Изобретение относится к деформационной обработке металлов и может быть использовано для получения длинномерных ультрамелкозернистых (УМЗ) металлических заготовок и изделий с улучшенными физико-механическими свойствами для машиностроительных и других отраслей народного хозяйства.
Известны устройства для упрочнения материалов способом равноканального углового прессования (РКУП), при котором реализуется схема деформации простым сдвигом. Деформация заготовок и, соответственно, упрочнение материала происходит за счет, например, изменения вертикального направления канала на горизонтальное, при этом очаг деформации формируется в области изменения этого направления. Как правило, эти устройства состоят из матрицы с пересекающимися в ней под углом каналами прессования и пуансона (В.М.Сегал, В.И.Копылов, В.И.Резников "Процессы пластического структурообразования металлов", Минск: Навука и тэхника, 1994). Процесс формирования УМЗ структуры предполагает многоцикловую обработку одной заготовки с количеством циклов от 4 до 12 (Валиев Р.З., Александров И.В. «Наноструктурные материалы, полученные интенсивной пластической деформацией», М., Логос, 2000).
Основным недостатком перечисленных устройств является ограниченные геометрические параметры обрабатываемых заготовок, при этом их длина обычно составляет 5-7 исходных диаметров. Также УМЗ заготовки, получаемые на подобных установках, характеризуются низким коэффициентом использования металла (КИМ) в пределах 0,5-0,7 вследствие искажения концевых частей заготовок и необходимостью их удаления для придания заготовкам правильной формы в виде цилиндра или параллелепипеда, что негативно сказывается на экономических показателях процесса формирования УМЗ структуры. В то же время, использование таких заготовок для получения УМЗ длинномерных прутков или проволоки требует дальнейшего их передела, например, прокаткой или волочением, что также повышает энергоемкость получения длинномерных УМЗ изделий.
Наиболее близким техническим решением является устройство для РКУП в условиях «конформ» с целью упрочнения материалов (В.М.Сегал, В.И.Копылов, В.И.Резников "Процессы пластического структурообразования металлов", Минск: Навука и тэхника, 1994, с.103). Устройство включает корпус с закрепленными в нем приводным рабочим колесом с П-образным калибром, колодки со вставкой и упором. Канал прессования формируется за счет стенок П-образного калибра приводного рабочего колеса и рабочих поверхностей вставки и упора. Захват заготовки на начальной стадии и силовые условия процесса прессования формируются за счет создания активных сил трения, возникающих на стенках П-образного калибра колеса. Создание активных сил трения данной установки обеспечивается за счет плавного сужения и уменьшения поперечного сечения канала прессования, которое обеспечивает эксцентричная вставка, закрепленная в колодке. Длина дуги захвата изначально является расчетной величиной и, как показывает практика, во многом зависит от параметров процесса - марки прессуемого материала, температуры, смазки, шероховатости рабочих поверхностей и т.д. Оптимизация геометрических параметров дуги захвата с точки зрения подбора ее минимально необходимой длины требует установки вставки с новой геометрией или доработки существующей. К тому же по мере износа рабочих поверхностей упора и вставки колодки увеличивается размер поперечного сечения заготовки и, соответственно, дуга захвата, и требуется больший крутящий момент для проведения процесса прессования. Все это в конечном итоге приводит к повышению материальных и энергетических затрат в процессе длительной эксплуатации.
Задача изобретения - создание устройства, позволяющего осуществлять процесс формирования в длинномерных металлических материалах с соотношением длинны к диаметру более 100 УМЗ структуры при минимальных материальных и энергетических затратах. При этом предлагаемая конструкция устройства оснащена опцией, позволяющей обеспечить в процессе длительной эксплуатации минимально возможные дугу захвата и крутящий момент на приводном рабочем колесе, при фиксированном эксцентриситете вставки, который является расчетной величиной.
Поставленная задача достигается за счет того, что устройство для непрерывного углового прессования, содержит приводное рабочее колесо с калибром, колодку со вставкой и упор, выполненные с рабочими поверхностями, формирующими канал прессования. При этом канал прессования имеет площадь поперечного сечения на выходе из области деформации на 3-5% большую, чем на входе в него. Упор установлен на наклонную площадку с возможностью перемещения и плавной корректировки высоты поперечного сечения, соответственно, и его площади для обеспечения выше обозначенной разности площадей посредством винта упорного.
Сущность изобретения поясняется чертежом, изображающим принципиальную схему устройства. Устройство состоит из корпуса 1 и установленного в нем приводного рабочего колеса 2, колодки со вставкой 3 (вставка не показана), упора 4, наклонной площадки 5, винта упорного 6.
Принцип работы устройства для формирования УМЗ структуры в металлических материалах включает стадию настройки оптимальных условий захвата и их корректировку в процессе эксплуатации. Стадия настройки оптимальных условий захвата включает следующие операции. Посредством вращения винта упорного 6 и вертикального движения подвижной площадки 5 выходное из очага деформации поперечное сечение канала прессования настраивается на 5 - 6% большее по сравнению с выходным. После этого исходная заготовка помещается в П-образный калибр приводного рабочего колеса 2 и затягивается активными силами трения в канал прессования. Упираясь в рабочую поверхность упора 4, заготовка меняет направление движения, деформируясь по схеме простого сдвига. При этом поперечное сечение приобретает форму, близкую к параллелепипеду. При втором цикле обработки и последующих заготовка поворачивается по часовой стрелке на 90 градусов вокруг продольной оси и помещается в канал прессования. Изменяя в течение последующих циклов обработки высоту выходного канала прессования в сторону его уменьшения, посредством вращения винта упорного 6 подбирают минимальную длину дуги захвата, при которой происходит захват заготовки и ее деформация. Как правило, разница площадей канала прессования на входе в очаг деформации и выходе из него для оптимальных условий составляет 3%-5%. Создание оптимальных условий по дуге захвата обеспечивает минимальный путь трущейся со вставкой колодки поверхности заготовки, что способствует минимальному износу вставки от пассивных сил трения. Эти условия соответствуют и минимально необходимому моменту для проведения деформации. По мере износа рабочих поверхностей упора 4 и вставки в процессе длительной эксплуатации проводится корректировка поперечного сечения канала прессования на выходе из очага деформации, что позволяет обеспечить исходный минимально необходимый крутящий момент для проведения деформации.
Итак, заявляемое изобретение позволяет формировать в длинномерных металлических материалах с отношением длины к диаметру более 100 УМЗ структуру при минимальных материальных и энергетических затратах в течение длительного срока эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА | 2010 |
|
RU2417857C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2010 |
|
RU2419501C1 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ПОЛУФАБРИКАТОВ ВОЛОЧЕНИЕМ С КРУЧЕНИЕМ | 2011 |
|
RU2467816C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2291010C2 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ПОЛУФАБРИКАТОВ ВОЛОЧЕНИЕМ СО СДВИГОМ | 2007 |
|
RU2347633C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2005 |
|
RU2285740C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2005 |
|
RU2285738C1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ И ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ПОЛУФАБРИКАТОВ | 2007 |
|
RU2347632C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК В СУБМИКРОКРИСТАЛЛИЧЕСКОМ И НАНОСТРУКТУРИРОВАННОМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2436847C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ НЕКОМПАКТНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2578871C1 |
Изобретение относится к деформационной обработке металлов и может быть использовано для получения длинномерных ультрамелкозернистых металлических заготовок с улучшенными физико-механическими свойствами. Устройство содержит приводное рабочее колесо с калибром, колодку со вставкой и упор. Указанные элементы имеют рабочие поверхности, образующие канал прессования. Упор установлен на площадке, которая перемещается посредством упорного винта для плавного регулирования высоты канала прессования. В результате этого регулирования площадь поперечного сечения канала на выходе из очага деформации должна на 3-5% превышать площадь поперечного сечения на входе в очаг деформации. Такая конструкция устройства позволяет снизить затраты на обработку заготовок. 1 ил.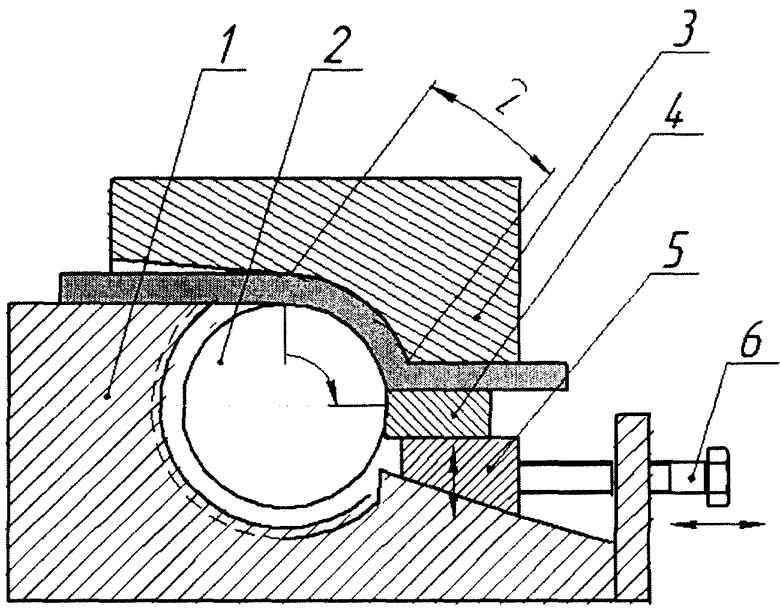
Устройство для непрерывного углового прессования, содержащее приводное рабочее колесо с калибром, колодку со вставкой и упор, выполненные с рабочими поверхностями, образующими канал прессования, отличающееся тем, что упор установлен на площадке, имеющей возможность перемещения посредством упорного винта, для обеспечения плавного регулирования высоты канала прессования с получением площади поперечного сечения на выходе из очага деформации, которая на 3-5% превышает площадь поперечного сечения на входе в очаг деформации.
| СЕГАЛ В.М, КОПЫЛОВ В.И, РЕЗНИКОВ В.И | |||
| Процессы пластического структурообразования металлов | |||
| - Минск: Наука и техника, 1994, с.103 | |||
| СПОСОБ ДЕФОРМИРОВАНИЯ ЗАГОТОВОК В ПЕРЕСЕКАЮЩИХСЯ КАНАЛАХ | 1998 |
|
RU2139164C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ ВОЛОКНИСТЫХ МАТЕРИАЛОВ НА РАСТЯЖЕНИЕ | 2004 |
|
RU2251094C1 |
| US 5400633 А, 28.03.1995 | |||
| КЛЮЧ УНИВЕРСАЛЬНЫЙ | 1998 |
|
RU2141891C1 |

