Изобретение относится к обработке металлов давлением, может быть использовано в машиностроении, авиадвигателестроении при изготовлении полуфабрикатов или прутков и проволоки с ультрамелкозернистой (УМЗ) структурой и улучшенными физико-механическими свойствами металлических материалов путем деформационной обработки.
Известен способ получения ультрамелкозернистых (УМЗ) заготовок. Способ включает деформацию заготовки в вертикальном и горизонтальном каналах с перемещением заготовки в последнем с подпором из пластичного материала. Усилие подпора регулируют изменением сопротивления деформированию пластичного материала. Изменение сопротивления деформированию пластичного материала осуществляют нагреванием и охлаждением. Вытекание пластичного материала на выходе горизонтального канала осуществляют ступенчато с разным значением поперечного сечения. В результате обеспечивается повышение качества заготовок и снижение трудоемкости регулировки усилия подпора. (Патент РФ №2277991, МПК B21J 5/00, опубл. 20.06.2006 г.)
Однако известный способ обработки металлов не позволяет получать длинномерные УМЗ материалы, так как используемая схема имеет большие затруднения технического характера при получении длинномерных заготовок, связанные с высокими силами прессования и габаритами оснастки.
Наиболее близким к предложенному является способ обработки заготовок в конических волоках. Способ включает протягивание заготовки через ряд расположенных последовательно волок с одновременным вращением одной или нескольких волок. Вращение очередной волоки осуществляют перед деформацией заготовки в невращающейся волоке, после которой приложена тянущая сила, или перед приложением тянущей силы, после чего осуществляют протягивание через невращающуюся волоку. (Патент РФ №2252091, МПК В21С 1/00, опубл. 20.05.2005 г.)
Недостатками данного способа является то, что он не позволяет увеличить уровень накопленной деформации за один цикл обработки и является не эффективным при получении УМЗ материалов.
Задачей изобретения является расширение функциональных возможностей за счет того, что данным способом возможно получение длинномерных УМЗ заготовок с низкими затратами на их производство.
Поставленная задача достигается способом получения УМЗ полуфабрикатов волочением со сдвигом, включающим деформацию металла за счет приложения тянущей силы через две расположенные последовательно конические волоки с одновременным вращением одной из волок, в отличие от прототипа вращением волоки обеспечивают дополнительную деформацию сдвигом за счет заданного относительно оси вращения эксцентриситета, образованного за счет конусного канала волок.
Существо изобретения поясняется чертежом, где на а и б схематически изображены конусные волоки для получения металлических заготовок, одна из которых вращается вокруг оси.
Пример конкретного выполнения
Способ осуществляют следующим образом. В волоку за счет приложения тянущей силы подается проволока определенного сечения, после прохождения через конусную волоку проволока подвергается деформации волочением и одновременно деформируется сдвигом за счет вращения подвижной волоки относительно неподвижной, после чего заготовка выходит через конусный канал второй волоки.
Используя компьютерное моделирование исследовали и сравнили один цикл обработки технического титана марки ВТ1-0 после волочения с неподвижной волокой и волочения со сдвигом. Учитывая многофакторность параметров процесса волочения (угол волоки, температура, используемая смазка, скорость обработки, марка инструментальной стали и т.д.), при моделировании были зафиксированы следующие параметры: односторонний угол волоки 5°; коэффициент трения 0,08; скорость волочения 0,1 м·с-1; диаметр исходной заготовки D=10 мм. Угловая скорость вращения подвижной волоки составляла 10 радиан. Полученные результаты приведены в таблице.
Результаты проведенного эксперимента показывают, что волочение со сдвигом позволяет в среднем в 3 раза увеличить уровень накопленной деформации за один цикл обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ПОЛУФАБРИКАТОВ ВОЛОЧЕНИЕМ С КРУЧЕНИЕМ | 2011 |
|
RU2467816C2 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ И ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ПОЛУФАБРИКАТОВ | 2007 |
|
RU2347632C1 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА | 2010 |
|
RU2417857C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ ПРОВОЛОКИ С НАНОСТРУКТУРОЙ | 2012 |
|
RU2498870C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2006 |
|
RU2345861C2 |
| Способ получения длинномерных прутков ультрамелкозернистых сплавов титан-никель с эффектом памяти формы | 2017 |
|
RU2685622C1 |
| Способ штамповки заготовок с ультрамелкозернистой структурой из двухфазных титановых сплавов | 2019 |
|
RU2707006C1 |
| Способ комбинированной обработки титана для биомедицинского применения | 2023 |
|
RU2823221C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАГОТОВОК | 2003 |
|
RU2240197C1 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ТИТАНОВЫХ ЗАГОТОВОК | 2000 |
|
RU2175685C1 |
Изобретение предназначено для формирования УМЗ структуры и повышения комплекса механических свойств в длинномерных металлических материалах с отношением длины к диаметру более 100 путем деформационной обработки. Способ включает волочение со сдвигом, включающее деформацию металла за счет приложения тянущей силы через две расположенные последовательно конические волоки с одновременным вращением одной из волок. Проведение деформационного процесса, сопровождаемого изменением физико-механических свойств металла, с низкими затратами на производство обеспечивается за счет того, что вращением волоки обеспечивают дополнительную деформацию сдвига посредством заданного относительно оси вращения эксцентриситета, образованного конусным каналом волок. 1 ил., 1 табл.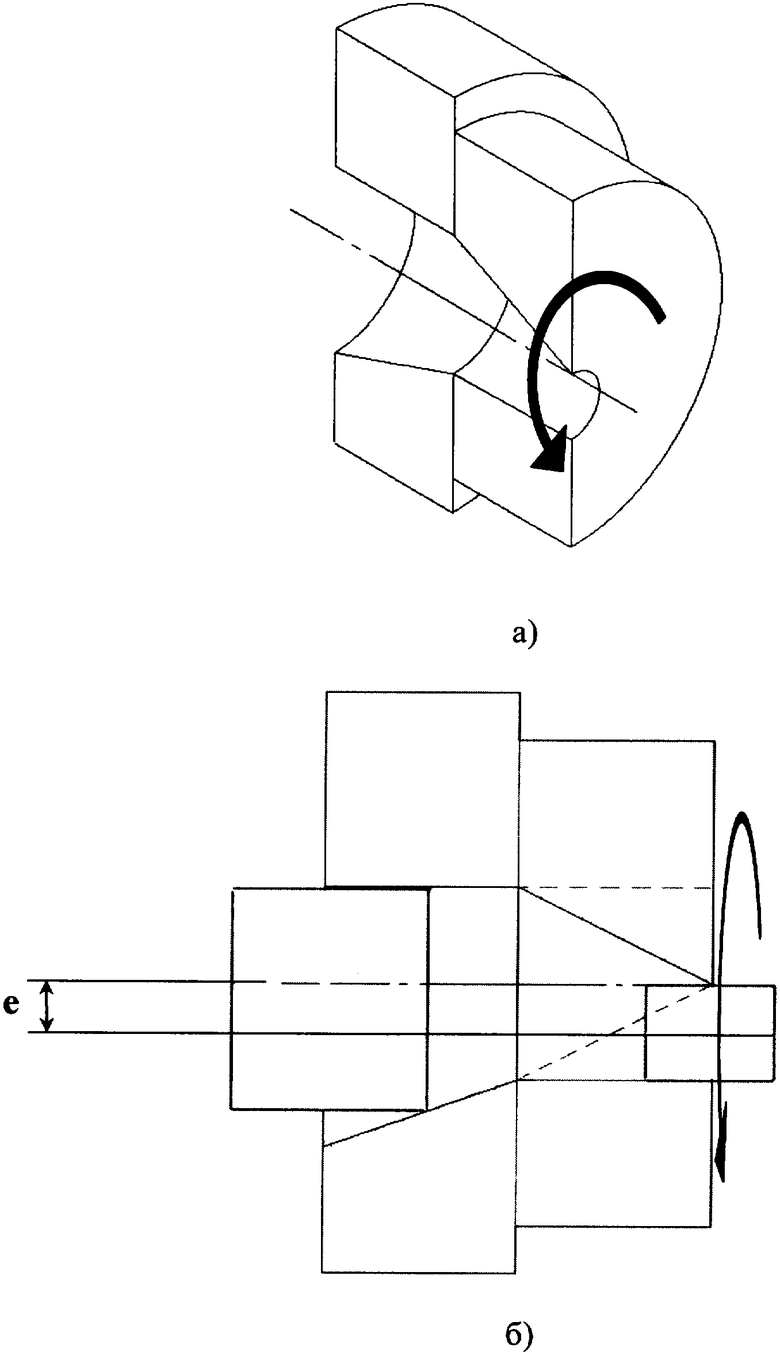
Способ получения ультрамелкозернистых полуфабрикатов волочением со сдвигом, включающий деформацию металла за счет приложения тянущей силы через две расположенные последовательно конические волоки с одновременным вращением одной из волок, отличающийся тем, что вращением волоки обеспечивают дополнительную деформацию сдвигом посредством заданного относительно оси вращения эксцентриситета, образованного конусным каналом волок.
| СПОСОБ ВОЛОЧЕНИЯ ЗАГОТОВОК КРУГЛОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2004 |
|
RU2252091C1 |
| СПОСОБ ПРАВКИ ИЗДЕЛИЙ ПРИ ВОЛОЧЕНИИ | 0 |
|
SU248619A1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ С ПРИМЕНЕНИЕМ КОЛЕБАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116850C1 |
| СПОСОБ ВОЛОЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2043799C1 |
| US 3038592 A, 12.06.1962. | |||

