Изобретение относится к обработке материалов давлением, а именно к устройствам для упрочнения материала в процессе обработки.
Известное устройство для обработки заготовок равноканальным угловым прессованием на основе конформ-схемы, выбранное в качестве прототипа, содержит корпус, в котором смонтирован приводной валок с П-образным калибром, сопряженную с калибром валка и закрепленную в колодке кольцевую секторную вставку, контактная поверхность которой расположена эксцентрично относительно контактной поверхности валка и образует неподвижную стенку рабочего канала для приема заготовки, соединенная с корпусом клиновым зажимом колодка установлена на оси с возможностью поворота, смонтированный в пазу корпуса упор, составляющий нижнюю стенку выходного канала [В.М.Сегал, В.И.Резников, В.И.Копылов, Д.А.Павлик, В.Ф.Малышев. - Мн.: Навука i тэхнiка, 1994. - с.103-104, рис. 3.9].
Недостатком данного устройства является невозможность обработки большеразмерных листовых заготовок.
Задачей изобретения является разработка устройства для равноканального углового прессования, обеспечивающего обработку листовых заготовок, повышение технологичности и эффективности обработки.
Поставленная задача достигается тем, что в устройстве для обработки листовых заготовок, содержащем корпус, в котором смонтирован валок с П-образным калибром, сопряженную с калибром валка и закрепленную в колодке кольцевую секторную вставку, контактная поверхность которой расположена эксцентрично относительно контактной поверхности валка и образует неподвижную стенку рабочего канала для приема заготовки, соединенная с корпусом клиновым зажимом колодка установлена на оси с возможностью поворота, смонтированный в пазу корпуса упор, составляющий нижнюю стенку выходного канала, согласно изобретению устройство выполнено с возможностью его поступательного движения, корпус которого жестко закреплен к стойке, связанной с рамой, содержит платформу для приема заготовки после выпрессовки в направлении движения устройства, валок с кольцевыми бандажами по краям выполнен с возможностью вращения, причем геометрические размеры валка, П-образного калибра, кольцевой секторной вставки и колодки обеспечивают прессование листовой заготовки.
Кроме того, поставленная задача достигается, если устройство выполнено с возможностью выпрессовки листовой заготовки в противоположном движению устройства направлении.
Кроме того, поставленная задача достигается, если валок выполнен в виде вибровалка.
Предложенная конструкция устройства для обработки листовых заготовок равноканальным угловым прессованием на основе конформ-схемы с возможностью его поступательного движения, а также содержащее платформу для приема заготовки после выпрессовки способствует обработке большеразмерных листовых заготовок по схеме равноканального углового прессования. Технологичность обработки листовых заготовок повышается, если устройство выполнено с возможностью выпрессовки листовой заготовки в противоположном движению устройства направлении. Эффективность обработки листовых заготовок повышается, если использовать вибровалок.
Сопоставительный анализ с прототипом показывает, что заявляемое устройство для обработки листовых заготовок отличается наличием платформы для приема заготовки после выпрессовки, а также возможностью поступательного движения всего устройства. Кроме того, отличием предлагаемого устройства является выполнение устройства с возможностью выпрессовки заготовки в противоположном движению устройства направлении, а также наличие вибровалка.
Схема заявляемого устройства для обработки листовых заготовок представлена на чертеже.
Устройство для обработки листовых заготовок может быть выполнено на базе самоходного дорожного катка (чертеж).
Устройство для обработки листовых заготовок содержит корпус 1, в котором смонтирован валок 2 с П-образным калибром 3, образованный кольцевыми бандажами 4 по краям валка 2. Корпус 1 жестко закреплен к стойке 5 (на чертеже закрепление не показано). С калибром 3 валка 2 сопряжена кольцевая секторная вставка 6, образующая неподвижную стенку рабочего канала 7 для приема листовой заготовки 8. Контактные поверхности вставки 6 и валка 2 расположены эксцентрично. Кольцевая вставка 6 неподвижно закреплена в колодке 9, которая установлена на оси 10 с возможностью поворота. Нижняя стенка выходного канала образована упором 11, смонтированным в пазу корпуса 1 устройства. Корпус 1 и колодка 9 соединены клиновым зажимом 12. Для приема выпрессованной листовой заготовки 8 имеется платформа 13, закрепленная на стойке 5, на которую в свою очередь установлена рама 14.
Устройство для обработки листовых заготовок работает следующим образом.
Устройство реализует схему конформ-процесса. Листовая заготовка 8 размещается на ровную жесткую поверхность 15. При поступательном движении устройства вращающийся валок 2 наезжает на листовую заготовку 8, производится подача листовой заготовки 8 в рабочий канал 7 устройства. Листовая заготовка 8 активными силами трения со стороны П-образного калибра 3 выпрессовывается из рабочего канала 7 в выходной, образованный стенками колодки 9 и упора 11. Для увеличения усилия прессования и улучшения условий самозатягивания листовой заготовки 8 в рабочий канал 7 контактные поверхности вставки 6 и валка 2 расположены эксцентрично. Выпрессованная листовая заготовка 8 принимается на платформу 13.
Для повышения технологичности обработки заготовок устройство выполнено с возможностью выпрессовки листовой заготовки в противоположном движению устройства направлении.
Для повышения эффективности обработки листовой заготовки валок выполнен в виде вибровалка.
Использование предлагаемой конструкции устройства обеспечивает прессование большеразмерных листовых заготовок. Кроме того, устройство позволяет повысить технологичность и эффективность обработки листовых заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛИСТОВЫХ ЗАГОТОВОК | 2012 |
|
RU2497618C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2010 |
|
RU2419501C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2006 |
|
RU2345861C2 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА | 2010 |
|
RU2417857C1 |
| СПОСОБ НЕПРЕРЫВНОГО РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК В ВИДЕ ПРУТКА | 2013 |
|
RU2560474C2 |
| СПОСОБ СОВМЕЩЕННОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2519078C1 |
| Устройство для непрерывного прессования металлов | 1976 |
|
SU575151A1 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2016 |
|
RU2639203C2 |
| Способ изготовления высокопрочного провода из медного сплава | 2024 |
|
RU2841399C1 |
| Способ изготовления электроконтактного провода из термоупрочняемого сплава на основе меди (варианты) | 2020 |
|
RU2741873C1 |
Изобретение относится к обработке материалов давлением, а именно к устройствам для упрочнения материала в процессе обработки. Устройство для обработки листовых заготовок равноканальным угловым прессованием на основе конформ-схемы содержит корпус, в котором смонтирован валок с П-образным калибром, сопряженную с калибром валка и закрепленную в колодке кольцевую секторную вставку, контактная поверхность которой расположена эксцентрично относительно контактной поверхности валка и образует неподвижную стенку рабочего канала для приема заготовки. Колодка соединена с корпусом клиновым зажимом и установлена на оси с возможностью поворота. В пазу корпуса смонтирован упор, составляющий нижнюю стенку выходного канала. Устройство выполнено с возможностью поступательного движения, корпус которого жестко закреплен к стойке, связанной с рамой, содержит платформу для приема заготовки после выпрессовки в направлении движения устройства. Валок с кольцевыми бандажами по краям выполнен с возможностью вращения. Геометрические размеры валка, П-образного калибра, кольцевой секторной вставки и колодки обеспечивают прессование листовой заготовки. Кроме того, выпрессовка заготовки выполняется в противоположном движению устройства направлении. Для повышения эффективности обработки заготовки валок выполнен в виде вибровалка. Устройство позволяет обработать большеразмерные листовые заготовки, повысить технологичность и эффективность обработки листовых заготовок. 2 з.п. ф-лы, 1 ил.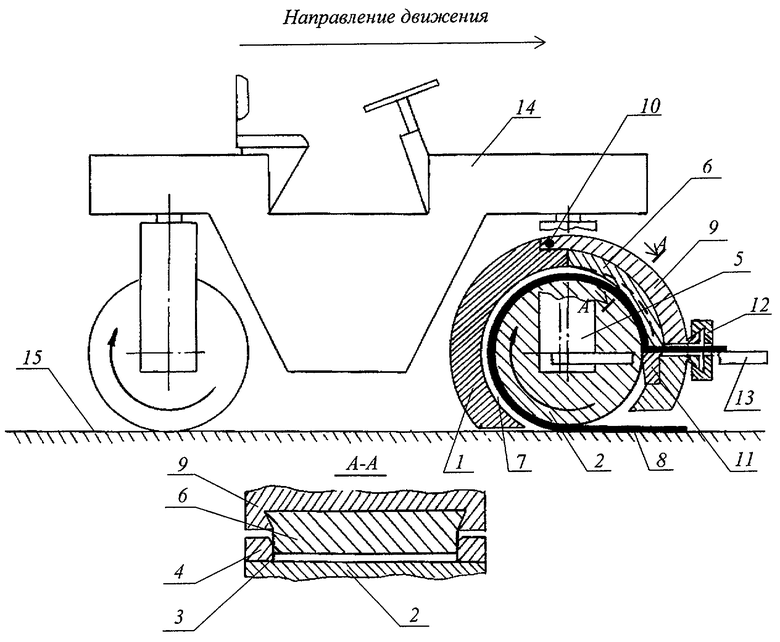
| СЕГАЛ В.М | |||
| и др | |||
| Процессы пластического структурообразования металлов | |||
| - Минск: Наука и техника, 1994, с.103-104, рис.3.9 | |||
| Устройство для упрочнения металлов | 1979 |
|
SU804049A1 |
| Устройство для упрочнения металлов пластическим деформированием | 1980 |
|
SU902884A1 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146571C1 |
| WO 2004002640 A, 08.01.2004. | |||

