Изобретение относится к обработке металлов давлением, в частности к способам упрочнения металлов в процессе обработки.
Известен способ деформирования заготовок в пересекающихся вертикальном и горизонтальном каналах, при этом перемещения заготовки в горизонтальном канале осуществляют с подпором (В. М. Сегал, В. И. Копылов, В.И.Резников "Процессы пластического структуро-образования металлов" - Минск: Навука и тэхника,.1994.- с.26.)
Недостатки известного способа заключаются в следующем:
1. Невозможно получить заготовки длиной более 1 -2 диаметров без дефектов по наружной поверхности, так как основная часть смазки задерживается в вертикальном канале, а также по месту пересечения каналов. В результате заготовка перемещается в горизонтальном канале или с недостаточным количеством смазки или вообще без нее. По этой причине наружная поверхность заготовки получает дефекты типа задиров.
Можно наносить смазку в горизонтальный канал, но для этого нужно производить разборку механизма подпора или его удаление, что не всегда возможно, да и не технологично. Кроме того, торец заготовки, перемещаясь по горизонтальному каналу с плотным прилеганием боковой поверхности заготовки к поверхности канала, снимает с последнего нанесенную смазку. В результате заготовка, продвигаясь без смазки, получает вышеуказанные дефекты.
2. Поверхность канала с недостаточным количеством смазки также получает дефекты типа задиров или налипания и приваривания отдельных частиц заготовки к поверхности горизонтального канала, что приводит к негодности последнего и к преждевременному износу.
3. Если использовать, как описано в прототипе, каналы, равные по размерам, то возникают трудности в установке заготовки в вертикальный канал при последующих циклах деформирования, так как размер заготовки равен после деформирования размеру вертикального канала, а на поверхность заготовки нужно наносить еще и смазку. В результате возникает необходимость или использовать дополнительные устройства для размещения заготовки в канале или же запрессовывать заготовку в канал с искажением ее размеров и поверхности, что ухудшает качество последней. Возможно уменьшать диаметр заготовки токарной обработкой, но это снижает технологичность процесса упрочнения заготовки.
4. При деформировании заготовки в установке с равными пересекающимися каналами и подпором усилие подпора подбирают от 1 до 6 пределов текучести деформируемого сплава, что приводит к необходимости создания сложных механизмов подпора и большим затратам на изготовление штампа равноканального углового прессования. (Л.В.Прозоров "Прессование стали и тугоплавких сплавов" - М.: Машиностроение, 1969.- с. 167-169.)
Задачей, на решение которой направлено предложенное изобретение, является повышение качества заготовок за счет изменения механизма подпора и повышения технологичности процесса.
Поставленная задача достигается способом деформирования заготовок в пересекающихся вертикальном и горизонтальном каналах и использованием подпора в последнем, при котором в отличие от прототипа осуществляют промежуточный подпор в начале процесса деформирования путем пропускания заготовки через выполненные с разными площадями поперечных сечений первую и вторую части горизонтального канала, причем площадь поперечного сечения первой части, сопрягаемой с вертикальным каналом, выполняют на 5-15% меньше площади поперечного сечения вертикального канала, а площадь поперечного сечения второй части канала выполняют по крайней мере на 0,5% меньше площади поперечного сечения вертикального канала.
Применение промежуточного подпора в начале процесса деформирования заготовки за счет выполнения горизонтального канала ступенчатым предупреждает появление дефектов в ней при переходе из вертикального в горизонтальный канал.
Выполнение второй части горизонтального канала в указанном соотношении к вертикальному по площади поперечного сечения обеспечивает быстрое и технологичное размещение заготовки в вертикальном канале для повторного деформирования и позволяет во время контакта деформируемой заготовки с подпором выдавить смазку с поверхности подпора в зазор между заготовкой и поверхностью второй части канала.
Известны способы равноканального углового прессования с подпором заготовки и без подпора заготовки, при которых смазку наносят на заготовку и в каналы. Известны также способы размещения подпора в горизонтальном канале. Но не известны способы, позволяющие осуществлять подпор деформируемой заготовки в горизонтальном канале и распределять в нем смазку за счет выполнения последнего ступенчатым из двух частей с указанным соотношением размеров поперечных сечений.
Для сплавов с высокой пластичностью соотношение размеров площадей поперечных сечений первой части горизонтального канала и вертикального канала выполняют по нижней границе интервала 5- 15% для обеспечения необходимого подпора деформируемой заготовки.
Выбор указанного соотношения менее 5% нецелесообразен по причине уменьшения усилия подпора заготовки ниже необходимой величины. Так, опыты показывают, что для деформируемых алюминиевых сплавов, а также титана ВТ1-0 при диаметре вертикального канала 20 мм наиболее эффективный подпор достигается при диаметре первой части горизонтального канала 19,5 мм, т.е. при разнице площадей поперечных сечений 5%.
Для сплавов с малой пластичностью разницу указанных площадей поперечных сечений доводят до 15%. Это связано с тем, что для предотвращения разрушения заготовки в процессе деформирования, например, таких сплавов как литейный алюминиевый сплав АЛ5, в первой части горизонтального канала осуществляют подпор с большим усилием противодавления. Опытным путем установлено, что уменьшение площади поперечного сечения первой части горизонтального канала более чем на 15% не целесообразно из- за слишком больших усилий противодавления и как следствие малого срока службы устройства и прессового оборудования.
Пример конкретного выполнения.
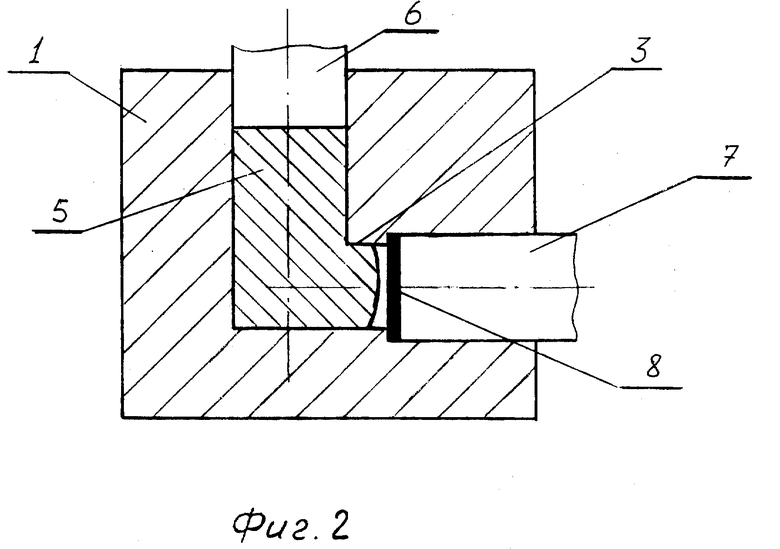
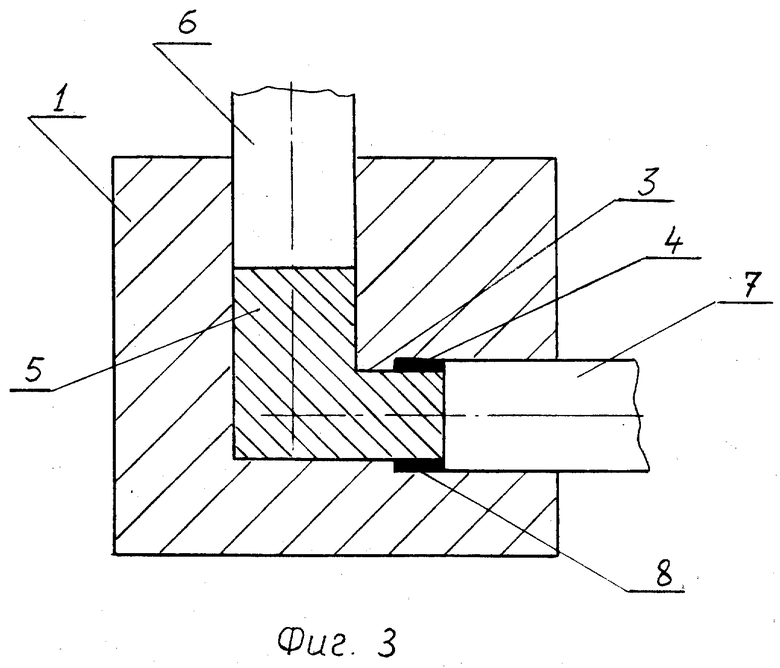
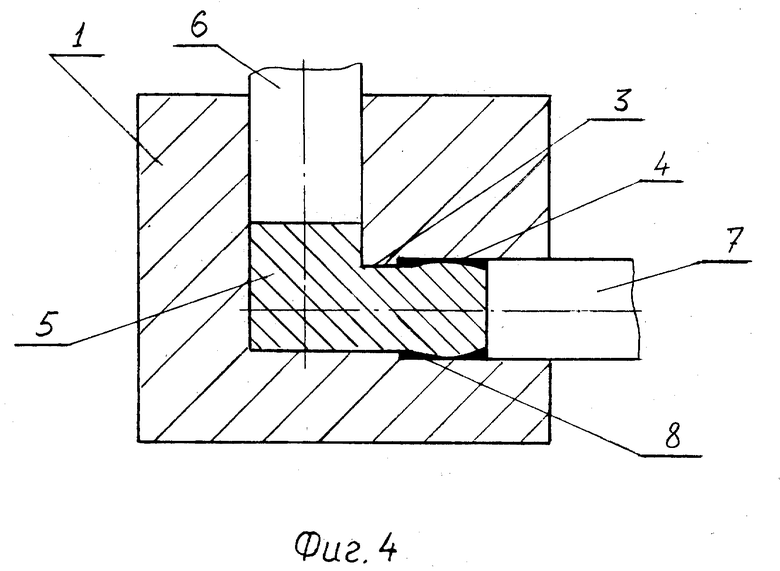
На чертежах фиг. 1, 2, 3, 4 изображена матрица с пересекающимися каналами в продольном сечении на разных стадиях прохождения деформируемой заготовки по предложенному способу.
На фиг. 1 изображена матрица 1 с вертикальным каналом 2 и горизонтальным каналом, состоящим из первой части 3 и второй части 4. Находящаяся в каналах заготовка 5 перемещается пунсоном 6. Заготовка 5 при продвижении по горизонтальному каналу в его второй части упирается в подпор 7. Вертикальный канал 2 имеет площадь поперечного сечения F0. Первая часть 3 горизонтального канала имеет поперечное сечение площадью F1 вторая часть 4 горизонтального канала имеет площадь поперечного сечения F2.
На фиг. 2 показана матрица 1 с заготовкой 5 в начале процесса деформирования при перемещении последней в первую часть 3 горизонтального канала. На торце подпора 7 показан слой смазочного материала 8.
На фиг. 3 показана матрица 1, в которой пуансон 6 воздействует на заготовку 5. Последняя, перемещаясь во вторую часть 4 горизонтального канала, воздействует на подпор 7, причем смазочный материал 8 распределен в зазоре между поверхностью заготовки и поверхностью второй части 4 горизонтального канала.
На фиг. 4 показана матрица 1, в которой заготовка 5 под воздействием пуансона 6 перемещается в горизонтальный канал и под воздействием подпора 7 заполняет вторую часть 4 горизонтального канала.
Способ реализуется следующим образом. После размещения заготовки 5 в вертикальном канале 2 ее деформируют в первую часть 3 горизонтального канала, имеющего поперечное сечение F1. Так как сечение F1 меньше поперечного сечения F0 вертикального канала, то заготовку деформируют с самого начала с подпором за счет разности поперечных сечений этих каналов. Заготовку перемещают пуансоном 6 во вторую часть горизонтального канала и ее торцем начинают отжимать подпор 7, одновременно распределяя смазочный материал 8 с торца последнего в зазор между заготовкой и стенками второй части 4 горизонтального канала, так как его поперечное сечение F2 больше чем площадь поперечного сечения F1 первой части 3 канала. При дальнейшем перемещении заготовки 5 последняя, упираясь и перемещая подпор 7, деформируется, увеличиваясь в поперечном сечении, и заполняет обе части горизонтального канала. Смазочный материал 8, равномерно распределяясь по поверхности заготовки, способствует повышению качества последней.
Таким образом, осуществление промежуточного подпора заготовки в процессе ее деформирования путем пропускания через ступенчатый горизонтальный канал обеспечивает одновременно необходимый подпор заготовки в процессе деформирования и равномерное распределение смазки по поверхности заготовки и горизонтального канала, что и позволяет повысить качество последней.
Кроме того, за счет распределения усилия подпора между первой частью горизонтального канала и подпором во второй части горизонтального канала, упрощается механизм последнего и упрощается изготовление установки для реализации способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 2000 |
|
RU2188091C2 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2116155C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2128095C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2000 |
|
RU2181314C2 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ТИТАНОВЫХ ЗАГОТОВОК | 2000 |
|
RU2175685C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ШЕСТИГРАННОЙ ФОРМЫ С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ ПРИ ОСУЩЕСТВЛЕНИИ ЭТОГО СПОСОБА | 2008 |
|
RU2383632C2 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ПОЛУФАБРИКАТОВ ВОЛОЧЕНИЕМ СО СДВИГОМ | 2007 |
|
RU2347633C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ СПЕЦИАЛИЗИРОВАННЫЙ ПРЕСС | 1996 |
|
RU2110406C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК В СУБМИКРОКРИСТАЛЛИЧЕСКОМ И НАНОСТРУКТУРИРОВАННОМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2436847C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАГОТОВОК | 2003 |
|
RU2240197C1 |
Использование: в процессах обработки металлов давлением, в частности путем пластического деформирования с изменением физических свойств металлов. В способе деформирования заготовок в пересекающихся вертикальном и горизонтальном каналах с подпором в последнем деформируемой заготовки дополнительно осуществляют промежуточный подпор в начале процесса деформирования. Дополнительный подпор осуществляют в ступенчатом горизонтальном канале. Площадь поперечного сечения первой части ступенчатого горизонтального канала, сопрягаемой с вертикальным каналом, выполняют на 5-15% меньше площади поперечного сечения вертикального канала, а площадь поперечного сечения второй его части выполняют по крайней мере на 0,5% меньше площади поперечного сечения вертикального канала. Предложенный способ позволяет повысить качество заготовок за счет изменения механизма подпора и повышения технологичности процесса. 4 ил.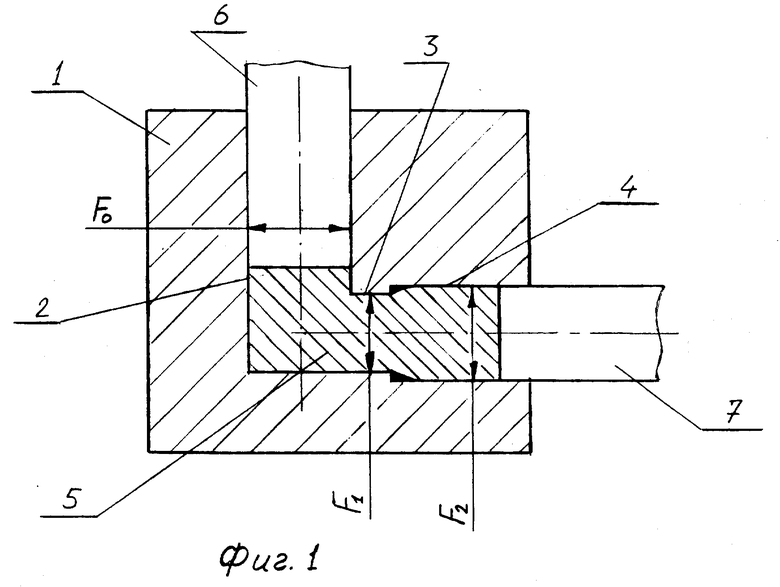
Способ деформирования заготовок в пересекающихся вертикальном и горизонтальном каналах с подпором в последнем деформируемой заготовки, отличающийся тем, что осуществляют промежуточный подпор в начале процесса деформирования путем пропускания заготовки через выполненные с разными площадями поперечных сечений первую и вторую части горизонтального канала, причем площадь поперечного сечения первой части, сопрягаемой с вертикальным каналом, выполняют на 5 - 15% меньше площади поперечного сечения вертикального канала, а площадь поперечного сечения второй части канала выполняют по крайней мере на 0,5% меньше площади поперечного сечения вертикального канала.
| Сегал В.М | |||
| и др | |||
| Процессы пластического структурообразования металлов | |||
| - Минск: Наука и Тэхника, 1994, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Устройство для упрочнения заготовок пластическим деформированием | 1975 |
|
SU541877A1 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛОВ И СПЛАВОВ | 0 |
|
SU375308A1 |
| СПОСОБ ПОВЫШЕНИЯ КОНСТРУКЦИОННОЙ ПРОЧНОСТИ МАТЕРИАЛОВ | 1996 |
|
RU2103383C1 |
| Способ обработки металлов и сплавов пластическим деформированием | 1976 |
|
SU607633A1 |
| US 3461002 A, 12.08.69 | |||
| КЛЮЧ УНИВЕРСАЛЬНЫЙ | 1998 |
|
RU2141891C1 |
| GB 999228 A, 19.12.62. | |||
