изделие | 1991 |
|
SU1836038A3 |
| ОБЪЕМНЫЙ ГИДРОПРИВОД | 0 |
|
SU340808A1 |
| US 5076297 A, 31.12.1991 | |||
| JP 6007139 A, 18.01.1994. | |||

