Настоящее изобретение относится к системе, устройству и способу изготовления трубчатого элемента для использования с изделием, генерирующим аэрозоль. Трубчатый элемент содержит гель или содержит пористую среду, заполненную гелем, или нить, заполненную гелем, или любую их комбинацию.
Известны изделия, содержащие никотин, для использования с устройствами, генерирующими аэрозоль. Часто изделия содержат жидкость, такую как жидкость для электронных сигарет, которая нагревается спиральной электрически резистивной нитью для высвобождения аэрозоля. Изготовление, транспортировка и хранение таких изделий, генерирующих аэрозоль, содержащих жидкость, могут быть проблематичными и могут приводить к утечке жидкости и содержимого жидкости.
В документе US 2015/0107610 A1 описывается стержень, который содержит первый лист, который содержит табачный материал, и второй лист, который содержит нетабачное ароматизирующее вещество, причем первый лист и второй лист собраны вместе и окружены оберткой. Указанный стержень может использоваться в качестве комплектующей части изделия, генерирующего аэрозоль. Техническим результатом является исключение потери табачного материала с концов стержня.
В документе US 2018/0338520 A описывается изделие для использования с устройством для нагревания материала, который возможно курить. Изделие для использования с устройством для нагревания материала, который возможно курить, с целью испарения по меньшей мере одного компонента указанного материала, который возможно курить, при этом указанное изделие содержит тело из пористого, удерживающего аэрозоль материала; и кольцеобразное первое тело из материала, который возможно курить, расположенное вокруг тела из пористого, удерживающего аэрозоль материала, при этом изделие приспособлено для использования с устройством, содержащим источник электроэнергии и нагреватель, который выполнен с возможностью использования изделием.
В документе RU 2194425 C2 описывается способ и установка для формирования композиционной ленты, используемой для изготовления топливного элемента курительных изделий. В установке имеется двухкатушечный разматыватель, с которого поочередно сматываются ленты из стекловолокна. Для склейки сматываемых с двух катушек разматывателя лент используется склеечный пресс. Кроме того, имеются устройства для измерения и регулирования скорости, которые измеряют скорость сматывания и количество оставшейся на катушке ленты. Эти устройства обеспечивают до склейки лент, которые во время этой операции должны находиться в неподвижном положении, возможность накопления в накопителе определенного необходимого для безостановочной работы линии запаса одной из лент. В установке для формирования композиционной ленты лента разрезается в продольном направлении на две равные части, которые разводятся в вертикальном направлении. В промежуток между двумя половинами ленты из стекловолокна подается бумажная лента, после чего все ленты сводятся друг с другом в одну точку, образуя трехслойную композиционную ленту с внутренним слоем из бумажной ленты, расположенным между слоями ленты из стекловолокна. Композиционная лента подается в автомат для изготовления фильтров типа KDF, в котором она используется вместе с углеродистым стержнем для изготовления топливного элемента.
В документе RU 2352228 C1 описывается устройство, содержащее секцию формирования для формирования слоя материала и подачи сформированного слоя материала; секцию заворачивания, расположенную по потоку за секцией формирования, для образования стержня посредством заворачивания слоя материала в ленту; пару направляющих блоков, расположенных в завершающей концевой части секции формирования, для направления слоя материала; щиток для ленты, расположенный по потоку за направляющими блоками, если смотреть в направлении подачи слоя материала, для отделения друг от друга слоя материала и ленты; язычок, расположенный в начальной концевой части секции заворачивания; инжекционные отверстия, предусмотренные в направляющих блоках, щитке для ленты и язычке, для впрыска жидкой ароматизирующей добавки в слой материала.
Было бы желательно предоставить трубчатый элемент для использования в изделии, генерирующем аэрозоль, и устройство, в котором трубчатому элементу практически не свойственна протечка.
Также было бы желательно предоставить трубчатый элемент, который содержит систему управления потоком, которая эффективно доставляет аэрозоль, сгенерированный из трубчатого элемента, при нагревании устройством, генерирующим аэрозоль.
Согласно настоящему изобретению предоставлена система изготовления трубчатых элементов, предназначенная для изготовления трубчатых элементов, содержащих гель, причем система изготовления трубчатых элементов содержит:
первое средство непрерывной подачи, выполненное с возможностью непрерывной подачи первого полотна оберточного материала вдоль пути подачи;
сопло, выполненное с возможностью распределения геля по первому полотну оберточного материала или с возможностью распределения геля по дополнительному компоненту;
средство свертывания, выполненное с возможностью свертывания первого полотна оберточного материала вокруг геля или геля и дополнительного компонента с образованием трубчатого элемента непрерывной длины.
В конкретных вариантах осуществления система изготовления трубчатых элементов дополнительно содержит средство разрезания, выполненное с возможностью разрезания трубчатого элемента непрерывной длины на множество отдельных трубчатых элементов. Средство разрезания может представлять собой машину, отличную от главных машины, устройства или системы изготовления, предназначенных для изготовления трубчатого элемента непрерывной длины. Разрезание может быть совершено после некоторого периода времени хранения трубчатого элемента непрерывной длины. Действие по разрезанию не нужно производить сразу после производства трубчатого элемента непрерывной длины. Желаемая длина трубчатого элемента может варьироваться, таким образом, средство разрезания предпочтительно может меняться, чтобы соответствовать желаемой длине разрезания.
В конкретных вариантах осуществления система изготовления трубчатых элементов содержит второе средство подачи для подачи второго компонента. В конкретных вариантах осуществления система изготовления трубчатых элементов содержит второе и третье средства подачи для подачи второго и третьего компонентов. Любое количество средств подачи и дополнительных компонентов может быть добавлено в сборку, и они могут быть свернуты желаемым образом.
В комбинации с другими признаками система изготовления трубчатых элементов, содержащая второе средство подачи, выполнена с возможностью непрерывной подачи второго полотна оберточного материала. Предпочтительно второе средство подачи дополнительно содержит устройство образования, приспособленное для превращения второго полотна оберточного материала во второй трубчатый элемент. Предпочтительно второе средство подачи содержит средство свертывания для свертывания второго полотна оберточного материала с образованием второго трубчатого элемента. В конкретных вариантах осуществления трубчатый элемент содержит вторые трубчатые элементы. Следовательно, система изготовления трубчатых элементов в конкретных вариантах осуществления содержит средство для образования вторых трубчатых элементов. Предпочтительно в том числе второе полотно оберточного материала и средство для образования второго трубчатого элемента непрерывной длины. Трубчатый элемент может содержать любое количество вторых трубчатых элементов. Вторые трубчатые элементы могут содержать гель, или содержать пористую среду, или содержать пористую среду, заполненную гелем, или содержать нить, заполненную гелем, или содержать любую их комбинацию.
Предпочтительно система изготовления трубчатых элементов содержит сопло для распределения геля. В различных конкретных вариантах осуществления гель может быть распределен:
по первому полотну оберточного материала;
по второму полотну оберточного материала;
по пористой среде на первом полотне оберточного материала;
по пористой среде на втором полотне оберточного материала;
по нити на первом полотне оберточного материала;
по нити на втором полотне оберточного материала;
или по любой комбинации двух или более из этих представленных выше вариантов.
Распределение по пористой среде, будь то непосредственно или опосредованно, например, когда пористая среда распределяется по гелю, пористая среда способна поглощать или удерживать гель, и пористая среда способна становиться «заполненной гелем». Сначала может быть распределен гель, и при этом пористая среда, расположенная на геле, позволяет пористой среде поглощать или удерживать гель и становиться заполненной гелем.
При изготовлении трубчатых элементов гель, или пористая среда, или нить могут распределяться одновременно по мере распределения других компонентов или распределяться последовательно. Предпочтительно компоненты распределяются, но компонент может быть собран, или свернут, или скомбинирован, или расположен любым известным образом, чтобы располагаться в желаемом месте.
В комбинации с конкретными вариантами осуществления сопло для распределения геля представляет собой цилиндрическое сопло. Преимущество цилиндрического сопла заключается в том, что цилиндрическая форма способствует распределению геля в цилиндрической трубкообразной конструкции, которая может представлять собой в конкретных вариантах осуществления трубчатый элемент согласно настоящему изобретению или второй трубчатый элемент. Цилиндрическая форма сопла и, следовательно, распределяемого геля может помочь в формировании первого или второго полотна оберточного материала при образовании трубчатого элемента или второго трубчатого элемента или при свертывании второго полотна оберточного материала.
В комбинации с конкретными вариантами осуществления сопло для распределения геля представляет собой сопло устройства для нанесения геля с отверстием в виде полосы. Преимущество устройства для нанесения геля с отверстием в виде полосы заключается в том, что оно оказывает содействие в распространении геля по большой площади. Например, в распространении геля по первому или второму полотну оберточного материала или по пористой среде на первом или втором полотне оберточного материала. Это особенно преимущественно, когда желательна пористая среда, заполненная гелем, или нить, заполненная гелем, из-за быстрого заполнения гелем. Могут использоваться другие формы сопел согласно конкретной геометрии, предназначенной для нанесения геля, такие как, например, овальная, прямоугольная или многоугольная. Альтернативно или дополнительно количество сопел может быть выбрано согласно конкретной геометрии, предназначенной для нанесения геля.
Согласно настоящему изобретению предоставлен способ изготовления трубчатого элемента, содержащего гель,
причем способ изготовления включает этапы:
подачи первого полотна оберточного материала на средство подачи;
распределения геля по первому полотну оберточного материала;
свертывания первого оберточного материала для обертывания геля и образования трубчатого элемента непрерывной длины.
В конкретных вариантах осуществления способ изготовления трубчатого элемента дополнительно включает этап:
разрезания трубчатого элемента непрерывной длины на отрезки с образованием отдельных трубчатых элементов.
Этап разрезания не нужно совершать сразу после образования трубчатого элемента непрерывной длины. Разрезание трубчатого элемента непрерывной длины на желаемые отрезки может быть отложено. Желаемая длина трубчатого элемента может варьироваться согласно требуемому размеру.
В конкретных вариантах осуществления способ изготовления трубчатого элемента дополнительно включает этап:
распределения пористой среды по первому полотну оберточного материала, вследствие чего пористая среда заполняется гелем.
Гель может быть распределен перед распределением пористой среды или распределен после распределения пористой среды, причем пористая среда способна заполняться гелем. Пористая среда способна удерживать или держать в себе гель и любые материалы, которые переносит гель, например, активное вещество. Использование пористой среды для удерживания таким образом геля может оказывать содействие в транспортировке и хранении геля, а также изготовлении трубчатого элемента.
Гель может быть распределен перед распределением нити или распределен после распределения нити, причем нить способна заполняться гелем. Нить способна удерживать или держать в себе гель и любые материалы, которые переносит гель, например, активное вещество. Использование нити для удерживания таким образом геля может оказывать содействие в транспортировке и хранении геля, а также изготовлении трубчатого элемента.
В комбинации с конкретными вариантами осуществления способ изготовления дополнительно включает один или более из этапов:
- подачи второго полотна оберточного материала на второй путь подачи; и
- свертывания второго полотна оберточного материала с образованием трубчатой формы; и
- подачи трубчатой формы свернутого второго полотна оберточного материала на первое полотно оберточного материала перед свертыванием первого оберточного материала.
Настоящее изобретение содержит варианты осуществления, содержащие вторые трубчатые элементы. Это позволяет трубчатым элементам согласно настоящему изобретению иметь различные варианты осуществления, что дает много разных возможностей генерирования аэрозоля. Вторые трубчатые элементы могут быть образованы в процессе изготовления, в ходе которого изготавливают трубчатые элементы, или могут быть предварительно образованы готовыми к использованию при сборке или изготовлении трубчатых элементов.
При изготовлении вторых трубчатых элементов вторые трубчатые элементы могут содержать, помимо прочего, гель, пористую среду, пористую среду, заполненную гелем, нити, нити, заполненные гелем, токоприемники (сусцепторы) или любую их комбинацию.
В конкретных вариантах осуществления способ изготовления дополнительно включает этап:
распределения геля по второму полотну оберточного материала перед свертыванием второго полотна оберточного материала с образованием трубчатой формы и перед подачей свернутого второго полотна оберточного материала на первое полотно оберточного материала.
В конкретных вариантах осуществления способ изготовления дополнительно включает этап:
распределения пористой среды по второму полотну оберточного материала перед свертыванием второго полотна оберточного материала с образованием трубчатой формы и перед подачей свернутого второго полотна оберточного материала на первое полотно оберточного материала.
В конкретных вариантах осуществления способ изготовления дополнительно включает этап:
распределения предварительно образованного второго трубчатого элемента продольно по первому полотну оберточного материала перед свертыванием первого полотна оберточного материала.
Согласно настоящему изобретению предоставлен способ изготовления трубчатого элемента,
причем способ изготовления включает этапы:
подачи первого полотна оберточного материала на средство подачи;
распределения пористой среды по первому полотну оберточного материала;
подачи второго полотна оберточного материала на второй путь подачи;
распределения геля по второму полотну оберточного материала; и
обертывания геля вторым полотном оберточного материала с образованием трубчатой формы; и
подачи второго трубчатого элемента из свернутых геля и второго полотна оберточного материала на первое полотно оберточного материала перед свертыванием первого оберточного материала; и
свертывания первого оберточного материала для обертывания геля и второго трубчатого элемента из свернутых геля и второго полотна оберточного материала и образования трубчатого элемента непрерывной длины.
В конкретных вариантах осуществления способ изготовления трубчатого элемента дополнительно включает этап:
разрезания трубчатого элемента непрерывной длины на отрезки с образованием отдельных трубчатых элементов.
В конкретных вариантах осуществления способ изготовления дополнительно включает этап:
распределения пористой среды по второму полотну оберточного материала перед свертыванием второго полотна оберточного материала с образованием трубчатой формы.
Согласно настоящему изобретению предоставлен способ изготовления трубчатого элемента,
причем способ изготовления включает этапы:
подачи первого полотна оберточного материала на средство подачи;
распределения пористой среды по первому полотну оберточного материала;
распределения предварительно образованного второго трубчатого элемента, содержащего гель, продольно по первому полотну оберточного материала перед свертыванием первого полотна оберточного материала;
подачи предварительно образованного второго трубчатого элемента, содержащего гель, на первое полотно оберточного материала перед свертыванием первого оберточного материала; и
свертывания первого оберточного материала для обертывания пористой среды и предварительно образованного второго трубчатого элемента с образованием трубчатого элемента непрерывной длины.
Способ изготовления трубчатого элемента, дополнительно включающий этап:
разрезания трубчатого элемента непрерывной длины на отрезки с образованием множества отдельных трубчатых элементов.
Согласно настоящему изобретению предоставлен трубчатый элемент, причем трубчатый элемент содержит обертку, которая образует первый продольный проход; причем трубчатый элемент дополнительно содержит гель; причем гель содержит активное вещество.
В конкретных вариантах осуществления гель полностью заполняет трубчатый элемент внутри обертки.
Альтернативно в конкретных вариантах осуществления гель может частично заполнять трубчатый элемент. Например, в конкретных вариантах осуществления гель предоставлен как покрытие на внутренней поверхности трубчатого элемента. Преимущество только частичного заполнения трубчатого элемента заключается в том, что оно оставляет путь для текучей среды, например, для протекания аэрозоля в трубчатый элемент или из него.
В комбинации с конкретными вариантами осуществления трубчатый элемент содержит второй трубчатый элемент.
В комбинации с конкретными вариантами осуществления трубчатый элемент содержит второй трубчатый элемент, содержащий продольную боковую часть и ближний и дальний концы; и причем второй трубчатый элемент расположен продольно внутри первого продольного прохода.
В комбинации с конкретными вариантами осуществления трубчатый элемент содержит множество вторых трубчатых элементов.
В конкретных вариантах осуществления трубчатый элемент содержит множество вторых трубчатых элементов, размещенных параллельно, чтобы проходить вдоль продольной длины трубчатого элемента. Необязательно гель предоставлен во всех, в некоторых из множества вторых трубчатых элементов или не предоставлен ни в одном из них. К тому же, в зависимости от конкретного варианта осуществления, в котором имеется гель во втором трубчатом элементе, гель полностью заполняет каждый из множества вторых трубчатых элементов, или гель частично заполняет вторые трубчатые элементы.
В конкретных вариантах осуществления трубчатый элемент содержит пористую среду, заполненную гелем.
В комбинации с другими признаками в конкретных вариантах осуществления один или более вторых трубчатых элементов содержат пористую среду, заполненную гелем. В случае пористой среды, заполненной гелем, пористая среда, заполненная гелем, полностью заполняет каждый из множества вторых трубчатых элементов, или пористая среда, заполненная гелем, частично заполняет вторые трубчатые элементы.
В конкретных вариантах осуществления пористая среда, заполненная гелем, находится между вторым трубчатым элементом и оберткой.
В конкретных вариантах осуществления продольная боковая часть второго трубчатого элемента содержит бумагу, или картон, или ацетилцеллюлозу.
В некоторых вариантах осуществления трубчатый элемент содержит обертку. В некоторых вариантах осуществления трубчатый элемент содержит обертку, причем обертка содержит бумагу.
В конкретных вариантах осуществления второй трубчатый элемент содержит гель. Предпочтительно гель по меньшей мере частично охвачен продольными боковыми частями второго трубчатого элемента.
В конкретных вариантах осуществления гель может находиться между вторым трубчатым элементом и оберткой, которая образует первый продольный проход.
Согласно настоящему изобретению предоставлено изделие, генерирующее аэрозоль, предназначенное для генерирования аэрозоля, причем изделие, генерирующее аэрозоль, содержит:
направляющую для текучей среды для обеспечения возможности перемещения текучей среды; причем направляющая для текучей среды имеет ближний конец и дальний конец, причем направляющая для текучей среды имеет внутренний продольный участок и внешний продольный участок, разделенные перегородкой; причем внутренний продольный участок содержит внутренний продольный проход для текучей среды между дальним концом и ближним концом, и внешний участок содержит продольный проход для текучей среды, который сообщает наружную текучую среду через по меньшей мере одно отверстие с дальним концом направляющей для текучей среды, вследствие чего наружная текучая среда может двигаться вдоль продольного прохода для текучей среды внешнего участка управления текучей средой к дальнему концу направляющей для текучей среды и выходить из изделия, генерирующего аэрозоль;
трубчатый элемент, который содержит гель; причем гель содержит активное вещество; причем трубчатый элемент имеет ближний конец и дальний конец и находится на дальнем конце направляющей для текучей среды.
Предпочтительно изделие, генерирующее аэрозоль, содержит полость, расположенную между дальним концом направляющей для текучей среды и ближним концом трубчатого элемента. Это позволяет смешивать текучую среду и материал, высвобождаемый из трубчатого элемента.
Предпочтительно изделие, генерирующее аэрозоль, содержит обертку. Обертка предпочтительно выполнена из бумаги, например, сигаретной бумаги.
Дальний конец изделия, генерирующего аэрозоль, может иметь отверстие. В вариантах осуществления с отверстием на дальнем конце обеспечивается преимущество, которое заключается в том, что текучая среда снаружи изделия, генерирующего аэрозоль, например, окружающий воздух, может входить в трубчатый элемент и двигаться через трубчатый элемент. В вариантах осуществления с отверстием на дальнем конце изделия, генерирующего аэрозоль, также обеспечивается то, что текучая среда, например, окружающий воздух, входит на дальнем конце для движения в по существу линейном направлении к ближнему концу.
Однако в других конкретных вариантах осуществления в комбинации с другими признаками изделие, генерирующее аэрозоль, содержит концевую заглушку для дальней стороны трубчатого элемента. Предпочтительно концевая заглушка находится на крайнем дальнем конце изделия, генерирующего аэрозоль. Предпочтительно концевая заглушка имеет высокое сопротивление затяжке, которое таким образом позволяет текучей среде, например, окружающему воздуху, проходить через отверстие во внешние продольные проходы. После попадания во внешний продольный проход текучая среда, например, окружающий воздух, двигается в трубчатый элемент для потенциального смешивания с гелем, или пористой средой, заполненной гелем, или нитями, заполненными гелем, перед возвращением в направлении и прохождением через внутренний продольный проход направляющей для текучей среды и выходом из изделия, генерирующего аэрозоль, на ближнем конце. Преимущество наличия концевой заглушки на дальнем конце трубчатого элемента заключается в том, что она отклоняет текучую среду, например, окружающий воздух, для входа через отверстия направляющей для текучей среды и вынуждает текучую среду изменять направление. Текучая среда все еще способна смешиваться с трубчатым элементом.
В других конкретных вариантах осуществления изделие, генерирующее аэрозоль, содержит горючий источник тепла на дальнем конце. Предпочтительно горючий источник тепла находится на крайнем дальнем конце устройства, генерирующего аэрозоль. Преимущество изделия, генерирующего аэрозоль, содержащего горючий источник тепла, заключается в том, что не нужен никакой дополнительный источник тепла, например, устройство, для нагрева трубчатого элемента.
Согласно настоящему изобретению также предоставлен способ изготовления изделия, генерирующего аэрозоль, причем способ изготовления включает этапы:
линейного расположения трубчатого элемента и направляющей для текучей среды на полотне оберточного материала, вследствие чего образуется зазор между ближним концом трубчатого элемента и дальним концом направляющей для текучей среды; и
свертывания трубчатого элемента и направляющей для текучей среды с образованием изделия, генерирующего аэрозоль.
Способ изготовления может также включать добавление других элементов. Например, способ изготовления может включать дополнительные этапы линейного расположения концевой заглушки на дальнем конце, или мундштука на ближнем конце, или горючего источника тепла на дальнем конце перед свертыванием.
В других конкретных вариантах осуществления используется дополнительная обертка или альтернативная обертка, например, водостойкая обертка.
В конкретных вариантах осуществления изделие, генерирующее аэрозоль, содержит токоприемник (сусцептор). Токоприемник (сусцептор) может иметь форму диска. Токоприемник (сусцептор) может быть расположен на дальнем конце трубчатого элемента. В некоторых вариантах осуществления токоприемник может содержать периферийные части, которые проходят вдоль продольных осей, например, либо в ближнем направлении, либо в дальнем направлении обеих.
В конкретных вариантах осуществления изделие, генерирующее аэрозоль, может дополнительно содержать горючий источник тепла. Горючий источник тепла предпочтительно расположен на крайнем дальнем конце изделия, генерирующего аэрозоль. Предпочтительно горючий источник тепла содержит углерод.
В комбинации с конкретными вариантами осуществления трубчатый элемент имеет наружный диаметр, который приблизительно равен наружному диаметру изделия, генерирующего аэрозоль.
В конкретных вариантах осуществления трубчатый элемент имеет наружный диаметр, составляющий от 5 миллиметров до 12 миллиметров, например, от 5 миллиметров до 10 миллиметров или от 6 миллиметров до 8 миллиметров. Как правило, трубчатый элемент имеет наружный диаметр, составляющий 7,2 миллиметра плюс или минус 10 процентов.
Как правило, трубчатый элемент имеет длину, составляющую от 5 миллиметров до 15 миллиметров. Предпочтительно трубчатый элемент имеет длину, составляющую от 6 миллиметров до 12 миллиметров, предпочтительно трубчатый элемент имеет длину, составляющую от 7 миллиметров до 10 миллиметров, предпочтительно трубчатый элемент имеет длину, составляющую 8 миллиметров.
В комбинации с конкретными вариантами осуществления гель представляет собой смесь материалов, способных высвобождать летучие соединения в аэрозоль, проходящий через трубчатый элемент, предпочтительно при нагреве геля. Предоставление геля может быть преимущественным для хранения и транспортировки или во время использования, поскольку риск утечки из трубчатого элемента, изделия, генерирующего аэрозоль, или устройства, генерирующего аэрозоль, может быть снижен.
Преимущественно гель является твердым при комнатной температуре. «Твердый» в этом контексте означает, что гель имеет стабильные размер и форму и не течет. Комнатная температура в этом контексте означает 25 градусов Цельсия.
Гель может содержать вещество для образования аэрозоля. В идеале вещество для образования аэрозоля по существу устойчиво к термической деградации при рабочей температуре трубчатого элемента. Подходящие вещества для образования аэрозоля хорошо известны в данной области и включают, но без ограничения: многоатомные спирты, такие как триэтиленгликоль, 1,3-бутандиол и глицерин; сложные эфиры многоатомных спиртов, такие как моно-, ди- или триацетат глицерола; и алифатические сложные эфиры моно-, ди- или поликарбоновых кислот, такие как диметилдодекандиоат и диметилтетрадекандиоат. Многоатомные спирты или их смеси могут представлять собой одно или более из триэтиленгликоля, 1,3-бутандиола и глицерина или полиэтиленгликоля.
Преимущественно гель, например, содержит термообратимый гель. Это означает, что гель будет становиться текучей средой при нагреве до температуры плавления и будет схватываться с превращением снова в гель при температуре гелеобразования. Температура гелеобразования может возникать при комнатной температуре и атмосферном давлении или при их более высоких показателях. Атмосферное давление означает давление, равное 1 атмосфере. Температура плавления может превышать температуру гелеобразования. Температура плавления геля может превышать 50 градусов Цельсия, или 60 градусов Цельсия, или 70 градусов Цельсия и может превышать 80 градусов Цельсия. Температура плавления в этом контексте означает температуру, при которой гель больше не является твердым и начинает течь.
Альтернативно в конкретных вариантах осуществления гель представляет собой неплавкий гель, который не плавится во время использования трубчатого элемента. В этих вариантах осуществления гель может высвобождать активное вещество по меньшей мере частично при температуре, которая равняется рабочей температуре трубчатого элемента при использовании или превышает ее, но которая ниже температуры плавления геля.
Предпочтительно гель имеет вязкость, составляющую от 50000 до 10 паскаль в секунду, предпочтительно от 10000 до 1000 паскаль в секунду, чтобы получить желаемую вязкость.
В комбинации с конкретными вариантами осуществления гель содержит гелеобразующее вещество. В конкретных вариантах осуществления гель содержит агар, или агарозу, или альгинат натрия, или геллановую камедь, или их смесь.
В конкретных вариантах осуществления гель содержит воду, например, гель представляет собой гидрогель. Альтернативно в конкретных вариантах осуществления гель является неводным.
Предпочтительно гель содержит активное вещество. В комбинации с конкретными вариантами осуществления активное вещество содержит никотин (например, в порошкообразной форме или в жидкой форме), или табачный продукт, или другое целевое соединение, например, для высвобождения в аэрозоль. В конкретных вариантах осуществления никотин включен в гель вместе с веществом для образования аэрозоля. Удерживание никотина в геле при комнатной температуре является желательным для предотвращения утечки.
В конкретных вариантах осуществления гель содержит твердый табачный материал, который высвобождает вкусоароматические соединения при нагреве. В зависимости от конкретных вариантов осуществления твердый табачный материал представляет собой, например, одно или более из: порошка, гранул, шариков, кусочков, тонких трубок, полосок или листов, содержащих одно или более из: растительного материала, например, травяных листьев, табачных листьев, фрагментов табачных жилок, восстановленного табака, гомогенизированного табака, экструдированного табака и расширенного табака.
Гель предпочтительно содержит гелеобразующее вещество. Гелеобразующее вещество может образовывать твердую среду, в которой вещество для образования аэрозоля может быть распределено.
Гель может содержать любое подходящее гелеобразующее вещество. Например, гелеобразующее вещество может содержать один или более биополимеров, например, два или три биополимера. Предпочтительно, если гель содержит более одного биополимера, биополимеры присутствуют в по существу равных значениях веса. Биополимеры могут быть образованы из полисахаридов. Биополимеры, подходящие в качестве гелеобразующих веществ, включают, например, геллановые камеди (природную, геллановую камедь с низким содержанием ацила, геллановые камеди с высоким содержанием ацила, причем предпочтительной является геллановая камедь с низким содержанием ацила), ксантановую камедь, альгинаты (альгиновую кислоту), агар, гуаровую камедь и т. п. Предпочтительно гель содержит агар.
Гель может содержать любое подходящее количество гелеобразующего вещества. Например, гель содержит гелеобразующее вещество в диапазоне от приблизительно 0,5 процента по весу до приблизительно 7 процентов по весу геля. Предпочтительно гель содержит гелеобразующее вещество в диапазоне от приблизительно 1 процента по весу до приблизительно 5 процентов по весу, например, от приблизительно 1,5 процента по весу до приблизительно 2,5 процента по весу.
В некоторых предпочтительных вариантах осуществления гель содержит агар в диапазоне от приблизительно 0,5 процента по весу до приблизительно 7 процентов по весу, или в диапазоне от приблизительно 1 процента по весу до приблизительно 5 процентов по весу, или в количестве приблизительно 2 процентов по весу.
В некоторых предпочтительных вариантах осуществления гель содержит ксантановую камедь в диапазоне от приблизительно 2 процентов по весу до приблизительно 5 процентов по весу, или в диапазоне от приблизительно 2 процентов по весу до приблизительно 4 процентов по весу, или в количестве приблизительно 3 процентов по весу.
В некоторых предпочтительных вариантах осуществления гель содержит ксантановую камедь, геллановую камедь и агар. Гель может содержать ксантановую камедь, геллановую камедь с низким содержанием ацила и агар. Гель может содержать ксантановую камедь, геллановую камедь и агар в по существу равных значениях веса. Гель может содержать ксантановую камедь, геллановую камедь с низким содержанием ацила и агар в по существу равных значениях веса. Гель может содержать ксантановую камедь, геллановую камедь с низким содержанием ацила и агар в диапазоне от приблизительно 1 процента по весу до приблизительно 5 процентов по весу (для общего веса ксантановой камеди, геллановой камеди с низким содержанием ацила и агара в геле), или в диапазоне от приблизительно 1 процента по весу до приблизительно 4 процентов по весу, или в количестве приблизительно 2 процентов по весу. Гель может содержать ксантановую камедь, геллановую камедь с низким содержанием ацила и агар в диапазоне от приблизительно 1 процента по весу до приблизительно 5 процентов по весу или в количестве приблизительно 2 процентов по весу, причем ксантановая камедь, геллановая камедь и агар имеют по существу равные значения веса.
Гель может содержать двухвалентный катион. Предпочтительно двухвалентный катион содержит ионы кальция, такие как лактат кальция в растворе. Двухвалентные катионы (такие как ионы кальция) могут оказывать содействие в образовании геля композиций, которые включают биополимеры (полисахариды), такие как геллановые камеди (природная, геллановая камедь с низким содержанием ацила, геллановые камеди с высоким содержанием ацила), ксантановая камедь, альгинаты (альгиновая кислота), агар, гуаровая камедь и т. п. Ионный эффект может оказывать содействие в образовании геля. Двухвалентный катион может присутствовать в гелеобразной композиции в диапазоне от приблизительно 0,1 до приблизительно 1 процента по весу или в количестве приблизительно 0,5 процента по весу. В некоторых вариантах осуществления гель не содержит двухвалентный катион.
Гель может содержать карбоновую кислоту. Карбоновая кислота может содержать кетоновую группу. Предпочтительно карбоновая кислота содержит кетоновую группу, которая имеет менее 10 атомов углерода. Предпочтительно эта карбоновая кислота имеет пять атомов углерода (как, например, левулиновая кислота). Левулиновую кислоту можно добавлять для нейтрализации pH геля. Это может также оказывать содействие в образовании геля, который включает биополимеры (полисахариды), такие как геллановые камеди (геллановая камедь с низким содержанием ацила, геллановые камеди с высоким содержанием ацила), ксантановая камедь, особенно альгинаты (альгиновая кислота), агар, гуаровая камедь и т. п. Левулиновая кислота также может улучшать органолептический профиль гелевого состава. В некоторых вариантах осуществления гель не содержит карбоновую кислоту.
Имеются варианты осуществления, в которых дополнительно или альтернативно, например, гель содержит другие вкусоароматические вещества, например, ментол. Ментол может быть добавлен либо в воду, либо в вещество для образования аэрозоля перед образованием геля.
В вариантах осуществления, в которых агар используется в качестве гелеобразующего вещества, гель, например, содержит от 0,5 до 5 процентов по весу, предпочтительно от 0,8 до 1 процента по весу агара. Предпочтительно гель дополнительно содержит от 0,1 до 2 процентов по весу никотина. Предпочтительно гель дополнительно содержит от 30 процентов до 90 процентов по весу (или от 70 до 90 процентов по весу) глицерина. В конкретных вариантах осуществления оставшаяся часть геля содержит воду и вкусоароматические добавки.
Предпочтительно гелеобразующее вещество представляет собой агар, который имеет свойство плавиться при температурах свыше 85 градусов Цельсия и превращаться обратно в гель при приблизительно 40 градусах Цельсия. Это свойство делает его подходящим для горячих сред. Гель не будет плавиться при 50 градусах Цельсия, что полезно, если систему оставляют, например, в нагретом автомобиле на солнце. Фазовый переход в жидкость при приблизительно 85 градусах Цельсия означает, что гель нужно нагреть только до относительно низкой температуры, чтобы вызвать образование аэрозоля, что обеспечивает низкое потребление энергии. Может быть полезно использовать только агарозу, которая является одним из компонентов агара, вместо агара.
Когда в качестве гелеобразующего вещества используется геллановая камедь, как правило, гель содержит от 0,5 до 5 процентов по весу геллановой камеди. Предпочтительно гель дополнительно содержит от 0,1 до 2 процентов по весу никотина. Предпочтительно гель содержит от 30 процентов до 99,4 процента по весу глицерина. В конкретных вариантах осуществления оставшаяся часть геля содержит воду и вкусоароматические добавки.
В одном примере гель содержит 2 процента по весу никотина, 70 процентов по весу глицерола, 27 процентов по весу воды и 1 процент по весу агара.
В другом примере гель содержит 65 процентов по весу глицерола, 20 процентов по весу воды, 14,3 процента по весу табака и 0,7 процента по весу агара.
Дополнительно или альтернативно в конкретных вариантах осуществления трубчатый элемент содержит пористую среду, заполненную гелем. Предпочтительно пористая среда, заполненная гелем, находится между вторым трубчатым элементом и оберткой, которая образует первый продольный проход. Альтернативно в некоторых конкретных вариантах осуществления второй трубчатый элемент содержит пористую среду, заполненную гелем. Эти варианты осуществления не обязательно исключают то, что гель или пористая среда, заполненная гелем, находятся дополнительно или альтернативно в другом месте. В конкретных вариантах осуществления трубчатый элемент содержит гель и пористую среду, заполненную гелем.
В комбинации с конкретными вариантами осуществления трубчатый элемент содержит продольный элемент, расположенный продольно внутри первого продольного прохода. В конкретных вариантах осуществления продольный элемент, расположенный продольно внутри первого продольного прохода, представляет собой пористую среду, заполненную гелем. В других конкретных вариантах осуществления продольный элемент может представлять собой продольный элемент из любого материала, который способен, например, занимать пространство внутри трубчатого элемента, или содействовать или способствовать прохождению тепла или материала, или даже способствовать прочности или жесткости конструкции.
В некоторых вариантах осуществления обертка является прочной или жесткой для поддержки конструкции трубчатого элемента. Предполагается, что гель, используемый в настоящем изобретении, является полутвердым, способным удерживать форму, особенно при использовании. Однако настоящее изобретение не ограничено твердыми гелями. Более текучие гели, гели с большей вязкостью, чем у твердых гелей, могут также использоваться с вариантами осуществления согласно настоящему изобретению. Наличие обертки, которая сама по себе способна удерживать конструкцию трубчатого элемента, следовательно, является полезным, хоть и не обязательным. Подобным образом, продольная боковая часть второго трубчатого элемента может быть жесткой или прочной. Наличие обертки, или продольной боковой части второго трубчатого элемента, или как обертки, так и продольной боковой части второго трубчатого элемента, которые являются прочными или на самом деле жесткими, может удерживать конструкцию трубчатого элемента, но может также способствовать изготовлению. Предпочтительно обертка имеет толщину от приблизительно 50 до 150 микрометров.
В комбинации с другими признаками в конкретных вариантах осуществления обертка является водостойкой. В конкретных вариантах осуществления продольная боковая часть второго трубчатого элемента является водостойкой. Это свойство водостойкости либо обертки, либо продольной боковой части второго трубчатого элемента может быть достигнуто путем использования водостойкого материала или путем обработки материала обертки или продольной боковой части второго трубчатого элемента. Это может быть достигнуто путем обработки одной стороны или обеих сторон обертки или продольной боковой части второго трубчатого элемента. Наличие водостойкости окажет содействие в том, чтобы не потерять структуру, прочность или жесткость. Это может также оказывать содействие в предотвращении утечек геля или жидкости, особенно при использовании гелей текучей структуры.
В комбинации с конкретными вариантами осуществления трубчатый элемент содержит токоприемник. Токоприемник может представлять собой любой теплопередающий материал, например, он может представлять собой металлическую нить, например, алюминиевую нить, или нить, содержащую алюминий или металлический порошок, такой как, например, алюминиевый порошок. Как правило, токоприемник расположен продольно внутри трубчатого элемента. Токоприемник может находиться внутри геля, или смежно, или рядом с ним; или в пористой среде, заполненной гелем, или смежно, или рядом с ней.
В конкретных вариантах осуществления обертка содержит токоприемник. Альтернативно или дополнительно токоприемник может иметь форму порошка, например, металлического порошка. Порошок может находиться в геле, или обертке, или пространстве между гелем и оберткой, или их комбинации.
В комбинации с конкретными вариантами осуществления трубчатый элемент дополнительно содержит нить. Она может быть из любого материала, натуральной или синтетической, но предпочтительно хлопковой. Нить может быть средством доставки для переноса активного ингредиента, например, вкусоароматического вещества. Примером подходящего вкусоароматического вещества для использования в настоящем изобретении может быть ментол. Нить может проходить продольно внутри трубчатого элемента. Предпочтительно нить может находиться внутри геля, или смежно, или рядом с ним; или внутри пористой среды, заполненной гелем, или смежно, или рядом с ней.
В комбинации с конкретными вариантами осуществления трубчатый элемент дополнительно содержит листовой материал. В комбинации с конкретными вариантами осуществления пористая среда, заполненная гелем, содержит листовой материал. Предоставление пористого материала, заполненного гелем, как листового материала может иметь преимущества при изготовлении, например, листовой материал можно легко собирать вместе для получения подходящей конструкции. Гелем может быть заполнен листовой материал перед собиранием вместе или заполнен листовой материал после собирания вместе.
Согласно настоящему изобретению предоставлен трубчатый элемент, причем трубчатый элемент содержит обертку, которая образует первый продольный канал, причем трубчатый элемент дополнительно содержит пористую среду, заполненную гелем, причем пористая среда, заполненная гелем, дополнительно содержит активное вещество.
В конкретных вариантах осуществления пористая среда, заполненная гелем, полностью заполняет трубчатый элемент внутри обертки. Альтернативно в других конкретных вариантах осуществления пористая среда только частично заполняет трубчатый элемент.
В конкретных вариантах осуществления трубчатый элемент дополнительно содержит второй трубчатый элемент, причем второй трубчатый элемент имеет продольную боковую часть и ближний и дальний концы, причем второй трубчатый элемент расположен продольно внутри первого продольного канала, образованного оберткой.
В конкретных вариантах осуществления продольная боковая часть второго трубчатого элемента содержит бумагу, или картон, или ацетилцеллюлозу.
В конкретных вариантах осуществления второй трубчатый элемент содержит пористую среду, заполненную гелем.
В некоторых конкретных вариантах осуществления, в которых имеются первый и второй трубчатые элементы, как описано, пористая среда, заполненная гелем, расположена между вторым трубчатым элементом и оберткой, которая образует первый продольный канал.
В некоторых альтернативных вариантах осуществления, в которых имеются первый и второй трубчатые элементы, гель расположен между вторым трубчатым элементом и оберткой, которая образует первый продольный канал.
Согласно настоящему изобретению предоставлен способ изготовления трубчатого элемента,
причем трубчатый элемент содержит:
по меньшей мере один продольный проход и дополнительно содержит гель, причем гель содержит активное вещество,
причем способ включает этапы:
помещения материала для трубчатого элемента вокруг сердечника, который образует трубчатый элемент;
выдавливания геля из канала внутри сердечника так, чтобы гель находился внутри трубчатого элемента.
Способ может дополнительно включать этап выдавливания материала для трубчатого элемента вокруг сердечника для образования трубчатого элемента.
Способ изготовления может дополнительно включать этап обертывания трубчатого элемента оберткой.
Согласно настоящему изобретению предоставлен способ изготовления трубчатого элемента,
причем трубчатый элемент содержит:
обертку, образующую первый продольный канал и дополнительно содержит пористую среду, заполненную гелем, причем пористая среда, заполненная гелем, дополнительно содержит активное вещество, и при этом
способ включает этапы:
распределения пористой среды, заполненной гелем, по полотну оберточного материала;
обертывания оберточного материала вокруг пористой среды, заполненной гелем.
В конкретных вариантах осуществления способ изготовления трубчатого элемента дополнительно включает этап разрезания свернутого трубчатого элемента на отрезки.
Согласно настоящему изобретению предоставлен способ изготовления трубчатого элемента,
причем трубчатый элемент содержит:
обертку, образующую первый продольный канал, и дополнительно содержит пористую среду, заполненную гелем, причем пористая среда, заполненная гелем, дополнительно содержит активное вещество; и
второй трубчатый элемент; и
причем способ включает этапы:
распределения пористой среды, заполненной гелем, по полотну оберточного материала, и распределение второго трубчатого элемента по пористой среде, заполненной гелем, на полотне оберточного материала; и
обертывания оберточного материала вокруг пористой среды, заполненной гелем, и второго трубчатого элемента.
В конкретных вариантах осуществления способ изготовления трубчатого элемента дополнительно включает разрезание свернутого трубчатого элемента на отрезки.
Предполагается, что трубчатый элемент согласно настоящему изобретению используется в изделии, генерирующем аэрозоль. Также предполагается, что изделие, генерирующее аэрозоль, может быть использовано в устройстве, например, устройстве, генерирующем аэрозоль. Устройство, генерирующее аэрозоль, может быть использовано для удерживания и нагрева изделия, генерирующего аэрозоль, с высвобождением материала. В частности, это может быть высвобождение материала из трубчатого элемента согласно настоящему изобретению.
Согласно настоящему изобретению предоставлено изделие, генерирующее аэрозоль, предназначенное для генерирования аэрозоля, причем изделие, генерирующее аэрозоль, содержит:
направляющую для текучей среды для обеспечения возможности перемещения текучей среды; причем направляющая для текучей среды имеет ближний конец и дальний конец, причем направляющая для текучей среды имеет внутренний продольный участок и внешний продольный участок, разделенные перегородкой; причем внутренний продольный участок содержит внутренний продольный проход между дальним концом и ближним концом, и внешний участок содержит продольный проход, который сообщает наружную текучую среду через по меньшей мере одно отверстие с дальним концом направляющей для текучей среды, вследствие чего наружная текучая среда может двигаться вдоль внешнего продольного прохода к дальнему концу направляющей для текучей среды;
трубчатый элемент, который содержит гель, причем гель содержит активное вещество, причем трубчатый элемент имеет ближний конец и дальний конец и находится на дальней стороне направляющей для текучей среды.
В конкретных вариантах осуществления перегородка, разделяющая внутренний продольный проход и внешний продольный проход, может быть непроницаемой перегородкой, например, непроницаемой для текучих сред.
Согласно настоящему изобретению предоставлено изделие, генерирующее аэрозоль, причем изделие, генерирующее аэрозоль, содержит:
направляющую для текучей среды для обеспечения возможности перемещения текучей среды; причем направляющая для текучей среды имеет ближний конец и дальний конец, причем направляющая для текучей среды имеет внутренний продольный участок и внешний продольный участок, разделенные перегородкой; причем внутренний продольный участок содержит внутренний продольный проход между дальним концом и ближним концом; и внешний участок содержит внешний продольный проход, который сообщает наружную текучую среду через по меньшей мере одно отверстие с дальним концом направляющей для текучей среды, вследствие чего наружная текучая среда может двигаться вдоль внешнего продольного прохода к дальнему концу направляющей для текучей среды;
трубчатый элемент, который содержит пористую среду, заполненную гелем, дополнительно содержащую активное вещество; причем трубчатый элемент имеет ближний конец и дальний конец и находится на удалении от направляющей для текучей среды.
Согласно настоящему изобретению предоставлено изделие, генерирующее аэрозоль, причем изделие, генерирующее аэрозоль, содержит:
направляющую для текучей среды для обеспечения возможности перемещения текучей среды; причем направляющая для текучей среды имеет ближний конец и дальний конец, причем направляющая для текучей среды имеет внутренний продольный участок и внешний продольный участок, разделенные перегородкой; причем внутренний продольный участок содержит внутренний продольный проход между дальним концом и ближним концом; и внешний участок содержит внешний продольный проход, который сообщает наружную текучую среду через по меньшей мере одно отверстие с дальним концом направляющей для текучей среды, вследствие чего наружная текучая среда может двигаться вдоль внешнего продольного прохода к дальнему концу направляющей для текучей среды;
трубчатый элемент, который содержит нить, заполненную гелем, дополнительно содержащую активное вещество; причем трубчатый элемент имеет ближний конец и дальний конец и находится на удалении от направляющей для текучей среды.
Предпочтительно дальний конец трубчатого элемента в некоторых вариантах осуществления содержит по меньшей мере одно отверстие. Отверстие на дальнем конце трубчатого элемента может обеспечивать текучей среде, например, воздуху снаружи изделия, генерирующего аэрозоль, возможность входа в трубчатый элемент и движения через трубчатый элемент с созданием аэрозоля. Текучая среда, движущаяся через трубчатый элемент, может подхватывать активное вещество или любые другие материалы в геле и выводить их из геля в направлении дальше по ходу потока (ближнем направлении).
В конкретных вариантах осуществления изделие, генерирующее аэрозоль, может содержать полость, расположенную между дальним концом направляющей для текучей среды и ближним концом трубчатого элемента. Таким образом, полость может находиться на расположенном раньше по ходу потока конце внутреннего продольного прохода и расположенном дальше по ходу потока конце трубчатого элемента. Полость обеспечивает текучей среде, например, окружающему воздуху, возможность движения через внешний продольный проход к полости и осуществления контакта с гелем в трубчатом элементе. Текучая среда, осуществляющая контакт с трубчатым элементом, может проходить в и через трубчатый элемент перед возвращением во внутренний продольный проход и к ближнему концу направляющей для текучей среды и ближнему концу изделия, генерирующего аэрозоль. Когда эта текучая среда, например, окружающий воздух, осуществляет контакт с гелем, текучая среда может подхватывать активное вещество или любой другой материал в геле или трубчатом элементе и вести его вдоль внутреннего продольного прохода дальше по ходу потока к ближнему концу изделия, генерирующего аэрозоль. Чтобы находиться в контакте с гелем, окружающий воздух может проходить через трубчатый элемент, или проходить через гель, или проходить по поверхности геля или через их комбинации.
В конкретных вариантах осуществления по меньшей мере одно отверстие находится во внешнем проходе направляющей для текучей среды.
Наличие по меньшей мере одного сообщающегося с наружной частью отверстия, находящегося во внешнем проходе направляющей для текучей среды, обеспечивает расстояние между трубчатым элементом и по меньшей мере одним сообщающимся с наружной частью отверстием. Это может помочь предотвратить утечку геля и его содержимого, а также обеспечить желаемое втягивание аэрозоля.
В конкретных вариантах осуществления по меньшей мере одно отверстие находится в полости между направляющей для текучей среды и трубчатым элементом.
Наличие по меньшей мере одного отверстия, находящегося во внешнем проходе направляющей для текучей среды, обеспечивает окружающей текучей среде возможность легкого достижения трубчатого элемента и легкого смешивания в полости между трубчатым элементом и направляющей для текучей среды.
В конкретных вариантах осуществления по меньшей мере одно отверстие находится в боковой стенке трубчатого элемента.
Наличие по меньшей мере одного отверстия, находящегося в боковой стенке трубчатого элемента, обеспечивает окружающей текучей среде возможность движения по существу в одном направлении при приложении отрицательного давления к ближнему концу изделия, генерирующего аэрозоль. Наличие по меньшей мере одного отверстия, находящегося в боковой стенке трубчатого элемента, обеспечивает окружающей текучей среде возможность легкого смешивания с содержимым трубчатого элемента.
В конкретных вариантах осуществления изделие, генерирующее аэрозоль, содержит обертку. Обертка может быть выполнена из любого подходящего материала, например, обертка может содержать бумагу. Предпочтительно обертка будет иметь соответствующие отверстия относительно отверстий направляющей для текучей среды. Соответствующие отверстия направляющей для текучей среды и обертки могут являться результатом образования отверстий после свертывания изделия.
В конкретных вариантах осуществления изделие, генерирующее аэрозоль, содержит отверстия. Отверстия обеспечивают текучей среде, например, окружающему воздуху, возможность входа в изделие, генерирующее аэрозоль, и выхода из него. Отверстия обеспечивают текучей среде, например, окружающему воздуху, возможность достижения трубчатого элемента и осуществления контакта с гелем, или пористой средой, заполненной гелем, или нитью, заполненной гелем. Трубчатый элемент может иметь боковые отверстия. Предпочтительно боковые отверстия трубчатого элемента будут соответствовать отверстиям в обертке. Предпочтительно отверстия изделия, генерирующего аэрозоль, для обеспечения текучей среде возможности входа в изделие, генерирующее аэрозоль, будут находиться в направляющей для текучей среды. Однако в некоторых конкретных вариантах осуществления отверстия для обеспечения текучей среде возможности входа в изделие, генерирующее аэрозоль, находятся в полости к ближнему концу трубчатого элемента.
В конкретных вариантах осуществления внешний продольный проход изделия, генерирующего аэрозоль, содержит одно отверстие или множество отверстий. Отверстие может представлять собой любые отверстие, щель, прорезь или проход для обеспечения текучей среде, например, окружающему воздуху, возможности прохождения через изделие, генерирующее аэрозоль, и в него. Это обеспечивает текучей среде снаружи изделия, генерирующего аэрозоль, возможность втягивания внутрь. При использовании это может быть наружная текучая среда, например, воздух, которая сначала втягивается в изделие, генерирующее аэрозоль, через отверстия во внешние продольные проходы перед втягиванием в другие части изделия, генерирующего аэрозоль. В конкретных вариантах осуществления отверстия равномерно разнесены по окружности изделия, генерирующего аэрозоль, например, имеются 10 или 12 отверстий. Наличие равномерно разнесенных отверстий помогает обеспечить плавный поток текучей среды.
В комбинации с конкретными вариантами осуществления изделие, генерирующее аэрозоль, содержит концевую заглушку, находящуюся на дальнем конце трубчатого элемента, и при этом концевая заглушка имеет высокое сопротивление затяжке. Концевая заглушка может быть непроницаемой для текучей среды или может быть почти непроницаемой для текучей среды. Предпочтительно концевая заглушка находится на крайнем дальнем конце изделия, генерирующего аэрозоль. Благодаря тому, что концевая заглушка имеет высокое сопротивление затяжке, это преимущественно будет отклонять текучую среду для входа через отверстие внешних продольных проходов при приложении отрицательного давления на ближнем конце изделия, генерирующего аэрозоль. В некоторых вариантах осуществления концевая заглушка является непроницаемой для текучей среды.
В некоторых вариантах осуществления трубчатый элемент содержит концевую заглушку. Преимущественно это обеспечивает простоту изготовления. Концевая заглушка трубчатого элемента будет предпочтительно расположена на одном конце трубчатого элемента. Преимущественно это обеспечивает простоту изготовления. В некоторых вариантах осуществления трубчатый элемент содержит концевую заглушку, при этом концевая заглушка является непроницаемой для текучей среды. Когда трубчатый элемент содержит концевую заглушку, которая является непроницаемой для текучей среды, это предотвращает выход геля и других текучих сред из трубчатого элемента через концевую заглушку трубчатого элемента.
В конкретных вариантах осуществления внутренний продольный проход внутреннего участка направляющей для текучей среды содержит ограничитель. В некоторых вариантах осуществления ограничитель находится на ближнем конце направляющей для текучей среды или рядом с ним. В некоторых вариантах осуществления ограничитель находится на расположенном дальше по ходу потока конце направляющей для текучей среды или рядом с ним. Однако ограничитель, если присутствует, может быть расположен в среднем участке внутреннего продольного прохода направляющей для текучей среды или внешнего продольного прохода. Ограничитель может также быть расположен рядом с дальним концом внутреннего продольного прохода или на нем. Ограничитель может быть расположен на расположенном раньше по ходу потока конце внутреннего продольного прохода или рядом с ним. Более одного ограничителя можно использовать во внутреннем продольном проходе или во внешнем продольном проходе направляющей для текучей среды.
Ограничители для использования с некоторыми конкретными вариантами осуществления согласно настоящему изобретению содержат резкое сужение; как отверстие в поверхности, такой как стенка, или постепенное ограничение. Альтернативно в других конкретных вариантах осуществления ограничители содержат постепенное или плавное ограничение, например, наклонные стенки, или сужение воронкообразной формы к просвету, или постепенное ступенчатое ограничение по всей ширине прохода. Может быть постепенное или резкое расширение на расположенной дальше по ходу потока (ближней) стороне ограничителя. Конкретные варианты осуществления содержат воронкообразную форму на одной или обеих сторонах ограничителя. Таким образом, в потоке текучей среды от расположенной раньше по ходу потока до расположенной дальше по ходу потока (от дальней до ближней) стороны может быть постепенное ограничение потока по мере сужения сторон протока к просвету ограничителя, а затем постепенное расширение прохода от просвета ограничителя. Как правило, просвет ограничителя будет иметь ограничение, составляющее 60, или 45, или 30 процентов от наибольшей площади поперечного сечения прохода. В настоящем изобретении ограничитель, таким образом, может в некоторых вариантах осуществления, например, содержать сужение с просветом, площадь поперечного сечения которого составляет только 60, или 45, или 30 процентов относительно площади поперечного сечения наибольшей или самой широкой части внутреннего продольного прохода. Как правило, конкретные варианты осуществления согласно настоящему изобретению имеют уменьшение диаметра поперечного сечения цилиндрических проходов, например, от 4 миллиметров до 2,5 миллиметра или от 4 миллиметров до 2,5 миллиметра. Путем варьирования разных соотношений уменьшения ширины и величин ширины, расположения ограничителей, количества ограничителей и степени уменьшения и степени расширения может быть достигнута конкретная характеристика потока текучей среды.
В комбинации с конкретными вариантами осуществления изделие, генерирующее аэрозоль, содержит нагревательный элемент, такой как токоприемник, вследствие чего тепло может быть передано гелю в трубчатом элементе. Как и токоприемник трубчатого элемента он может быть выполнен из любого подходящего материала, предпочтительно металла, такого как, например, алюминий, или содержащего алюминий.
Согласно настоящему изобретению предоставлен способ изготовления изделия, генерирующего аэрозоль, причем изделие, генерирующее аэрозоль, содержит:
направляющую для текучей среды для обеспечения возможности передачи текучей среды; причем направляющая для текучей среды имеет ближний конец и дальний конец, причем направляющая для текучей среды имеет внутренний продольный участок и внешний продольный участок, разделенные перегородкой; причем внутренний продольный участок содержит внутренний продольный проход между дальним концом и ближним концом; и внешний участок содержит внешний продольный проход, который сообщает текучую среду через по меньшей мере одно отверстие с дальним концом направляющей для текучей среды, вследствие чего текучая среда может двигаться вдоль внешнего продольного прохода внешнего участка управления текучей средой к дальнему концу направляющей для текучей среды;
трубчатый элемент, который содержит гель, причем гель содержит активное вещество, причем трубчатый элемент имеет ближний конец и дальний конец; и
причем способ включает этапы:
линейного размещения трубчатого элемента, содержащего гель, и направляющей для текучей среды на полотне оберточного материала; и
свертывания трубчатого элемента и направляющей для текучей среды и уплотнения обертки надежным образом вокруг трубчатого элемента и направляющей для текучей среды.
Согласно настоящему изобретению предоставлено устройство, генерирующее аэрозоль, содержащее резервуар, выполненный с возможностью вмещения дальнего конца изделия, генерирующего аэрозоль, как описано в настоящем документе.
Резервуар устройства может соответствовать по форме и размеру для обеспечения возможности скользящей посадки дальнего конца или части дальнего конца изделия, генерирующего аэрозоль, в резервуар и удерживания изделия, генерирующего аэрозоль, в резервуаре во время обычного использования.
Как правило, резервуар содержит нагревательный элемент. Это позволит нагрев изделия, генерирующего аэрозоль, нагрев трубчатого элемента или нагрев геля, предпочтительно содержащего активное вещество, или нагрев пористой среды, заполненной гелем, или любую их комбинацию непосредственно или опосредованно для оказания содействия в генерировании или высвобождении аэрозоля или высвобождении материала в аэрозоль. Аэрозоль может затем проходить к ближнему концу изделия, генерирующего аэрозоль. В конкретных вариантах осуществления нагрев осуществляется непосредственно или опосредованно посредством элемента нагревателя, или токоприемника, или комбинации обоих.
Нагревательное средство может представлять собой любое известное нагревательное средство. Как правило, нагревательное средство может осуществлять нагрев путем излучения, или проводимости, или конвекции, или их комбинации.
В комбинации с конкретными вариантами осуществления трубчатый элемент дополнительно содержит нить. В конкретных вариантах осуществления нить выполнена из натуральных материалов или синтетических материалов, или нить представляет собой комбинацию натурального и синтетического материалов. Нить может содержать полусинтетический материал. Нить может быть выполнена из волокон, или содержать волокна, или частично содержать волокна. Нить может быть выполнена, например, из хлопка, ацетилцеллюлозы или бумаги. Может использоваться композитная нить. Нить может способствовать изготовлению трубчатого элемента, содержащего активное вещество. Нить может способствовать введению активного вещества в трубчатый элемент, содержащий активное вещество. Нить может помочь стабилизировать конструкцию трубчатого элемента, содержащего активное вещество.
В комбинации с конкретными вариантами осуществления трубчатый элемент содержит пористую среду, заполненную гелем. Пористая среда может быть использована внутри трубчатого элемента для создания пространства внутри трубчатого элемента. Пористая среда способна держать в себе или удерживать гель. Это имеет преимущество, заключающееся в том, что осуществляется способствование передаче и хранению геля и изготовлению трубчатого элемента, содержащего гель. Гель в пористой среде, заполненной гелем, может также содержать активное вещество; он может также держать в себе или переносить активное вещество или другие материалы.
Пористая среда может представлять собой любой подходящий пористый материал, способный держать в себе или удерживать гель. В идеале пористая среда может обеспечивать гелю возможность перемещения внутри нее. В конкретных вариантах осуществления пористая среда, заполненная гелем, содержит натуральные материалы, синтетические, или полусинтетические, или их комбинацию. В конкретных вариантах осуществления пористая среда, заполненная гелем, содержит листовой материал, пеноматериал, или волокна, например, разрыхленные волокна, или их комбинацию. В конкретных вариантах осуществления пористая среда, заполненная гелем, содержит тканый, нетканый или экструдированный материал или их комбинации. Предпочтительно пористая среда, заполненная гелем, содержит, например, хлопок, бумагу, вискозу, полимолочную кислоту (PLA), или ацетилцеллюлозу, или их комбинации. Предпочтительно пористая среда, заполненная гелем, содержит листовой материал, например, хлопок или ацетилцеллюлозу. Преимущества пористой среды, заполненной гелем, заключаются в том, что гель удерживается внутри пористой среды, и это может способствовать изготовлению, хранению или транспортировке геля. Это может оказывать содействие в поддержании желаемой формы геля, особенно во время изготовления, транспортировки или использования. Пористая среда, используемая в настоящем изобретении, может быть гофрированной или расщепленной. В конкретных вариантах осуществления пористая среда содержит гофрированную пористую среду. В альтернативных вариантах осуществления пористая среда содержит расщепленную пористую среду. Процесс гофрирования или расщепления может быть осуществлен перед заполнением гелем или после.
Расщепление обеспечивает высокое соотношение площади поверхности и объема для среды, которая таким образом способна легко поглощать гель.
В конкретных вариантах осуществления листовой материал представляет собой композитный материал. Предпочтительно листовой материал является пористым. Листовой материал может способствовать изготовлению трубчатого элемента, содержащего гель. Листовой материал может способствовать введению активного вещества в трубчатый элемент, содержащий гель. Листовой материал может помочь стабилизировать конструкцию трубчатого элемента, содержащего гель. Листовой материал может содействовать транспортировке или хранению геля. Использование листового материала позволяет или обеспечивает добавление структуры пористой среде, например, путем гофрирования листового материала. Гофрирование листового материала имеет преимущество, заключающееся в улучшении конструкции для обеспечения проходов через конструкцию. Проходы через гофрированный листовой материал оказывают содействие в заполнении гелем, удерживании геля, а также для того, чтобы текучая среда проходила через гофрированный листовой материал. Следовательно, существуют преимущества использования гофрированного листового материала в качестве пористой среды.
Пористая среда может представлять собой нить. Нить может содержать, например, хлопок, бумагу или ацетатный штранг. Нить может также быть заполнена гелем, как любая другая пористая среда. Преимущество использования нити в качестве пористой среды заключается в том, что она может способствовать легкому изготовлению. Нить может быть предварительно заполнена гелем перед использованием при изготовлении трубчатого элемента, или нить может быть заполнена гелем при сборке трубчатого элемента.
Нить может быть заполнена гелем любыми известными средствами. Нить может быть просто покрыта гелем, или нить может быть пропитана гелем. При изготовлении нити могут быть пропитаны гелем и отправлены на хранение готовыми к использованию для включения в сборку трубчатого элемента. В других процессах нить подвергается процессу заполнения при изготовлении трубчатого элемента, заполненного гелем. Как и пористая среда, заполненная гелем, или отдельно гель, предпочтительно гель содержит активное вещество. Активное вещество является таким, как описано в настоящем документе.
В контексте настоящего документа термин «активное вещество» представляет собой вещество, которое способно проявлять активность, например, оно вызывает химическую реакцию или способно менять генерируемый аэрозоль. Активное вещество может представлять собой более чем одно вещество.
В контексте настоящего документа термин «изделие, генерирующее аэрозоль» используется для описания изделия, способного генерировать или высвобождать аэрозоль.
В контексте настоящего документа термин «устройство, генерирующее аэрозоль» представляет собой устройство, подлежащее использованию с изделием, генерирующим аэрозоль, чтобы позволить генерирование или высвобождение аэрозоля.
В контексте настоящего документа термин «вещество для образования аэрозоля» относится к любому подходящему известному соединению или смеси соединений, которые при использовании способствуют улучшению исходного аэрозоля, вмещаемого, например, в трубчатый элемент, который может стать более плотным аэрозолем, более стабильным аэрозолем или как более плотным аэрозолем, так и более стабильным аэрозолем.
В контексте настоящего документа термин «вещество, генерирующее аэрозоль» используется для описания вещества, способного генерировать или высвобождать аэрозоль.
В контексте настоящего документа термин «отверстие» используется для описания любых отверстия, щели, прорези или просвета.
В контексте настоящего документа термин «полость» используется для описания любого кармана или пространства, по меньшей мере частично охваченного конструкцией. Например, в настоящем изобретении полость представляет собой частично охваченное пространство (в некоторых вариантах осуществления) между направляющей для текучей среды и трубчатым элементом.
В контексте настоящего документа термин «камера» используется для описания по меньшей мере частично охваченных пространства или полости.
В целях настоящего изобретения внутренняя продольная площадь поперечного сечения, которая «сужается» от первого местоположения до второго местоположения, используется для указания того, что диаметр внутренней продольной площади поперечного сечения уменьшается от первого местоположения до второго местоположения. Это часто называют «ограничителем». Таким образом, в контексте настоящего документа термин «ограничитель» используется для описания сужения прохода для текучей среды или изменения площади поперечного сечения в проходе для текучей среды.
В контексте настоящего документа термин «гофрированный» обозначает материал, имеющий множество складок или гофров. Он также включает процесс выполнения материала гофрированным.
Выражение «площадь поперечного сечения» используется для описания площади поперечного сечения, измеренной в плоскости, поперечной продольному направлению.
В целях настоящего изобретения в контексте настоящего документа термин «диаметр» или «ширина» представляет собой максимальный поперечный размер трубчатого элемента, изделия, генерирующего аэрозоль, или устройства, генерирующего аэрозоль, их части или отсека, любого из трубчатого элемента, изделия, генерирующего аэрозоль, или устройства, генерирующего аэрозоль. В качестве примера, «диаметр» представляет собой диаметр объекта, имеющего круглое поперечное сечение, или длину диагональной ширины объекта, имеющего прямоугольное поперечное сечение.
В контексте настоящего документа термин «эфирное масло» используется для описания масла, имеющего характерный запах и аромат растения, из которого оно получено.
В контексте настоящего документа термин «наружная текучая среда» используется для описания текучей среды, берущей начало снаружи элемента, изделия или устройства, генерирующего аэрозоль, например, окружающего воздуха.
Термин «ароматизатор» в контексте настоящего документа используется для описания композиции, которая влияет на органолептическое качество аэрозоля.
Термин «направляющая для текучей среды» в контексте настоящего документа используется для описания устройства или компонента, которые могут менять поток текучей среды. Предпочтительно она ведет или направляет путь потока текучей среды сгенерированного или высвобожденного аэрозоля. Направляющая для текучей среды может вызывать смешивание текучей среды. Она может способствовать ускорению текучей среды по мере ее движения через направляющую для текучей среды, когда проход сужается по площади поперечного сечения, или она может способствовать замедлению текучей среды по мере ее движения вдоль прохода, когда поперечное сечение прохода расширяется.
В контексте настоящего документа термин «собранный» используется для описания листа, который свернут, согнут или иным образом сжат или сужен по существу поперечно продольной оси изделия, генерирующего аэрозоль, или трубчатого элемента.
В контексте настоящего документа термин «гель» используется для описания твердого желеобразного полужесткого материала или смеси материалов с трехмерной сеткой, способной удерживать другие материалы и способной высвобождать материалы в аэрозоль.
Термин «травяной материал» используется для обозначения материала из травянистого растения. «Травянистое растение» представляет собой ароматическое растение, причем листья или другие части растения используются для медицинских, кулинарных или ароматических целей и способны высвобождать вкусоароматическое вещество в аэрозоль, производимый изделием, генерирующим аэрозоль.
Термин «гидрофобная» в контексте настоящего документа относится к поверхности, проявляющей водоотталкивающие свойства. Гидрофобное свойство может быть выражено с помощью краевого угла смачивания водой. «Краевой угол смачивания водой» представляет собой угол, традиционно измеряемый посредством жидкости, где граница раздела текучей среды соприкасается с твердой поверхностью. В количественном выражении он означает смачиваемость твердой поверхности жидкостью согласно уравнению Юнга.
В контексте настоящего документа термин «непроницаемый» используется для описания элемента, например, перегородки, через которую текучая среда по существу или легко не проходит.
В контексте настоящего документа термин «индукционный нагрев» используется для описания нагрева объекта путем электромагнитной индукции, когда внутри объекта, подлежащего нагреву, генерируются вихревые токи (также известные как токи Фуко), а сопротивление приводит к резистивному нагреву объекта.
В контексте настоящего документа термин «продольный проход» используется для описания прохода или просвета, который позволяет текучей среде и т. п. протекать вдоль него. Как правило, воздух или генерируемые аэрозоли, переносящие материалы, например, твердые частицы, протекают вдоль продольного прохода. Как правило, продольный проход будет больше по продольной длине, чем по ширине, но не обязательно. Термин «продольный проход» также содержит несколько из более чем одного продольного прохода.
Термин «продольный» используется для описания направления между ближним и дальним концами трубчатого элемента, изделия, генерирующего аэрозоль, или устройства, генерирующего аэрозоль.
В контексте настоящего документа «продольные боковые части», например, второго трубчатого элемента, используются для описания продольной боковой части или стенки второго трубчатого элемента. В некоторых вариантах осуществления она представляет собой единое целое, например, из ацетилцеллюлозы, образующее трубчатый элемент или пористую среду, заполненную гелем. В альтернативных вариантах осуществления продольная боковая часть является оберткой.
В контексте настоящего документа термин «сердечник» используется для описания стержня, на который наковывают или на котором формируют другой материал.
В контексте настоящего документа термин «разновидности мяты» используется для обозначения растений рода Mentha.
Термин «мундштук» используется в настоящем документе для описания элемента, компонента или части изделия, генерирующего аэрозоль, через которые аэрозоль выходит из изделия, генерирующего аэрозоль.
В контексте настоящего документа термин «внешний» со ссылкой на направляющую для текучей среды используется для описания части, которая ближе к продольной окружности направляющей для текучей среды, чем середина части поперечного сечения направляющей для текучей среды. Подобным образом, термин «внутренний» используется для описания (со ссылкой на направляющую для текучей среды) части направляющей для текучей среды, которая ближе к центру части поперечного сечения, чем к окружности направляющей для текучей среды.
В контексте настоящего документа термин «проход» используется для описания протока, который может обеспечивать возможность доступа между элементами.
В контексте настоящего документа термин «пластификатор» используется для описания вещества, как правило, растворителя, добавляемого для обеспечения или повышения пластичности или гибкости и для снижения ломкости.
Термин «пористая среда» в контексте настоящего документа используется для описания любой среды, способной держать в себе, удерживать или поддерживать гель. Как правило, пористая среда будет иметь протоки внутри своей конструкции, которые могут быть заполнены, чтобы удерживать или держать в себе текучую среду или полутвердые вещества, например, чтобы удерживать гель. Предпочтительно гель будет также способен проходить или передаваться вдоль и через протоки внутри пористой среды. В контексте настоящего документа термин «пористая среда, заполненная гелем» используется для описания пористой среды, которая содержит гель. Пористая среда, заполненная гелем, способна держать в себе, удерживать или поддерживать некоторое количество геля.
В контексте настоящего документа термин «заглушка» используется для описания компонента, сегмента или элемента, предназначенного для использования в изделии, генерирующем аэрозоль. В контексте настоящего документа термин «концевая заглушка» используется для описания наиболее дальнего компонента или заглушки изделия, генерирующего аэрозоль, на дальнем конце изделия, генерирующего аэрозоль. Предпочтительно эта концевая заглушка будет иметь высокое сопротивление затяжке (RTD).
Термин «протоногенный» относится к группе, которая способна выступать в качестве донора водорода или протона в химической реакции.
Под термином «резервуар» устройства, генерирующего аэрозоль, понимается следующее: этот термин используется для описания камеры устройства, генерирующего аэрозоль, способной вмещать часть изделия, генерирующего аэрозоль. Это обычно дальний конец изделия, но не обязательно.
В контексте настоящего документа термин «сопротивление затяжке» (RTD) используется для описания сопротивления текучей среды, например, газа, подлежащей втягиванию через материал. В контексте настоящего документа сопротивление затяжке выражается в единицах давления «миллиметры вод. ст.» или «миллиметры водяного столба» и измеряется в соответствии с ISO 6565:2002.
В контексте настоящего документа термин «высокое сопротивление затяжке» (RTD) используется для описания сопротивления текучей среды, например, газа, подлежащей втягиванию через материал. В контексте настоящего документа высокое сопротивление затяжке означает более чем 200 «мм вод. ст.» или «миллиметров водяного столба» и измеряется в соответствии с ISO 6565:2002.
В контексте настоящего документа термин «листовой материал» используется для описания в целом планарного пластинчатого элемента, в котором его ширина и длина по существу больше, чем его толщина.
В контексте настоящего документа термин «уплотнение» означает соединение или «соединять», например, путем соединения кромок обертки друг с другом или с направляющей для текучей среды. Это может быть выполнено путем использования адгезива или клея. Однако термин «уплотнение» также включает соединение посредством посадки с натягом. Уплотнение не требует создания непроницаемого для текучей среды уплотнения или перегородки.
В контексте настоящего документа термин «расщепленный» используется для описания чего-то, что мелко порезано.
В контексте настоящего документа термин «прочный» используется для описания того, что элемент является достаточно жестким или достаточно прочным, чтобы противостоять изменению формы, или достаточно прочным, чтобы в целом противостоять деформации формы при нормальном использовании. Это включает то, что он может быть упругим, вследствие чего при деформации он может в значительной степени возвращаться к своей первоначальной форме. Подобным образом, термин «жесткий» в контексте настоящего документа описывает то, что элемент устойчив к изгибу или изменению формы, в целом способен поддерживать свою форму, особенно при нормальном использовании.
В контексте настоящего документа термин «токоприемник» используется для описания нагревательного элемента, любого материала, способного поглощать электромагнитную энергию и преобразовывать ее в тепло. Например, в настоящем изобретении токоприемник или нагревательный элемент может оказывать содействие в передаче тепловой энергии гелю, нагревая гель, чтобы оказывать содействие в высвобождении материалов из геля.
В контексте настоящего документа термин «текстурированный лист» обозначает лист, который был гофрирован, выполнен конгревным тиснением, выполнен блинтовым тиснением, перфорирован или иным образом деформирован.
По всему этому документу термин «трубчатый элемент» используется для описания компонента, подходящего для использования в изделии, генерирующем аэрозоль. В идеале трубчатый элемент может быть больше по продольной длине, чем по ширине, но не обязательно, поскольку он может быть одной частью многокомпонентного элемента, который в идеале будет больше по своей продольной длине, чем по своей ширине. Как правило, трубчатый элемент является цилиндрическим, но не обязательно. Например, трубчатый элемент может иметь овальное, многоугольное, например, треугольное или прямоугольное, или произвольное поперечное сечение. Трубчатый элемент не обязательно должен быть полым. Трубчатый элемент содержит формы, которые не являются полыми, но может содержать формы, которые являются полыми.
Термины «расположенный раньше по ходу потока» и «расположенный дальше по ходу потока» используются для описания относительных положений по отношению к направлению основного течения текучей среды по мере ее втягивания в трубчатый элемент, изделие, генерирующее аэрозоль, или устройство, генерирующее аэрозоль. В некоторых вариантах осуществления, в которых текучая среда входит с дальнего конца изделия, генерирующего аэрозоль, и двигается к ближнему концу изделия, дальний конец изделия, генерирующего аэрозоль, может также быть описан как расположенный раньше по ходу потока конец изделия, генерирующего аэрозоль, и ближний конец изделия, генерирующего аэрозоль, может также быть описан как расположенный дальше по ходу потока конец изделия, генерирующего аэрозоль. В этих вариантах осуществления элементы изделия, генерирующего аэрозоль, находящиеся между ближним концом и дальним концом, могут быть описаны как расположенные раньше по ходу потока относительно ближнего конца или альтернативно расположенные дальше по ходу потока относительно дальнего конца. Однако в других вариантах осуществления согласно настоящему изобретению, в которых текучая среда входит в изделие, генерирующее аэрозоль, сбоку и сначала двигается к дальнему концу, поворачивает, а затем двигается к ближнему концу изделия, генерирующего аэрозоль, дальний конец изделия, генерирующего аэрозоль, может быть либо расположен раньше по ходу потока, либо расположен дальше по ходу потока в зависимости от соответственной точки отсчета.
В контексте настоящего документа термин «водостойкий» используется для описания материала, например, обертки или продольной боковой части второго трубчатого элемента, который не позволяет воде легко проходить через него или который нелегко повредить водой. Водостойкий материал способен противостоять проникновению воды.
В конкретных вариантах осуществления трубчатый элемент содержит активное вещество. В конкретных вариантах осуществления гель содержит активное вещество. В конкретных вариантах осуществления активное вещество содержит никотин. В конкретных вариантах осуществления гель или трубчатый элемент, содержащий активное вещество, содержит от 0,2 процента по весу до 5 процентов по весу активного вещества, например, от 1 процента по весу до 2 процентов по весу активного вещества.
Как правило, в конкретных вариантах осуществления трубчатый элемент будет содержать по меньшей мере 150 мг геля.
В конкретных вариантах осуществления активное вещество содержит пластификатор.
В конкретных вариантах осуществления гель, содержащий активное вещество, содержит вещество для образования аэрозоля, такое как глицерол. В вариантах осуществления, в которых присутствует вещество для образования аэрозоля, как правило, например, гель, содержащий активное вещество, содержит от 60 процентов до 95 процентов по весу глицерола, например, от 80 процентов до 90 процентов по весу глицерола.
В конкретных вариантах осуществления гель, содержащий активное вещество, содержит гелеобразующее вещество, такое как, например, альгинат, геллан, гуар или их комбинации. В вариантах осуществления, содержащих гелеобразующее вещество, гель, как правило, содержит от 0,5 процента до 10 процентов по весу гелеобразующего вещества, например, от 1 процента до 3 процентов по весу гелеобразующего вещества.
В конкретных вариантах осуществления гель содержит воду. В таких вариантах осуществления гель, как правило, содержит от 5 процентов до 25 процентов по весу воды, например, от 10 процентов до 15 процентов по весу воды.
В конкретных вариантах осуществления активное вещество содержит вкусоароматическое вещество, или фармацевтическое вещество, или их комбинацию. В конкретных примерах активное вещество представляет собой никотин в любой форме. Активное вещество способно быть активным, например, способно вызывать химическую реакцию или по меньшей мере менять генерируемый аэрозоль.
Активное вещество может представлять собой вкусоароматическое вещество. В конкретных вариантах осуществления активное вещество содержит ароматизатор. Гель может содержать ароматизатор. Альтернативно или дополнительно ароматизаторы могут присутствовать в одном или более других местоположениях изделия. Ароматизатор может придавать аромат для улучшения вкуса текучей среды или аэрозоля, генерируемого изделием. Ароматизатор представляет собой любое натуральное или искусственное соединение, которое влияет на органолептическое качество аэрозоля. Растения, которые могут использоваться для получения ароматизаторов, включают, но без ограничения, те, которые относятся к семействам Lamiaceae (например, разновидности мяты), Apiaceae (например, анис, фенхель), Lauraceae (например, разновидности лавра, корица, розовое дерево), Rutaceae (например, цитрусовые), Myrtaceae (например, анис, мирт) и Fabaceae (например, лакрица). Неограничивающие примеры источников ароматизаторов включают разновидности мяты, такие как мята перечная и курчавая мята, кофе, чай, корицу, гвоздику, имбирь, какао, ваниль, эвкалипт, герань, агаву и можжевельник; и их комбинации.
Многие ароматизаторы представляют собой эфирные масла или смесь одного или более эфирных масел. Подходящие эфирные масла включают, но без ограничения, эвгенол, масло мяты перечной и масло мяты курчавой. Во многих вариантах осуществления ароматизатор содержит ментол, эвгенол или комбинацию ментола и эвгенола. Во многих вариантах осуществления ароматизатор дополнительно содержит анетол, линалоол или их комбинацию. В конкретных вариантах осуществления ароматизаторы содержат травяной материал. Травяной материал включает травяной лист или другой травяной материал из травянистых растений, включающих, но без ограничения, разновидности мяты, такие как мята перечная и мята курчавая, мелиссу лимонную, базилик, корицу, базилик лимонный, шнитт-лук, кориандр, лаванду, шалфей, чай, тимьян и тмин. Подходящие виды листьев мяты могут быть взяты из различных растений, включающих, но без ограничения, Mentha piperita, Mentha arvensis, Mentha niliaca, Mentha citrata, Mentha spicata, Mentha spicata crispa, Mentha cordifolia, Mentha Longifolia, Mentha pulegium, Mentha suaveolens и Mentha suaveolens variegata. В некоторых вариантах осуществления ароматизатор может включать табачный материал.
В одном конкретном примере в комбинации с другими признаками гель содержит приблизительно 2 процента по весу никотина, 70 процентов по весу глицерола, 27 процентов по весу воды и 1 процент по весу агара. В другом примере гель содержит 65 процентов по весу глицерола, 20 процентов по весу воды, 14,3 процента по весу твердого порошкообразного табака и 0,7 процента по весу агара.
В настоящем изобретении направляющая для текучей среды может иметь два отличных участка, например, внешний участок с внешним продольным проходом и внутренний участок с внутренним продольным проходом. Следовательно, внешний продольный проход простирается по длине рядом с окружностью направляющей для текучей среды, и внутренний проход для текучей среды простирается по длине рядом с сердцевиной или центром поперечного сечения вдоль оси, проходящей по длине.
Предпочтительно в конкретных вариантах осуществления окружающий воздух входит через отверстия в обертке и отверстия в направляющей для текучей среды во внешний продольный проход (направляющей для текучей среды) в направлении дальнего конца изделия, генерирующего аэрозоль, и в область трубчатого элемента, содержащего гель, содержащий активное вещество. Предпочтительно текучая среда будет осуществлять контакт с гелем, содержащим активное вещество, для генерирования или высвобождения аэрозоля из смешанной текучей среды, содержащей текучую среду, поступающую снаружи изделия, генерирующего аэрозоль, и материал, высвобождаемый из геля, содержащего активное вещество или вещества. Текучая среда затем двигается вдоль внутреннего продольного прохода направляющей для текучей среды к ближнему концу изделия, генерирующего аэрозоль. Предполагается, что внешний и внутренний продольные проходы разделены перегородкой. Перегородка может быть непроницаемой для текучей среды или устойчивой к текучим средам, проходящим через нее, и, таким образом, способна отклонять текучую среду к дальнему концу. Предпочтительно внешний продольный проход направляющей для текучей среды содержит отверстие, которое сообщается по текучей среде с наружной частью направляющей для текучей среды и предпочтительно наружной частью изделия. Также предполагается, что внешний продольный проход заблокирован на своем ближнем конце, вследствие чего при использовании текучая среда, принимаемая с наружной части изделия, генерирующего аэрозоль, в основном протекает к дальнему концу направляющей для текучей среды. Внешний продольный проход направляющей для текучей среды имеет отверстия на ближнем конце или рядом с ним, но тогда он открыт только на своем дальнем конце. В отличие от этого внутренний продольный проход направляющей для текучей среды открыт как на своем ближнем конце, так и на своем дальнем конце, хотя он может иметь различные элементы ограничения потока между своими ближним и дальним концами. Перегородка, разделяющая внутренний и внешний продольные проходы направляющей для текучей среды, вынуждает текучую среду, которая входит во внешний продольный проход, двигаться к дальнему концу внешнего продольного прохода и к трубчатому элементу, предпочтительно содержащему гель, содержащий активное вещество. Это приводит текучую среду в контакт с трубчатым элементом, предпочтительно содержащим гель, содержащий активное вещество.
Внешний продольный проход направляющей для текучей среды может представлять собой один проход или более одного прохода. Внешний продольный проход может находиться внутри направляющей для текучей среды или может представлять собой один или более проходов на внешней поверхности направляющей для текучей среды, причем направляющая для текучей среды образует частичную стенку внешнего продольного прохода, и обертка образует другую частичную стенку относительно внешнего продольного прохода. Внешний или внутренний продольный проход направляющей для текучей среды может содержать пористый материал, например, пеноматериал, в частности, сетчатый пеноматериал, вследствие чего проходы проходят поперек через пористый материал. В конкретных вариантах осуществления направляющая для текучей среды содержит пористый материал, например, пеноматериал. Пористый материал может обеспечивать возможность прохождения текучей среды, все еще поддерживая при этом свою форму. Эти материалы легко сформировать, и, следовательно, они могут оказывать содействие в изготовлении изделия, генерирующего аэрозоль.
В некоторых вариантах осуществления внешний продольный проход может проходить по существу вокруг внутренней части обертки. В некоторых вариантах осуществления проход может проходить не полностью вокруг внутренней части обертки.
Различные аспекты или варианты осуществления изделия, генерирующего аэрозоль, предназначенного для использования с устройством, генерирующим аэрозоль, которые описаны в настоящем документе, могут предоставлять одно или более преимуществ относительно доступных в настоящее время или ранее описанных изделий, генерирующих аэрозоль. Например, изделие, генерирующее аэрозоль, содержащее направляющую для текучей среды и внутренний и внешний проходы для текучей среды направляющей для текучей среды, обеспечивает возможность эффективной передачи аэрозоля, генерируемого из трубчатого элемента, содержащего гель, предпочтительно содержащий активное вещество. Кроме того, гель, содержащий активное вещество, с меньшей вероятностью будет вытекать из изделия, генерирующего аэрозоль, чем жидкий элемент, содержащий активное вещество.
Изделие, генерирующее аэрозоль, может содержать мундштучный конец (ближний конец); и дальний конец. Предпочтительно дальний конец вмещается устройством, генерирующим аэрозоль, имеющим нагревательный элемент, выполненный с возможностью нагрева дальнего конца изделия, генерирующего аэрозоль. Трубчатый элемент, содержащий гель, предпочтительно содержащий активное вещество, предпочтительно размещен вблизи от дальнего конца изделия, генерирующего аэрозоль. Устройство, генерирующее аэрозоль, может, следовательно, нагревать трубчатый элемент, содержащий гель, предпочтительно содержащий активное вещество, в изделии, генерирующем аэрозоль, для генерирования аэрозоля, содержащего активное вещество.
Изделие, генерирующее аэрозоль, или части изделия, генерирующего аэрозоль, содержащие трубчатый элемент, предпочтительно содержащий гель, содержащий активное вещество, могут представлять собой одноразовые изделия, генерирующие аэрозоль, или многоразовые изделия, генерирующие аэрозоль. В некоторых конкретных вариантах осуществления части изделий, генерирующих аэрозоль, повторно используют, а части выбрасывают после одного использования. Например, изделия, генерирующие аэрозоль, могут содержать мундштук, который может быть повторно использован, и одноразовую часть, которая содержит трубчатый элемент, содержащий гель и активное вещество, например, дополнительно содержащее никотин. В вариантах осуществления, содержащих как повторно используемые части, так и одноразовые части, повторно используемые части могут быть отсоединены от одноразовых частей.
В комбинации с конкретными вариантами осуществления изделие, генерирующее аэрозоль, содержит обертку. Изделие, генерирующее аэрозоль, имеет открытый конец, ближний конец; и дальний конец, который может быть открытым или закрытым в разных конкретных вариантах осуществления. Трубчатый элемент, предпочтительно содержащий гель, содержащий активное вещество, которое необязательно содержит никотин, предпочтительно размещен вблизи от дальнего конца изделия, генерирующего аэрозоль. Приложение отрицательного давления на открытом ближнем конце вызывает высвобождение материала из трубчатого элемента, предпочтительно содержащего гель, содержащий активное вещество. Изделие, генерирующее аэрозоль, определяет по меньшей мере одно отверстие между ближним концом и дальним концом. По меньшей мере одно отверстие определяет по меньшей мере один впуск для текучей среды, вследствие чего при приложении отрицательного давления на открытом ближнем конце изделия, генерирующего аэрозоль, текучая среда, например, воздух, входит в изделие, генерирующее аэрозоль, через отверстие. Предпочтительно текучая среда, например, окружающий воздух, втягивается в изделие, генерирующее аэрозоль, через отверстие, протекает вдоль внешнего продольного прохода направляющей для текучей среды к трубчатому элементу, предпочтительно содержащему гель, содержащий активное вещество, вблизи от дальнего конца изделия, генерирующего аэрозоль. Текучая среда затем протекает через внутренний продольный проход направляющей для текучей среды от дальнего конца до ближнего конца и наружу из изделия, генерирующего аэрозоль, на открытом ближнем конце.
Благодаря расположению отверстия на расстоянии от дальнего конца изделия, генерирующего аэрозоль, отверстие отделено от трубчатого элемента, содержащего гель, что снижает вероятность утечки геля через отверстие. Кроме того, благодаря предоставлению прохода, например, внешнего продольного прохода, для потока воздуха из отверстия в трубчатый элемент, содержащий гель, текучая среда из отверстия может быть направлена к гелю, и направляющая для текучей среды может действовать как дополнительное препятствие между гелем и отверстием. Преимущество этого заключается в дополнительном снижении вероятности протечки трубчатого элемента через отверстие. Дополнительно внутренний продольный проход направляющей для текучей среды предоставляет путь для текучей среды, например, воздуха, и материала или пара, генерируемого или высвобождаемого из трубчатого элемента, подлежащих вытягиванию из изделия, генерирующего аэрозоль, через открытый ближний конец. Путь, предоставленный внутренним продольным проходом направляющей для текучей среды, может иметь внутреннюю продольную площадь поперечного сечения потока, которая варьируется вдоль длины внутреннего продольного прохода для изменения потока аэрозоля, генерируемого или высвобождаемого из трубчатого элемента, от дальнего конца изделия, генерирующего аэрозоль, до открытого ближнего конца изделия, генерирующего аэрозоль.
В комбинации с конкретными вариантами осуществления изделие, генерирующее аэрозоль, содержит направляющую для текучей среды. Изделие, генерирующее аэрозоль, и направляющая для текучей среды или их части могут быть образованы в виде единой части или отдельных частей. Преимуществом направляющей для текучей среды и изделия, генерирующего аэрозоль, образованных за одно целое в виде одной единой части, является простота изготовления лишь одной части, вместо нескольких частей, а затем впоследствии сборки этих несколько частей внутри изделия, генерирующего аэрозоль. Однако, если изделие, генерирующее аэрозоль, имеет многокомпонентную конструкцию, которая требует сборку нескольких компонентов вместе, то это имеет преимущество, которое заключается в том, что разные компоненты могут быть проще изменены без необходимости изменения всего процесса изготовления. Подобным образом, направляющая для текучей среды может быть образована в виде единой части или отдельных частей по тем же причинам - простота изготовления, в случае изготовления за одно целое в виде одной детали, но может быть проще приспособлена, в случае сборки компонентов направляющей для текучей среды. Направляющая для текучей среды размещена в изделии, генерирующем аэрозоль, и имеет ближний конец, дальний конец и внутренний продольный проход между дальним концом и ближним концом.
Внутренний продольный проход направляющей для текучей среды имеет внутреннюю площадь поперечного сечения.
Предоставление просветов или проходов, которые находятся под углом относительно продольного направления изделия, генерирующего аэрозоль, имеет эффект, который заключается в том, что во время использования текучая среда направляется в полость на ближнем конце под углом к потоку, представляющему собой основное течение текучей среды. Это преимущественно оптимизирует смешивание текучей среды и создает сопротивление затяжке (RTD). Смешивание может также повышать турбулентность потока генерируемого аэрозоля и воздуха через полость на ближнем конце. Эти эффекты в отношении динамики потока, представляющего собой основное течение генерируемого аэрозоля, могут усиливать преимущества, описанные выше. Путем изменения динамики просветов или прохода, например, путем выполнения прохода меньшим или большим по площади поперечного сечения, или путем изменения углов стенок прохода или их комбинации может быть достигнуто желаемое сопротивление затяжке. Такие проходы, особенно когда имеется сужение прохода, известны как ограничители или элементы ограничения потока. Согласно настоящему изобретению любой или оба из внешнего и внутреннего продольных проходов могут иметь ограничитель, однако предпочтительно только внутренний продольный проход содержит ограничитель. Чтобы способствовать описанию ниже при описании разных вариантов осуществления и, следовательно, как результат направления потока текучей среды и ориентации прохода, описывается только внутренний продольный проход. Однако ограничитель может быть в равной степени использован во внешнем продольном проходе согласно настоящему изобретению, где поток текучей среды в целом имеет направление, противоположное внутреннему продольному пути для потока текучей среды. Общий путь для потока во внешнем продольном проходе проходит от ближнего конца к дальнему, тогда как во внутреннем продольном проходе общее направление потока при использовании проходит от дальнего конца к ближнему. Подаваемая в результате вентиляции текучая среда, проходящая через отверстия, входит в изделие, генерирующее аэрозоль, и протекает в дальнем направлении вдоль внешнего продольного прохода. Текучая среда осуществляет контакт с трубчатым элементом, предпочтительно содержащим гель, содержащий активное вещество, и предпочтительно генерирует или высвобождает аэрозоль, содержащий активное вещество или другое содержимое трубчатого элемента.
Ограничители были предоставлены в курительных изделиях и изделиях, генерирующих аэрозоль, для компенсации низкого RTD (сопротивления затяжке). Ограничители могут, например, быть встроены в заглушку или трубку из фильтрующего материала. Дополнительно сегменты фильтра, содержащие ограничитель, могут быть скомбинированы с другими сегментами фильтра, которые могут необязательно содержать другие добавки, такие как сорбенты или ароматизаторы.
Предпочтительно, что касается площади поперечного сечения ограничителя, то каждый проход проходит либо вдоль радиуса площади поперечного сечения, либо вдоль линии, которая смещена относительно радиуса на угол бета (β). «Радиус» относится к любой линии, проходящей от центра площади поперечного сечения, до кромки площади поперечного сечения. Угол бета (β) измеряется как наименьший угол между точкой пересечения радиуса и центральной осью прохода. В случае если проход не является прямолинейным, угол может быть измерен между продольной осью фильтра и продольной осью выхода из прохода.
При рассмотрении площади поперечного сечения с направления дальше по ходу потока (от дальнего к ближнему концу для внутреннего продольного прохода) угол бета (β) может быть направлен в направлении по часовой стрелке или направлении против часовой стрелки по отношению к радиусу.
Если проход смещен относительно радиуса, угол бета (β) составляет предпочтительно меньше чем 60 градусов, более предпочтительно меньше чем 45 градусов и наиболее предпочтительно меньше чем 15 градусов либо в направлении по часовой стрелке, либо в направлении против часовой стрелки. Смешивание любой текучей среды, генерируемой из изделия, и подаваемой в результате вентиляции текучей среды может быть улучшено в случае, если угол бета (β) смещен относительно радиуса. В некоторых случаях все из проходов могут быть направлены в направлении по часовой стрелке или в направлении против часовой стрелки, или некоторые из проходов направлены в направлении по часовой стрелке, а некоторые из них направлены в направлении против часовой стрелки.
Размер просветов или проходов в направляющей для текучей среды предпочтительно обеспечивает суммарную открытую площадь, составляющую от 1,0 до 4,0 квадратных миллиметров, более предпочтительно от 1,5 до 3,5 квадратных миллиметров. Предпочтительно просветы или проходы внутреннего продольного прохода направляющей для текучей среды являются по существу круглыми, хотя также возможны другие формы поперечного сечения. Преимущество того, что внутренний продольный проход направляющей для текучей среды имеет круглое поперечное сечение, заключается в том, что возможен более равномерный поток текучей среды через проходы некруглого поперечного сечения. Изменение формы проходов обеспечивает возможность достижения желаемого потока.
Единый просвет или проход может быть предоставлен в направляющей для текучей среды. Альтернативно два или более разнесенных просвета или прохода могут быть предоставлены в направляющей для текучей среды. Например, в некоторых вариантах осуществления предоставлена пара по существу противоположных проходов. Наличие более чем одного прохода является преимущественным для обеспечения возможности улучшенного управления потоком текучей среды через проходы. Наличие одного прохода является преимущественным для простоты изготовления.
Что касается внутреннего и внешнего продольных проходов, если имеются два или более просветов или проходов, просветы или проходы могут иметь одинаковую открытую площадь или разные открытые площади. Наличие равной открытой площади для двух или более проходов, все из которых имеют одинаковую площадь, является преимущественным для обеспечения равномерного потока текучей среды через все проходы. Однако наличие двух или более проходов с разными открытыми площадями является преимущественным для создания турбулентности текучей среды по мере ее прохождения через два или более проходов.
Два или более проходов могут быть предоставлены под одинаковым углом или под разными углами к продольной оси. Наличие двух или более проходов с одинаковым углом к продольной оси является преимущественным для обеспечения равномерного потока текучей среды через все проходы. В целом равномерный поток текучей среды легче спрогнозировать и спланировать. Наличие двух или более проходов под разными углами к продольной оси является преимущественным для создания турбулентности текучей среды по мере ее прохождения через два или более проходов. В целом турбулентный поток воздуха может улучшать агломерацию частиц для образования капель аэрозоля.
Два или более проходов могут быть предоставлены под одинаковым углом или под разными углами к радиусу поперечного сечения направляющей для текучей среды. Наличие двух или более проходов под одинаковым углом к радиусу поперечного сечения площадей направляющей для текучей среды является преимущественным для обеспечения равномерного потока текучей среды через все проходы. Наличие двух или более проходов под разными углами к радиусу поперечного сечения направляющей для текучей среды является преимущественным для создания турбулентности текучей среды по мере ее прохождения через два или более проходов.
Что касается внутреннего и внешнего продольных проходов, если имеются два или более проходов, проходы могут быть расположены в по существу одинаковом положении вдоль длины направляющей для текучей среды или в разных продольных положениях относительно друг друга. Наличие двух или более проходов в одинаковом положении вдоль длины направляющей для текучей среды является преимущественным для обеспечения равномерного потока текучей среды через все проходы. Наличие двух или более проходов в разных продольных положениях относительно друг друга является преимущественным для создания турбулентности текучей среды по мере ее прохождения через два или более проходов.
В вариантах осуществления, в которых отверстия предоставлены раньше по ходу потока относительно полости, внешний продольный проход между отверстиями и полостью обеспечивает возможность прохождения текучей среды снаружи изделия, генерирующего аэрозоль, в полость и трубчатый элемент за пределы полости в дальнем направлении. Полость может быть частично охвачена оберткой изделия, генерирующего аэрозоль. В таких вариантах осуществления смешивание текучей среды, например, окружающего воздуха, с генерируемым или высвобождаемым аэрозолем может происходить или частично происходить перед прохождением аэрозоля через ограничитель.
Если направляющая для текучей среды содержит два или более ограничителей, площадь поперечного сечения которых имеет разный размер, предпочтительно первый расположенный раньше по ходу потока ограничитель имеет наименьшую площадь поперечного сечения. Предпочтительно первый ограничитель имеет уменьшенный наружный диаметр по сравнению с полным диаметром внутреннего продольного прохода для образования кольцевого прохода между дальней стороной и ближней стороной.
В конкретных вариантах осуществления ограничитель является по существу сферическим. Однако также возможны альтернативные формы. Ограничительный элемент может, например, быть по существу цилиндрическим или быть предоставлен в виде мембраны. Например, ограничитель может быть предоставлен в виде мембраны, проходящей в плоскости, перпендикулярной продольной оси изделия.
В альтернативных конструкциях ограничитель может представлять собой скопление меньших частиц (например, гранул, удерживаемых вместе связующим).
В комбинации с конкретными вариантами осуществления площадь поперечного сечения внутреннего продольного прохода направляющей для текучей среды является по существу постоянной от дальнего конца до ближнего конца. Это обеспечивает плавный поток текучей среды. Внутренний диаметр внутреннего продольного прохода направляющей для текучей среды находится, как правило, в диапазоне от 1 миллиметра до 5 миллиметров, составляет, как правило, приблизительно 2 миллиметра. Внутренний продольный проход, как правило, имеет внутреннюю продольную площадь поперечного сечения, которая меньше, чем площадь поперечного сечения полости на дальнем конце направляющей для текучей среды. Таким образом, направляющая для текучей среды представляет суженную внутреннюю продольную площадь поперечного сечения для ускорения воздуха, входящего во внутренний продольный проход на дальнем конце.
В комбинации с конкретными вариантами осуществления площадь поперечного сечения внутреннего продольного прохода варьируется от дальнего конца до ближнего конца. Это вынуждает текучую среду смешиваться. Например, площадь поперечного сечения на дальнем конце внутреннего продольного прохода может быть больше, чем площадь поперечного сечения на ближнем конце внутреннего продольного прохода. Если площадь поперечного сечения внутреннего продольного прохода больше на дальнем конце, чем на ближнем конце, диаметр внутреннего продольного прохода на ближнем конце составляет предпочтительно от 0,5 миллиметра до 3 миллиметров, например, приблизительно 1 миллиметр, и диаметр внутреннего продольного прохода на дальнем конце составляет предпочтительно от 1 миллиметра до 5 миллиметров, например, приблизительно 2 миллиметра.
В комбинации с конкретными вариантами осуществления направляющая для текучей среды составляет предпочтительно от 3 миллиметров до 50 миллиметров в длину, предпочтительно приблизительно 25 миллиметров в длину.
В комбинации с конкретными вариантами осуществления внутренний продольный проход направляющей для текучей среды может иметь одну или более частей, размещенных между дальним концом и ближним концом, которые приспособлены для изменения потока текучей среды через внутренний продольный проход от дальнего конца до ближнего конца.
Внутренний продольный проход направляющей для текучей среды может содержать первую часть между ближним концом и дальним концом, которая выполнена с возможностью ускорения текучей среды по мере ее протекания от дальнего конца к ближнему концу направляющей для текучей среды. Первая часть внутреннего продольного прохода может быть выполнена любым подходящим образом для ускорения текучей среды по мере ее протекания через внутренний продольный проход от дальнего конца к ближнему концу внутреннего продольного прохода. Например, первая часть внутреннего продольного прохода может содержать ограничители, определяющие суженную внутреннюю продольную площадь поперечного сечения, которая вынуждает текучую среду ускоряться по существу в осевом направлении от дальнего конца к ближнему концу. Предпочтительно первая часть внутреннего продольного прохода представляет собой первую часть внутреннего продольного прохода в направлении от дальнего к ближнему.
В комбинации с конкретными вариантами осуществления внутренняя продольная площадь поперечного сечения первой части внутреннего продольного прохода может сужаться от местоположения, находящегося ближе к дальнему концу направляющей для текучей среды, к местоположению, находящемуся ближе к ближнему концу направляющей для текучей среды, чтобы вызвать ускорение текучей среды по мере ее протекания от дальнего конца к ближнему концу. Внутренняя продольная площадь поперечного сечения первой части может сужаться от дальнего конца первой части к ближнему концу первой части. Таким образом, дальний конец первой части внутреннего продольного прохода (местоположение, находящееся ближе к дальнему концу направляющей для текучей среды) может иметь внутренний диаметр, который больше, чем ближний конец первой части (местоположение, находящееся ближе к ближнему концу направляющей для текучей среды).
В комбинации с конкретными вариантами осуществления внутренняя продольная площадь поперечного сечения первой части внутреннего продольного прохода может быть постоянной от дальнего конца первой части до ближнего конца первой части. В таких вариантах осуществления постоянная внутренняя продольная площадь поперечного сечения первой части внутреннего продольного прохода может быть меньше, чем внутренняя продольная площадь поперечного сечения на дальнем конце внутреннего продольного прохода.
Если внутренний продольный проход направляющей для текучей среды сужается от дальнего конца к ближнему концу, сужение внутреннего продольного прохода, как правило, включает постепенное уменьшение площади поперечного сечения внутреннего продольного прохода от дальнего конца до ближнего конца направляющей для текучей среды. Предпочтительно уменьшение диаметра внутреннего продольного прохода является линейным от дальнего конца до ближнего конца первой части, например, имеет форму усеченного конуса. Линейное уменьшение площади поперечного сечения, например, в форме усеченного конуса, является преимущественным при создании плавного потока текучей среды через направляющую для текучей среды.
Альтернативно сужение является неоднородным. Например, в конкретных вариантах осуществления сужение внутреннего продольного прохода является ступенчатым, причем площадь поперечного сечения внутреннего продольного прохода сужается отдельными приращениями или ступенями от дальнего конца до ближнего конца. Неоднородное уменьшение площади поперечного сечения внутреннего продольного прохода является преимущественным при создании турбулентности текучей среды по мере ее прохождения вдоль направляющей для текучей среды.
Внутренний продольный проход направляющей для текучей среды может содержать вторую часть между ближним концом и дальним концом, которая выполнена с возможностью замедления текучей среды по мере ее протекания от дальнего конца к ближнему концу направляющей для текучей среды. Вторая часть внутреннего продольного прохода может быть выполнена любым подходящим образом для замедления текучей среды по мере ее протекания через внутренний продольный проход от дальнего конца к ближнему концу внутреннего продольного прохода. Например, первая часть внутреннего продольного прохода может содержать направляющие, определяющие расширенную внутреннюю продольную площадь поперечного сечения, которая вынуждает текучую среду замедляться по существу в осевом направлении от дальнего конца к ближнему концу. Предпочтительно вторая часть внутреннего продольного прохода находится после первой части в направлении от дальнего к ближнему.
В комбинации с конкретными вариантами осуществления внутренняя продольная площадь поперечного сечения первой части внутреннего продольного прохода может расширяться от местоположения, находящегося ближе к дальнему концу направляющей для текучей среды, к местоположению, находящемуся ближе к ближнему концу направляющей для текучей среды, чтобы вызвать замедление текучей среды по мере ее протекания от дальнего конца к ближнему концу. Внутренняя продольная площадь поперечного сечения первой части может расширяться от дальнего конца второй части до ближнего конца второй части направляющей для текучей среды. Таким образом, дальний конец второй части внутреннего продольного прохода (местоположение, находящееся ближе к дальнему концу направляющей для текучей среды) может иметь внутренний диаметр, который меньше, чем ближний конец второй части (местоположение, находящееся ближе к ближнему концу направляющей для текучей среды).
В комбинации с конкретными вариантами осуществления площадь поперечного сечения второй части внутреннего продольного прохода может быть постоянной от дальнего конца второй части до ближнего конца второй части. В таких вариантах осуществления площадь, представляющая собой постоянную площадь поперечного сечения второй части внутреннего продольного прохода, может быть больше, чем площадь, представляющая собой площадь поперечного сечения на дальнем конце второй части внутреннего продольного прохода.
Если площадь поперечного сечения внутреннего продольного прохода направляющей для текучей среды расширяется от дальнего конца до ближнего конца, расширение площади поперечного сечения внутреннего продольного прохода, как правило, включает постепенное расширение площади поперечного сечения внутреннего продольного прохода от дальнего конца второй части до ближнего конца направляющей для текучей среды. Предпочтительно расширение диаметра внутреннего продольного прохода может быть линейным от дальнего конца до ближнего конца второй части, например, иметь форму усеченного конуса. Линейное уменьшение площади поперечного сечения, например, в форме усеченного конуса, является преимущественным при создании плавного потока текучей среды через направляющую для текучей среды.
Альтернативно сужение является неоднородным. Например, в конкретных вариантах осуществления расширение внутреннего продольного прохода является ступенчатым, причем площадь поперечного сечения внутреннего продольного прохода сужается отдельными приращениями или ступенями от дальнего конца до ближнего конца. Неоднородное уменьшение площади поперечного сечения внутреннего продольного прохода является преимущественным при создании турбулентности текучей среды по мере ее прохождения вдоль направляющей для текучей среды.
Диаметр ближнего конца внутреннего продольного прохода составляет, как правило, от 0,5 миллиметра до 3 миллиметров, например, 0,8 миллиметра, 1 миллиметр или предпочтительно 1,2 миллиметра.
Диаметр дальнего конца внутреннего продольного прохода составляет, как правило, от 1 миллиметра до 5 миллиметров, например, 1,2 миллиметра, 2 миллиметра или предпочтительно 2,2 миллиметра.
Соотношение диаметра ближнего конца внутреннего продольного прохода и диаметра дальнего конца внутреннего продольного прохода составляет, как правило, от 1:4 до 3:4, или от 2:5 до 3:5, или предпочтительно 1:2.
Расстояние между ближним концом и дальним концом внутреннего продольного прохода может представлять собой любое подходящее расстояние. Например, длина внутреннего продольного прохода составляет, как правило, от 3 миллиметров до 15 миллиметров, например, от 4 миллиметров до 7 миллиметров или предпочтительно от 5,2 миллиметра до 5,8 миллиметра.
В конкретных вариантах осуществления согласно настоящему изобретению направляющая для текучей среды может быть модульной, содержащей два или более сегментов, которые образуют направляющую для текучей среды.
В комбинации с конкретными вариантами осуществления изделие, генерирующее аэрозоль, содержит по меньшей мере один внешний продольный проход в сообщении с отверстием обертки. В комбинации с конкретными вариантами осуществления проход образован по меньшей мере отчасти оберткой, если обертка присутствует. Проход направляет текучую среду (например, окружающий воздух) из отверстия к трубчатому элементу, содержащему активное вещество. В конкретных вариантах осуществления внешний продольный проход образован во внешней части направляющей для текучей среды под внутренней поверхностью обертки.
Изделие, генерирующее аэрозоль, может содержать более одного внешнего продольного прохода. В конкретных вариантах осуществления изделие, генерирующее аэрозоль, содержит от 2 до 20 внешних продольных проходов во внешней части направляющей для текучей среды. Например, изделие может содержать от 6 до 14 внешних продольных проходов, как правило, от 10 до 12 проходов. Разное количество проходов обеспечивает разную динамику потока аэрозоля.
Предпочтительно каждый внешний продольный проход находится в сообщении с по меньшей мере одним отверстием через обертку. Однако изделие, генерирующее аэрозоль, может содержать один или более внешних продольных проходов, которые не находятся в непосредственном сообщении с отверстием. Предпочтительно каждый внешний продольный проход находится в сообщении с по меньшей мере одним отверстием через внешнюю стенку направляющей для текучей среды. При наличии предпочтительно отверстие через обертку и отверстие через внешнюю стенку направляющей для текучей среды выровнены друг с другом и с по меньшей мере одним внешним продольным проходом для обеспечения эффективного потока текучей среды в изделие, генерирующее аэрозоль, и вдоль внешнего продольного прохода к дальнему концу изделия, генерирующего аэрозоль.
Предпочтительно внешний продольный проход и обертка содержат более одного отверстия. Например, в комбинации с конкретными вариантами осуществления внешний продольный проход и обертка содержат от 2 до 20 отверстий. Предпочтительно количество отверстий равно количеству внешних продольных проходов, и каждое отверстие соответствует отдельному внешнему продольному проходу. Предпочтительно отверстия равномерно разнесены, размещены по окружности вокруг изделия, чтобы способствовать равномерному распределению текучей среды.
В комбинации с конкретными вариантами осуществления боковые стенки внешнего продольного прохода простираются между наружной частью направляющей для текучей среды и внутренней стороной обертки вдоль по меньшей мере части продольной длины изделия, генерирующего аэрозоль. Например, в конкретных вариантах осуществления направляющая для текучей среды имеет продольные канавки, которые при наличии обертки образуют внешние продольные проходы.
В комбинации с конкретными вариантами осуществления внешние продольные проходы проходят полностью вокруг внутренней части обертки. Альтернативно внешний продольный проход проходит не полностью по окружности направляющей для текучей среды, например, меньше чем на 90 процентов по окружности направляющей для текучей среды, меньше чем на 70 процентов по окружности направляющей для текучей среды или меньше чем на 50 процентов по окружности направляющей для текучей среды. В конкретных вариантах осуществления внешний продольный проход проходит по меньшей мере на 5 процентов по окружности направляющей для текучей среды.
В комбинации с конкретными вариантами осуществления дальний конец внешнего продольного прохода находится на расстоянии от дальнего конца изделия, генерирующего аэрозоль. Альтернативно в других конкретных вариантах осуществления дальний конец внешнего продольного прохода сопоставим с дальним концом направляющей для текучей среды. В комбинации с конкретными вариантами осуществления дальний конец внешнего продольного прохода может находиться на расстоянии, составляющем от 2 миллиметров до 20 миллиметров, от дальнего конца изделия, генерирующего аэрозоль, например, на расстоянии, составляющем от 10 миллиметров до 12 миллиметров, от дальнего конца изделия, генерирующего аэрозоль.
В комбинации с конкретными вариантами осуществления ширина внешних продольных проходов составляет, например, от 0,5 миллиметра до 2 миллиметров, как правило, от 0,75 миллиметра до 1,8 миллиметра.
Дальний конец продольных проходов может быть расположен на расстоянии от дальнего конца изделия, генерирующего аэрозоль, вследствие чего текучая среда, которая входит в отверстие внешних продольных проходов, может осуществлять контакт с трубчатым элементом и обеспечивать генерирование или высвобождение аэрозоля из геля. Аэрозоль, генерируемый или высвобождаемый в трубчатом элементе, может проходить через внутренний продольный проход направляющей для текучей среды до ближнего конца изделия, генерирующего аэрозоль.
Предпочтительно по меньшей мере 5 процентов текучей среды, которая протекает через изделие, генерирующее аэрозоль, контактирует с трубчатым элементом и гелем, предпочтительно содержащим активное вещество. Более предпочтительно по меньшей мере 25 процентов воздуха, который протекает через изделие, контактирует с трубчатым элементом, содержащим активное вещество.
В конкретных вариантах осуществления не вся текучая среда будет осуществлять контакт с трубчатым элементом, например, по меньшей мере 5 процентов текучей среды, которая протекает через изделие, генерирующее аэрозоль, не будет контактировать с трубчатым элементом, хотя в других конкретных вариантах осуществления это может быть по меньшей мере 10 процентов текучей среды, которая протекает через изделие, генерирующее аэрозоль.
В комбинации с конкретными вариантами осуществления дальний конец направляющей для текучей среды находится на расстоянии от дальнего конца изделия, генерирующего аэрозоль. В комбинации с конкретными вариантами осуществления дальний конец направляющей для текучей среды может находиться на расстоянии, составляющем от 2 миллиметров до 20 миллиметров, от дальнего конца изделия, генерирующего аэрозоль, например, от 7 миллиметров до 17 миллиметров от дальнего конца изделия, генерирующего аэрозоль, предпочтительно от 12 миллиметров до 16 миллиметров.
Предпочтительно изделие, генерирующее аэрозоль, является в целом цилиндрическим. Это легко обеспечивает плавный поток аэрозоля. Изделие, генерирующее аэрозоль, может иметь внешний диаметр, составляющий, например, от 4 миллиметров до 15 миллиметров, от 5 миллиметров до 10 миллиметров или от 6 миллиметров до 8 миллиметров. Изделие, генерирующее аэрозоль, может иметь длину, составляющую, например, от 10 миллиметров до 60 миллиметров, от 15 миллиметров до 50 миллиметров или от 20 миллиметров до 45 миллиметров.
Сопротивление затяжке (RTD) изделия, генерирующего аэрозоль, будет варьироваться в зависимости от, помимо прочего, длины и габаритов проходов, размера отверстий, габаритов наиболее суженной площади поперечного сечения внутреннего прохода и используемых материалов. В конкретных вариантах осуществления RTD изделия, генерирующего аэрозоль, составляет от 50 до 140 миллиметров водяного столба (мм H2O), от 60 миллиметров водяного столба до 120 миллиметров водяного столба (мм H2O) или от 80 миллиметров водяного столба до 100 миллиметров водяного столба (мм H2O). RTD изделия относится к разности статических давлений между одним или более отверстиями и мундштучным концом изделия, когда осуществляется прохождение через внутренний продольный проход, в устойчивых условиях, в которых объемный поток составляет 17,5 миллилитра в секунду на мундштучном конце. RTD образца может быть измерено с помощью способа, изложенного в стандарте ISO 6565:2002.
Предпочтительно изделия, генерирующие аэрозоль, согласно настоящему изобретению содержат отверстие в местоположении вдоль внешнего продольного прохода. Таким образом, отверстие находится в местоположении, расположенном раньше по ходу потока относительно ограничителя. В конкретных вариантах осуществления отверстие будет предоставлено как ряд или ряды отверстий через обертку, или направляющую для текучей среды, или как направляющую для текучей среды, так и обертку и будет обеспечивать возможность втягивания текучей среды в изделие, генерирующее аэрозоль. Текучая среда сначала втягивается через отверстия, затем внешний продольный проход (внешние продольные проходы), затем к дальнему концу изделия, генерирующего аэрозоль, где текучая среда может контактировать с трубчатым элементом и предпочтительно гелем внутри трубчатого элемента, предпочтительно гелем, содержащим активное вещество, перед прохождением вдоль внутреннего продольного прохода и через ограничитель при его наличии в этом варианте осуществления. Предпочтительно суммарный внутренний путь текучей среды от отверстия до ближнего конца изделия, генерирующего аэрозоль, составляет по меньшей мере 9 миллиметров. Более предпочтительно по меньшей мере 10 миллиметров, чтобы обеспечить оптимальное образование аэрозоля относительно, помимо прочего, сопротивления затяжке и эффекта охлаждения.
Путем регулирования количества и размера отверстий можно адаптировать количество текучей среды, впускаемой в изделие, генерирующее аэрозоль, при втягивании. Например, один или два ряда отверстий могут быть образованы через обертку для обеспечения простого потока текучей среды в изделие, генерирующее аэрозоль. В альтернативных конкретных вариантах осуществления обертка содержит меньшее количество отверстий, например, 2 или 4. Количество отверстий и размер отверстий будут влиять на поток текучей среды в изделие, генерирующее аэрозоль. Разные комбинации сопротивления затяжке (RTD) и потока текучей среды в изделие, генерирующее аэрозоль, могут приводить к разным образованиям аэрозоля, и, следовательно, изделия, генерирующие аэрозоль, в соответствии с настоящим изобретением предлагают более широкий спектр вариантов разработки.
В конкретных вариантах осуществления изделие, генерирующее аэрозоль, содержит пластмассовый материал, такой как полимолочная кислота, например, гофрированная полимолочная кислота; металлический материал; целлюлозный материал, например, ацетилцеллюлозу; бумагу; картон; хлопок; или их комбинации.
В конкретных вариантах осуществления направляющая для текучей среды содержит пластмассовый материал, такой как полимолочная кислота, например, гофрированная полимолочная кислота, металлический материал, целлюлозный материал, например, ацетилцеллюлозу, бумагу, картон, или их комбинации.
В комбинации с конкретными вариантами осуществления обертка содержит более одного материала. В конкретных вариантах осуществления обертка или ее часть содержит металлический материал, пластмассовый материал, картон, бумагу, хлопок или их комбинации. Когда обертка содержит картон или бумагу, отверстия могут быть образованы лазерными вырезами.
Обертка обеспечивает прочность и структурную жесткость для изделия, генерирующего аэрозоль. Когда для обертки используется бумага или картон и желательна высокая степень прочности, они предпочтительно имеют плотность, составляющую больше чем 60 граммов на квадратный метр. Одна такая обертка может обеспечивать высокую структурную жесткость. Обертка может быть устойчива к деформации снаружи изделия, генерирующего аэрозоль, в местоположении, где ограничитель при его наличии встроен внутрь изделия, генерирующего аэрозоля, или в других местоположениях, например, в полостях (при наличии), где имеется меньшая структурная поддержка. В некоторых вариантах осуществления обертка трубчатого элемента содержит металлический слой. Металлический слой может использоваться для концентрирования применяемой снаружи энергии для нагрева трубчатой детали, например, металлический слой может действовать как токоприемник для электромагнитного поля, или сбора энергии излучения, подаваемой наружным источником тепла. При наличии внутреннего источника тепла металлический слой может предотвращать выход тепла из трубчатого элемента через обертку, увеличивая, таким образом, эффективность нагрева. Это может также обеспечивать однородное распределение тепла вдоль периферии трубчатой детали.
В конкретных вариантах осуществления изделие, генерирующее аэрозоль, содержит уплотнение между наружной частью направляющей для текучей среды и внутренней частью обертки. Обертка может затем быть надежно прикреплена к направляющей для текучей среды. Это не требует создания непроницаемого для текучей среды уплотнения.
В конкретных вариантах осуществления изделие, генерирующее аэрозоль, содержит мундштук. Мундштук может содержать направляющую для текучей среды или ее часть и может образовывать по меньшей мере ближнюю часть обертки изделия, генерирующего аэрозоль. Мундштук может соединяться с оберткой или дальней частью обертки любым подходящим образом, например, посредством посадки с натягом, резьбового зацепления или т. п. Мундштук может представлять собой часть изделия, генерирующего аэрозоль, которая может содержать фильтр, или в некоторых случаях мундштук может быть определен протяженностью ободковой бумаги при ее наличии. В других вариантах осуществления мундштук может быть определен как часть изделия, проходящая на 40 миллиметров от мундштучного конца изделия, генерирующего аэрозоль, или проходящая на 30 миллиметров от мундштучного конца изделия, генерирующего аэрозоль.
Трубчатый элемент, предпочтительно содержащий гель, содержащий активное вещество, может быть помещен в изделие, генерирующее аэрозоль, вблизи от дальнего конца перед окончательной сборкой изделия, генерирующего аэрозоль.
После полной сборки изделие, генерирующее аэрозоль, определяет путь для текучей среды, по которому может протекать текучая среда. Когда отрицательное давление предусмотрено на мундштучном конце (ближнем конце) изделия, генерирующего аэрозоль, текучая среда входит в изделие, генерирующее аэрозоль, через отверстие в обертке (или в направляющей для текучей среды, или в обеих), затем протекает через внешний продольный проход к дальнему концу изделия, генерирующего аэрозоль. Там она может захватывать аэрозоль, необязательно сгенерированный путем нагрева трубчатого элемента, содержащего активное вещество. Текучая среда с захваченным аэрозолем может затем протекать через внутренний продольный проход направляющей для текучей среды и через открытый мундштучный конец изделия, генерирующего аэрозоль.
Предпочтительно изделие, генерирующее аэрозоль, выполнено с возможностью вмещения устройством, генерирующим аэрозоль, вследствие чего нагревательный элемент устройства, генерирующего аэрозоль, может нагревать секцию изделия, генерирующего аэрозоль, которая содержит трубчатый элемент. Например, трубчатый элемент может быть дальним концом изделия, генерирующего аэрозоль, если трубчатый элемент, предпочтительно содержащий гель, содержащий активное вещество, размещен на дальнем конце изделия, генерирующего аэрозоль, или рядом с ним.
Предпочтительно изделие, генерирующее аэрозоль, может иметь форму и размер для использования с имеющим подходящие, соответствующие форму и размер устройством, генерирующим аэрозоль, содержащим резервуар для вмещения изделия, генерирующего аэрозоль, и нагревательный элемент, выполненный с возможностью и расположенный для нагрева секции изделия, генерирующего аэрозоль, которая содержит трубчатый элемент, предпочтительно содержащий гель, содержащий активное вещество.
Устройство, генерирующее аэрозоль, предпочтительно содержит управляющую электронику, функционально связанную с нагревательным элементом. Управляющая электроника может быть выполнена с возможностью управления нагревом нагревательного элемента. Управляющая электроника может находиться внутри кожуха устройства.
Управляющая электроника может быть предоставлена в любой подходящей форме и может, например, содержать контроллер или запоминающее устройство и контроллер. Контроллер может содержать одно или более из машины состояний на основе специализированной интегральной схемы (ASIC), цифрового процессора сигналов, вентильной матрицы, микропроцессора или эквивалентной дискретной или интегральной логической схемы. Управляющая электроника может содержать запоминающее устройство, которое содержит инструкции, которые предписывают одному или более компонентам схемы выполнить функцию или аспект управляющей электроники. Функции, свойственные управляющей электронике, в настоящем изобретении могут быть осуществлены как одно или более из программного обеспечения, программно-аппаратного обеспечения и аппаратного обеспечения.
Электронная схема может содержать микропроцессор, который может представлять собой программируемый микропроцессор. Электронная схема может быть выполнена с возможностью регулирования подачи питания на нагревательный элемент. Питание может подаваться на нагревательный элемент в форме импульсов электрического тока. Управляющая электроника может быть выполнена с возможностью отслеживания электрического сопротивления нагревательного элемента и с возможностью управления подачей питания на нагревательный элемент в зависимости от электрического сопротивления нагревательного элемента. Таким образом, управляющая электроника может регулировать температуру резистивного элемента.
Устройство, генерирующее аэрозоль, может содержать датчик температуры, такой как термопара, функционально соединенный с управляющей электроникой для управления температурой нагревательных элементов. Датчик температуры может быть расположен в любом подходящем местоположении. Например, датчик температуры может находиться в контакте с нагревательным элементом или вблизи от него. Датчик может передавать сигналы относительно измеренной температуры на управляющую электронику, которая может регулировать нагрев нагревательного элемента для достижения подходящей температуры на датчике.
Независимо от того, содержит ли устройство, генерирующее аэрозоль, датчик температуры, устройство может быть выполнено с возможностью нагрева трубчатого элемента, предпочтительно содержащего гель, содержащий активное вещество, размещенного в изделии, генерирующем аэрозоль, до уровня, достаточного для генерирования аэрозоля.
Управляющая электроника может быть функционально связана с блоком питания, который может находиться внутри кожуха. Устройство, генерирующее аэрозоль, может содержать любой подходящий блок питания. Например, блок питания устройства, генерирующего аэрозоль, может представлять собой батарею или комплект батарей. Батареи или блок подачи питания могут быть перезаряжаемыми, а также могут быть съемными и сменными.
В комбинации с конкретными вариантами осуществления нагревательный элемент содержит резистивный нагревательный компонент, такой как одна или более резистивных проволок или других резистивных элементов. Резистивные проволоки могут находиться в контакте с теплопроводным материалом для распределения производимого тепла по более широкой площади. Примеры подходящих проводящих материалов включают золото, алюминий, медь, цинк, никель, серебро и их комбинации. Предпочтительно, если резистивные проволоки находятся в контакте с теплопроводным материалом, то как резистивные проволоки, так и теплопроводный материал представляют собой часть нагревательного элемента.
В комбинации с конкретными вариантами осуществления нагревательный элемент содержит полость, выполненную с возможностью вмещения и окружения дальнего конца изделия. Нагревательный элемент может содержать продолговатый элемент, выполненный с возможностью прохождения вдоль боковой части кожуха изделия, когда дальний конец изделия вмещен устройством.
Альтернативно вставке нагревательного элемента в изделие, генерирующее аэрозоль, тепло может быть приложено снаружи трубчатого элемента с помощью нагревательной оболочки, которая термически связана с окружностью обертки изделия, генерирующего аэрозоль. Предпочтительно оболочка находится в части изделия, генерирующего аэрозоль, которая содержит трубчатый элемент.
В других конкретных вариантах осуществления нагревательный элемент предусматривает индукционный нагрев.
В конкретных вариантах осуществления трубчатый элемент, предпочтительно содержащий гель, предпочтительно содержащий активное вещество, нагревается путем индукционного нагрева.
Предпочтительно часть изделия, генерирующего аэрозоль, содержащая трубчатый элемент, расположена в устройстве, генерирующем аэрозоль, вследствие чего нагревательный элемент или нагревательные элементы, которые генерируют электромагнитное излучение для индукционного нагрева, находятся вблизи от части изделия, генерирующего аэрозоль, которая содержит трубчатый элемент. Таким образом, предпочтительно нагревательные элементы устройства, генерирующего аэрозоль, находятся вблизи от геля внутри изделия, генерирующего аэрозоль, когда расположены в устройстве, генерирующем аэрозоль.
Предпочтительно в вариантах осуществления, предназначенных для использования с индукционным нагревом, изделие, генерирующее аэрозоль, содержит токоприемник. Предпочтительно в вариантах осуществления, предназначенных для использования с индукционным нагревом, трубчатый элемент содержит токоприемник. Дополнительно предпочтительно в конкретных вариантах осуществления гель содержит токоприемник. Предпочтительно токоприемник находится в контакте с гелем или вблизи от него. В таких вариантах осуществления согласно настоящему изобретению, следовательно, при нагреве токоприемника путем излучения может легко происходить передача тепла гелю, что способствует высвобождению материала из геля, например, активного вещества.
Дополнительно или альтернативно в комбинации с другими признаками согласно настоящему изобретению пористая среда, заполненная гелем, содержит токоприемник. Таким образом, токоприемник может находиться в контакте с пористой средой, заполненной гелем, и обеспечивает возможность простого нагрева пористой среды, заполненной гелем.
В конкретных вариантах осуществления гель внутри трубчатого элемента может изначально быть отделен от аэрозоля, вмещаемого в трубчатый элемент, и может высвобождаться, чтобы захватываться аэрозолем, в ответ на разрыв хрупкой перегородки. Необязательно в конкретных вариантах осуществления каждая из множества частей геля может быть уплотнена за соответственной хрупкой перегородкой, и требуется разрыв надлежащего количества хрупких перегородок для достижения желаемого уровня захвата активного вещества аэрозолем, вмещаемого в трубчатый элемент, при использовании.
В комбинации с конкретными вариантами осуществления устройство, генерирующее аэрозоль, может быть выполнено с возможностью вмещения более одного изделия, генерирующего аэрозоль, описанного в настоящем документе. Например, устройство, генерирующее аэрозоль, может содержать резервуар, в который проходит продолговатый нагревательный элемент. Одно изделие, генерирующее аэрозоль, может быть вмещено в резервуар на одной стороне нагревательного элемента, а другое изделие, генерирующее аэрозоль, может быть вмещено в резервуар на другой стороне нагревательного элемента. Или в других конкретных вариантах осуществления устройство, генерирующее аэрозоль, содержит более одного приемного устройства. Таким образом единовременно можно вмещать более одного изделия, генерирующего аэрозоль.
В конкретных вариантах осуществления предоставлено изделие, генерирующее аэрозоль, предназначенное для генерирования аэрозоля, причем изделие, генерирующее аэрозоль, содержит:
направляющую для текучей среды для обеспечения возможности перемещения текучей среды; причем направляющая для текучей среды имеет ближний конец и дальний конец, причем направляющая для текучей среды имеет внутренний продольный участок и внешний продольный участок, разделенные перегородкой; причем внутренний продольный участок содержит внутренний продольный проход между дальним концом и ближним концом, и внешний участок содержит внешний продольный проход, который сообщает наружную текучую среду через по меньшей мере одно отверстие с дальним концом направляющей для текучей среды, вследствие чего наружная текучая среда может двигаться вдоль внешнего продольного прохода к дальнему концу направляющей для текучей среды;
трубчатый элемент, который содержит гель; причем гель содержит активное вещество; причем трубчатый элемент имеет ближний конец и дальний конец и находится на дальнем конце направляющей для текучей среды;
горючий источник тепла, находящийся на дальнем конце трубчатого элемента; и
токоприемник, находящийся между трубчатым элементом и горючим источником тепла.
В конкретных вариантах осуществления гель может быть заменен пористой средой, заполненной гелем, или нитью, заполненной гелем, или их комбинацией.
Предпочтительно изделие, генерирующее аэрозоль, содержит обертку для закрепления направляющей для текучей среды, трубчатого элемента, токоприемника и горючего источника тепла на месте.
Предпочтительно изделие, генерирующее аэрозоль, содержит полость между дальним концом направляющей для текучей среды и ближним концом трубчатого элемента. Это обеспечивает возможность смешивания текучей среды с материалом, высвобождаемым из геля, или пористого материала, заполненного гелем, или нитей, заполненных гелем.
В конкретных вариантах осуществления токоприемник содержит периферийные части. Периферийные части проходят по продольной длине изделия, генерирующего аэрозоль. Это помогает обеспечить то, что в процессе горения горючего источника тепла трубчатый элемент не загорается вместе с ним. Это может также помочь передаче тепла от горючего источника тепла трубчатому элементу.
Согласно настоящему изобретению предоставлен способ изготовления изделия, генерирующего аэрозоль, по любому из предыдущих пунктов,
причем способ изготовления включает этапы:
линейного расположения в таком порядке, как направляющая для текучей среды, трубчатый элемент, токоприемник и горючий источник тепла, на полотне оберточного материала, вследствие чего образуется зазор между ближним концом трубчатого элемента и дальним концом направляющей для текучей среды; и
обертывания полотна оберточного материала вокруг направляющей для текучей среды, трубчатого элемента, токоприемника и горючего источника тепла для образования изделия, генерирующего аэрозоль.
В комбинации с конкретными вариантами осуществления изделие, генерирующее аэрозоль, содержит горючий источник тепла на дальнем конце изделия, генерирующего аэрозоль, у дальней стороны трубчатого элемента. Преимущество этого типа источника тепла заключается в том, что вместо необходимости передачи устройством, генерирующим аэрозоль, тепла изделию, генерирующему аэрозоль, изделие, генерирующее аэрозоль, имеет свой собственный источник тепла в форме горючего источника тепла.
В конкретных вариантах осуществления, содержащих горючий источник тепла, токоприемник расположен между трубчатым элементом и горючим источником тепла. Предпочтительно токоприемник предотвращает возгорание трубчатого элемента или достижение им температуры свыше 350 градусов Цельсия.
В конкретных вариантах осуществления длина токоприемника, которая проходит между горючим источником тепла и трубчатым элементом, составляет от 5 микрометров до 50 микрометров, предпочтительно от 15 микрометров до 25 микрометров. В конкретных вариантах осуществления длина токоприемника, которая проходит между горючим источником тепла и трубчатым элементом, составляет 20 микрометров.
В конкретных вариантах осуществления в комбинации с другими признаками изделие, генерирующее аэрозоль, содержит полость между горючим источником тепла и трубчатым элементом. Полость между горючим источником тепла и трубчатым элементом способствует предотвращению передачи избыточного тепла трубчатому элементу.
В конкретных вариантах осуществления токоприемник содержит периферийные части, которые проходят вдоль внешней стороны трубчатого элемента, или горючего источника тепла, или обоих. Периферийные части токоприемника непосредственно в дальнем конце, направленные к горючему источнику тепла, имеют длину, составляющую, как правило, от 3 миллиметров до 7 миллиметров, предпочтительно больше чем 2,5 миллиметра, более предпочтительно 3 миллиметра, вдоль изделия, генерирующего аэрозоль. Как правило, периферийная часть токоприемника в ближнем направлении по направлению к трубчатому элементу имеет длину, составляющую от 7 до 32 миллиметров, предпочтительно больше чем 10 миллиметров, более предпочтительно 11 миллиметров, вдоль изделия, генерирующего аэрозоль. Эти значения длины периферийных частей токоприемника обеспечивают желаемую передачу тепла трубчатому элементу. Эти значения длины могут предотвращать передачу избыточного тепла трубчатому элементу. Предпочтительно токоприемник находится под оберткой, так что по существу не виден снаружи. Обертка может содержать токоприемник, например, металлизированный алюминий с белым покрытием.
При поджигании горючего источника тепла тепло передается благодаря токоприемнику трубчатому элементу. Нагрев трубчатого элемента оказывает содействие в высвобождении материала из геля, или пористого материала, заполненного гелем, или нити, заполненной гелем (или их комбинаций). При приложении отрицательного давления к ближнему концу изделия, генерирующего аэрозоль, текучая среда, например, окружающий воздух, входит в отверстия и может объединяться с материалами, высвобождаемыми из трубчатого элемента, перед прохождением к ближнему концу изделия, генерирующего аэрозоль, и наружу.
Горючий источник тепла может содержать любой подходящий горючий материал, например, источник углерода, например, целлюлозу или древесину. Как правило, горючий источник тепла будет иметь длину от ближнего до дальнего конца, составляющую от 9 миллиметров до 12 миллиметров, предпочтительно длину от ближнего до дальнего конца, составляющую 9 миллиметров.
В вариантах осуществления с горючим источником тепла предпочтительно отверстия расположены на расстоянии более 15 миллиметров от дальнего конца изделия, генерирующего аэрозоль. Предпочтительно отверстия находятся на расстоянии, составляющем по меньшей мере 1,5 миллиметра, от трубчатого элемента. Как правило, трубчатый элемент имеет длину от ближнего до дальнего конца, составляющую от 3 миллиметров до 26 миллиметров, предпочтительно длину от ближнего до дальнего конца, составляющую приблизительно 9 миллиметров.
Суммарная длина изделия, генерирующего аэрозоль, может представлять собой длину от ближнего до дальнего конца, составляющую приблизительно 70 миллиметров.
В комбинации с конкретными вариантами осуществления согласно настоящему изобретению обертка или часть обертки является водостойкой или гидрофобной, что дает свойство, заключающееся в наличии некоторой степени водонепроницаемости или устойчивости к проникновению влаги. Это может быть обертка трубчатого элемента, или обертка для изделия, генерирующего аэрозоль, или обертка как трубчатого элемента, так и изделия, генерирующего аэрозоль. Это может также быть обертка для любой другой части изделия, генерирующего аэрозоль, или любого другого компонента изделия, генерирующего аэрозоль, включая продольные боковые части второго трубчатого элемента внутри первого трубчатого элемента. Обертка может быть непроницаемой от природы и, таким образом, устойчивой к проникновению воды или влаги. Обертка может быть многослойной, имея перегородку, которая предотвращает или уменьшает проток воды или является по меньшей мере устойчивой к проникновению воды или влаги. В комбинации с конкретными вариантами осуществления гидрофобная перегородка или гидрофобная обработка обертки может быть выполнена по всей площади обертки. Альтернативно в других конкретных вариантах осуществления гидрофобная перегородка или обработка для обертки относится к части обертки, например, она может быть выполнена на одной стороне обертки: либо внутренней стороне, либо внешней стороне обертки; или обработка может быть выполнена с обеих сторон обертки.
Гидрофобный участок обертки может быть получен с помощью процесса, включающего этапы: нанесения жидкой композиции, содержащей галогенангидрид жирной кислоты, на по меньшей мере одну поверхность обертки и поддержания в течение приблизительно 5 минут температуры поверхности при значении, составляющем от 120 градусов Цельсия до 180 градусов Цельсия. Галогенангидрид жирной кислоты реагирует in situ с протогенными группами материала в обертке, что приводит к образованию сложных эфиров жирных кислот и, таким образом, придает гидрофобные свойства и устойчивость к проникновению влаги.
Предполагается, что гидрофобно обработанная обертка может снижать или предотвращать адсорбцию воды, влаги или жидкости в обертку или передачу через нее. Преимущественно гидрофобно обработанная обертка не влияет отрицательно на вкус изделия.
В конкретных вариантах осуществления обертка при использовании в целом образует внешнюю часть изделия, генерирующего аэрозоль. В конкретных вариантах осуществления обертка содержит: бумагу, гомогенизированную бумагу, гомогенизированную пропитанную табаком бумагу, гомогенизированный табак, древесную массу, коноплю, лен, рисовую солому, эспарто, эвкалипт, хлопок и т. п. В конкретных вариантах осуществления подложка или бумага, образующая обертку, имеет плотность подложки или бумаги, образующей обертку, находящуюся в диапазоне от 10 до 50 граммов на квадратный метр, например, от 15 до 45 граммов на квадратный метр. В комбинации с конкретными вариантами осуществления толщина подложки или бумаги, образующей обертку, находится в диапазоне от 10 до 100 микрометров или предпочтительно от 30 до 70 микрометров.
В комбинации с конкретными вариантами осуществления гидрофобные группы ковалентно связаны с внутренней поверхностью обертки. В других вариантах осуществления гидрофобные группы ковалентно связаны с внешней поверхностью обертки. Было обнаружено, что ковалентное связывание гидрофобных групп только с одной стороной или поверхностью обертки придает гидрофобные свойства противоположной стороне или поверхности обертки. Гидрофобная обертка или гидрофобно обработанная обертка может уменьшать или предотвращать проявление, или поглощение, или передачу текучей среды, например, жидкого ароматизатора или компонента, высвобождающего жидкость, через обертку.
В различных конкретных вариантах осуществления обертка и, в частности, участок обертки, смежный с трубчатым элементом, предпочтительно содержащим гель, содержащий активное вещество, являются гидрофобными или имеют один или более гидрофобных участков. Эта гидрофобная обертка или гидрофобно обработанная обертка может иметь значение водопоглощения по Коббу (ISO535:1991) (за 60 секунд), составляющее меньше чем 40 граммов на квадратный метр, меньше чем 35 граммов на квадратный метр, меньше чем 30 граммов на квадратный метр или меньше чем 25 граммов на квадратный метр.
В различных конкретных вариантах осуществления обертка и, в частности, участок обертки, смежный с трубчатым элементом, предпочтительно содержащим гель, содержащий активное вещество, имеют краевой угол смачивания водой, составляющий по меньшей мере 90 градусов, например, по меньшей мере 95 градусов, по меньшей мере 100 градусов, по меньшей мере 110 градусов, по меньшей мере 120 градусов, по меньшей мере 130 градусов, по меньшей мере 140 градусов, по меньшей мере 150 градусов, по меньшей мере 160 градусов или по меньшей мере 170 градусов. Гидрофобность определяют путем использования испытания TAPPI T558 om-97, и результат представляют в виде краевого угла смачивания на границе раздела, выражаемого в «градусах», который может находиться в диапазоне от нуля градусов до примерно 180 градусов. Если краевой угол смачивания не указан вместе с термином «гидрофобный», то краевой угол смачивания водой составляет по меньшей мере 90 градусов.
В комбинации с конкретными вариантами осуществления гидрофобная поверхность присутствует однородно вдоль длины обертки, альтернативно в других конкретных вариантах осуществления гидрофобная поверхность присутствует неоднородно вдоль длины обертки.
Предпочтительно обертка образована из любого подходящего целлюлозного материала, предпочтительно целлюлозного материала, полученного из растений. Во многих вариантах осуществления обертка образована из материала с подвешенными протоногенными группами. Предпочтительно протоногенные группы представляют собой реакционноспособные гидрофильные группы, такие как, но без ограничения, гидроксильная группа (-OH), аминогруппа (-NH2) или сульфгидрильная группа (-SH2).
Особенно подходящие обертки, которые приспособлены к настоящему изобретению, будут далее описаны в качестве примера. Оберточный материал с подвешенными гидроксильными группами включает целлюлозный материал, такой как бумага, древесина, текстиль, натуральные, а также искусственные волокна. Обертка может также включать один или более наполнительных материалов, например, карбонат кальция, карбоксиметилцеллюлозу, цитрат калия, цитрат натрия, ацетат натрия или активированный уголь.
Гидрофобная поверхность или участок целлюлозного материала, образующего обертку, могут быть образованы с помощью любых подходящих гидрофобного реагента или гидрофобной группы. Гидрофобный реагент предпочтительно химически связан с целлюлозным материалом или подвешенными протоногенными группами целлюлозного материала, образующего обертку. Во многих вариантах осуществления гидрофобный реагент ковалентно связан с целлюлозным материалом или подвешенными протоногенными группами целлюлозного материала. Например, гидрофобная группа ковалентно связана с подвешенными гидроксильными группами целлюлозного материала, образующего обертку. Ковалентная связь между структурными компонентами целлюлозного материала и гидрофобным реагентом может образовывать гидрофобные группы, которые более надежно прикрепляются к бумажному материалу, чем при простом размещении покрытия гидрофобного материала на целлюлозном материале, образующем обертку. За счет химического связывания гидрофобного реагента на молекулярном уровне in situ, а не нанесения слоя гидрофобного материала в объеме для покрытия поверхности обеспечивается лучшее поддержание проницаемости целлюлозного материала, например, бумаги, поскольку покрытию свойственно покрывать или блокировать поры в целлюлозном материале, образующем непрерывный лист, и снижать проницаемость. Химическое связывание гидрофобных групп с бумагой in situ может также снизить количество материала, необходимого для придания гидрофобности поверхности обертки. Термин «in situ» в контексте настоящего документа относится к местоположению химической реакции, которая происходит на поверхности твердого материала, из которого образована обертка, или рядом с ней, что отличается от реакции с целлюлозой, растворенной в растворе. Например, реакция происходит на поверхности целлюлозного материала, образующего обертку, который содержит целлюлозный материал в гетерогенной структуре, или рядом с ней. Однако термин «in situ» не требует, чтобы химическая реакция происходила непосредственно на целлюлозном материале, образующем гидрофобный участок трубки.
Гидрофобный реагент может содержать ацильную группу или группу жирной кислоты. Ацильная группа, или группа жирной кислоты, или их смесь может быть насыщенной или ненасыщенной. Группа жирной кислоты (такая как галогенангидрид жирной кислоты) в реагенте может вступать в реакцию с подвешенными протоногенными группами, такими как гидроксильные группы целлюлозного материала, с образованием сложноэфирной связи, ковалентно связывающей жирную кислоту с целлюлозным материалом. По сути, эти реакции с подвешенными гидроксильными группами могут этерифицировать целлюлозный материал.
В некоторых вариантах осуществления обертки ацильная группа или группа жирной кислоты включает C12-C30алкил (алкильную группу, содержащую от 12 до 30 атомов углерода), C14-C24алкил (алкильную группу, содержащую от 14 до 24 атомов углерода) или предпочтительно C16-C20алкил (алкильную группу, содержащую от 16 до 20 атомов углерода). Специалистам в данной области техники должно быть понятно, что термин «жирная кислота» в контексте настоящего документа относится к длинноцепочечной алифатической, насыщенной или ненасыщенной жирной кислоте, которая содержит от 12 до 30 атомов углерода, от 14 до 24 атомов углерода, от 16 до 20 атомов углерода или которая содержит больше чем 15, 16, 17, 18, 19 или 20 атомов углерода. В различных вариантах осуществления гидрофобный реагент включает ацилгалогенид, галогенангидрид жирной кислоты, такой как хлорангидрид жирной кислоты, включающий, например, хлорангидрид пальмитиновой кислоты, хлорангидрид стеариновой кислоты или хлорангидрид бегеновой кислоты, их смесь. Результатом реакции in situ между хлорангидридом жирной кислоты и целлюлозным материалом, образующим непрерывный лист, является образование сложных эфиров жирной кислоты и целлюлозы и хлористоводородной кислоты.
Можно использовать любой подходящий способ образования химической связи между гидрофобными реагентом или группой и целлюлозным материалом, образующим гидрофобный участок трубки. Гидрофобная группа ковалентно связана с целлюлозным материалом за счет диффузии галогенангидрида жирной кислоты на его поверхность без использования растворителя.
В качестве одного примера, некоторое количество гидрофобного реагента, такого как ацилгалогенид, галогенангидрид жирной кислоты, хлорангидрид жирной кислоты, хлорангидрид пальмитиновой кислоты, хлорангидрид стеариновой кислоты или хлорангидрид бегеновой кислоты, их смесь, без растворителя наносили (процесс без растворителя) на поверхность бумаги обертки при контролируемой температуре, например, капли реагентов, образующие на поверхности круги диаметром 20 микрометров, расположенные на равном расстоянии друг от друга. Контролируя давление пара реагента, можно способствовать распространению реакции путем диффузии с образованием сложноэфирных связей между жирной кислотой и целлюлозой при непрерывном удалении не вступившего в реакцию хлорангидрида кислоты. Этерификация целлюлозы в некоторых случаях основана на реакции спиртовых групп или подвешенных гидроксильных групп целлюлозы с ацилгалогенидом, таким как хлорангидрид карбоновой кислоты, в том числе хлорангидрид жирной кислоты. Температура, которая может использоваться для нагрева гидрофобного реагента, зависит от химических свойств реагента, и для галогенангидридов жирной кислоты она находится в диапазоне, например, от 120 градусов Цельсия до 180 градусов Цельсия.
Гидрофобный реагент можно наносить на целлюлозный материал бумаги обертки в любом применимом количестве или при любом основном весе. Во многих вариантах осуществления основной вес гидрофобного реагента составляет меньше чем 3 грамма на квадратный метр, меньше чем 2 грамма на квадратный метр или меньше чем 1 грамм на квадратный метр или находится в диапазоне от 0,1 до 3 граммов на квадратный метр, от 0,1 до 2 граммов на квадратный метр или от 0,1 до 1 грамма на квадратный метр. Гидрофобный реагент может быть нанесен или напечатан на поверхности бумаги обертки и определяет однородный или неоднородный рисунок распределения.
Предпочтительно гидрофобный участок трубки образуется посредством реакции группы сложного эфира жирной кислоты или группы жирной кислоты с подвешенными гидроксильными группами в целлюлозном материале бумаги обертки с образованием гидрофобной поверхности. Этап реакции можно выполнить путем нанесения галогенангидрида жирной кислоты (например, такого как хлорангидрид), что обеспечивает образование химической связи между группой сложного эфира жирной кислоты или группой жирной кислоты и подвешенными гидроксильными группами в целлюлозном материале бумаги обертки с образованием гидрофобной поверхности. Этап нанесения можно осуществлять путем заполнения галогенангидридом жирной кислоты в жидкой форме твердой подложки, такой как кисть, валик или поглощающая или непоглощающая прокладка, а затем приведения твердой подложки в контакт с поверхностью бумаги. Галогенангидрид жирной кислоты также может быть нанесен с помощью методик печати, таких как глубокая печать, флексография, струйная печать, гелиография, путем распыления, путем смачивания или путем погружения в жидкость, содержащую галогенангидрид жирной кислоты. На этапе нанесения можно осаждать отдельные участки реагента, образующие однородный или неоднородный рисунок распределения гидрофобных областей на поверхности бумаги обертки. Однородный или неоднородный рисунок распределения гидрофобных областей на бумаге обертки может быть образован из по меньшей мере 100 отдельных гидрофобных участков, по меньшей мере 500 отдельных гидрофобных участков, по меньшей мере 1000 отдельных гидрофобных участков или по меньшей мере 5000 отдельных гидрофобных участков. Отдельные гидрофобные участки могут иметь любую применимую форму, такую как, например, круг, прямоугольник или многоугольник. Отдельные гидрофобные участки могут иметь любой применимый средний поперечный размер. Во многих вариантах осуществления отдельные гидрофобные участки имеют средний поперечный размер, находящийся в диапазоне от 5 до 100 микрометров или в диапазоне от 5 до 50 микрометров. Для способствования диффузии наносимого реагента на поверхности также можно применять струю газа к поверхности обертки.
В комбинации с конкретными вариантами осуществления гидрофобную обертку можно получить с помощью процесса, включающего нанесение жидкой композиции, содержащей галогенангидрид алифатической кислоты (предпочтительно галогенангидрид жирной кислоты), на по меньшей мере одну поверхность бумаги обертки, необязательно применение струи газа к поверхности обертки, чтобы способствовать диффузии наносимого галогенангидрида жирной кислоты, и поддержание в течение по меньшей мере 5 минут температуры поверхности обертки при значении, составляющем от 120 градусов Цельсия до 180 градусов Цельсия, при этом галогенангидрид жирной кислоты реагирует in situ с гидроксильными группами целлюлозного материала в бумаге обертки, что в результате приводит к образованию сложных эфиров жирной кислоты. Предпочтительно бумага обертки получена из бумаги, а галогенангидрид жирной кислоты представляет собой хлорангидрид стеариновой кислоты, хлорангидрид пальмитиновой кислоты или смесь хлорангидридов жирных кислот с 16-20 атомами углерода в ацильной группе. Гидрофобная бумага обертки, полученная с помощью процесса, описанного выше в настоящем документе, таким образом, отличается от материала, полученного путем покрытия поверхности слоем предварительно полученного сложного эфира жирной кислоты и целлюлозы.
Гидрофобную обертку можно получить с помощью процесса нанесения композиции жидкого реагента на по меньшей мере одну поверхность бумаги обертки при показателе, находящемся в диапазоне от 0,1 до 3 граммов на квадратный метр, или от 0,1 до 2 граммов на квадратный метр, или от 0,1 до 1 грамма на квадратный метр. Жидкий реагент, наносимый при таких показателях, делает поверхность бумаги обертки гидрофобной.
Во многих конкретных вариантах осуществления толщина бумаги обертки обеспечивает возможность распространения гидрофобных групп или реагента, нанесенных на одну поверхность, на противоположную поверхность, эффективно обеспечивая подобными гидрофобными свойствами обе противоположные поверхности. В одном примере толщина бумаги обертки составляла 43 микрометра, и обеим поверхностям была придана гидрофобность с помощью процесса (глубокой) печати с использованием хлорангидрида стеариновой кислоты в качестве гидрофобного реагента для одной поверхности.
В некоторых конкретных вариантах осуществления материал или способ, предназначенный для создания гидрофобной природы гидрофобного участка трубки, по существу не влияет на проницаемость обертки в других участках. Предпочтительно реагент или способ, предназначенный для создания гидрофобного участка трубки, изменяет проницаемость обертки в этом обработанном участке (по сравнению с необработанным участком обертки) на менее чем 10 процентов, или менее чем 5 процентов, или менее чем 1 процент.
Во многих конкретных вариантах осуществления гидрофобная поверхность может быть образована путем нанесения печатью реагента вдоль длины целлюлозного материала. Могут быть использованы любые применимые способы печати, такие как глубокая печать, струйная печать и т. п. Глубокая печать является предпочтительной. Реагент может включать любые применимые гидрофобные группы, которые могут быть химически, например, ковалентно, связаны с оберткой, в частности, с целлюлозным материалом или подвешенными группами целлюлозного материала обертки.
В комбинации с конкретными вариантами осуществления согласно настоящему изобретению изделие, генерирующее аэрозоль, содержит токоприемник. В комбинации с конкретными вариантами осуществления трубчатый элемент содержит токоприемник. Предпочтительно токоприемник является продолговатым и размещен продольно внутри трубчатого элемента. Предпочтительно токоприемник находится в тепловом контакте с гелем или пористым материалом, заполненным гелем. Это может способствовать передаче тепла от нагревательного элемента в устройстве, генерирующем аэрозоль, изделию, генерирующему аэрозоль, и через него, предпочтительно через трубчатый элемент токоприемнику и, следовательно, гелю или пористой среде, заполненной гелем, при нахождении вблизи от токоприемника. Когда нагрев осуществляется путем индукционного нагрева, флуктуационное электромагнитное поле передается через изделие, генерирующее аэрозоль, предпочтительно через трубчатый элемент токоприемнику, вследствие чего токоприемник преобразует флуктуационное поле в тепловую энергию, нагревая, таким образом, вблизи гель или пористый материал, заполненный гелем. Как правило, токоприемник имеет толщину, составляющую от 10 до 500 микрометров. В предпочтительных вариантах осуществления токоприемник имеет толщину, составляющую от 10 до 100 микрометров. Альтернативно токоприемник может иметь форму порошка, который рассредоточен внутри геля. Как правило, токоприемник выполнен с возможностью рассеивания энергии в количестве от 1 ватта до 8 ватт при использовании совместно с конкретной катушкой индуктивности, например, от 1,5 ватта до 6 ватт. Под «выполненный с возможностью» подразумевается, что продолговатый токоприемник может быть выполнен из конкретного материала и может иметь конкретные габариты, что обеспечивает возможность рассеивания энергии в количестве от 1 ватта до 8 ватт при использовании совместно с конкретным проводником, который генерирует флуктуационное магнитное поле с известной частотой и известной напряженностью поля.
Согласно дополнительному аспекту в соответствии с настоящим изобретением предоставлена система, генерирующая аэрозоль, содержащая электрически управляемое устройство, генерирующее аэрозоль, имеющее катушку индуктивности для создания переменного или флуктуационного электромагнитного поля, и изделие, генерирующее аэрозоль, содержащее токоприемник, как описано и определено в настоящем документе. Изделие, генерирующее аэрозоль, сцепляется с устройством, генерирующим аэрозоль, вследствие чего флуктуационное электромагнитное поле, созданное катушкой индуктивности, вызывает ток в токоприемнике, что приводит к нагреву токоприемника. Электрически управляемое устройство, генерирующее аэрозоль, предпочтительно выполнено с возможностью генерирования флуктуационного электромагнитного поля, имеющего напряженность магнитного поля (напряженность магнитного поля), составляющую от 1 килоампера на метр до 5 килоампер на метр (кА/м), предпочтительно от 2 килоампер на метр до 3 килоампер на метр (кА/м), например, 2,5 килоампера на метр (кА/м). Электрически управляемое устройство, генерирующее аэрозоль, предпочтительно выполнено с возможностью генерирования флуктуационного электромагнитного поля, имеющего частоту, составляющую от 1 мегагерца (МГц) до 30 мегагерц, например, от 1 мегагерца до 10 мегагерц, например, от 5 мегагерц до 7 мегагерц.
Предпочтительно продолговатый токоприемник согласно настоящему изобретению является частью расходуемого элемента и, таким образом, используется только один раз. Вкусоароматическое вещество последующих изделий, генерирующих аэрозоль, может быть более однородным вследствие того факта, что для нагрева каждого изделия, генерирующего аэрозоль, используется новый токоприемник. Требование очистки устройства, генерирующего аэрозоль, значительно упрощается для устройств с повторно используемыми нагревательными элементами и может быть выполнено без повреждения источника тепла. Кроме того, отсутствие нагревательного элемента, который должен проникать внутрь субстрата, образующего аэрозоль, означает, что вставка изделия, генерирующего аэрозоль, в устройство, генерирующее аэрозоль, и удаление из него с меньшей вероятностью вызовет случайное повреждение либо изделия, генерирующего аэрозоль, либо устройства, генерирующего аэрозоль. Следовательно, вся система, генерирующая аэрозоль, является надежной.
Когда токоприемник находится внутри флуктуационного электромагнитного поля, вихревые токи, индуцированные в токоприемнике, вызывают нагрев токоприемника. В идеале токоприемник находится в тепловом контакте с гелем или пористым материалом, заполненным гелем, трубчатого элемента, таким образом, гель, или пористый материал, заполненный гелем, или как гель, так и пористый материал, заполненный гелем, нагреваются токоприемником.
В комбинации с конкретными вариантами осуществления изделие, генерирующее аэрозоль, предназначено для зацепления с электрически управляемым устройством, генерирующим аэрозоль, содержащим источник индукционного нагрева. Источник индукционного нагрева или катушка индуктивности генерирует флуктуационное электромагнитное поле для нагрева токоприемника, находящегося внутри флуктуационного электромагнитного поля. При использовании изделие, генерирующее аэрозоль, зацепляется с устройством, генерирующим аэрозоль, вследствие чего токоприемник находится внутри флуктуационного электромагнитного поля, генерируемого катушкой индуктивности.
Предпочтительно токоприемник имеет размер по длине, который больше, чем его размер по ширине или его размер по толщине, например, в два раза больше, чем его размер по ширине или его размер по толщине. Таким образом, токоприемник может быть описан как продолговатый токоприемник. Такой токоприемник размещен по существу продольно внутри стержня. Это означает, что размер по длине продолговатого токоприемника размещен так, что является приблизительно параллельным продольному направлению изделия, генерирующего аэрозоль, например, находится в диапазоне плюс или минус 10 градусов относительно продольной оси относительно продольного направления стержня. В предпочтительных вариантах осуществления элемент в виде продолговатого токоприемника может быть расположен в радиально центральном положении внутри изделия, генерирующего аэрозоль, и проходит вдоль продольной оси изделия, генерирующего аэрозоль.
Токоприемник предпочтительно имеет форму штыря, стержня, полоски, листа или пластины. Токоприемник предпочтительно имеет длину, составляющую от 5 миллиметров до 15 миллиметров, например, от 6 миллиметров до 12 миллиметров или от 8 миллиметров до 10 миллиметров. Как правило, длина токоприемника является по меньшей мере такой же, как у трубчатого элемента, таким образом, как правило, составляет от 20 процентов до 120 процентов продольной длины трубчатого элемента, например, от 50 до 120 процентов длины трубчатого элемента, предпочтительно от 80 процентов до 120 процентов продольной длины трубчатого элемента. Токоприемник предпочтительно имеет ширину, составляющую от 1 миллиметра до 5 миллиметров, и может иметь толщину, составляющую от 0,01 миллиметра до 2 миллиметров, например, от 0,5 миллиметра до 2 миллиметров. Предпочтительный вариант осуществления может иметь толщину, составляющую от 10 микрометров до 500 микрометров или еще более предпочтительно от 10 микрометров до 100 микрометров. Если токоприемник имеет постоянное поперечное сечение, например, круглое поперечное сечение, он имеет предпочтительные ширину или диаметр, составляющие от 1 миллиметра до 5 миллиметров.
Токоприемник может быть образован из любого материала, который может быть индукционно нагрет до температуры, достаточной для генерирования аэрозоля из субстрата, образующего аэрозоль. В предпочтительных вариантах осуществления токоприемник содержит металл или углерод. Предпочтительный токоприемник может содержать ферромагнитный материал, например, ферритный чугун, или ферромагнитную сталь, или нержавеющую сталь. В других конкретных вариантах осуществления токоприемник содержит алюминий. Предпочтительные токоприемники могут быть образованы из нержавеющей стали серии 400, например, нержавеющей стали марки 410, или марки 420, или марки 430. Разные материалы будут рассеивать разные количества энергии, будучи расположенными внутри электромагнитных полей, имеющих подобные значения частоты и напряженности поля. Таким образом, все параметры токоприемника, такие как тип материала, длина, ширина и толщина, могут быть изменены для обеспечения желаемого рассеивания мощности внутри известного электромагнитного поля.
Предпочтительно токоприемники нагреваются до температуры свыше 250 градусов Цельсия. Однако предпочтительно токоприемники нагреваются до температуры, составляющей меньше чем 350 градусов Цельсия, для предотвращения возгорания материала, находящегося в контакте с токоприемником. Подходящие токоприемники могут содержать неметаллическую сердцевину с металлическим слоем, размещенным на неметаллической сердцевине, например, с металлическими дорожками, образованными на поверхности керамической сердцевины.
Токоприемник может иметь защитный наружный слой, например, защитный керамический слой или защитный стеклянный слой, охватывающий продолговатый токоприемник. Токоприемник может содержать защитное покрытие, образованное из стекла, керамики или инертного металла, образованное поверх сердцевины материала токоприемника.
Предпочтительно токоприемник размещен в тепловом контакте с субстратом, образующим аэрозоль, например, внутри трубчатого элемента. Таким образом, при нагреве токоприемника нагревается субстрат, образующий аэрозоль, и материал высвобождается из геля с образованием аэрозоля. Предпочтительно токоприемник размещен в непосредственном физическом контакте с гелем, содержащим активное вещество, например, внутри трубчатого элемента, причем токоприемник предпочтительно окружен гелем или пористой средой, заполненной гелем.
В конкретных вариантах осуществления изделие, генерирующее аэрозоль, или трубчатый элемент содержит единственный токоприемник. Альтернативно в других конкретных вариантах осуществления трубчатый элемент или изделие, генерирующее аэрозоль, содержит более одного токоприемника.
Любой из признаков, описанных в настоящем документе в отношении конкретного варианта осуществления, аспекта или примера трубчатого элемента, изделия, генерирующего аэрозоль, или устройства, генерирующего аэрозоль, может быть в равной степени применен к любому варианту осуществления трубчатого элемента, изделия, генерирующего аэрозоль, или устройства, генерирующего аэрозоль.
Далее ссылка будет сделана на графические материалы, на которых изображен один или более аспектов, описанных в настоящем изобретении. Однако будет понятно, что другие аспекты, не изображенные на графических материалах, попадают в рамки объема настоящего изобретения. Сходные номера, используемые на фигурах, относятся к сходным компонентам, этапам и т. п. Однако будет понятно, что использование номера для обозначения компонента на заданной фигуре не предназначено для ограничения компонента на другой фигуре, отмеченного тем же номером. Дополнительно использование разных номеров для обозначения компонентов на разных фигурах не предназначено для указания того, что компоненты под разными номерами не могут быть одинаковыми с компонентами под другими номерами или подобными им. Фигуры представлены в целях иллюстрации, а не ограничения. Схематические изображения, представленные на фигурах, не обязательно выполнены в масштабе.
Фиг. 1 представляет собой схематический вид в разрезе устройства, генерирующего аэрозоль, и схематический вид сбоку изделия, генерирующего аэрозоль, которое может быть вставлено в устройство, генерирующее аэрозоль.
Фиг. 2 представляет собой схематический вид в разрезе устройства, генерирующего аэрозоль, изображенного на фиг. 1, и схематический вид сбоку изделия, изображенного на фиг. 1, вставленного в устройство, генерирующее аэрозоль.
Фиг. 3-6 представляют собой схематические виды в разрезе различных вариантов осуществления изделий, генерирующих аэрозоль.
Фиг. 7 представляет собой схематический вид сбоку изделия, генерирующего аэрозоль.
Фиг. 8 представляет собой схематический перспективный вид варианта осуществления изделия, генерирующего аэрозоль, изображенного на фиг. 7, на котором секция обертки удалена в иллюстративных целях.
Фиг. 9 представляет собой схематический вид сбоку изделия, генерирующего аэрозоль.
Фиг. 10 представляет собой схематический вид сбоку варианта осуществления изделия, генерирующего аэрозоль, изображенного на фиг. 9, причем часть обертки удалена.
Фиг. 11 представляет собой схематический вид направляющей для текучей среды образца изделия, генерирующего аэрозоль.
Фиг. 12 представляет собой схематический вид образца изделия, генерирующего аэрозоль, на котором направляющая для текучей среды, изображенная на фиг. 11, вставлена.
На фиг. 13 показан вид в разрезе вдоль длины изделия, генерирующего аэрозоль.
На фиг. 14, 15 и 16 показаны перспективный вид и два вида в поперечном разрезе трубчатого элемента для изделия, генерирующего аэрозоль.
На фиг. 17 показана часть процесса изготовления для трубчатого элемента для изделия, генерирующего аэрозоль.
На фиг. 18 показана часть дополнительного процесса изготовления для трубчатого элемента для изделия, генерирующего аэрозоль.
На фиг. 19 показана часть альтернативного процесса изготовления для трубчатого элемента для изделия, генерирующего аэрозоль.
На фиг. 20 показана система, генерирующая аэрозоль, содержащая электрически нагреваемое устройство, генерирующее аэрозоль, и изделие, генерирующее аэрозоль.
На фиг. 21, 22 и 23 показаны виды в поперечном разрезе дополнительных трубчатых элементов для изделия, генерирующего аэрозоль.
На фиг. 24 показан вид в разрезе вдоль длины изделия, генерирующего аэрозоль.
На фиг. 25-29 показаны схематические виды в поперечном разрезе различных трубчатых элементов.
На фиг. 30-34 показаны схематические виды в поперечном разрезе различных трубчатых элементов.
На фиг. 35 показано схематическое изображение процесса изготовления согласно настоящему изобретению.
На фиг. 36 показан увеличенный схематический вид одной части процесса изготовления, показанного на фиг. 35.
На фиг. 37 показано схематическое изображение процесса изготовления согласно настоящему изобретению.
На фиг. 38 показан увеличенный схематический вид одной части процесса изготовления, показанного на фиг. 37.
На фиг. 39 показан увеличенный схематический вид одной части процесса изготовления, показанного на фиг. 37.
На фиг. 40 показано схематическое изображение процесса изготовления согласно настоящему изобретению.
На фиг. 41 показан увеличенный схематический вид одной части процесса изготовления, показанного на фиг. 40.
На фиг. 42 показан увеличенный схематический вид одной части процесса изготовления, показанного на фиг. 40.
На фиг. 43 показано схематическое изображение процесса изготовления согласно настоящему изобретению.
На фиг. 44 показан увеличенный схематический вид одной части процесса изготовления, показанного на фиг. 43.
На фиг. 45 показано схематическое изображение процесса изготовления согласно настоящему изобретению.
На фиг. 46 показан увеличенный схематический вид одной части процесса изготовления, показанного на фиг. 45.
На фиг. 47 показан увеличенный схематический вид одной части процесса изготовления, показанного на фиг. 45.
На фиг. 48 показано схематическое изображение процесса изготовления согласно настоящему изобретению.
На фиг. 49 показан увеличенный схематический вид одной части процесса изготовления, показанного на фиг. 48.
На фиг. 50 показано схематическое изображение процесса изготовления согласно настоящему изобретению.
На фиг. 51 показан увеличенный схематический вид одной части процесса изготовления, показанного на фиг. 50.
На фиг. 52 показан увеличенный схематический вид одной части процесса изготовления, показанного на фиг. 50.
На фиг. 53 показано схематическое изображение процесса изготовления согласно настоящему изобретению.
На фиг. 54 показан увеличенный схематический вид одной части процесса изготовления, показанного на фиг. 53.
На фиг. 55 показан увеличенный схематический вид одной части процесса изготовления, показанного на фиг. 53.
На фиг. 56 показано схематическое изображение процесса изготовления согласно настоящему изобретению.
На фиг. 57 показан увеличенный схематический вид одной части процесса изготовления, показанного на фиг. 56.
На фиг. 1-6 показан вид в продольном разрезе изделий 100, генерирующих аэрозоль. Другими словами, на фиг. 1-6 показан вид изделия 100, генерирующего аэрозоль, в продольном разрезе пополам. В вариантах осуществления по фиг. 1-6 изделие, генерирующее аэрозоль, является трубчатым. Если посмотреть на всю концевую поверхность изделия 100, генерирующего аэрозоль, по фиг. 1-6, либо с ближнего конца 101, либо с дальнего конца 103 она будет круглой. Трубчатый элемент 500, если он использован или показан в вариантах осуществления по фиг. 1-6, является также трубчатым. Трубчатый элемент 500 является, возможно, трубчатым компонентом трубчатого изделия 100, генерирующего аэрозоль, в соответствии с вариантами осуществления по фиг. 1-6. Если посмотреть на всю концевую поверхность трубчатого элемента 500, используемого или показанного в варианте осуществления по фиг. 1-6, будь то с ближнего конца или дальнего конца, поверхность трубчатого элемента будет круглой. Поскольку фиг. 1-6 представляют собой двухмерный вид в продольном разрезе, боковой изгиб изделия, генерирующего аэрозоль, и трубчатого элемента 600, помимо прочих компонентов, не может быть виден. Графические материалы предназначены в иллюстративных целях для пояснения настоящего изобретения и могут быть выполнены не в масштабе. Трубчатый элемент 500, если он показан на фиг. 1-6, предназначен для иллюстрации трубчатого элемента 500 в изделии 100, генерирующем аэрозоль, но признаки изделия 100, генерирующего аэрозоль, являются необязательными в отношении показанного варианта осуществления трубчатого элемента 500 и не должны рассматриваться как существенные признаки трубчатого элемента 500.
На фиг. 1-2 проиллюстрирован пример изделия 100, генерирующего аэрозоль, и устройства 200, генерирующего аэрозоль. Изделие 100, генерирующее аэрозоль, имеет ближний или мундштучный конец 101 и дальний конец 103. На фиг. 2 дальний конец 103 изделия 100, генерирующего аэрозоль, вмещен в резервуар 220 устройства 200, генерирующего аэрозоль. Устройство 200, генерирующее аэрозоль, содержит обертку 110, определяющую резервуар 220, который выполнен с возможностью вмещения изделия 100, генерирующего аэрозоль. Устройство 200, генерирующее аэрозоль, также содержит нагревательный элемент 230, который образует полость 235, выполненную с возможностью вмещения изделия 100, генерирующего аэрозоль, предпочтительно путем посадки с натягом. Нагревательный элемент 230 может содержать электрически резистивный нагревательный компонент. Дополнительно устройство 200 содержит блок 240 питания и управляющую электронику 250, которые взаимодействуют для управления нагревом нагревательного элемента 230.
Нагревательный элемент 230 может нагревать дальний конец 103 изделия 100, генерирующего аэрозоль, который содержит трубчатый элемент 500 (не показан). В этом примере трубчатый элемент 500 содержит гель 124, содержащий активное вещество, и причем активное вещество содержит никотин. Нагрев изделия 100, генерирующего аэрозоль, заставляет трубчатый элемент 500, содержащий гель 124, содержащий активное вещество, генерировать аэрозоль, содержащий активное вещество, который может передаваться из изделия 100, генерирующего аэрозоль, на ближнем конце 101. Устройство 200, генерирующее аэрозоль, содержит кожух 210.
На фиг. 1-2 не показан точный нагревательный механизм.
В некоторых примерах нагревательный механизм может осуществлять нагрев путем проводимости, где тепло передается от нагревательного элемента 230 устройства 200, генерирующего аэрозоль, к изделию 100, генерирующему аэрозоль. Это может происходить легко, когда изделие 100, генерирующее аэрозоль, расположено в резервуаре 220 устройства 200, генерирующего аэрозоль, и дальнем конце 103 (который предпочтительно является концом, где находится трубчатый элемент 500, содержащий гель), и, таким образом, изделие 100, генерирующее аэрозоль, находится в контакте с нагревательным элементом 230 устройства 200, генерирующего аэрозоль. В конкретных примерах нагревательный элемент содержит нагревательную пластину, которая выступает из устройства 200, генерирующего аэрозоль, и подходит для проникновения в изделие 100, генерирующее аэрозоль, для создания непосредственного контакта с гелем 124 трубчатого элемента 500.
В этом примере нагревательный механизм осуществляет нагрев путем индукции, где нагревательный элемент излучает радиомагнитное излучение, которое поглощается трубчатым элементом, когда изделие 100, генерирующее аэрозоль, расположено в резервуаре 220 устройства 200, генерирующего аэрозоль.
На фиг. 3a и 3b изображен вариант осуществления изделия 100, генерирующего аэрозоль, содержащего обертку 110 и направляющую 400 для текучей среды. На фиг. 3a и 3b показан вид в продольном разрезе изделия 100, генерирующего аэрозоль. Другими словами, фиг. 3a и фиг. 3b представляют собой вид изделия 100, генерирующего аэрозоль, в продольном разрезе пополам. В варианте осуществления по фиг. 3a и фиг. 3b изделие, генерирующее аэрозоль, является трубчатым. Если посмотреть на всю концевую поверхность изделия 100, генерирующего аэрозоль, по фиг. 3a или 3b либо с ближнего конца 101, либо с дальнего конца 103, она будет круглой. Трубчатый элемент 500 на фиг. 3a или фиг. 3b является также трубчатым. Трубчатый элемент 500 является трубчатым компонентом трубчатого изделия 100, генерирующего аэрозоль, в соответствии с вариантами осуществления по фиг. 3a и фиг. 3b. Если посмотреть на всю концевую поверхность трубчатого элемента 500 в соответствии с вариантом осуществления по фиг. 3a или фиг. 3b либо с ближнего конца, либо с дальнего конца, поверхность трубчатого элемента будет круглой. Поскольку фиг. 3a и фиг. 3b представляют собой двухмерный вид в продольном разрезе, боковой изгиб изделия, генерирующего аэрозоль, и трубчатого элемента 600, помимо прочих компонентов, не может быть виден. На фиг. 3a ближний конец трубчатого элемента 500 не показан как прямая кромка. На фиг. 3b показан ближний конец трубчатого элемента 500 в виде прямой линии, параллельной ширине изделия, генерирующего аэрозоль. Графические материалы предназначены в иллюстративных целях для пояснения настоящего изобретения и могут быть выполнены не в масштабе. Трубчатый элемент 500 показан на фиг. 3a и фиг. 3b для иллюстрации трубчатого элемента в изделии, генерирующем аэрозоль, но признаки изделия 100, генерирующего аэрозоль, являются необязательными в отношении показанного варианта осуществления трубчатого элемента и не должны рассматриваться как существенные признаки трубчатого элемента 500.
Направляющая 400 для текучей среды имеет ближний конец 401, дальний конец 403 и внутренний продольный проход 430 от дальнего конца 403 до ближнего конца 401. Внутренний продольный проход 430 имеет первую часть 410 и вторую часть 420. Первая часть 410 определяет первую часть прохода 430, которая проходит от дальнего конца 413 первой части 410 до ближнего конца 411 первой части 410. Вторая часть 420 определяет вторую часть прохода 430, которая проходит от дальнего конца 423 второй части 420 до ближнего конца 421 второй части 420. Первая часть 410 прохода 430 имеет суженную площадь поперечного сечения, проходящую от дальнего конца 413 до ближнего конца 411 первой части 410, чтобы вызвать ускорение текучей среды, например, воздуха, через эту первую часть 410 внутреннего продольного прохода 430 при приложении отрицательного давления на ближнем конце 101 изделия 100, генерирующего аэрозоль. Площадь поперечного сечения первой части 410 внутреннего продольного прохода 430 сужается от дальнего конца 413 к ближнему концу 411 первой части 410. Вторая часть 420 внутреннего продольного прохода 430 имеет расширяющуюся площадь поперечного сечения от дальнего конца 423 до ближнего конца 421 второй части 420 направляющей 400 для текучей среды. Во второй части 420 внутреннего продольного прохода 430 текучая среда может замедляться.
Обертка 110 определяет открытый ближний конец 101 изделия 100, генерирующего аэрозоль, и дальний конец 103. Трубчатый элемент 500, содержащий гель, содержащий активное вещество (не показано), размещен в дальнем конце 103 изделия 100, генерирующего аэрозоль. Изделие 100, генерирующее аэрозоль, содержит концевую заглушку 600 на своем крайнем дальнем конце 103. Концевая заглушка 600 расположена на дальней стороне трубчатого элемента 500. Концевая заглушка 600 содержит материал с высоким сопротивлением затяжке, тем самым отклоняя текучую среду для входа в изделие 100, генерирующее аэрозоль, через отверстия 150 при приложении отрицательного давления к ближнему концу 101 изделия 100, генерирующего аэрозоль. Аэрозоль, генерируемый или высвобождаемый из трубчатого элемента 500, содержащего активное вещество, при нагреве может входить в полость 140 в изделии, генерирующем аэрозоль, дальше по ходу потока от трубчатого элемента 500 для переноса через внутренний продольный проход 430.
Отверстия 150 проходят через обертку 110. По меньшей мере одно отверстие 150 находится в сообщении с внешним продольным проходом 440, образованным между внешней поверхностью направляющей 400 для текучей среды и внутренней поверхностью обертки 110. Уплотнение образовано между направляющей 400 для текучей среды и оберткой 110 в местоположении между отверстиями 150 и ближним концом 101.
При приложении отрицательного давления к ближнему концу 101 изделия 100, генерирующего аэрозоль, текучая среда входит в отверстия 150, протекает через внешние продольные проходы 440 в полость 140 и к трубчатому элементу 500, содержащему гель, содержащий активное вещество, где текучая среда может захватывать аэрозоль, когда трубчатый элемент 500, содержащий гель, содержащий активное вещество, нагревается. Текучая среда затем протекает через внутренний продольный проход 430 и через ближний конец 101 изделия 100, генерирующего аэрозоль. По мере протекания текучей среды через первую часть 410 внутреннего продольного прохода 430 текучая среда ускоряется. По мере протекания текучей среды через вторую часть внутреннего продольного прохода 430 текучая среда замедляется. В изображенном варианте осуществления обертка 110 определяет ближнюю полость 130 между ближним концом 401 направляющей 400 для текучей среды и ближним концом 101 изделия 100, которая может служить для замедления текучей среды перед выходом из мундштучного конца 101.
На фиг. 4 изображен другой вариант осуществления изделия 100, генерирующего аэрозоль, содержащего обертку 110 и направляющую 400 для текучей среды.
Направляющая 400 для текучей среды имеет ближний конец 401, дальний конец 403 и внутренний продольный проход 430 от дальнего конца 403 до ближнего конца 401. Внутренний продольный проход 430 имеет первую часть 410, вторую часть 420 и третью часть 435. Первая часть 410 находится между второй 420 и третьей 435 частями. Первая часть 410 определяет первую часть внутреннего продольного прохода 430, которая проходит от дальнего конца 413 первой части 410 до ближнего конца 411 первой части 410. Вторая часть 420 определяет вторую часть внутреннего продольного прохода 430, которая проходит от дальнего конца 423 второй части 420 до ближнего конца 421 второй части 420. Третья часть 435 определяет третью часть внутреннего продольного прохода 430, которая проходит от дальнего конца 433 третьей части до ближнего конца 431 третьей части. Третья часть 435 имеет по существу постоянный внутренний диаметр от ближнего конца 431 до дальнего конца 433. Первая часть 410 внутреннего продольного прохода 430 имеет суженную площадь поперечного сечения, проходящую от дальнего конца 413 до ближнего конца 411 первой части 410, чтобы вызвать ускорение текучей среды через эту первую часть 410 внутреннего продольного прохода 430 при приложении отрицательного давления на ближнем конце 101 изделия 100, генерирующего аэрозоль. Площадь поперечного сечения первой части 410 внутреннего продольного прохода 430 сужается от дальнего конца 413 к ближнему концу 411 первой части 410. Вторая часть 420 внутреннего продольного прохода 430 имеет расширяющуюся площадь поперечного сечения от дальнего конца 423 до ближнего конца 421 второй части 420 внутреннего прохода 430 для текучей среды. Во второй части 420 внутреннего продольного прохода 430 текучая среда может замедляться по мере своего движения от дальнего к ближнему направлению.
Как и изделие 100, изображенное на фиг. 3, изделие, изображенное на фиг. 4, содержит обертку 110, которая определяет открытый ближний конец 101 и дальний конец 103 с концевой заглушкой 600 с высоким сопротивлением затяжке. Трубчатый элемент 500, содержащий гель, содержащий активное вещество, размещен в дальнем конце 103 изделия, генерирующего аэрозоль. Аэрозоль, высвобождаемый из геля, содержащего активное вещество, при нагреве может входить в полость 140 в изделии 110, генерирующем аэрозоль, для переноса через внутренний продольный проход 430.
Хотя это не показано на фиг. 4, изделие 100, генерирующее аэрозоль, содержит по меньшей мере одно отверстие (например, отверстия 150, показанные на фиг. 3), которое проходит через обертку 110 и находится в сообщении с внешним продольным проходом 440, образованным между внешней поверхностью направляющей 400 для текучей среды и внутренней поверхностью обертки 110. Уплотнение образовано между направляющей 400 для текучей среды и оберткой 110 в местоположении между отверстиями и ближним концом 101. Хоть уплотнение не обязательно должно быть непроницаемым для текучей среды, преимущественно, что уплотнение здесь имеет высокое сопротивление затяжке или некоторую степень непроницаемости для отклонения текучей среды, входящей в отверстия 150 вдоль внешних продольных проходов, в дальнем направлении к трубчатому элементу 500. Третья часть 435 направляющей 400 для текучей среды проходит по длине направляющей 400 для текучей среды и внешнего продольного прохода 440 для обеспечения дополнительного расстояния между отверстиями (не показанными на фиг. 4, которые могут находиться вблизи от ближнего конца 401 внутреннего продольного прохода) и трубчатым элементом 500, содержащим гель, содержащий активное вещество, так что утечка геля, содержащего активное вещество, через отверстия 150 маловероятна.
При приложении отрицательного давления к ближнему концу 101 изделия 100, генерирующего аэрозоль, изображенного на фиг. 4, текучая среда входит в отверстия 150, протекает через внешний продольный проход 440 в полость 140 и к трубчатому элементу 500, содержащему гель, содержащий активное вещество, где текучая среда может захватывать материал из геля, содержащего активное вещество, при его нагреве. Текучая среда может затем протекать через внутренний продольный проход 430 и через ближний конец 101 изделия, генерирующего аэрозоль. По мере протекания текучей среды через внутренний продольный проход 430 текучая среда протекает через третью часть 435, первую часть 410, а затем вторую часть 420 изделия 100, генерирующего аэрозоль. По мере протекания текучей среды через первую часть 410 внутреннего продольного прохода 430 текучая среда ускоряется. По мере протекания текучей среды через вторую часть 420 внутреннего продольного прохода 430 текучая среда замедляется. В альтернативных конкретных вариантах осуществления вторая часть 420 и третья часть 435 внутреннего продольного прохода 430 являются необязательными. В изображенном варианте осуществления обертка определяет ближнюю полость 130 между ближним концом 401 направляющей 400 для текучей среды и ближним концом 101 изделия 100, которая может служить для замедления текучей среды перед выходом из ближнего конца 101.
На фиг. 5 и фиг. 6 изображены дополнительные варианты осуществления изделий 100, генерирующих аэрозоль, которые содержат обертку 110, концевую заглушку 600, трубчатый элемент 500, который содержит гель, содержащий активное вещество, ближнюю полость 130, полость 140 и направляющую 400 для текучей среды. Направляющая 400 для текучей среды имеет ближний конец 401, дальний конец 403 и внутренний продольный проход 430 от дальнего конца 403 до ближнего конца 401. Внутренний продольный проход 430 имеет первую часть 410 и третью часть 435. Первая часть 410 определяет первую часть 410 внутреннего продольного прохода 430, которая проходит от дальнего конца 413 первой части 410 до ближнего конца 411 первой части 410. Третья часть 435 определяет третью часть внутреннего продольного прохода 430, которая проходит от ближнего конца 433 третьей части 435 до дальнего конца 431 третьей части 435. Третья часть 435 имеет по существу постоянный внутренний диаметр от ближнего конца 433 до дальнего конца 431.
На фиг. 5 первая часть 410 внутреннего продольного прохода 430 имеет по существу постоянный внутренний диаметр от дальнего конца 413 до ближнего конца 411 первой части 410. Внутренний диаметр внутреннего продольного прохода 430 на первой части 410 меньше, чем внутренний диаметр внутреннего продольного прохода 430 на третьей части 435. Ограниченный внутренний диаметр внутреннего продольного прохода 430 на первой части 410 относительно третьей части 435 может вызывать ускорение текучей среды по мере ее протекания от третьей части 435 до первой части 410.
На фиг. 6 первая часть 410 направляющей 400 для текучей среды содержит несколько сегментов 410A, 410B, 410C со ступенчатыми внутренними диаметрами. Самый дальний сегмент 410A имеет наибольший внутренний диаметр, и самый ближний сегмент 410C имеет наименьший внутренний диаметр. По мере протекания текучей среды через внутренний продольный проход 430 от первого сегмента 410A до второго сегмента 401B и от второго сегмента 410B до третьего сегмента 410C текучая среда может ускоряться по мере сужения ступенчатым образом площади поперечного сечения внутреннего продольного прохода 430.
Первые части 410 на фиг. 5 и фиг. 6 предоставляют примеры конструкции, которая может быть полезна, когда материал, используемый для образования первой части 410, не является легкоформуемым. Например, первая часть 410 или сегменты 410A, 410B, 410C первой части 410 могут быть образованы из ацетилцеллюлозного штранга. В отличие от этого, первые части 410 направляющей 400 для текучей среды, изображенные на фиг. 3 и фиг. 4, предоставляют примеры конструкции, которая может быть полезна, когда материал, используемый для образования первой части 410, является формуемым, например, когда первая часть образована, например, из полиэфирэфиркетона (PEEK).
Как и изделие 100, генерирующее аэрозоль, изображенное на фиг. 3 и фиг. 4, изделия, генерирующие аэрозоль, изображенные на фиг. 5 и фиг. 6, содержат обертку 110, которая определяет открытый ближний конец 101 и дальний конец 103 с концевой заглушкой 600, причем концевая заглушка 600 имеет высокое сопротивление затяжке. Трубчатый элемент 500, в этих примерах содержащий гель 124, содержащий активное вещество, размещен в дальнем конце 103 изделия 100, генерирующего аэрозоль. Аэрозоль, высвобождаемый из трубчатого элемента 500, содержащего гель 124, содержащий активное вещество, при нагреве может входить в полость 140 в изделии 100, генерирующем аэрозоль, для переноса через внутренний продольный проход 430.
Хотя это не показано на фиг. 5 и фиг. 6, изделие 100, генерирующее аэрозоль, содержит по меньшей мере одно отверстие (например, отверстия 150, показанные на фиг. 3), которое проходит через обертку 110 и находится в сообщении с внешним продольным проходом 440, образованным между внешней поверхностью направляющей 400 для текучей среды и внутренней поверхностью обертки 110. Уплотнение образовано между направляющей 400 для текучей среды и оберткой 110 в местоположении между отверстием или отверстиями 150 и ближним концом 101. Это помогает отклонять текучую среду, входящую через отверстия 150 вдоль внешних продольных проходов 440, в трубчатый элемент 500 или в дальнем направлении. Третья часть 435 внутреннего продольного прохода 430, помимо прочего, предназначена для того, чтобы проходить по длине направляющей 400 для текучей среды и внешнего продольного прохода 440 для обеспечения дополнительного расстояния между отверстиями 150 (не показанными на фиг. 5 и фиг. 6, которые могут находиться вблизи от ближнего конца внешнего продольного прохода 440) и трубчатым элементом 500, содержащим гель 124, содержащий активное вещество, так что утечка геля 124, содержащего активное вещество, через отверстия 150 маловероятна.
При приложении отрицательного давления к ближнему концу 101 изделия 100, генерирующего аэрозоль, изображенного на фиг. 5 и фиг. 6, текучая среда входит в отверстия 150, протекает через внешний продольный проход 440 в полость 140 к трубчатому элементу 500, содержащему гель 124, содержащий активное вещество, где текучая среда может захватывать материал из геля, когда трубчатый элемент 500 нагревается. Текучая среда может затем протекать через внутренний продольный проход 430 и через ближний конец 101. По мере протекания текучей среды через внутренний продольный проход 430 текучая среда протекает через третью часть 435, а затем первую часть 410 изделия 100, генерирующего аэрозоль. По мере протекания текучей среды в первую часть 410 внутреннего продольного прохода 430 внутренний продольный проход 430 может обеспечивать ускорение, поскольку внутренний диаметр внутреннего продольного прохода 430 на первой части 410 меньше, чем на третьей части 435. В изделии 100, генерирующем аэрозоль, изображенном на фиг. 6, текучая среда может ускоряться при ее прохождении через каждый сегмент 410A, 410B, 410C первой части 410.
В вариантах осуществления, изображенных на фиг. 4 и фиг. 5, обертка определяет полость 130 между ближним концом 401 направляющей 400 для текучей среды и ближним концом 101 изделия 100, генерирующего аэрозоль, которая может служить для замедления текучей среды, которая выходит из внутреннего продольного прохода 430 на ближнем конце 401 направляющей 400 для текучей среды перед выходом из ближнего конца 101.
На фиг. 7-8 проиллюстрирован вариант осуществления изделия 100, генерирующего аэрозоль. Изделие 100, генерирующее аэрозоль, содержит обертку 110 и отверстия 150, проходящие через обертку 110. Изделие, генерирующее аэрозоль, содержит концевую заглушку 600, которая образует дальний конец 103 изделия 100, генерирующего аэрозоль. Концевая заглушка имеет высокое сопротивление затяжке. Трубчатый элемент 500, содержащий гель, содержащий активное вещество, размещен на ближней стороне концевой заглушки 600 в изделии 100, генерирующем аэрозоль. При нагреве трубчатый элемент 500 может образовывать аэрозоль, который входит в полость 140 к ближней стороне трубчатого элемента 500.
На фиг. 7 показан вид сбоку трубчатого изделия 100, генерирующего аэрозоль. Если посмотреть на поверхность либо ближнего конца 101, либо дальнего конца 103, концевая поверхность будет круглой. Фиг. 7 представляет собой двухмерное изображение, и, таким образом, изгиб трубчатого изделия, генерирующего аэрозоль, не может быть виден. Фиг. 8 представляет собой перспективный вид в частичном разрезе того же варианта осуществления, который показан и описан с помощью фиг. 7. Можно видеть, что поверхность дальнего конца, хоть она и частично заблокирована, является круглой. Можно видеть, что поверхность ближнего конца 101, хоть она и частично разрезана, будет также круглой. Также на фиг. 8 можно видеть, что трубчатый элемент 500 имеет трубчатую форму. Также на фиг. 8 можно видеть, что концевая крышка 600 также имеет трубчатую форму для этого варианта осуществления.
По меньшей мере одно из отверстий 150 находится в сообщении с по меньшей мере одним внешним продольным проходом 440, образованным между направляющей 400 для текучей среды и оберткой 110 и между боковыми стенками 450. Направляющая 400 для текучей среды имеет обод 460, который прижимается к внутренней поверхности обертки 110 для образования уплотнения. Уплотнение образуется между ближним концом 101 и отверстиями 150.
При приложении отрицательного давления на ближнем конце 101 текучая среда, например, воздух, может входить в отверстия 150 и протекать через внешние продольные проходы 440 в полость 140, а затем через трубчатый элемент 500, где материал из геля 124 высвобождается в текучую среду. Текучая среда затем двигается через внутренний продольный проход 430 через направляющую 400 для текучей среды, в полость 130, определенную оберткой 110, и через ближний конец 101 изделия 100, генерирующего аэрозоль (и выходит из него). Внутренний продольный проход 430 направляющей 400 для текучей среды может быть выполнен любым подходящим образом, например, как в примерах, показанных на фиг. 3-6.
На фиг. 9-10 проиллюстрирован вариант осуществления изделия 100, генерирующего аэрозоль, которое содержит мундштук 170, который образует часть обертки 110 и направляющей 400 для текучей среды изделия 100, генерирующего аэрозоль. Изделие 100, генерирующее аэрозоль, содержит трубчатый элемент 500, который образует дальний конец 103 изделия 100, генерирующего аэрозоль, а также образован частью обертки 110. Трубчатый элемент 500 выполнен с возможностью вмещения дальней частью мундштука 170, например, путем посадки с натягом. Трубчатый элемент, содержащий гель 124, содержащий активное вещество (не показано), может быть размещен в дальнем конце 103. Изделие 100, генерирующее аэрозоль, содержит концевую заглушку 600 на крайнем дальнем конце 103. Концевая заглушка 600 имеет высокое сопротивление затяжке.
На фиг. 9 показана часть вида сбоку в разрезе трубчатого изделия 100, генерирующего аэрозоль. Если посмотреть на всю поверхность либо ближнего конца 101, либо дальнего конца 103, концевая поверхность будет круглой. Фиг. 9 представляет собой двухмерное изображение, и, таким образом, изгиб трубчатого изделия, генерирующего аэрозоль, не может быть виден. Фиг. 10 представляет собой перспективный вид в частичном разрезе той же части в частичном разрезе изделия 100, генерирующего аэрозоль, которая показана и описана с помощью фиг. 9. Можно видеть, что поверхность дальнего конца, хоть она и частично заблокирована, является круглой. Можно видеть, что поверхность ближнего конца 101, хоть она и частично разрезана, будет также круглой. Также на фиг. 10 можно видеть, что трубчатый элемент 500 имеет трубчатую форму. Также на фиг. 10 можно видеть, что концевая крышка 600 также имеет трубчатую форму для этого варианта осуществления.
Направляющая 400 для текучей среды содержит внутренний продольный проход 430 (не показан), который содержит часть, которая ускоряет текучую среду, и может содержать часть, которая замедляет текучую среду. Уплотнение образовано между оберткой 110 и направляющей 400 для текучей среды, поскольку обертка 110 и направляющая 400 для текучей среды образованы из одной части. Отверстие 150 образовано в обертке 110 и находится в сообщении с внешним продольным проходом 640, который образован по меньшей мере отчасти внутренней поверхностью обертки 110. Часть внешнего продольного прохода 640 в целом образована между внутренней поверхностью обертки 110 и наружной частью направляющей 400 для текучей среды. Внешний продольный проход 640 проходит меньше чем на полное расстояние вокруг изделия 100. В этом варианте осуществления внешний продольный проход 640 проходит вокруг 50 процентов расстояния по окружности изделия 100, генерирующего аэрозоль. Внешний продольный проход 640 направляет текучую среду, например, воздух, из отверстия 150 к трубчатому элементу 500 (не показан) вблизи от дальнего конца 103.
При приложении отрицательного давления на ближнем конце 101 текучая среда, например, окружающий воздух, входит в изделие 100, генерирующее аэрозоль, через отверстие 150. Текучая среда протекает через внешний продольный проход 640 к трубчатому элементу 500, содержащему гель 124, содержащий активное вещество, размещенному на дальнем конце 103. Текучая среда затем протекает через внутренний продольный проход 430 направляющей 400 для текучей среды, где текучая среда ускоряется и необязательно замедляется. Текучая среда, например, воздух, может затем выходить из ближнего конца 101 изделия 100, генерирующего аэрозоль.
Фиг. 11 представляет собой иллюстрацию направляющей 400 для текучей среды, образованной из такого материала, как полиэфирэфиркетон (PEEK), путем машинной обработки с числовым программным управлением (CNC). Направляющая 400 для текучей среды, изображенная на фиг. 11, имеет длину, составляющую 25 миллиметров, внешний диаметр на ближнем конце, составляющий 6,64 миллиметра, и внешний диаметр на дальнем конце, составляющий 6,29 миллиметра. Внешний диаметр на дальнем конце представляет собой диаметр дальнего конца от основания боковых стенок. Направляющая 400 для текучей среды имеет 12 внешних продольных проходов 640, образованных вокруг ее наружной поверхности, причем каждая боковая стенка имеет по существу полукруглую площадь поперечного сечения. Внешние продольные проходы 640 имеют радиус, составляющий 0,75 миллиметра, и длину, составляющую 20 миллиметров. Направляющая 400 для текучей среды имеет внутренний продольный проход 430 (не показан), содержащий три части: первую часть (часть, ускоряющую текучую среду), вторую часть (часть, замедляющую текучую среду), расположенную дальше по ходу потока или вблизи от первой части, и третью часть, расположенную раньше по ходу потока или на удалении от первой части. Третья часть внутреннего продольного прохода 430 направляющей 400 для текучей среды проходит от дальнего конца 103 изделия 100, генерирующего аэрозоль, и имеет внутренний диаметр на дальнем конце, составляющий 5,09 миллиметра, который уменьшается до диаметра, составляющего 4,83 миллиметра, на ближнем конце первой части внутреннего продольного прохода 430. Длина первой части внутреннего продольного прохода составляет 15 миллиметров. Первая часть внутреннего продольного прохода 430 проходит от ближнего конца третьей части до дальнего конца второй части. Первая часть внутреннего продольного прохода 430 имеет внутренний диаметр, составляющий 2 миллиметра, на своем дальнем конце, который сужается до 1 миллиметра на ближнем конце. Длина первой части внутреннего продольного прохода составляет 5,5 миллиметра. Вторая часть внутреннего продольного прохода 430 проходит от ближнего конца первой части до ближнего конца на ближнем конце изделия. Вторая часть внутреннего продольного прохода 430 имеет внутренний диаметр, составляющий 1 миллиметр, на своем дальнем конце, который является таким же, как внутренний диаметр на ближнем конце первой части. Внутренний диаметр второй части увеличивается с убывающей скоростью (по кривой) к ближнему концу, который имеет внутренний диаметр, составляющий 5 миллиметров. Длина второй части составляет 4,5 миллиметра. Соответственно, текучая среда, втягиваемая через внутренний проход направляющей для текучей среды от дальнего конца к ближнему концу, встречает камеру с по существу постоянным внутренним диаметром (третья часть), суженную секцию, выполненную с возможностью ускорения текучей среды (первая часть), и расширенную секцию, выполненную с возможностью замедления текучей среды (вторая часть). Было обнаружено, что предоставление такого внутреннего продольного прохода 430 для аэрозоля, высвобождаемого из нагреваемого трубчатого элемента 500 (не показан), может позволить регулировать объем аэрозоля и размер капель так, чтобы высвобождался удовлетворительный аэрозоль. Фиг. 11 представляет собой вид сбоку направляющей 400 для текучей среды трубчатой формы. Фиг. 11 представляет собой двухмерное изображение, и, следовательно, изгиб трубчатой формы направляющей 400 для текучей среды в этом варианте осуществления не может быть виден. Если посмотреть на концевую поверхность направляющей 400 для текучей среды этого варианта осуществления, поверхность будет круглой.
Фиг. 12 представляет собой иллюстрацию собранного изделия 100, генерирующего аэрозоль. Изделие 100, генерирующее аэрозоль, содержит обертку 110, в которую вставлена направляющая 400 для текучей среды по фиг. 11. Обертка, изображенная на фиг. 12, представляет собой в целом цилиндрическую бумажную трубку, имеющую длину, составляющую 45 миллиметров. Один конец обертки 110 является дальним для предоставления дальнего конца обертки для удерживания трубчатого элемента 500 (не показан). Ближняя часть наружной части направляющей 400 для текучей среды над внешними продольными проходами имеет диаметр, составляющий 6,64 миллиметра. Этот диаметр по существу идентичен внутреннему диаметру обертки, вследствие чего уплотнение путем посадки с натягом может быть образовано между ближней частью наружной части направляющей 400 для текучей среды и внутренней частью обертки 110. Дальняя часть наружной части направляющей 400 для текучей среды, проходящая по длине внешних продольных проходов, может иметь диаметр, который немного меньше, чем диаметр ближней части наружной части направляющей 400 для текучей среды, вследствие чего направляющая для текучей среды может быть легко вставлена в обертку 110 вплоть до ближней части наружной части, где осуществляется посадка с натягом. Фиг. 12 представляет собой вид сбоку изделия 100, генерирующего аэрозоль. Фиг. 12 представляет собой двухмерное изображение, и, следовательно, изгиб трубчатой формы изделия 100, генерирующего аэрозоль, в этом варианте осуществления не может быть виден. Если посмотреть на концевую поверхность изделия 100, генерирующего аэрозоль, этого варианта осуществления, поверхность будет круглой.
На фиг. 13 проиллюстрировано изделие 100, генерирующее аэрозоль, изготовленное с трубчатым элементом 500, содержащим гель 124, который проиллюстрирован дополнительно на фиг. 14, 15 и 16. Фиг. 13 представляет собой вид в продольном разрезе изделия 100, генерирующего аэрозоль. Фиг. 13 представляет собой двухмерное изображение, и, следовательно, изгиб трубчатой формы направляющей 100 для текучей среды и ее компонентов, например, трубчатого элемента 500, в этом варианте осуществления не может быть виден. Если посмотреть на всю концевую поверхность изделия 100, генерирующего аэрозоль, этого варианта осуществления, поверхность будет круглой. Подобным образом, если посмотреть на всю концевую поверхность трубчатого элемента 500 этого варианта осуществления, поверхность будет круглой.
Изделие 100, генерирующее аэрозоль, по фиг. 13 содержит четыре элемента, размещенных в соосном выравнивании: на дальнем конце 103 концевая заглушка 600 с высоким сопротивлением затяжке (RTD), трубчатый элемент 500, который содержит гель 124, направляющая 400 для текучей среды и мундштук 170 на ближнем конце 101. Эти четыре элемента размещены последовательно и окружены оберткой 110 для образования изделия 100, генерирующего аэрозоль. (В подобном, но альтернативном варианте осуществления имеется полость 140 между направляющей 400 для текучей среды и трубчатым элементом 500.) Изделие 100, генерирующее аэрозоль, имеет ближний или мундштучный конец 101 и дальний конец 103, находящийся на противоположном конце изделия 100, генерирующего аэрозоль, относительно ближнего конца 101. Не все компоненты трубчатого элемента 500 обязательно показаны или обозначены на фиг. 13.
При использовании текучая среда, например, воздух, втягивается через изделие 100, генерирующее аэрозоль, посредством отверстий 150 (не показанных, но подобных тем, которые описаны для примеров по фиг. 1-10) при приложении отрицательного давления на ближнем конце 101.
Концевая заглушка 600 находится на крайнем дальнем конце 103 изделия 100, генерирующего аэрозоль.
В этом примере трубчатый элемент 500 находится непосредственно дальше по ходу потока относительно концевой заглушки 600 и примыкает к концевой заглушке 600.
На фиг. 9 дальняя концевая часть внешней обертки 110 изделия 100, генерирующего аэрозоль, окружена полосой ободковой бумагой (не показана).
Как проиллюстрировано дополнительно на фиг. 14, 15 и 16, трубчатый элемент 500 представляет собой ацетилцеллюлозную трубку 122, содержащую гель 124 в сердцевине, например, сердцевина заполнена гелем 124. В этом примере гель 124 содержит активное вещество, причем активное вещество представляет собой никотин и вещество для образования аэрозоля. Другие примеры, подобные этому примеру, включают разные активные вещества или не включают ни одного. Не все компоненты трубчатого элемента 500 по фиг. 14, 15 и 16 обязательно показаны или обозначены.
На фиг. 14 показан перспективный вид трубчатого элемента 500, на фиг. 15 показан вид в поперечном разрезе, находящийся в одной плоскости с центральной осью трубчатого элемента 500, и на фиг. 16 показан вид в поперечном разрезе, перпендикулярный центральной оси. На фиг. 16 показана концевая поверхность трубчатого элемента 500.
Трубчатый элемент 500 находится в изделии 100, генерирующем аэрозоль, на дальнем конце 103 (фиг. 13) изделия 100, генерирующего аэрозоль, так что через трубчатый элемент 500 может проникать нагревательный элемент устройства 200, генерирующего аэрозоль, причем нагревательный элемент в этом примере проникает через концевую заглушку 600 (на крайнем дальнем конце 103 изделия 100, генерирующего аэрозоль) для контактирования с трубчатым элементом 500, который содержит гель 124. Таким образом, нагревательный элемент контактирует с гелем 124 или находится в непосредственной близости от геля 124.
Гель 124 содержит активное вещество, которое высвобождается в текучую среду, например, воздух, протекающую из отверстий 150 вдоль внешних продольных проходов (не показаны) в направляющей 400 для текучей среды к трубчатому элементу 500 рядом с дальним концом 103, а затем к ближнему концу 101 через внутренний продольный проход 430 (не показан). В этом проиллюстрированном примере активное вещество представляет собой никотин. Необязательно гель 124 дополнительно содержит вкусоароматическое вещество, например, ментол.
Трубчатый элемент 500 может дополнительно содержать пластификатор.
Направляющая 400 для текучей среды находится непосредственно дальше по ходу потока относительно трубчатого элемента 500 и примыкает к трубчатому элементу 500. (В подобном, но альтернативном конкретном примере, например, на фиг. 24, имеется полость между направляющей 400 для текучей среды и трубчатым элементом 500, таким образом, направляющая для текучей среды не контактирует с трубчатым элементом). При использовании материал, высвобождаемый из трубчатого элемента 500, содержащего гель 124, проходит вдоль направляющей 400 для текучей среды к ближнему концу 101 изделия 100, генерирующего аэрозоль.
В примере по фиг. 13 мундштук 170 находится непосредственно дальше по ходу потока относительно направляющей 400 для текучей среды и примыкает к направляющей 400 для текучей среды. В примере по фиг. 13 мундштук 170 содержит традиционный фильтр штранга из ацетилцеллюлозы с низкой эффективностью фильтрации.
Для сборки изделия 100, генерирующего аэрозоль, четыре элемента, описанных выше, выравнивают и заворачивают во внешнюю обертку 110. На фиг. 13 внешняя обертка представляет собой традиционную сигаретную бумагу.
Трубчатый элемент 500 может быть образован с помощью процесса выдавливания, например, как проиллюстрировано на фиг. 17. Ацетилцеллюлозные 122 продольные боковые части трубчатого элемента 500 могут быть образованы путем выдавливания ацетилцеллюлозного материала вдоль фильеры 184 и вокруг сердечника 180, который выступает назад по отношению к направлению T движения выдавливаемого ацетилцеллюлозного материала. Направленный назад выступ сердечника 180 сформирован как штырь и представляет собой цилиндрическую деталь, имеющую наружный диаметр, составляющий от 3 до 7 миллиметров, с длиной, составляющей от 55 до 100 миллиметров. (Для содействия пояснению это не проиллюстрировано в масштабе на фигурах).
Ацетилцеллюлозный материал 122 в этом примере термоотверждается под воздействием пара S, который находится под давлением более 1 бар.
Сердечник 180 оснащен каналом 182, по которому гель 124 выдавливается в сердцевину отвержденного ацетилцеллюлозного материала 122, который образует продольные боковые части трубчатого элемента 500 в этом примере. В других примерах ацетилцеллюлозный материал 122 термоотверждается перед выдавливанием геля 124 в сердцевину ацетилцеллюлозного материала 122.
Композитный цилиндрический стержень разрезается на отрезки для образования отдельных трубчатых элементов 500.
Композитный цилиндрический стержень образуется с помощью процесса горячего выдавливания в этом примере. Композитному цилиндрическому стержню дают остыть, или его подвергают процессу охлаждения перед преобразованием в отрезки. Альтернативно в других примерах композитный цилиндрический стержень может быть образован с помощью процесса холодного выдавливания.
В проиллюстрированных трубчатых элементах 500 этого примера ацетилцеллюлоза 122 показана в виде продольных боковых частей трубчатого элемента 500 с сердцевиной, причем сердцевина подлежит заполнению гелем 124. Однако альтернативно в других примерах ацетилцеллюлозные 122 продольные боковые части могут иметь любую форму с сердцевиной (или более чем одной сердцевиной) для вмещения геля 124, которая проходит в целом вдоль трубчатого стержня. В альтернативных конкретных примерах сердцевина заполнена пористой средой 125, заполненной гелем.
В настоящем примере ацетилцеллюлозные 122 продольные боковые части трубчатого элемента имеют минимальную толщину, составляющую 0,6 миллиметра.
В процессе изготовления, проиллюстрированном на фиг. 17, гель 124 выдавливается непрерывно.
В альтернативном примере, как проиллюстрировано на фиг. 18, гель 124 может выдавливаться порциями, разделенными зазорами 128, как показано на фиг. 18. В альтернативных конкретных примерах пористая среда 125, заполненная гелем, выдавливается порциями для наличия разделяющих зазоров в сердцевине трубчатого стержня.
Гель 124 может быть нагрет до температуры, которая выше комнатной температуры, перед введением в сердечник 180. Сердечник 180 может быть теплопроводным (например, металлическим сердечником), и некоторое количество снаружи применяемого тепла (например, от пара S) применяется для термоотверждения ацетилцеллюлозы. Это может передавать тепловую энергию гелю, причем нагрев геля может снижать его вязкость и упрощать его выдавливание.
В альтернативном конкретном примере, как проиллюстрировано на фиг. 19, сердечник 180 выполнен с возможностью снижения нагрева геля 124 перед выдавливанием. В некоторые из этих конкретных примеров сердечник 180 образован из по существу теплоизоляционного материала. Альтернативно или дополнительно сердечник 180 охлаждается, например, за счет наличия охлаждаемой жидкостью оболочки 186 (например, охлаждаемой водой оболочки), имеющей слой циркуляции охлажденной жидкости, образующий тепловой барьер между снаружи применяемым теплом (например, паром S) и гелем 124. Поддержание геля 124 при низкой температуре может упрощать формирование геля 124 внутри ацетилцеллюлозных 122 продольных боковых частей трубчатого элемента 500.
В этом примере трубчатые элементы 500 образованы путем разрезания в местах зазоров 128 композитного стержня, что способствует предотвращению загрязнения режущего машинного оборудования гелем 124, таким образом улучшая эффективность разрезания. Композитный стержень в этом примере охлаждается перед разрезанием в течение периода покоя, пока он не достигнет подходящей температуры для разрезания. После разрезания отрезанные отрезки имеют полые концы при разрезании в местах зазоров 128, которые в некоторых примерах обрезаются для образования трубчатого элемента, и перед сборкой в изделие 100, генерирующее аэрозоль. Порции геля 124 в этом примере составляют 60 миллиметров в длину и разделены зазорами, составляющими 10 миллиметров. В других примерах полые концы не обрезаются на обоих концах для создания полости 140 между гелем 124 и направляющей 400 для текучей среды.
Альтернативно проиллюстрированным здесь примерам в конкретных примерах гель 124 может выдавливаться при комнатной температуре. Также в альтернативно конкретных примерах ацетилцеллюлоза заменена другими материалами, например, полимолочной кислотой.
В варианте осуществления по фиг. 19 сердечник имеет цилиндрическую форму для способствования в изготовлении трубчатого элемента трубчатой формы.
На фиг. 20 проиллюстрирована часть устройства 200, генерирующего аэрозоль, с частично вставленным изделием 100, генерирующим аэрозоль, как описано выше и проиллюстрировано на фиг. 13.
Устройство 200, генерирующее аэрозоль, содержит нагревательный элемент 230. Как показано на фиг. 20, нагревательный элемент 230 установлен внутри камеры, вмещающей изделие 100, генерирующее аэрозоль, устройства 200, генерирующего аэрозоль. При использовании изделие 100, генерирующее аэрозоль, вставляется в камеру, вмещающую изделие, генерирующее аэрозоль, устройства 200, генерирующего аэрозоль, вследствие чего нагревательный элемент 230 вставляется через концевую заглушку 600 в трубчатый элемент 500 изделия 100, генерирующего аэрозоль, как показано на фиг. 20. На фиг. 20 нагревательный элемент 230 устройства 200, генерирующего аэрозоль, представляет собой пластину-нагреватель.
Устройство 200, генерирующее аэрозоль, содержит блок питания и электронику, которая обеспечивает возможность активации нагревательного элемента 230. Такая активация может быть выполнена вручную или может происходить автоматически в ответ на приложение отрицательного давления на ближнем конце изделия 100, генерирующего аэрозоль, вставленного в камеру, вмещающую изделие, генерирующее аэрозоль, устройства 200, генерирующего аэрозоль. Множество просветов предоставлены в устройстве, генерирующем аэрозоль, для обеспечения возможности протекания воздуха в изделие 100, генерирующее аэрозоль; направление текучей среды, например, воздуха, протекающей в устройство 200, генерирующее аэрозоль, проиллюстрировано стрелками на фиг. 20. Текучая среда может затем входить в изделие 100, генерирующее аэрозоль, через отверстия 150 (не показаны).
После вставки внутреннего нагревательного элемента 230 в трубчатый элемент 500 изделия 100, генерирующего аэрозоль, и его активации трубчатый элемент 500, содержащий гель 124, содержащий активное вещество, нагревается до температуры, составляющей 375 градусов Цельсия, нагревательным элементом 230 устройства 200, генерирующего аэрозоль. При этой температуре материал из трубчатого элемента 500 изделия 100, генерирующего аэрозоль, покидает гель. При приложении отрицательного давления к ближнему концу 101 изделия 100, генерирующего аэрозоль, этот материал из трубчатого элемента 500 втягивается дальше по ходу потока через изделие 100, генерирующее аэрозоль, в частности, втягивается через направляющую 400 для текучей среды к ближнему концу и наружу из ближнего конца 101 изделия 100, генерирующего аэрозоль.
Аэрозоль проходит дальше по ходу потока через изделие 100, генерирующее аэрозоль, причем температура аэрозоля снижается вследствие передачи тепловой энергии от аэрозоля направляющей 400 для текучей среды. В этом примере, когда аэрозоль входит в направляющую 400 для текучей среды, температура аэрозоля составляет приблизительно 150 градусов Цельсия. Вследствие охлаждения внутри направляющей 400 для текучей среды, температура аэрозоля на выходе из направляющей 400 для текучей среды составляет 40 градусов Цельсия. Это приводит к образованию капель аэрозоля.
В проиллюстрированном примере по фиг. 20 трубчатый элемент 500 содержит ацетилцеллюлозу, образующую продольные боковые части 122 цилиндрического стержня, с гелем 124 в сердцевине или центральной части трубчатого элемента 500. Альтернативно в других конкретных примерах продольные боковые части трубчатого элемента 500 могут быть из картона; гофрированной бумаги, такой как гофрированная теплостойкая бумага или гофрированная пергаментная бумага; или полимерного материала, например, полиэтилена низкой плотности (LDPE).
На фиг. 14, 15, 16 трубчатый элемент 500 имеет одну сердцевину, в которой содержится один гель 124, причем гель 124, заполняющий сердцевину, окружен ацетилцеллюлозой вдоль продольных боковых частей трубчатого элемента 500. Однако в альтернативных конкретных примерах трубчатый элемент 500 содержит более одной сердцевины. В конкретных вариантах осуществления трубчатый элемент содержит более одного геля 124. Не все компоненты трубчатого элемента 500 по фиг. 14, 15 и 16 обязательно показаны или обозначены.
Как проиллюстрировано в примере по фиг. 21, трубчатый элемент 500 содержит несколько гелей 524A, 524B, проходящих вдоль осевой длины сердцевины трубчатого элемента 500, как показано в поперечном сечении на фиг. 21. Трубчатый элемент 500 в этом варианте осуществления по фиг. 21 содержит ацетилцеллюлозные продольные боковые части 522, 622, 722. Не все компоненты трубчатого элемента 500 обязательно показаны или обозначены в варианте осуществления по фиг. 21.
Несколько гелей 524A, 524B могут быть выдавлены в ацетилцеллюлозу 522 через раздельные каналы в сердечнике (не показан), образующем сердцевину трубчатого элемента 500. Использование гелей 124 с разными степенями летучести может упростить оптимизацию доставки активного вещества.
В примере, проиллюстрированном на фиг. 22, трубчатый элемент 500 содержит ацетилцеллюлозные продольные боковые части 622, причем трубчатый элемент 500 дополнительно содержит несколько сердцевин 624A, 624B, 624C, как показано в поперечном сечении на фиг. 22.
Не все компоненты трубчатого элемента 500 обязательно показаны или обозначены в этом варианте осуществления по фиг. 22.
В этом конкретном примере несколько сердцевин содержат разные гели 624A, 624B, 624C, причем гели имеют разные активные вещества, например, разные никотин и вкусоароматическую добавку, как показано на фиг. 22. Использование гелей с разными степенями летучести может упростить оптимизацию доставки активного ингредиента, в частности, доставки в течение цикла нагрева устройства, генерирующего аэрозоль.
В других конкретных примерах (не показаны) каждая из нескольких сердцевин 624A, 624B, 624C содержит одинаковый гель 124 (не показан). Использование нескольких сердцевин упрощает оптимизацию эффективности потока воздуха через трубчатый элемент 500.
Несколько сердцевин могут быть образованы путем использования сердечника (не показан) с соответствующими несколькими выступами, проходящими назад по отношению к направлению T движения выдавливаемого ацетилцеллюлозного материала. Гель может выдавливаться через соответственные каналы во множестве проходящих назад выступов сердечника.
На фиг. 14, 15, 16 трубчатый элемент 500 содержит ацетилцеллюлозные 122 продольные боковые части, заполненные гелем 124 в сердцевине. Однако альтернативно в конкретных примерах в комбинации с другими признаками сердцевина трубчатого элемента 500 только частично заполнена гелем 124 поперек поперечного сечения, перпендикулярного осевой длине. Преимущественно это упрощает осевой поток воздуха по длине трубчатого элемента 500. Например, как показано на фиг. 23, гель 724 может быть предоставлен как покрытие на внутренней поверхности продольных боковых частей трубчатого элемента 500. Не все компоненты трубчатого элемента 500 обязательно показаны или обозначены в варианте осуществления по фиг. 23.
В этом проиллюстрированном примере, варианте осуществления по фиг. 23, трубчатый элемент 500 имеет полый канал 726, проходящий в осевом направлении вдоль его длины, вследствие использования сердечника (не показан) с центральным стержнем, проходящим еще дальше по ходу потока от места, где гель 724 выдавливается в трубку во время изготовления, для образования полого канала внутри выдавленного геля 724.
Хотя на фиг. 20 проиллюстрировано изделие 100, генерирующее аэрозоль, которое используется с пластинчатым нагревательным элементом 230 устройства 200, генерирующего аэрозоль, трубчатый элемент 500 может альтернативно использоваться в других изделиях 100, генерирующих аэрозоль, которые нагреваются по-разному.
Например, на фиг. 24 проиллюстрирован вид в разрезе примера изделия 100, генерирующего аэрозоль, которое является подходящим для индукционного нагрева, а также для нагрева с помощью пластинчатого нагревательного элемента. На фиг. 24 проиллюстрирован пример изделия 100, генерирующего аэрозоль, согласно настоящему изобретению, подходящего для использования с трубчатым элементом в соответствии с настоящим изобретением. Фиг. 24 представляет собой вид в разрезе трубчатого изделия, генерирующего аэрозоль, и его компонентов, например, трубчатого элемента 500, и, таким образом, на ней не показан изгиб трубчатых форм. Не все компоненты трубчатого элемента 500 обязательно показаны или обозначены на этой фиг. 24.
На фиг. 24 пример изделия 100, генерирующего аэрозоль, содержит мундштук 170 на ближнем конце 101, направляющую 400 для текучей среды, полость 700, трубчатый элемент 500 и концевую заглушку 600 в порядке от ближнего конца к дальнему. В этом примере трубчатый элемент 500 содержит гель 824, содержащий активное вещество, и дополнительно содержит токоприемник (оба не показаны). Токоприемник в этом примере представляет собой одну алюминиевую полоску, которая находится по центру вдоль продольной оси трубчатого элемента 500. При вставке дальнего конца 103 изделия 100, генерирующего аэрозоль, в устройство 200, генерирующее аэрозоль (не показано), часть изделия 100, генерирующего аэрозоль, содержащая трубчатый элемент 500, расположена так, чтобы находиться вблизи от индукционных нагревательных элементов 230 (не показаны) устройства 200, генерирующего аэрозоль (не показано). Электромагнитное излучение, создаваемое индукционными нагревательными элементами 230, поглощается токоприемником и способствует нагреву геля 824 в трубчатом элементе 500, что, в свою очередь, способствует высвобождению материала из геля 824, например, активного вещества, захватываемого проходящим аэрозолем при приложении отрицательного давления на ближнем конце 101 изделия 100, генерирующего аэрозоль. Текучая среда, например, воздух, входит во внешние продольные проходы 834 через отверстия 150 (не показаны) для передачи в полость 700, а затем в трубчатый элемент 500, где текучая среда смешивается с гелем 824 и захватывает активные вещества перед возвращением в полость, а затем через внутренний продольный проход (не показан) направляющей 400 для текучей среды перед выходом на ближнем конце 101. В этом примере продольные боковые части 822 трубчатого элемента 500 содержат бумагу. Изделие, генерирующее аэрозоль, содержит внешнюю обертку 850. Это изделие 100, генерирующее аэрозоль, как проиллюстрировано на фиг. 24 и как описано, может быть использовано с устройством 200, генерирующим аэрозоль, как проиллюстрировано на фиг. 1-2 и как описано. Предпочтительно изделие 100, генерирующее аэрозоль, по фиг. 16 нагревается путем индукции от устройства 200, генерирующего аэрозоль.
Трубчатый элемент 500 может иметь многочисленные разные комбинации, помимо прочего: геля 124, пористой среды 125, заполненной гелем, активного вещества, внутренних продольных элементов, свободного пространства, заполненного материалом (предпочтительно пористым), и обертки. Желаемый аэрозоль может быть создан путем конкретной комбинации и компоновки его ингредиентов.
Например, как представлено далее.
На фиг. 25 проиллюстрирован пример, в котором трубчатый элемент 500 содержит: обертку 110; второй трубчатый элемент 115, причем второй трубчатый элемент 115 содержит гель 124, причем второй трубчатый элемент 115 содержит бумажную обертку, причем второй трубчатый элемент находится по центру вдоль продольной оси трубчатого элемента 500; пористый наполнительный материал 132, находящийся между вторым трубчатым элементом 115 и оберткой 110. Пористый наполнительный материал 132 помогает удерживать второй трубчатый элемент по центру внутри трубчатого элемента 500. Гель 124 в этом примере находится внутри центральной части второго трубчатого элемента 115.
На фиг. 26 проиллюстрирован пример, в котором трубчатый элемент 500 содержит: обертку 110; второй трубчатый элемент 115, содержащий гель 124, причем второй трубчатый элемент содержит бумажную обертку, причем второй трубчатый элемент находится по центру вдоль продольной оси трубчатого элемента 500; гель 124, находящийся между вторым трубчатым элементом 115 и оберткой 110. Гель, находящийся между вторым трубчатым элементом 115 и оберткой 110, помогает удерживать второй трубчатый элемент 115 по центру внутри трубчатого элемента 500. Гель 124 в этом примере находится внутри центральной части второго трубчатого элемента 115, а также между вторым трубчатым элементом 115 и оберткой 110.
На фиг. 27 проиллюстрирован пример, в котором трубчатый элемент 500 содержит: обертку 110; внутренний продольный элемент, содержащий пористую среду 125, заполненную гелем, причем внутренний продольный элемент, содержащий пористую среду 125, заполненную гелем, находится по центру вдоль продольной оси трубчатого элемента 500; гель 124, находящийся между внутренним продольным элементом, содержащим пористую среду 125, заполненную гелем, и оберткой 110. Гель 124 может оказывать содействие в удерживании внутреннего продольного элемента, содержащего пористую среду 125, заполненную гелем, по центру внутри трубчатого элемента 500. В этом примере внутренний продольный элемент имеет форму креста в своем продольном сечении, и части внутреннего продольного элемента контактируют с внутренней поверхностью обертки 110. Другие примеры могут использовать внутренние продольные элементы других форм и размеров и, таким образом, не обязательно могут контактировать с внутренней поверхностью обертки 110. Другие конкретные примеры могут также использовать внутренние продольные элементы из разных материалов.
На фиг. 28 проиллюстрирован пример, в котором трубчатый элемент 500 содержит: обертку 110; второй трубчатый элемент 115, содержащий гель 124, причем второй трубчатый элемент 115 содержит бумажную обертку, причем второй трубчатый элемент находится по центру вдоль продольной оси трубчатого элемента 500; пористую среду 125, заполненную гелем, находящуюся между вторым трубчатым элементом 115 и оберткой 110. В этом примере пористая среда 125, заполненная гелем, помогает удерживать второй трубчатый элемент 115 по центру внутри трубчатого элемента 500.
На фиг. 29 проиллюстрирован пример, в котором трубчатый элемент 500 содержит: обертку 110; пористую среду 125, заполненную гелем; и гель 124; при этом пористая среда 125, заполненная гелем, находится смежно с внутренней поверхностью обертки 110 и окружает гель 124. В этом примере имеются как гель 124, так и пористая среда 125, заполненная гелем. Пористая среда 125, заполненная гелем, покрывает внутреннюю поверхность обертки, хотя сначала может быть образована форма пористой среды 125, заполненной гелем, а затем она может быть обернута оберткой 110. В этом примере пористая среда 125, заполненная гелем, окружает гель 124, который удерживается по центру вдоль продольной оси трубчатого элемента 500. Пористая среда 125, заполненная гелем, может оказывать содействие в удерживании геля 124 вдоль центрального положения.
На фиг. 30 проиллюстрирован пример, в котором трубчатый элемент 500 содержит: обертку 110; второй трубчатый элемент 115, содержащий пористую среду 125, заполненную гелем, причем второй трубчатый элемент 115 содержит бумажную обертку, причем второй трубчатый элемент 115 находится по центру вдоль продольной оси трубчатого элемента 500; пористый наполнительный материал 132, находящийся между вторым трубчатым элементом 115 и оберткой 110. Пористый наполнительный материал 132 помогает удерживать второй трубчатый элемент по центру внутри трубчатого элемента 500. Пористая среда 125, заполненная гелем, в этом примере находится внутри центральной части второго трубчатого элемента 115. В этом примере бумажная обертка второго трубчатого элемента 115 окружает пористую среду 125, заполненную гелем.
На фиг. 31 проиллюстрирован пример, в котором трубчатый элемент 500 содержит: обертку 110; второй трубчатый элемент 115, содержащий пористую среду 125, заполненную гелем, причем второй трубчатый элемент 115 находится по центру вдоль продольной оси трубчатого элемента 500, причем второй трубчатый элемент дополнительно содержит бумажную обертку; пористую среду 125, заполненную гелем, находящуюся между вторым трубчатым элементом 115 и оберткой 110. В этом примере пористая среда 125, заполненная гелем, находится в двух местоположениях: внутри второго трубчатого элемента 115 и между вторым трубчатым элементом и оберткой 110. Они могут иметь одинаковые или разные пористую среду, гель или активное вещество.
На фиг. 32 проиллюстрирован пример, в котором трубчатый элемент 500 содержит: обертку 110; второй трубчатый элемент 115, содержащий пористый наполнительный материал 132, причем второй трубчатый элемент 115 находится по центру вдоль продольной оси трубчатого элемента 500, причем второй трубчатый элемент 115 дополнительно содержит бумажную обертку; пористую среду 125, заполненную гелем, находящуюся между вторым трубчатым элементом 115 и оберткой 110. Пористая среда, заполненная гелем, может оказывать содействие в удерживании второго трубчатого элемента 115 по центру вдоль продольной оси трубчатого элемента 500. В этом примере пористая среда 125, заполненная гелем, находится смежно с внутренней поверхностью обертки 110. Пористая среда 125, заполненная гелем, покрывает внутреннюю поверхность обертки 110.
На фиг. 33 проиллюстрирован пример, в котором трубчатый элемент 500 содержит: обертку 110; второй трубчатый элемент 115, содержащий пористую среду 125, заполненную гелем, причем второй трубчатый элемент 115 находится по центру вдоль продольной оси трубчатого элемента 500, причем второй трубчатый элемент 115 дополнительно содержит бумажную обертку; гель 124, находящийся между вторым трубчатым элементом 115 и оберткой 110. В этом примере гель 124 может оказывать содействие в удерживании второго трубчатого элемента 115 по центру вдоль продольной оси трубчатого элемента 500. В этом примере гель 124 находится смежно с внутренней поверхностью обертки 110. В этом примере пористая среда 125, заполненная гелем, находится по центру внутри второго трубчатого элемента 115, окруженного бумажной оберткой вторых трубчатых элементов 115.
На фиг. 34 проиллюстрирован пример, в котором трубчатый элемент 500 содержит: обертку 110; внутренний продольный элемент, содержащий пористую среду 125, заполненную гелем, причем внутренний продольный элемент, содержащий пористую среду 125, заполненную гелем, является цилиндрическим и находится по центру вдоль продольной оси трубчатого элемента 500; гель 124, находящийся между внутренним продольным элементом, содержащим пористую среду 125, заполненную гелем, и оберткой 110. Гель 124 может оказывать содействие в удерживании внутреннего продольного элемента, содержащего пористую среду 124, заполненную гелем, по центру внутри трубчатого элемента 500. В этом примере внутренний продольный элемент имеет цилиндрическую форму в своем продольном сечении и удерживается на расстоянии от внутренней поверхности обертки 110 за счет геля 124. Другие примеры могут использовать внутренние продольные элементы других форм и размеров и из других материалов.
На фиг. 35 проиллюстрирован процесс изготовления трубчатого элемента 500 согласно настоящему изобретению. Первое средство подачи подает первое полотно 110 оберточного материала. Сухую пористую среду 127 распределяют по первому полотну 110 оберточного материала, транспортируемого по гарнитуре 305. Предпочтительно одновременно второе средство подачи подает второе полотно 115 оберточного материала на гарнитуру 303. В этом примере сопло 301 представляет собой цилиндрическое сопло. Сопло 301 распределяет гель 124 по второму полотну 115 оберточного материала. Второе полотно 115 оберточного материала с гелем 124 свертывают для образования второго трубчатого элемента. Второй трубчатый элемент транспортируют с помощью второй гарнитуры 303 так, чтобы он располагался на сухой пористой среде 127 на полотне оберточного материала. Первое полотно 110 оберточного материала затем свертывают, образуя трубчатый элемент непрерывной длины, который может быть разрезан на желаемые отрезки, что дает множество отдельных трубчатых элементов 500. В процессе изготовления согласно этому примеру производят трубчатый элемент, содержащий второй трубчатый элемент, содержащий гель, и в котором имеется сухая пористая среда между вторым трубчатым элементом и оберткой трубчатого элемента, как показано на виде в поперечном разрезе на фиг. 25.
На фиг. 36 показан один этап процесса, проиллюстрированного на фиг. 35. Сопло 301 для распределения геля 124 является цилиндрическим для оказания содействия в распределении геля 124 по второму полотну 115 оберточного материала, которое будет образовывать второй трубчатый элемент, который имеет предпочтительно цилиндрическую форму. Свернутое второе полотно 115 оберточного материала располагают на сухой пористой среде 127, которая расположена на первом полотне 110 оберточного материала.
На фиг. 37 проиллюстрирован процесс изготовления трубчатого элемента согласно настоящему изобретению. Первое средство подачи подает первое полотно 110 оберточного материала. Сопло 307 распределяет гель 124 по первому полотну 110 оберточного материала, транспортируемого по гарнитуре 305. Сопло 307 представляет собой сопло с отверстием в виде полосы, которое распределяет много рядов геля 124 по поверхности полотна 110 оберточного материала в этом примере. Преимущество сопла 307 с отверстием в виде полосы заключается в том, что оно позволяет равномерное распределение геля 124 по большой площади или пространству. Это также проиллюстрировано на фиг. 39. Предпочтительно одновременно второе средство подачи подает второе полотно 115 оберточного материала на гарнитуру 303. Сопло 301 представляет собой цилиндрическое сопло. Сопло 301 распределяет гель 124 по второму полотну 115 оберточного материала. Второе полотно 115 оберточного материала с гелем 124 свертывают для образования второго трубчатого элемента. Второй трубчатый элемент транспортируют с помощью второй гарнитуры 303 так, чтобы он располагался на геле 124 на полотне 110 оберточного материала. Полотно 110 оберточного материала затем свертывают, образуя трубчатый элемент непрерывной длины, который может быть разрезан на желаемые отрезки.
На фиг. 38 показан один этап процесса, проиллюстрированного на фиг. 37. Сопло 301 для распределения геля 124 является цилиндрическим для оказания содействия в распределении геля 124 по второму полотну 115 оберточного материала, которое будет образовывать второй трубчатый элемент, который имеет предпочтительно цилиндрическую форму. Свернутое второе полотно 115 оберточного материала располагают на геле 124, который расположен на полотне 110 оберточного материала. Примерный трубчатый элемент 500, который изготавливают и который проиллюстрирован на фиг. 37, 38 и 39, представляет собой трубчатый элемент 500, содержащий второй трубчатый элемент 304, который содержит гель, и причем трубчатый элемент 500 дополнительно содержит гель 124, расположенный между вторым трубчатым элементом и оберткой 110 трубчатого элемента 500, как также проиллюстрировано на виде в поперечном разрезе на фиг. 26.
На фиг. 40 проиллюстрирован процесс изготовления трубчатого элемента 500 согласно настоящему изобретению. Первое средство подачи подает полотно 110 оберточного материала. Сухую пористую среду 127 располагают на полотне 110 оберточного материала. Сопло 307 распределяет гель 124 по сухой пористой среде 127, расположенной на полотне 110 оберточного материала, которое транспортируют по гарнитуре 305. Сухую пористую среду 127 заполняют гелем 124, чтобы она стала пористой средой 125, заполненной гелем. Сопло 307 представляет собой сопло с отверстием в виде полосы, которое распределяет много рядов геля 124 по поверхности на сухой пористой среде 127 на полотне 110 оберточного материала в этом примере. Преимущество сопла 307 с отверстием в виде полосы заключается в том, что оно позволяет равномерное распределение геля 124 по большой площади или пространству. Это также проиллюстрировано на фиг. 42. Предпочтительно одновременно второе средство подачи подает второе полотно 115 оберточного материала на гарнитуру 303. Сопло 301 представляет собой цилиндрическое сопло. Сопло 301 распределяет гель 124 по второму полотну 115 оберточного материала. Второе полотно 115 оберточного материала с гелем 124 свертывают для образования второго трубчатого элемента. Второй трубчатый элемент транспортируют с помощью второй гарнитуры 303 так, чтобы он располагался на пористой среде 125, заполненной гелем, на полотне 110 оберточного материала. Первое полотно 110 оберточного материала затем свертывают, образуя трубчатый элемент непрерывной длины, который может быть разрезан на желаемые отрезки, чтобы получить множество трубчатых элементов 500.
На фиг. 41 показан один этап процесса, проиллюстрированного на фиг. 40. Сопло 301 для распределения геля 124 является цилиндрическим для оказания содействия в распределении геля 124 по второму полотну 115 оберточного материала, которое будет образовывать второй трубчатый элемент, который имеет предпочтительно цилиндрическую форму. Свернутое второе полотно 115 оберточного материала располагают на пористой среде 125, заполненной гелем, которая расположена на полотне 110 оберточного материала.
Примерный трубчатый элемент 500, который изготавливают и который проиллюстрирован на фиг. 40, 41 и 42, представляет собой трубчатый элемент 500, содержащий второй трубчатый элемент 304, который содержит гель 124, и причем трубчатый элемент 500 дополнительно содержит пористую среду 125, заполненную гелем, расположенную между вторым трубчатым элементом 304 и оберткой 110 трубчатого элемента 500. Как также проиллюстрировано на виде в поперечном разрезе на фиг. 28.
На фиг. 43 проиллюстрирован процесс изготовления трубчатого элемента 500 согласно настоящему изобретению. Первое средство подачи подает первое полотно 110 оберточного материала. Сухую пористую среду 127 распределяют по первому полотну 110 оберточного материала, который транспортируют по гарнитуре 303. Сопло 307 с отверстием в виде полосы распределяет гель 124 по поверхности сухой пористой среды 127, и этот гель 124 заполняет сухую пористую среду 127, чтобы она стала пористой средой 125, заполненной гелем. Сопло 301 представляет собой цилиндрическое сопло. Сопло 301 распределяет гель по пористой среде 125, заполненной гелем, которая расположена на полотне оберточного материала (как также проиллюстрировано на фиг. 44). Полотно 110 оберточного материала затем свертывают, образуя трубчатый элемент непрерывной длины, который может быть разрезан на желаемые отрезки. В этом примере производят трубчатые элементы 500, которые имеют гель 124 в центральной сердцевине трубчатого элемента 500 с пористой средой 125, заполненной гелем, в окружной части под оберткой 110. В этом примере отсутствует второй трубчатый элемент 304. Вид в поперечном разрезе трубчатого элемента 500, изготовленного так, как проиллюстрировано на фиг. 43 и 44, проиллюстрирован на фиг. 29.
На фиг. 45 проиллюстрирован процесс изготовления трубчатого элемента 500 согласно настоящему изобретению. Первое средство подачи подает первое полотно 110 оберточного материала. Сухую пористую среду 127 располагают на первом полотне 110 оберточного материала. Сухой пористый материал 127, расположенный на первом полотне 110 оберточного материала, транспортируют по гарнитуре 305. Предпочтительно одновременно второе средство подачи подает второе полотно 115 оберточного материала на гарнитуру 303. Сухую пористую среду 127 располагают на втором полотне 115 оберточного материала. Сопло 307 представляет собой сопло с отверстием в виде полосы. Сопло 307 распределяет гель 124 по сухой пористой среде 127, расположенной на втором полотне 115 оберточного материала. Сухую пористую среду 127 заполняют гелем 124, чтобы она стала пористой средой 125, заполненной гелем. Это также проиллюстрировано на фиг. 46. Второе полотно 115 оберточного материала обертывают вокруг пористой среды 125, заполненной гелем, для образования второго трубчатого элемента 304. Второй трубчатый элемент 304 транспортируют с помощью второй гарнитуры 303 так, чтобы он располагался на сухой пористой среде 127 на полотне 110 оберточного материала. Это также проиллюстрировано на фиг. 47. Первое полотно 110 оберточного материала затем свертывают, образуя трубчатый элемент непрерывной длины, который может быть разрезан на желаемые отрезки, что дает множество трубчатых элементов 500.
Примерный трубчатый элемент 500, который изготавливают и который проиллюстрирован на фиг. 45, 46 и 47, представляет собой трубчатый элемент 500, содержащий второй трубчатый элемент 304, который содержит пористую среду 125, заполненную гелем, и причем трубчатый элемент 500 дополнительно содержит сухую пористую среду 127, расположенную между вторым трубчатым элементом 304 и оберткой 110 трубчатого элемента 500. Как также проиллюстрировано на виде в поперечном разрезе на фиг. 30.
На фиг. 48 проиллюстрирован процесс изготовления трубчатого элемента 500 согласно настоящему изобретению. Первое средство подачи подает первое полотно 110 оберточного материала. Сухую пористую среду 127 располагают на первом полотне 110 оберточного материала. Сопло 307 с отверстием в виде полосы распределяет гель 124 по сухой пористой среде 127. Сухую пористую среду 127 заполняют гелем 124, чтобы она стала пористой средой 125, заполненной гелем. Пористую среду 125, заполненную гелем, расположенную на первом полотне 110 оберточного материала, транспортируют по гарнитуре 305. Предпочтительно одновременно второе средство подачи подает второе полотно 115 оберточного материала на гарнитуру 303. Сухую пористую среду 127 располагают на втором полотне 115 оберточного материала. Другое сопло 307 с отверстием в виде полосы распределяет гель 124 по сухой пористой среде 127, расположенной на втором полотне 115 оберточного материала. Сухую пористую среду 127 заполняют гелем 124, чтобы она стала пористой средой 125, заполненной гелем. Второе полотно 115 оберточного материала с пористой средой 125, заполненной гелем, свертывают для образования второго трубчатого элемента 304. Второй трубчатый элемент транспортируют с помощью второй гарнитуры 303 так, чтобы он располагался на пористой среде 125, заполненной гелем, на полотне 110 оберточного материала. Это также проиллюстрировано на фиг. 49. Полотно 110 оберточного материала затем свертывают, образуя трубчатый элемент непрерывной длины, который может быть разрезан на желаемые отрезки.
Примерный трубчатый элемент 500, который изготавливают и который проиллюстрирован на фиг. 48 и 49, представляет собой трубчатый элемент 500, содержащий второй трубчатый элемент 304, который содержит пористую среду 125, заполненную гелем, и причем трубчатый элемент 500 дополнительно содержит пористую среду 125, заполненную гелем, расположенную между вторым трубчатым элементом 304 и оберткой 110 трубчатого элемента 500. Как также проиллюстрировано на виде в поперечном разрезе на фиг. 31.
На фиг. 50 проиллюстрирован процесс изготовления трубчатого элемента 500 согласно настоящему изобретению. Первое средство подачи подает первое полотно 110 оберточного материала. Сухую пористую среду 127 располагают на полотне 110 оберточного материала. Сопло 307 с отверстием в виде полосы распределяет гель 124 по сухой пористой среде 127. Сухую пористую среду 127 заполняют гелем 124, чтобы она стала пористой средой 125, заполненной гелем. Как также проиллюстрировано на фиг. 52. Пористую среду 125, заполненную гелем, расположенную на первом полотне 110 оберточного материала, транспортируют по гарнитуре 305. Предпочтительно одновременно второе средство подачи подает второе полотно 115 оберточного материала на гарнитуру 303. Ничего не добавляют на это второе полотно 115 оберточного материала или не распределяют по нему в этом примере. Второе полотно 115 оберточного материала свертывают для образования второго трубчатого элемента 304 непрерывной длины. Второй трубчатый элемент 304 непрерывной длины транспортируют с помощью второй гарнитуры 303 так, чтобы он располагался на пористой среде 125, заполненной гелем, на первом полотне 110 оберточного материала. Это также проиллюстрировано на фиг. 51. Первое полотно 110 оберточного материала затем свертывают, образуя трубчатый элемент непрерывной длины, который может быть разрезан на желаемые отрезки.
Примерный трубчатый элемент 500, который изготавливают и который проиллюстрирован на фиг. 50, 51 и 52, представляет собой трубчатый элемент 500, содержащий второй трубчатый элемент 304, который является полым, и причем трубчатый элемент 500 дополнительно содержит пористую среду 125, заполненную гелем, расположенную между вторым трубчатым элементом 304 и оберткой 110 трубчатого элемента 500.
На фиг. 53 проиллюстрирован процесс изготовления трубчатого элемента 500 согласно настоящему изобретению. Первое средство подачи подает первое полотно 110 оберточного материала. Сопло 307 с отверстием в виде полосы распределяет гель 124 по первому полотну 110 оберточного материала. Это также проиллюстрировано на фиг. 55. Гель 124, расположенный на первом полотне 110 оберточного материала, транспортируют по гарнитуре 305. Предпочтительно одновременно второе средство подачи подает второе полотно 115 оберточного материала на гарнитуру 303. Сухую пористую среду 127 располагают на втором полотне 115 оберточного материала. Другое сопло 307 с отверстием в виде полосы распределяет гель 124 по сухой пористой среде 127, расположенной на втором полотне 115 оберточного материала. Сухую пористую среду 127 заполняют гелем 124, чтобы она стала средой 125, заполненной гелем. Второе полотно 115 оберточного материала с пористой средой 125, заполненной гелем, свертывают для образования второго трубчатого элемента 304. Второй трубчатый элемент транспортируют с помощью второй гарнитуры 303 так, чтобы он располагался на геле 124 на полотне 110 оберточного материала. Это также проиллюстрировано на фиг. 54. Первое полотно 110 оберточного материала затем свертывают, образуя трубчатый элемент непрерывной длины, который может быть разрезан на желаемые отрезки.
Примерный трубчатый элемент 500, который изготавливают и который проиллюстрирован на фиг. 53, 54 и 55, представляет собой трубчатый элемент 500, содержащий второй трубчатый элемент 304, который содержит пористую среду 125, заполненную гелем, и причем трубчатый элемент 500 дополнительно содержит гель 124, расположенный между вторым трубчатым элементом 304 и оберткой 110 трубчатого элемента 500. Как также проиллюстрировано на виде в поперечном разрезе на фиг. 33.
На фиг. 56 проиллюстрирован процесс изготовления трубчатого элемента 500 согласно настоящему изобретению. Первое средство подачи подает первое полотно 110 оберточного материала. Сопло 307 распределяет гель 124 по полотну 110 оберточного материала. Сопло 307 представляет собой сопло с отверстием в виде полосы. Гель 124, расположенный на первом оберточном материале 110, транспортируют по гарнитуре 303. В этом примере не одновременно второе средство подачи (не показано) подает вторую сухую пористую среду 127, и другое сопло 307 с отверстием в виде полосы (не показано) распределяет гель 124 по сухой пористой среде 127. Сухую пористую среду 127 заполняют гелем 124, чтобы она стала пористой средой 125, заполненной гелем. Пористая среда 125, заполненная гелем, может храниться до тех пор, пока не потребуется для изготовления трубчатого элемента. Когда пористая среда 125, заполненная гелем, требуется для изготовления трубчатого элемента 500, пористую среду 125, заполненную гелем, располагают на геле 124 на первом полотне 110 оберточного материала. Это проиллюстрировано на фиг. 57. Первое полотно 110 оберточного материала затем свертывают, образуя трубчатый элемент непрерывной длины, который может быть разрезан на желаемые отрезки.
Примерный трубчатый элемент 500, который изготавливают и который проиллюстрирован на фиг. 56 и 57, представляет собой трубчатый элемент 500, содержащий центральную часть на виде в поперечном разрезе пористой среды 125, заполненной гелем, и внешнюю часть на виде в поперечном разрезе трубчатого элемента 500, который содержит гель 124. Как также проиллюстрировано на виде в поперечном разрезе на фиг. 34.
Все научные и технические термины, используемые в настоящем документе, имеют значения, обычно используемые в данной области техники, если не указано иное. Определения, предоставленные в настоящем документе, предназначены для облегчения понимания определенных терминов, часто используемых в настоящем документе.
В контексте данного описания и прилагаемой формулы изобретения формы единственного числа охватывают варианты осуществления со ссылками на множественное число, если из содержания явно не следует иное.
В контексте данного описания и прилагаемой формулы изобретения термин «или» в целом употребляется в своем значении, включающем «и/или», если из содержания явно не следует иное.
В контексте настоящего документа слова «иметь», «имеющий», «включать», «включающий», «содержать», «содержащий» или т. п. используются в своем широком смысле и в целом означают «включающий, но без ограничения». Будет понятно, что выражения «состоящий по существу из», «состоящий из» и т. п. относятся к категории «содержащий» и т. п.
Слова «предпочтительный» и «предпочтительно» относятся к вариантам осуществления настоящего изобретения, которые могут обеспечить определенные преимущества при определенных обстоятельствах. Однако другие варианты осуществления также могут быть предпочтительными при тех же или других обстоятельствах. Кроме того, описание одного или более предпочтительных вариантов осуществления не означает, что другие варианты осуществления не являются полезными, и не предназначено для исключения других вариантов осуществления из объема настоящего изобретения, включая формулу изобретения.
Любое направление, упомянутое в настоящем документе, такое как «верх», «низ», «левый», «правый», «верхний», «нижний», и другие направления или ориентации описаны в данном документе для ясности и краткости и не предназначены для ограничения фактического устройства или системы. Устройства и системы, описанные в настоящем документе, могут быть использованы в разных направлениях и ориентациях.
Варианты осуществления, приведенные в качестве примера выше, не являются ограничивающими. Специалистам в данной области техники будут очевидны и другие варианты осуществления, соответствующие вышеописанным вариантам осуществления.
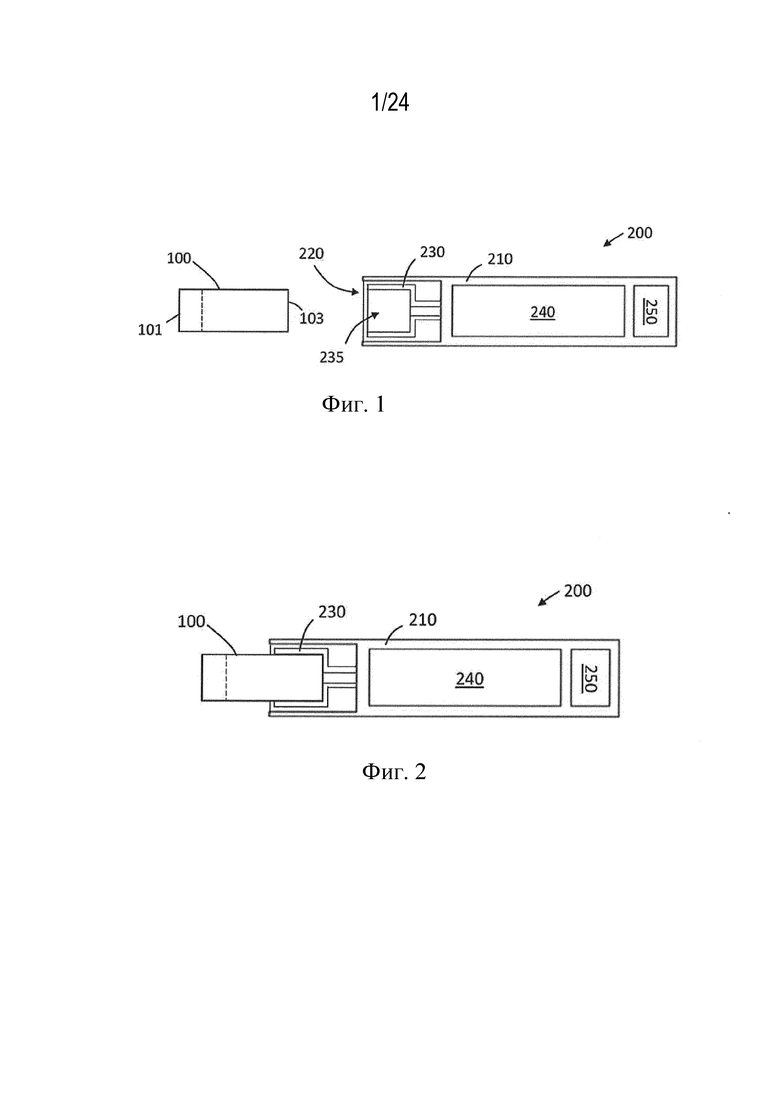
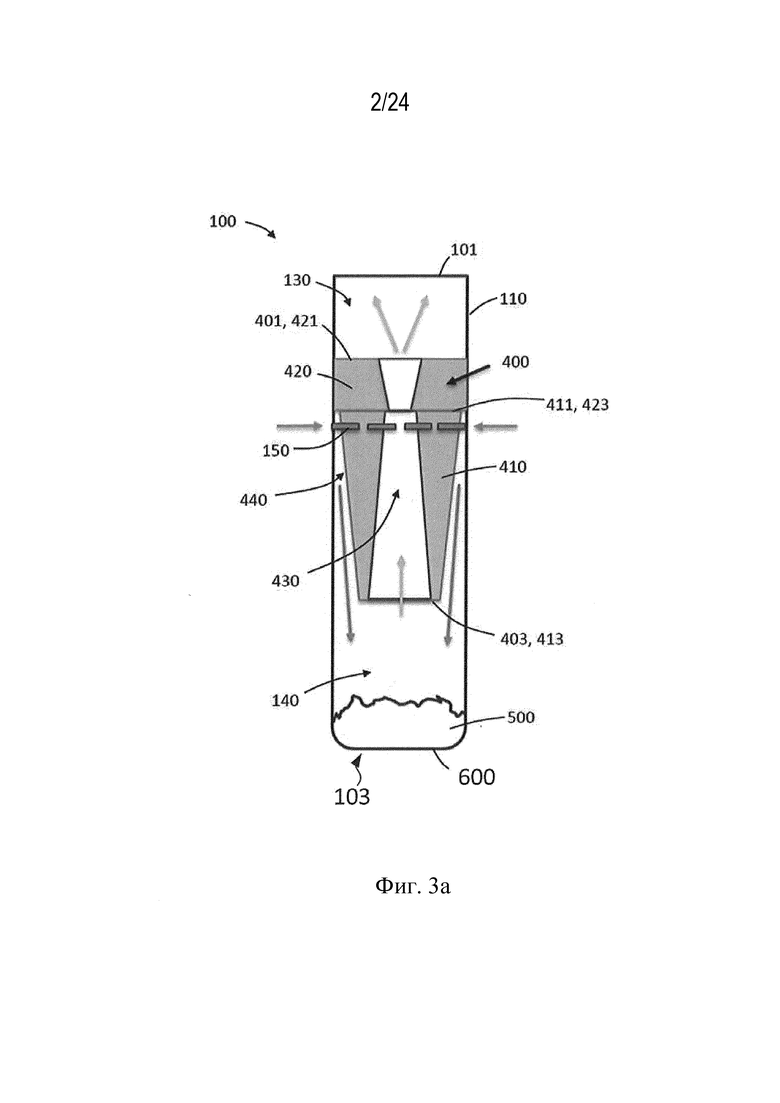
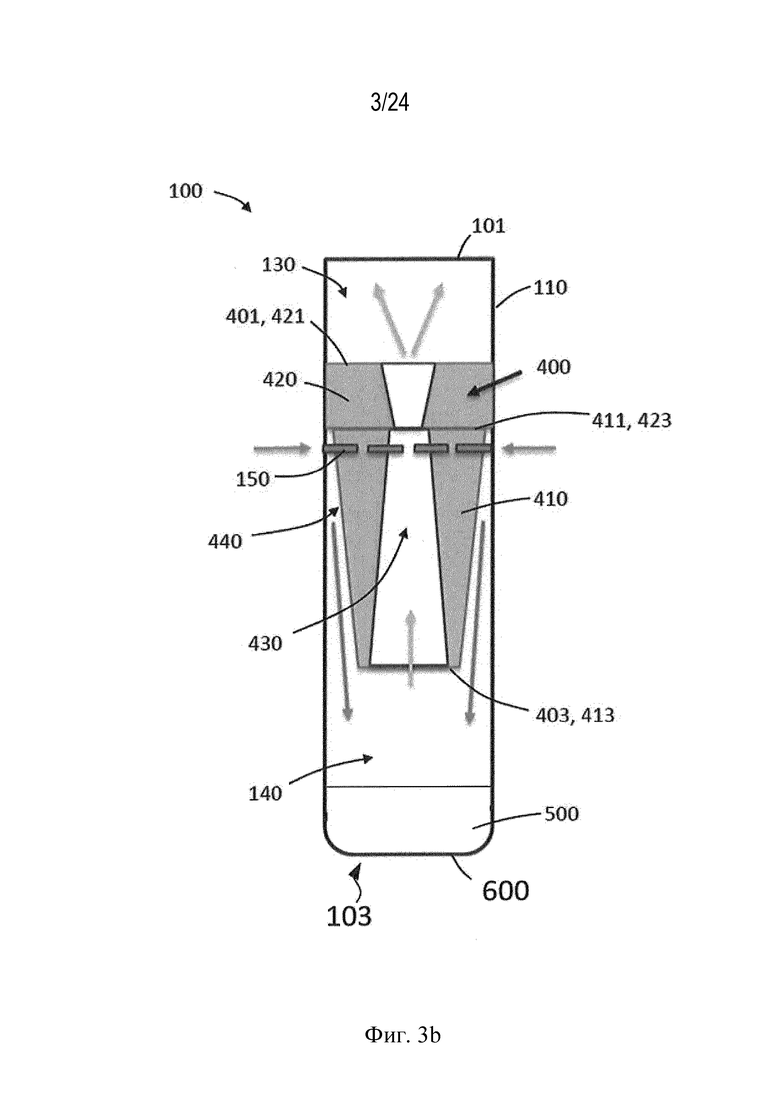
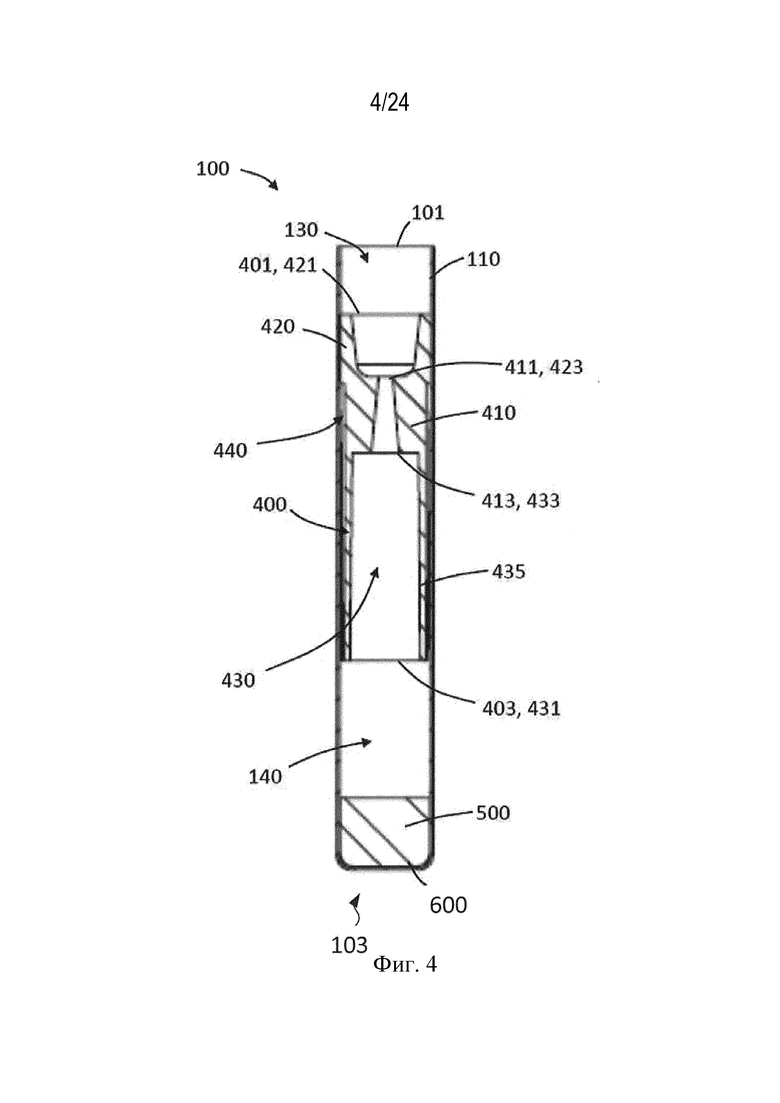
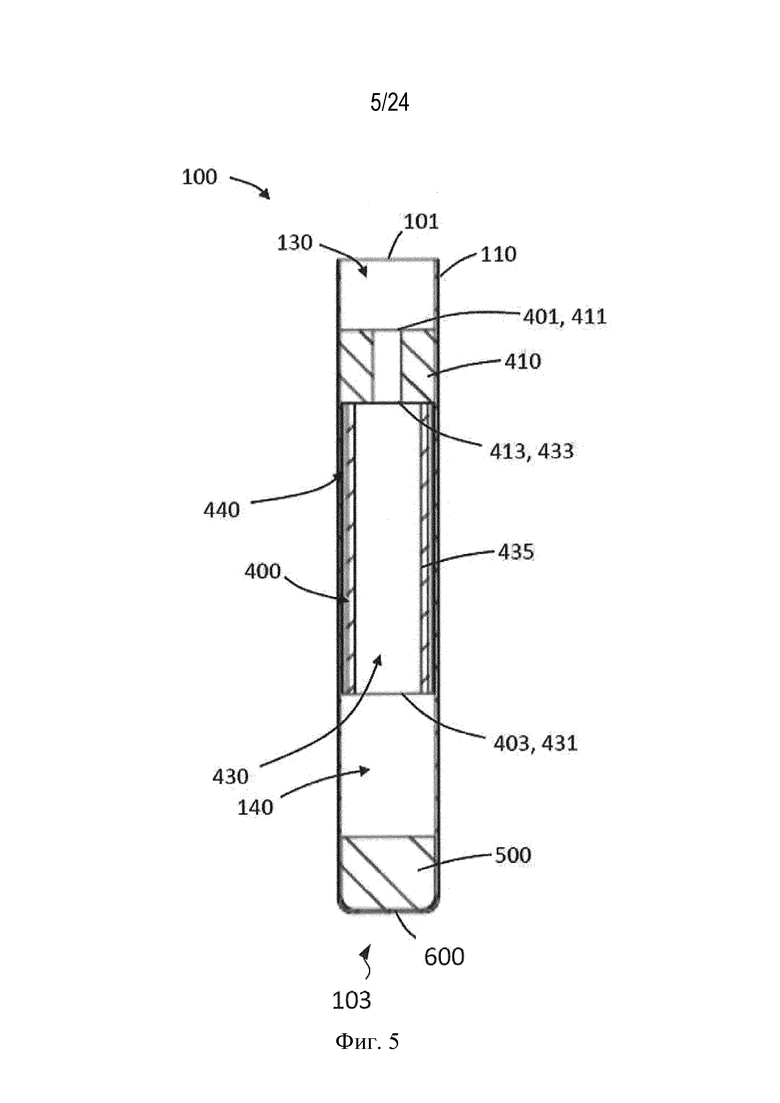
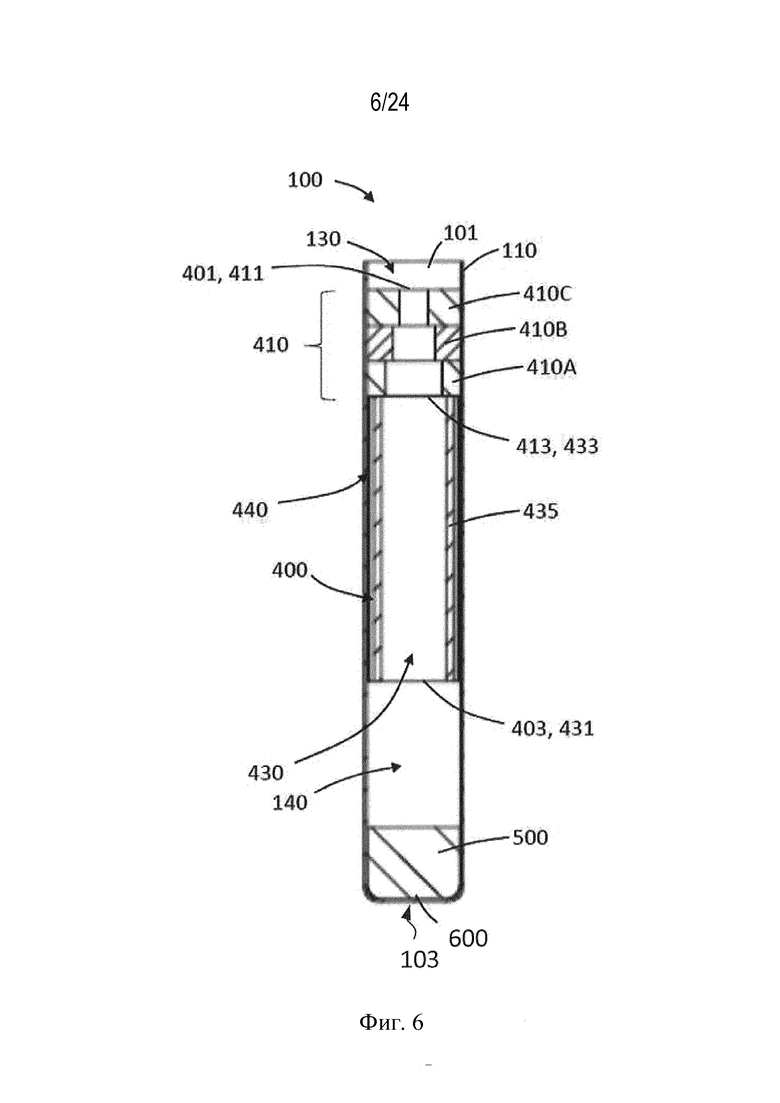
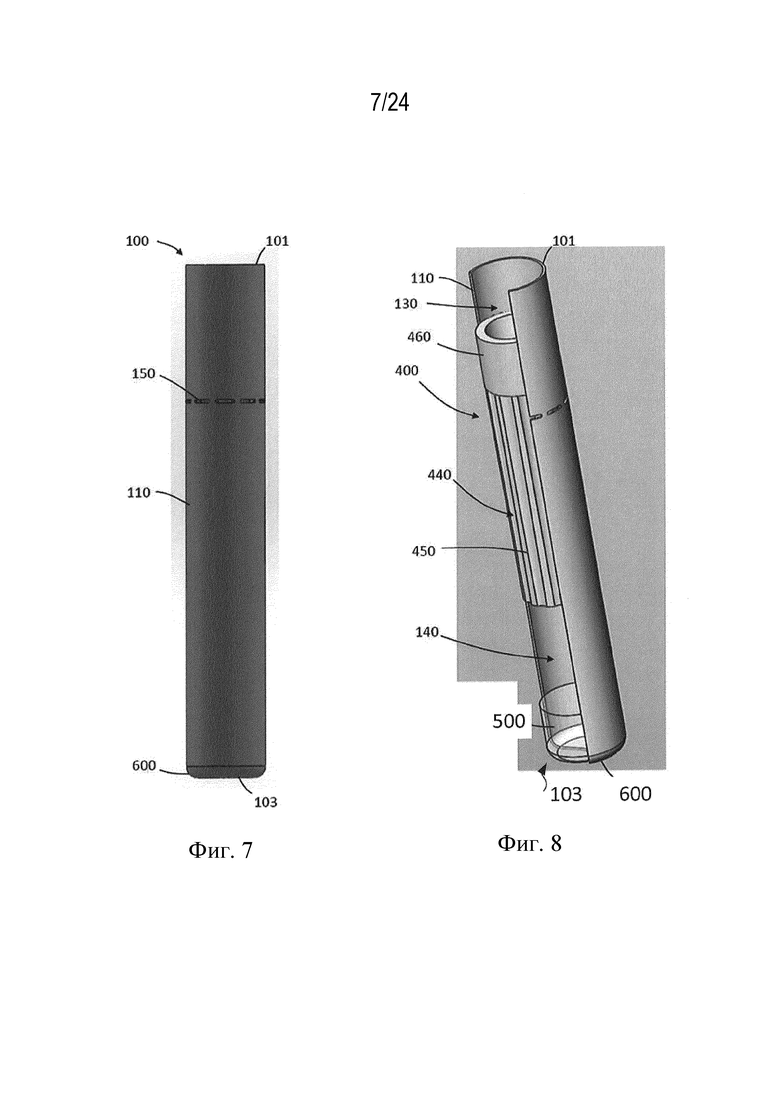
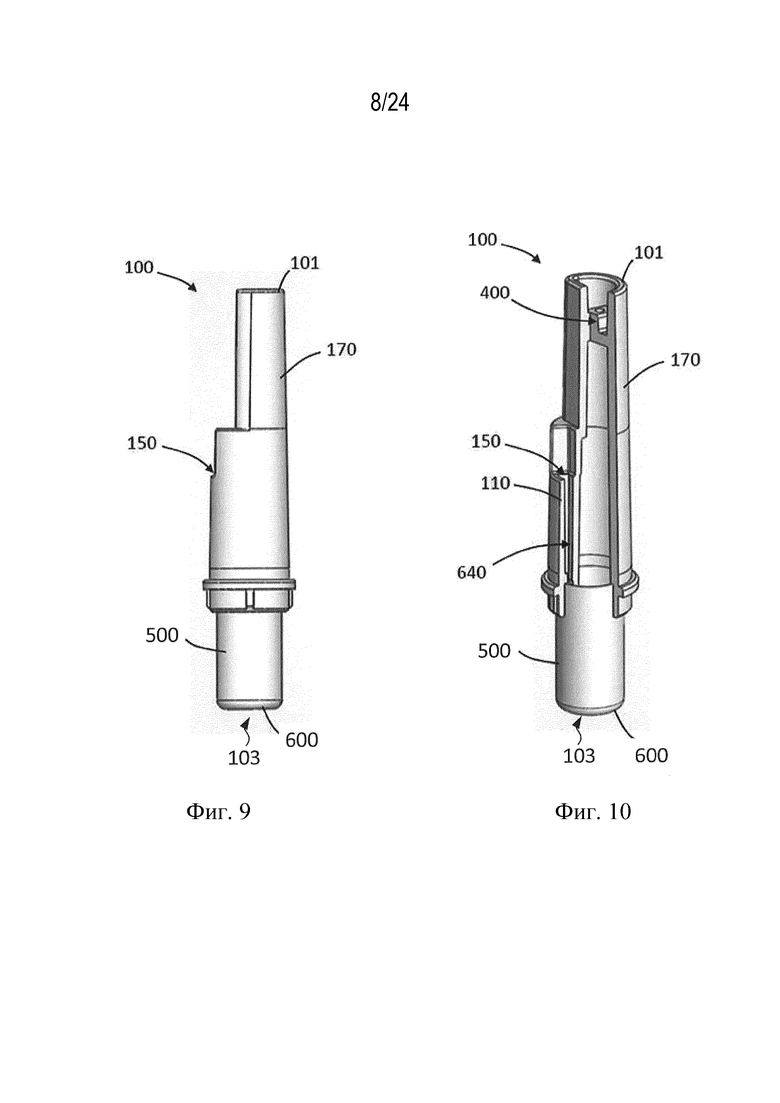
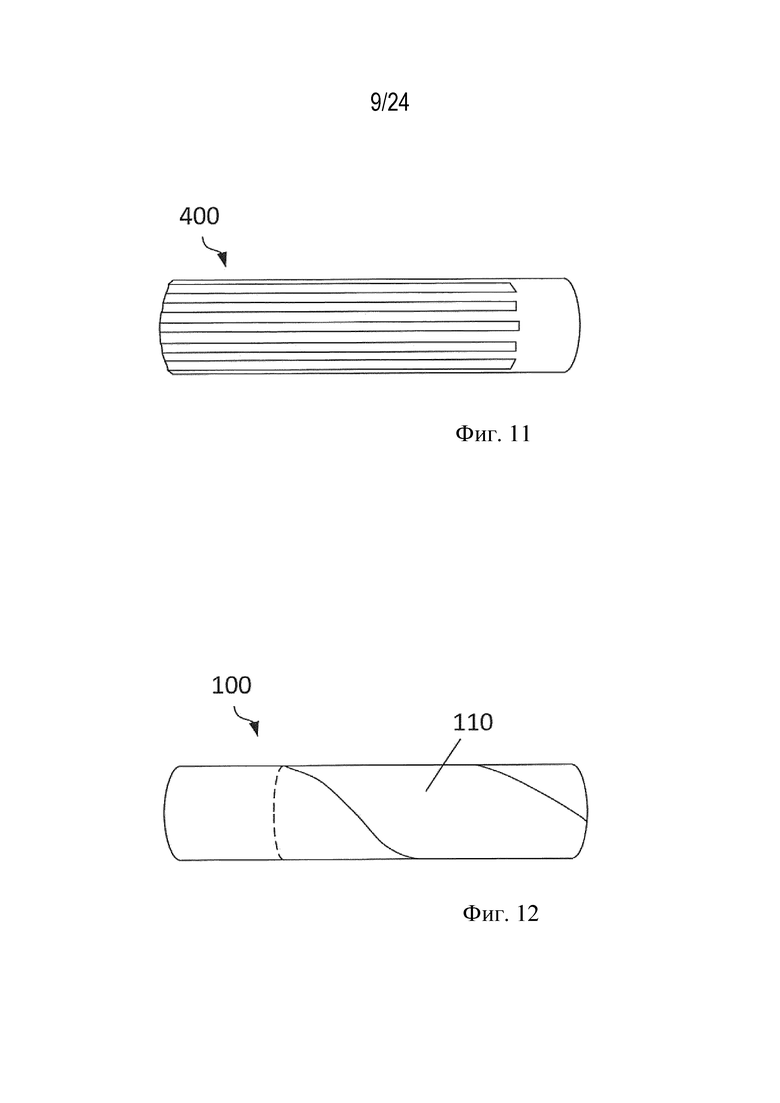
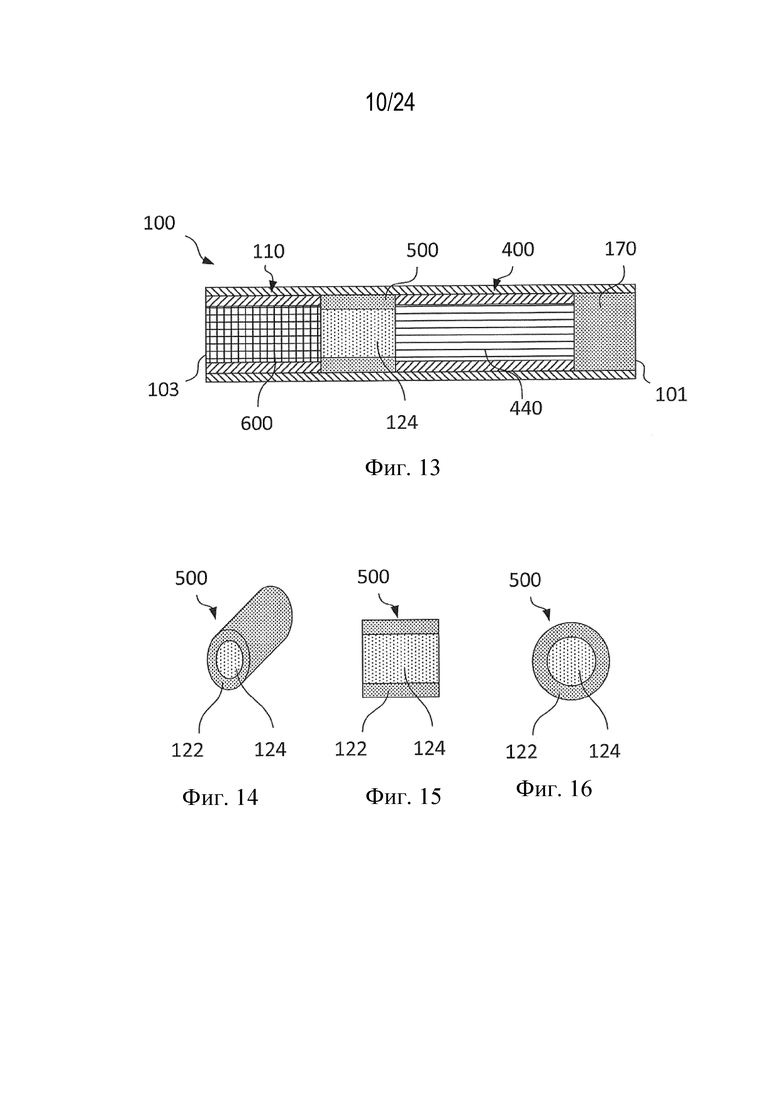
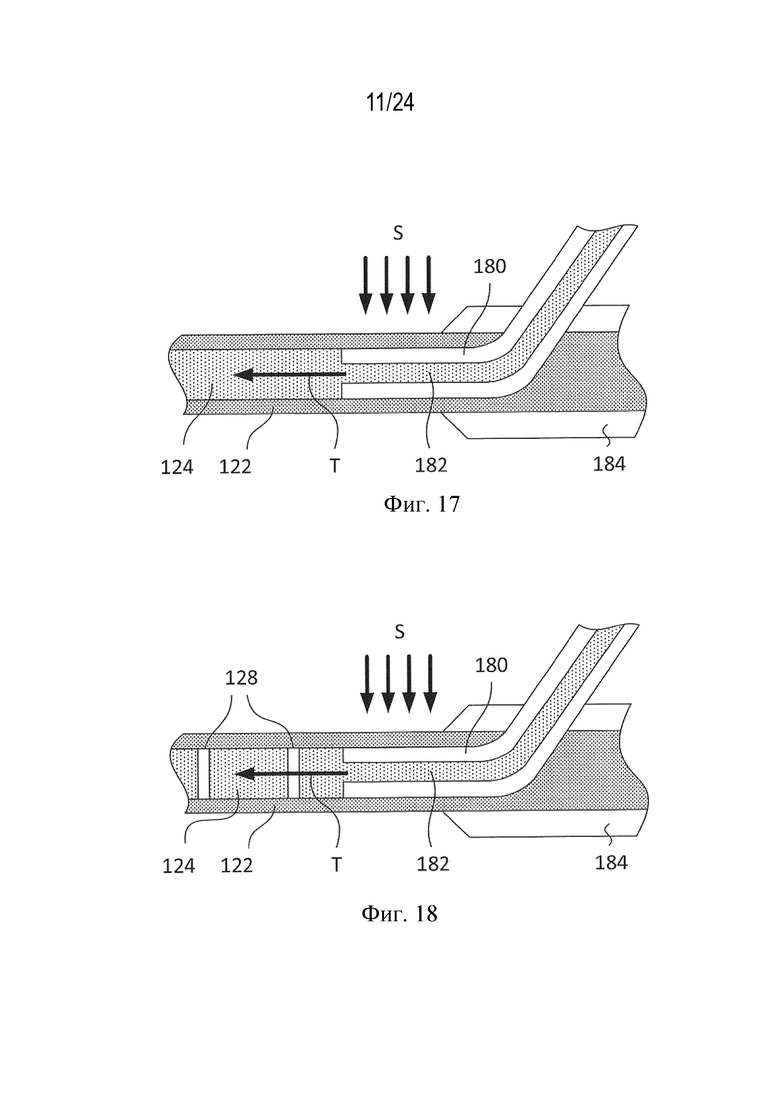
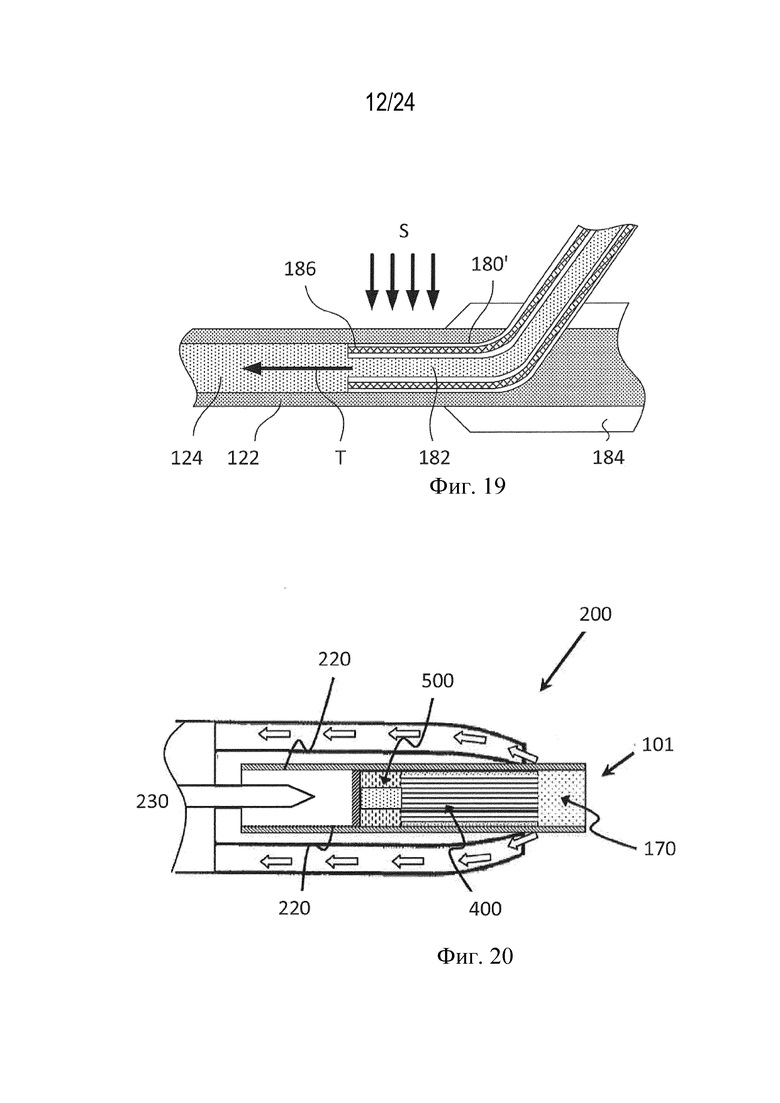
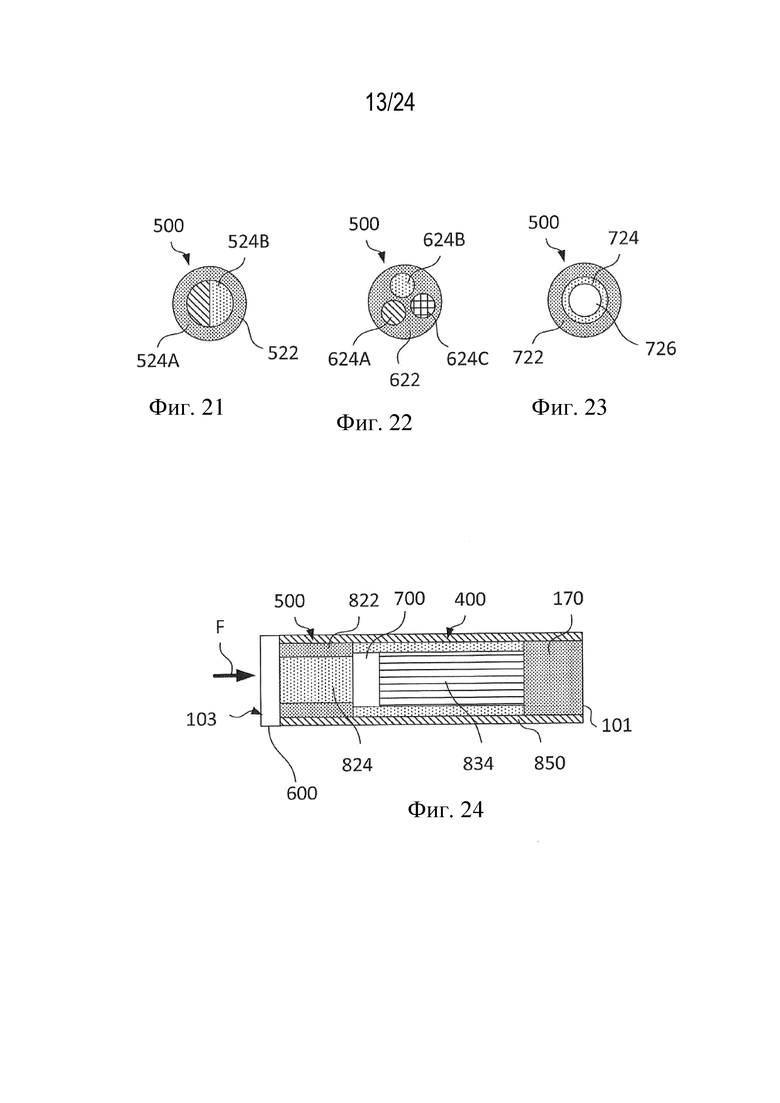
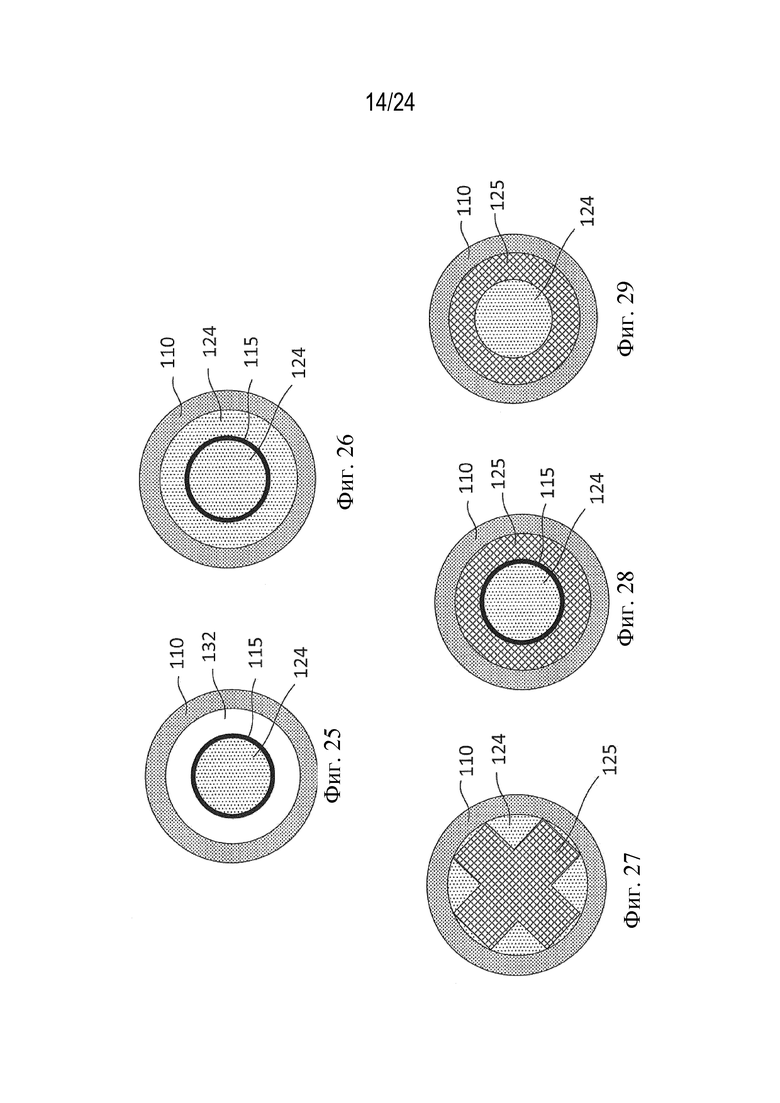
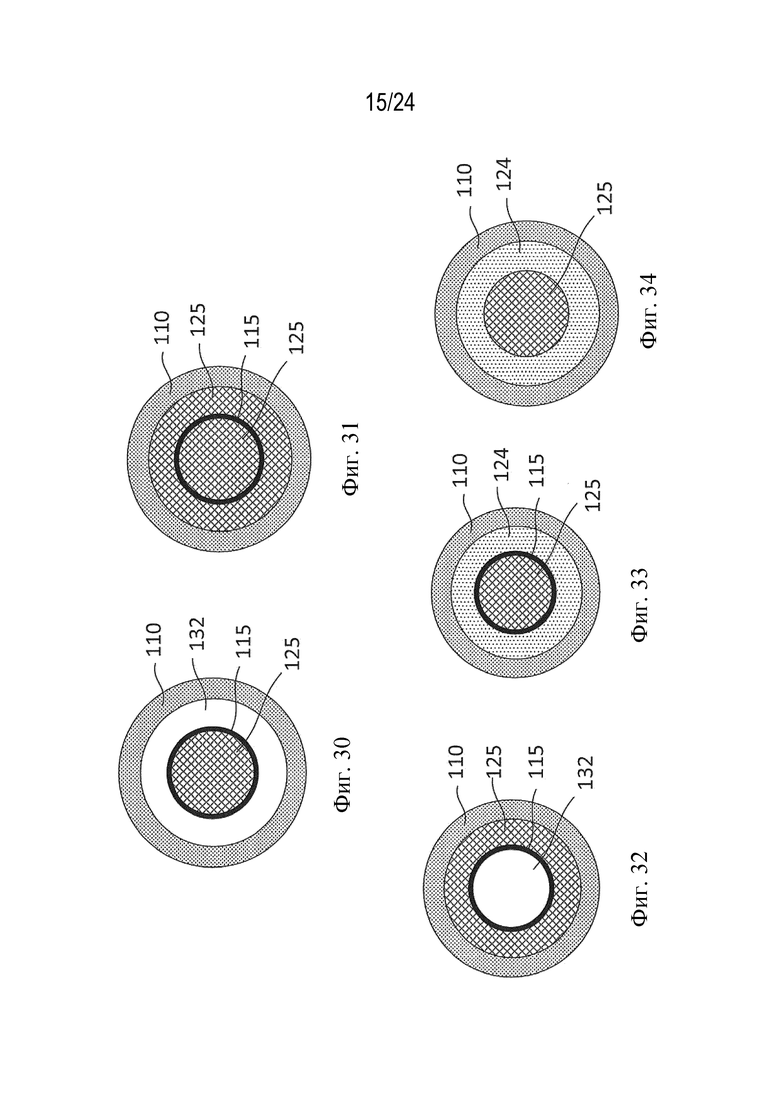
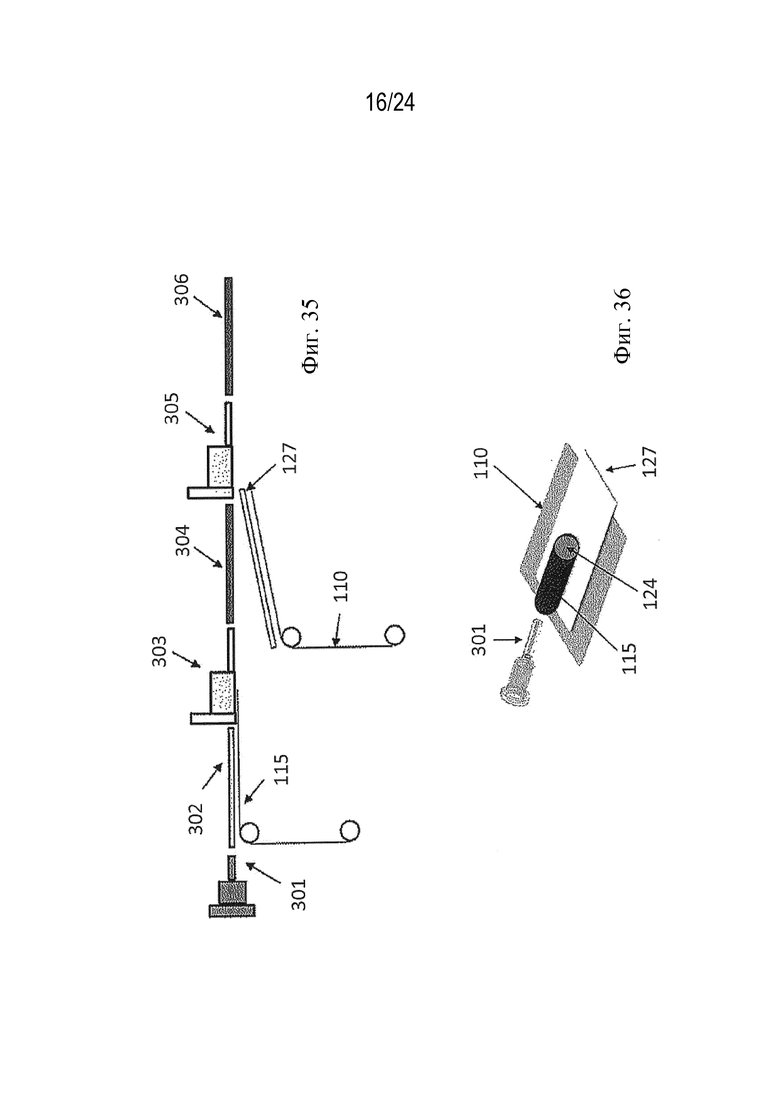
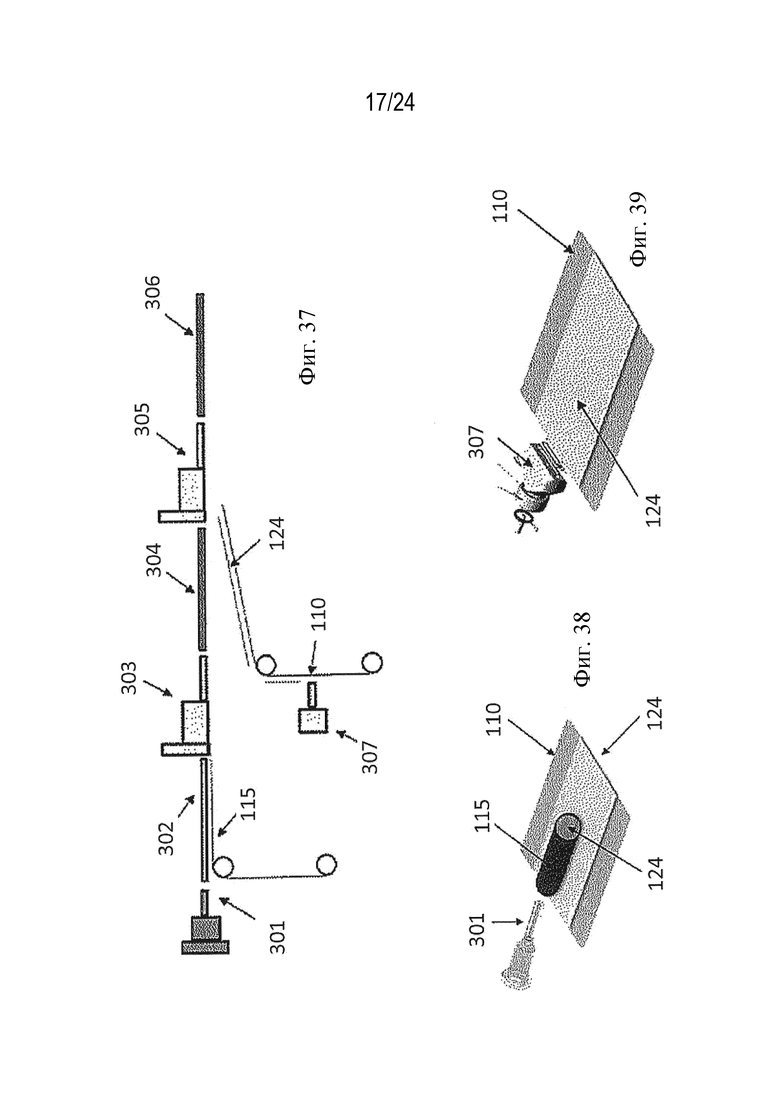
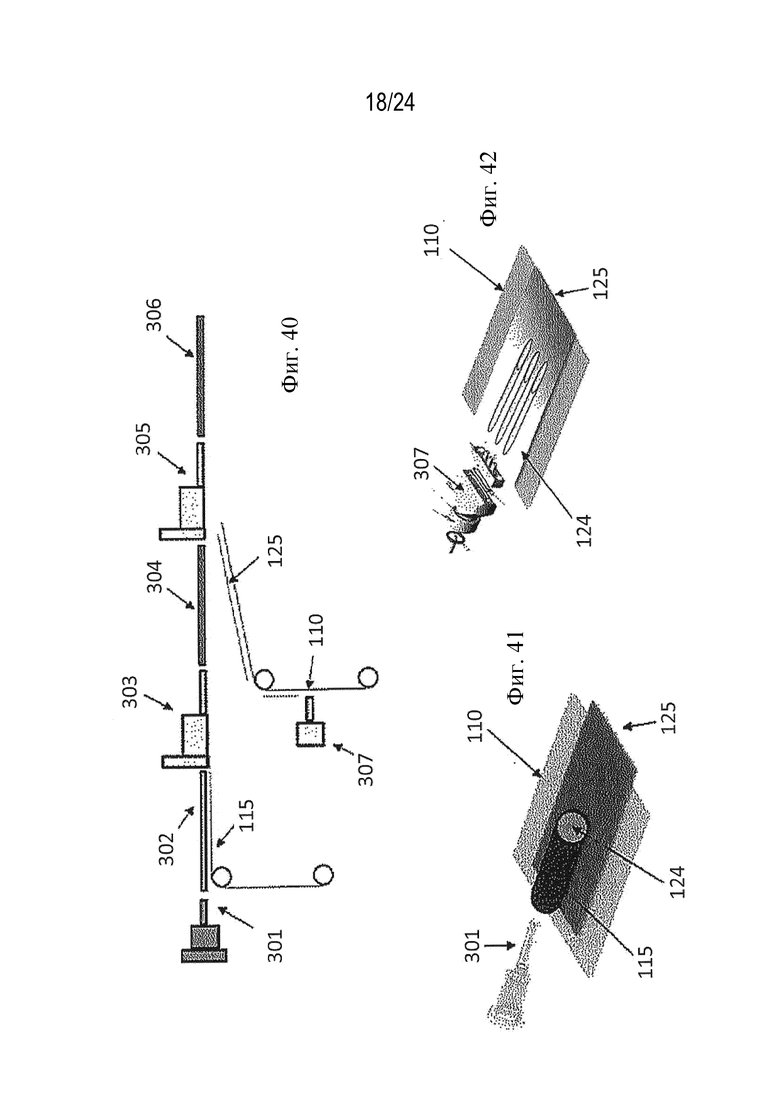
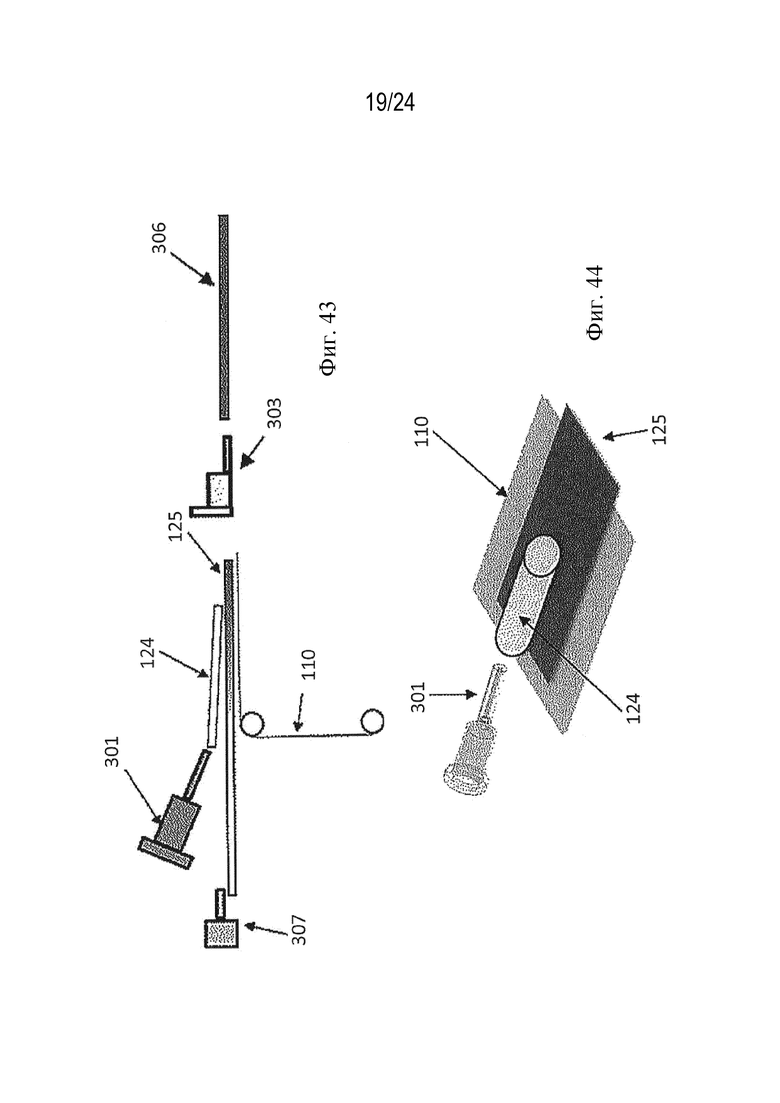
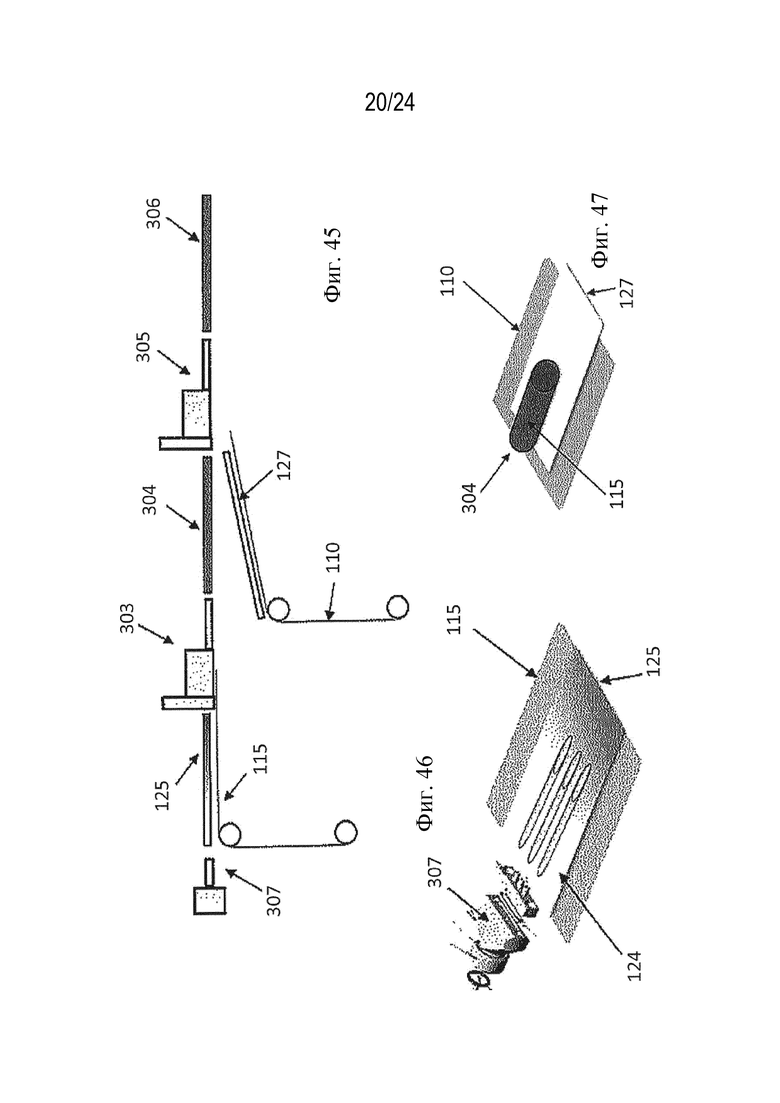
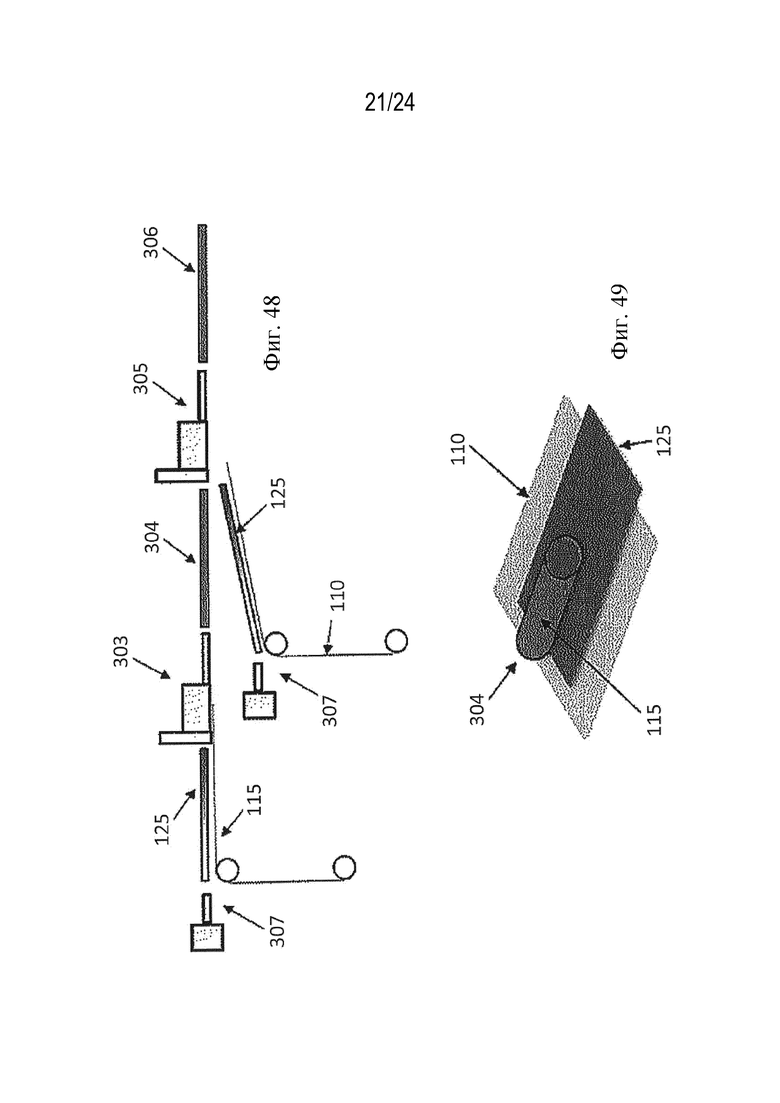
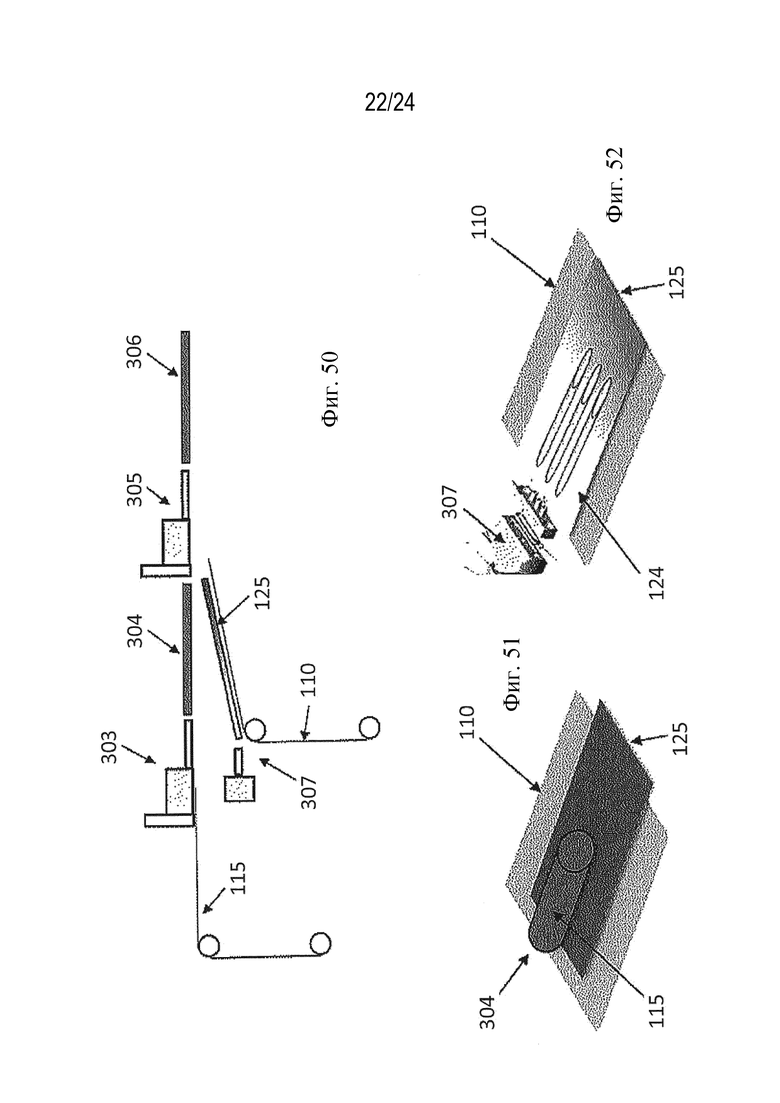
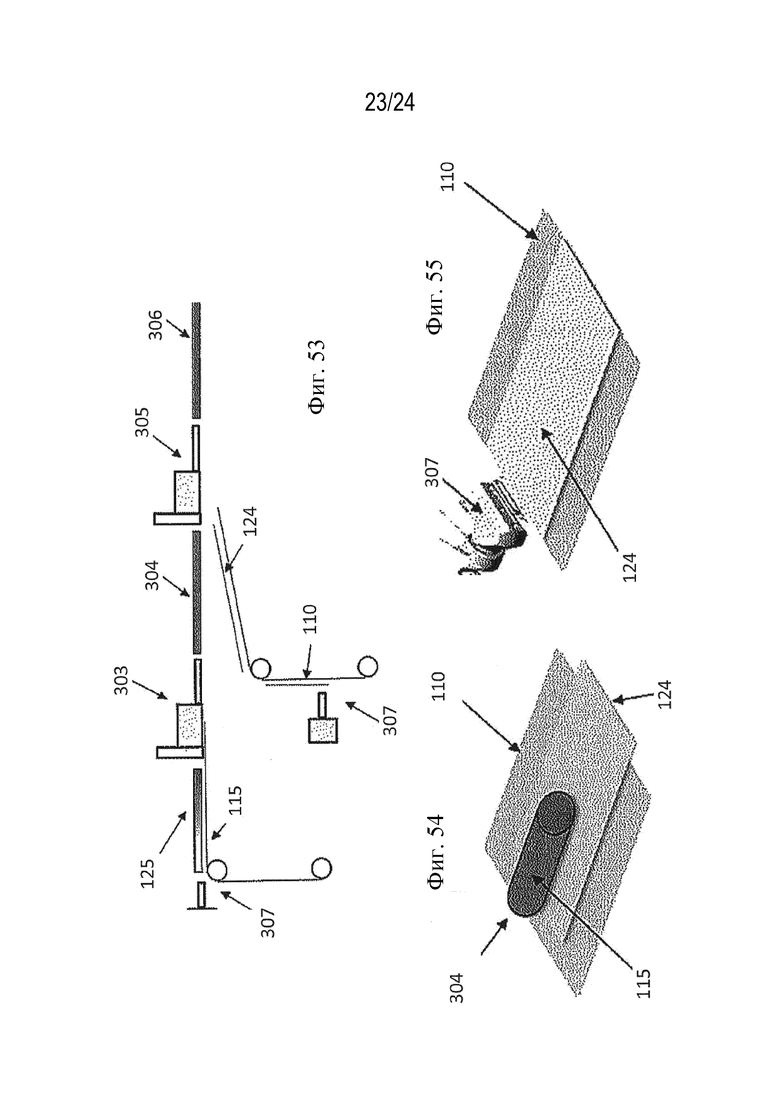
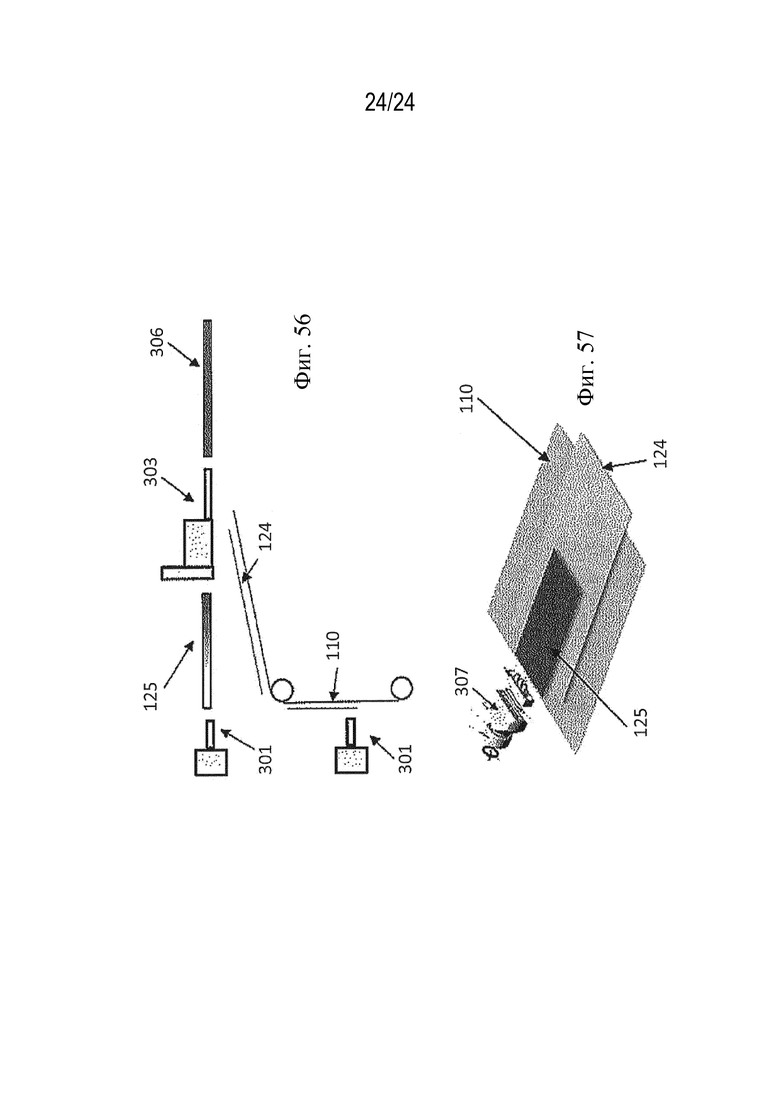
Заявлена группа изобретений, включающая: систему и способ изготовления трубчатого элемента для использования с изделием, генерирующим аэрозоль (варианты). Техническим результатом является создание трубчатого элемента для использования в изделии, генерирующем аэрозоль, в котором не свойственна протечка, а также эффективно доставляется аэрозоль, сгенерированный из трубчатого элемента, при нагревании устройством, генерирующим аэрозоль. Система изготовления трубчатых элементов для использования с изделием, генерирующим аэрозоль, предназначенная для изготовления трубчатых элементов, содержит гель. Система изготовления трубчатых элементов содержит первое средство непрерывной подачи, выполненное с возможностью непрерывной подачи первого полотна оберточного материала вдоль пути подачи. Также содержит сопло, выполненное с возможностью распределения геля непосредственно по первому полотну оберточного материала. Гель содержит воду. Также содержит Второе средство непрерывной подачи для подачи второго компонента на первое полотно оберточного материала. И также содержит средство свертывания, выполненное с возможностью свертывания первого полотна оберточного материала вокруг геля и второго компонента с образованием трубчатого элемента непрерывной длины. 4 н. и 16 з.п. ф-лы, 57 ил.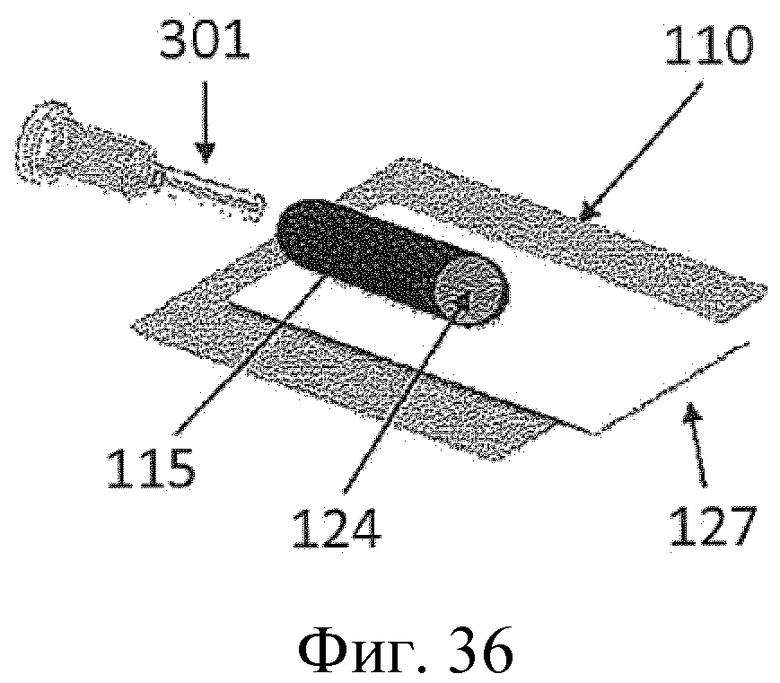
1. Система изготовления трубчатых элементов для использования с изделием, генерирующим аэрозоль, предназначенная для изготовления трубчатых элементов, содержащих гель, причем система изготовления трубчатых элементов содержит:
первое средство непрерывной подачи, выполненное с возможностью непрерывной подачи первого полотна оберточного материала вдоль пути подачи;
сопло, выполненное с возможностью распределения геля непосредственно по первому полотну оберточного материала, причем гель содержит воду;
второе средство непрерывной подачи для подачи второго компонента на первое полотно оберточного материала;
средство свертывания, выполненное с возможностью свертывания первого полотна оберточного материала вокруг геля и второго компонента с образованием трубчатого элемента непрерывной длины.
2. Система изготовления трубчатых элементов по п. 1, в которой второй компонент представляет собой пористую среду.
3. Система изготовления трубчатых элементов по пп. 1, 2, в которой сопло выполнено с возможностью распределения геля по второму компоненту на первом полотне оберточного материала.
4. Система изготовления трубчатых элементов по п. 1, в которой второй компонент представляет собой второе полотно оберточного материала, и при этом второе средство непрерывной подачи дополнительно содержит средство свертывания для свертывания второго полотна оберточного материала с образованием второго трубчатого элемента.
5. Система изготовления трубчатых элементов по п. 3, содержащая третье средство подачи для подачи третьего компонента.
6. Система изготовления трубчатых элементов по п. 5, в которой третье средство подачи подает третий компонент на первое полотно оберточного материала.
7. Система изготовления трубчатых элементов по п. 5 или 6, в которой третье средство подачи подает третий компонент на второе полотно оберточного материала.
8. Система изготовления трубчатых элементов по п. 5, 6 или 7, в которой третий компонент представляет собой пористую среду.
9. Система изготовления трубчатых элементов по любому из пп. 4-7 или 8, в которой сопло для распределения геля выполнено с возможностью распределения геля непосредственно по второму полотну оберточного материала или распределения по дополнительному компоненту на втором полотне оберточного материала.
10. Система изготовления трубчатых элементов по любому из предыдущих пунктов, дополнительно содержащая средство разрезания, выполненное с возможностью разрезания трубчатого элемента непрерывной длины на множество отдельных трубчатых элементов.
11. Способ изготовления трубчатого элемента для использования с изделием, генерирующим аэрозоль, содержащего гель,
причем способ изготовления включает в себя этапы, на которых:
подают первое полотно оберточного материала на средство подачи;
распределяют гель по первому полотну оберточного материала, причем гель содержит воду;
распределяют пористую среду по первому полотну оберточного материала таким образом, что пористая среда заполняется гелем, перед свертыванием первого оберточного материала с образованием трубчатых элементов непрерывной длины.
свертывают первый оберточный материал для обертывания геля и образовывают трубчатый элемент непрерывной длины.
12. Способ изготовления трубчатого элемента по п. 11, включающий в себя этап, на котором:
распределяют гель на пористую среду на первом полотне оберточного материала.
13. Способ изготовления трубчатого элемента по п. 11 или 12, дополнительно включающий в себя этап, на котором:
- подают второе полотно оберточного материала на второе средство подачи; и
- свертывают второе полотно оберточного материала с образованием второго трубчатого элемента; и
- подают второй трубчатый элемент свернутого второго полотна оберточного материала на первое полотно оберточного материала перед свертыванием первого оберточного материала.
14. Способ изготовления трубчатого элемента по п. 13, включающий в себя этап, на котором:
распределяют гель по второму полотну оберточного материала перед свертыванием второго полотна оберточного материала с образованием второго трубчатого элемента и подают свернутое второе полотно оберточного материала на первое полотно оберточного материала.
15. Способ изготовления трубчатого элемента по п. 13 или 14, дополнительно включающий в себя этап, на котором:
распределяют пористую среду по второму полотну оберточного материала перед свертыванием второго полотна оберточного материала с образованием второго трубчатого элемента и подают свернутое второе полотно оберточного материала на первое полотно оберточного материала.
16. Способ изготовления трубчатого элемента по п. 11 или 12, дополнительно включающий в себя этап, на котором:
распределяют предварительно образованный второй трубчатый элемент продольно по первому полотну оберточного материала перед свертыванием первого полотна оберточного материала.
17. Способ изготовления трубчатого элемента для использования с изделием, генерирующим аэрозоль,
включающий в себя этапы, на которых:
подают первое полотно оберточного материала на средство подачи;
распределяют пористую среду по первому полотну оберточного материала;
подают второе полотно оберточного материала на второй путь подачи; и
распределяют гель по второму полотну оберточного материала, причем гель содержит воду; и
обертывают гель вторым полотном оберточного материала с образованием трубчатой формы; и
подают второй трубчатый элемент из свернутых геля и второго полотна оберточного материала на первое полотно оберточного материала перед свертыванием первого оберточного материала;
свертывают первый оберточный материал для обертывания второго трубчатого элемента из свернутых геля и второго полотна оберточного материала и образования трубчатого элемента непрерывной длины.
18. Способ изготовления трубчатого элемента по п. 17, дополнительно включающий в себя этап, на котором:
распределяют пористую среду по второму полотну оберточного материала перед свертыванием второго полотна оберточного материала с образованием трубчатой формы.
19. Способ изготовления трубчатого элемента для использования с изделием, генерирующим аэрозоль,
включающий в себя этапы, на которых:
подают первое полотно оберточного материала на средство подачи;
распределяют пористую среду по первому полотну оберточного материала;
распределяют предварительно образованный второй трубчатый элемент, содержащий гель, продольно по первому полотну оберточного материала перед свертыванием первого полотна оберточного материала, причем гель содержит воду;
подают предварительно образованный второй трубчатый элемент, содержащий гель, на первое полотно оберточного материала перед свертыванием первого оберточного материала;
свертывают первый оберточный материал для обертывания пористой среды и предварительно образованный второй трубчатый элемент с образованием трубчатого элемента непрерывной длины.
20. Способ изготовления по любому из пп. 11-19, дополнительно включающий в себя этап, на котором: разрезают трубчатый элемент непрерывной длины на отрезки с образованием множества трубчатых элементов.
