Изобретение относится к строительной отрасли промышленности, в частности к изготовлению панелей типа «сэндвич», используемых в качестве ограждающих конструкций зданий и сооружений (не несущих конструкций стен и кровли). Сэндвич - панели, используемые в строительстве, должны обладать высокими теплоизоляционными свойствами, высокой огнестойкостью, легкостью, прочностью.
Известны способы изготовления трехслойных теплоизолирующих сэндвич-панелей зарубежными производителями, в том числе с помощью автоматических линий Hilleng Z-Lock (Hilleng Pty, Australia), работающих во всем мире, имеющих представительство в России ЗАО «Сильвер Дейл» (www.silverdale.com.ru).
Известен способ изготовления панелей типа сэндвич на автоматической линии Hilleng Z-Lock (www.silverdale.com.ru), с помощью которого получают сэндвич-панели, в качестве утеплителя в которых выступает пенополистирол.
Способ реализуется следующим образом: берутся полистирольные плиты, толщиной и шириной равные соответственно толщине и ширине панели. Уложенные последовательно друг за другом на приемный стол, они образуют бесконечный «ковер» утеплителя, который поступает в линию производства панелей.
Недостатком данного способа является то, что с помощью этого способа получают панели, обладающие низкой огнестойкостью.
Известен способ изготовления панелей типа сэндвич на автоматической линии Hilleng Z-Lock (www.silverdale.com.ru), принятый нами за прототип, с помощью которого получают сэндвич-панели, в качестве утеплителя в которых выступают минераловатные плиты на основе базальтовых пород.
Указанный способ включает предварительную нарезку минераловатной плиты на ламели, шириной, равной толщине панели. Затем, согласно технологии производства сэндвич-панелей, ламели разворачивают на 90° вокруг своей оси и укладывают на приемный стол шириной, равной ширине панелей, после чего производят облицовку утепляющего слоя с двух сторон оцинкованным железом.
Недостатком прототипа является то, что с помощью указанного способа получают сэндвич-панели с низкими теплоизоляционными и прочностными характеристиками, (по сравнению с пенополистиролом), для повышения которых данные панели необходимо производить большей толщины, что увеличивает их себестоимость и массу.
Предлагаемое техническое решение направлено на создание способа изготовления панелей типа «сэндвич» с комбинированным утеплителем, имеющих высокие теплоизоляционные и прочностные характеристики и обладающих достаточной степенью огнестойкости и низкой себестоимостью.
Поставленная задача решается с помощью того, что предварительно нарезают минераловатную плиту на ламели, шириной, равной толщине панели, затем разворачивают ламели вокруг своей продольной оси на 90°, укладывают ламели на приемный стол и дополнительно перед облицовкой слой минераловатного утеплителя обрабатывают по всей ширине ковра однокомпонентным клеем, при этом интенсифицируют процесс полимеризации клея путем подачи воды в зону подачи клея, а затем на обработанный клеем ковер из минераловатного утеплителя укладывают плиты из пенополистерола и пропускают через прижимные ролики, после чего комбинированный ковер направляют на узел фрезерования, где с помощью дисковой фрезы достигают необходимой ширины ковра со строго вертикальным продольным торцом, перпендикулярным плоскости панели, после чего с обеих сторон ковра укладывают по одной ламели высотой, равной толщине панели, а затем полученный ковер облицовывают с двух сторон оцинкованным металлом.
Отличительной особенностью способа изготовления сэндвич-панелей является то, что по сравнению с прототипом он имеет ряд дополнительных операций, позволяющих получить сэндвич панели с комбинированным утеплителем, при этом в полученных с его помощью панелях функции огнестойкости возложены на слой из минеральной ваты, а обеспечение теплотехнических и прочностных характеристик достигается за счет пенополистирольного слоя. Огнестойкость такой конструкции не менее Е 30, что достаточно для любой степени огнестойкости здания, эти панели обладают высокими теплоизоляционными и прочностными характеристиками. Предлагаемый способ достаточно прост в применении, и полученные с его помощью панели имеют низкую себестоимость.
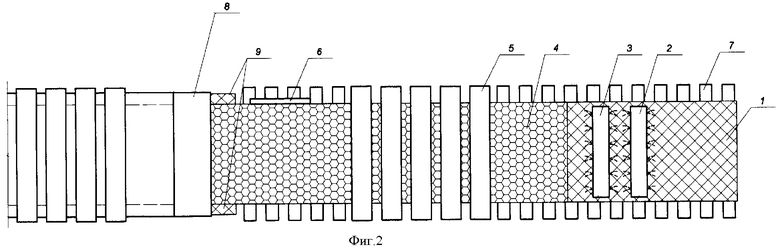
Изобретение поясняется чертежами, где на фиг.1 и фиг.2 представлена технологическая схема изготовления сэндвич-панелей с комбинированным утеплителем, причем на фиг.1 показан вид сбоку, а на фиг.2 - вид сверху на автоматическую линию. На схеме номерами позиций показаны: ковер из минераловатного утеплителя 1, система подготовки и подачи клея 2, система подготовки и подачи воды 3, листы пенополистерола 4, узел прессования 5, узел фрезерования комбинированного утеплителя 6, рольганг 7, рулон с оцинкованной сталью 8, поперечная минераловатная ламель 9.
Способ осуществляют следующим образом: предварительно нарезают минераловатную плиту на ламели, шириной, равной толщине панели, разворачивают ламели вокруг своей продольной оси на 90°, подготовленные таким образом ламели укладывают в нужном количестве на приемный стол, при этом количество ламелей зависит от ширины выпускаемых панелей, толщины применяемой минераловатной плиты, а также с учетом двух ламелей, укладываемых позже по бокам панели в зоне замкового соединения. Уложенный таким образом «ковер» минераловатного утеплителя 1 ведущими роликами 7 подается в зону подачи клея. Однокомпонентный клей подают дозированно и равномерно по всей ширине «ковра» через коллектор 2 с помощью шестеренчатого насоса типа НШ. Объем подаваемого клея зависит от его технических характеристик и скорости работы всей автоматической линии. Для более быстрого прохождения реакции полимеризации полиуретанового клея необходимо ввести в его состав определенное количество воды (примерно в отношении 1:10). Это обеспечивается за счет создания системой подготовки и подачи воды 3 водяного тумана в зоне подачи клея.
На обработанный клеем «ковер» из минераловатной плиты укладывают плиты пенополистерола 4, толщиной, обеспечивающей проектные звукотеплотехнические характеристики изготавливаемых панелей. Полученный «ковер» комбинированного утеплителя ведущими роликами подается на узел фрезерования 6, где дисковой фрезой достигается расчетная ширина «ковра» с чистым, строго вертикальным продольным торцом (противоположный продольный торец является базовым). Образующиеся при фрезеровании наполнителя опилки удаляются из зоны фрезеровки системой удаления отходов, представляющей собой обычный циклон с емкостью для сбора отходов, которые потом утилизируются.
Для обеспечения и сохранения нужных геометрических размеров (толщины) полученный комбинированный утеплитель подается в узел прессования 5, где происходит полная полимеризация полиуретанового клея и прочное соединение двух слоев - минераловатной плиты 1 и пенополистерола 4. Длина прессового стола и соответственно время нахождения в нем склеиваемых слоев зависит от технической характеристики применяемого клея.
Для гарантированного обеспечения необходимой степени огнестойкости (согласно СНиП 21-01-97* I степень огнестойкости - 30 мин, II-IV степень огнестойкости - 15 мин для ограждающих ненесущих стеновых конструкций) в зоне замкового соединения панелей вкладываются поперечные ламели 9 из минераловатной плиты, по высоте равные толщине выпускаемых панелей. Полученный таким образом «ковер» комбинированного утеплителя подают в зону облицовки оцинкованным железом 8.
Предлагаемый способ изготовления сэндвич-панелей позволяет решить задачу выпуска панелей типа «сэндвич», обладающих высокими теплотехническими и прочностными характеристиками с высокой огнестойкостью.
Снижение себестоимости панелей с комбинированным утеплителем по сравнению с ламелями из минераловатного утеплителя составляет до 20%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ КОМПОЗИЦИОННЫХ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ ТИПА СЭНДВИЧ | 2015 |
|
RU2621338C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗ МИНЕРАЛЬНОЙ ВАТЫ | 2016 |
|
RU2651922C2 |
| ТРЕХСЛОЙНАЯ ПАНЕЛЬ | 2005 |
|
RU2315156C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИНЕРАЛОВАТНОЙ ПЛИТЫ С ВЕРТИКАЛЬНОЙ ОРИЕНТАЦИЕЙ ВОЛОКОН И МИНЕРАЛОВАТНАЯ ПЛИТА, ИЗГОТОВЛЕННАЯ УКАЗАННЫМ СПОСОБОМ | 2016 |
|
RU2663525C2 |
| ТРЕХСЛОЙНАЯ ПАНЕЛЬ | 2005 |
|
RU2295614C2 |
| СЭНДВИЧ-ПАНЕЛЬ | 2004 |
|
RU2270902C1 |
| КРОВЕЛЬНАЯ СЭНДВИЧ-ПАНЕЛЬ | 2024 |
|
RU2837209C1 |
| Способ производства минераловатных теплоизоляционных материалов на основе базальтовых горных пород и получаемый минераловатный утеплитель на основе экологически чистых базальтовых горных пород | 2022 |
|
RU2804530C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2580745C1 |
| Теплозвукоизоляционная панель-система | 2018 |
|
RU2675388C1 |
Изобретение относится к строительной отрасли промышленности, в частности к изготовлению панелей типа «сэндвич», используемых в качестве ограждающих конструкций зданий и сооружений. Способ включает разворот ламели из предварительно нарезанной минераловатной плиты шириной, равной толщине панели, вокруг своей продольной оси на 90°. Укладку ламели на приемный стол. Дополнительно перед облицовкой обработку слоя минераловатного утеплителя по всей ширине ковра однокомпонентным клеем. Интенсификацию процесса полимеризации клея путем подачи воды в зону подачи клея. Затем на обработанный клеем ковер из минераловатного утеплителя укладывают плиты из пенополистирола и пропускают через прижимные ролики. После чего комбинированный ковер направляют на узел фрезерования, где с помощью дисковой фрезы достигают необходимой ширины ковра со строго вертикальным продольным торцом, перпендикулярным плоскости панели. Затем с обеих сторон ковра укладывают по одной ламели высотой, равной толщине панели. Полученный ковер облицовывают с двух сторон оцинкованным металлом. Технический результат - создание способа изготовления панелей типа «сэндвич» с комбинированным утеплителем, с повышением теплоизоляционных и прочностных характеристик. 2 ил., 1 табл.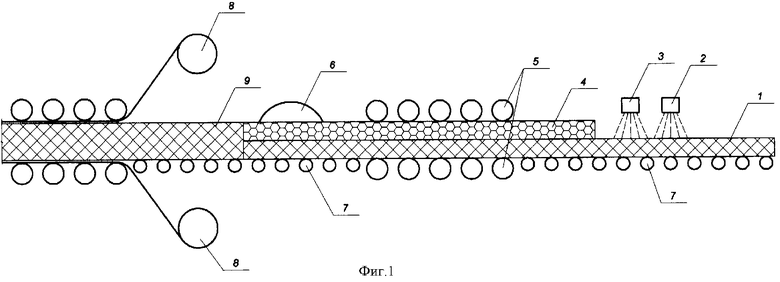
Способ изготовления панелей типа «сэндвич» с комбинированным утеплителем, включающий предварительную нарезку минераловатной плиты на ламели шириной, равной толщине панели, разворот ламели вокруг своей продольной оси на 90°, укладку ламелей на приемный стол, облицовку полученного утепляющего слоя с двух сторон оцинкованным металлом, отличающийся тем, что дополнительно перед облицовкой слой минераловатного утеплителя обрабатывают по всей ширине ковра однокомпонентным клеем, при этом интенсифицируют процесс полимеризации клея путем подачи воды в зону подачи клея, а затем на обработанный клеем ковер из минераловатного утеплителя укладывают плиты из пенополистирола и пропускают через прижимные ролики, после чего комбинированный ковер направляют на узел фрезерования, где с помощью дисковой фрезы достигают необходимой ширины ковра со строго вертикальным продольным торцом, перпендикулярным плоскости панели, после чего с обеих сторон ковра укладывают по одной ламели высотой, равной толщине панели, а затем полученный ковер облицовывают с двух сторон оцинкованным металлом.
| «Пришло время сэндвич-панелей класса Bukker», 2007, [on-line], [найдено 29.07.2008] http://www.2stroy.ru/inform/articles/20690.html | |||
| СТРОИТЕЛЬНАЯ СЭНДВИЧ-ПАНЕЛЬ | 2004 |
|
RU2280132C1 |
| СЭНДВИЧ-ПАНЕЛЬ | 2004 |
|
RU2270902C1 |
| US 4147582 A, 03.04.1979 | |||
| KR 20020042249 A, 05.06.2002 | |||
| US 3214793 A, 02.11.1965 | |||
| GB 1231792 A, 12.05.1971. | |||

