Данное изобретение относится к способу формования керамических плиток или панелей с воспроизведением особенностей, характерных для природных камней, и к устройству для его осуществления.
Если описывать более подробно, данное изобретение относится к способу формования плиток или панелей с воспроизведением внешнего вида, характерного для природных камней, в частности характерного для мрамора и гранита расположения прожилок, и к устройству для его осуществления.
Как известно, куски природных камней, таких как мрамор, обладают характерными для этого материала графическими узорами, которые часто желают воспроизвести на керамической плитке наиболее правдоподобным образом.
Несмотря на то что с использованием известных из уровня техники способов и систем можно получить керамическую плитку, характеризующуюся равномерным окрашиванием и прожилками, расположенными согласно заранее заданным критериям, а также можно получить плитку с множеством зон различного цвета, разделенных соответствующими линиями раздела, образованными между соседними зонами разного цвета, в то же время, если используют системы, в которых порядок расположения цветных зон не установлен заранее достаточно точно, довольно сложно расположить прожилки (выполненные посредством дополнительных устройств) в зонах сообразно с линиями раздела, например выполнить прожилку в точном соответствии с линией раздела, как это обычно наблюдается в природных камнях.
По сути, сложно получить керамическую панель или плитку, содержащую прожилки, расположенные в согласовании с линиями раздела различно окрашенных зон, если такие зоны выполнены не посредством систем, которые задают их с достаточной точностью, в связи с чем точное месторасположение таких имеющих разные цвета зон заранее неизвестно. В случае прожилок, расположенных в соответствии с линиями раздела, предполагается, что прожилки выполняют, учитывая пространственное расположение линий раздела. Например, прожилку выполняют вдоль самой линии раздела, параллельно линии раздела или проводят ее через точно установленную точку, заданную на линии раздела, в зависимости от окончательного графического рисунка, который хотят получить.
Сложность увеличивается еще больше из-за того, что очень трудно выделить зоны разного цвета и, следовательно, соответствующие линии раздела, которые обозначают переход зоны одного цвета в соседнюю зону другого цвета, до того как плитку обжигают и, следовательно, до выполнения прожилок.
Действительно, керамические порошки, пока они находятся в форме порошка, все имеют практически одинаковый тон, даже несмотря на то, что после обжига изготовленная из них плитка содержит зоны разного цвета.
Таким образом, выполнение на керамических порошках прожилок вдоль линий раздела или параллельно им или по заранее заданным линиям, которые учитывают точное расположение линий раздела, является трудновыполнимым из-за визуальной неразличимости линий раздела.
Таким образом, существует насущная потребность в разработке способа формования керамических плиток или панелей и устройства для его осуществления, которые бы позволяли получать готовые плитки с воспроизведением порядка расположения прожилок в соответствии с линиями раздела полихроматических зон, место расположения которых заранее не задано, так чтобы этот результат был легко воспроизводим и повторяем при высокой скорости производства и в рамках простого и рационального решения.
Целью данного изобретения является разработка способа и устройства для его осуществления, которые решали бы указанную выше задачу и в то же время позволяли бы преодолеть недостатки известного уровня техники.
Этой цели достигают посредством способа и устройства для его осуществления согласно соответственно пунктам 1-9 формулы изобретения.
В зависимых пунктах формулы описаны предпочтительные и предоставляющие особые преимущества варианты выполнения способа и устройства согласно изобретению.
Дополнительные признаки и преимущества изобретения станут очевидными после прочтения приведенного ниже описания, раскрывающего не накладывающий ограничения вариант выполнения, снабженный сопроводительными чертежами, на которых:
на Фиг.1 показан вид сбоку устройства согласно первому варианту выполнения изобретения,
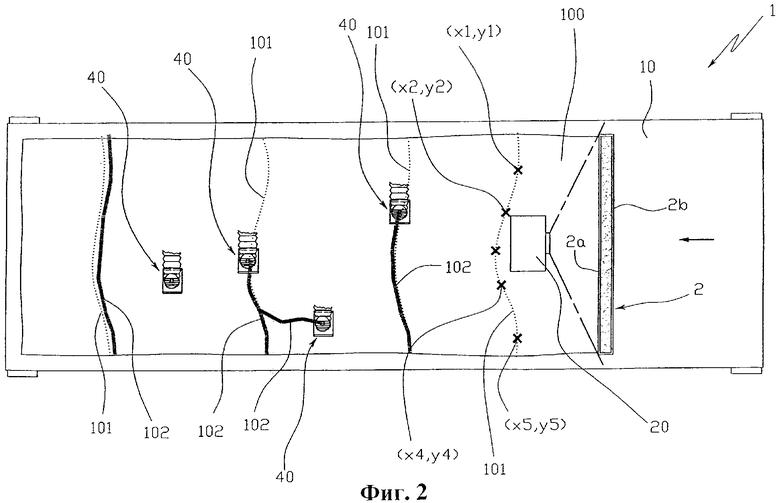
на Фиг.2 представлен вид сверху устройства, показанного на Фиг.1,
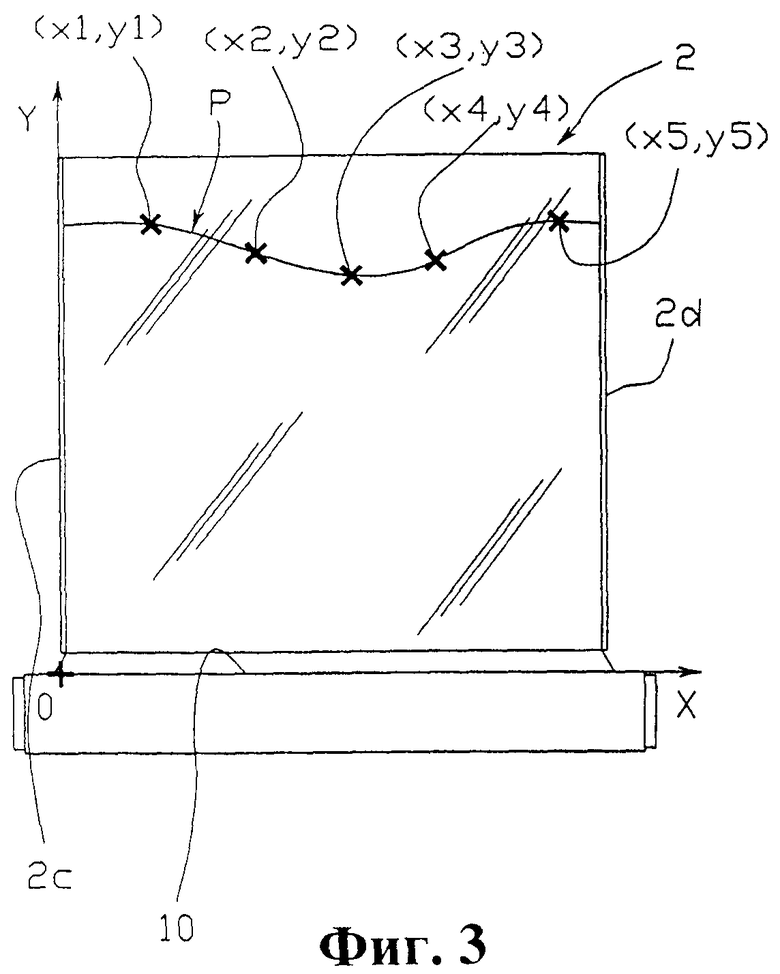
на Фиг.3 приведено сечение, проведенное по линии III-III, показанной на Фиг.1,
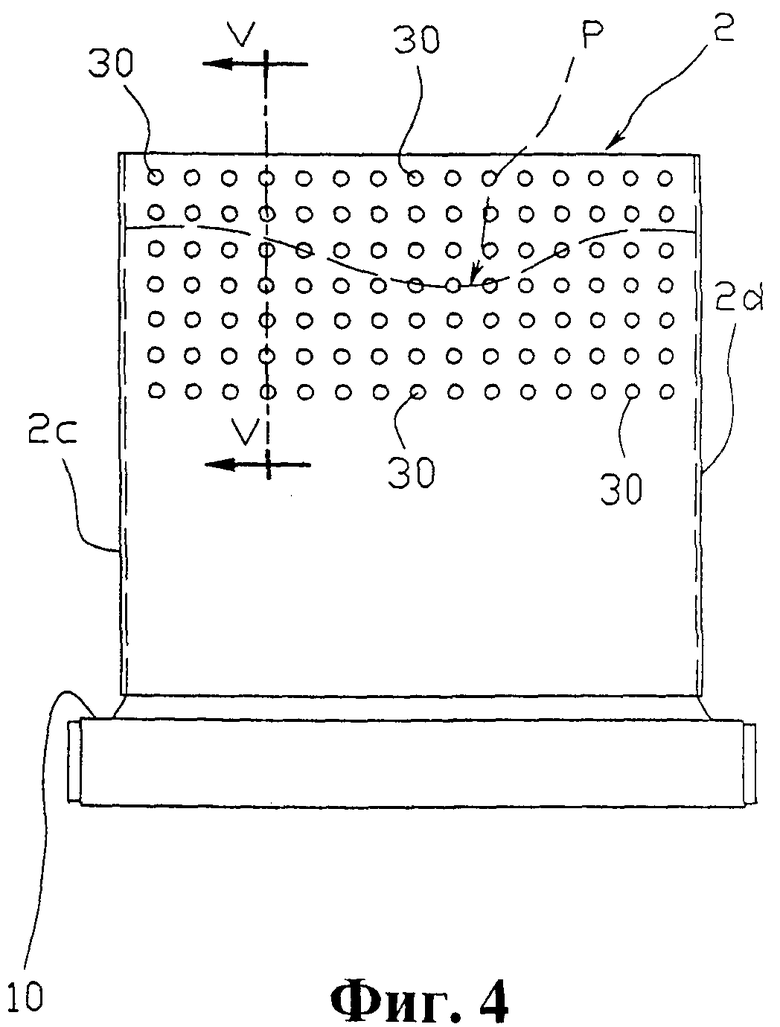
на Фиг.4 показан вид, аналогичный представленному на Фиг.3, для второго варианта выполнения изобретения,
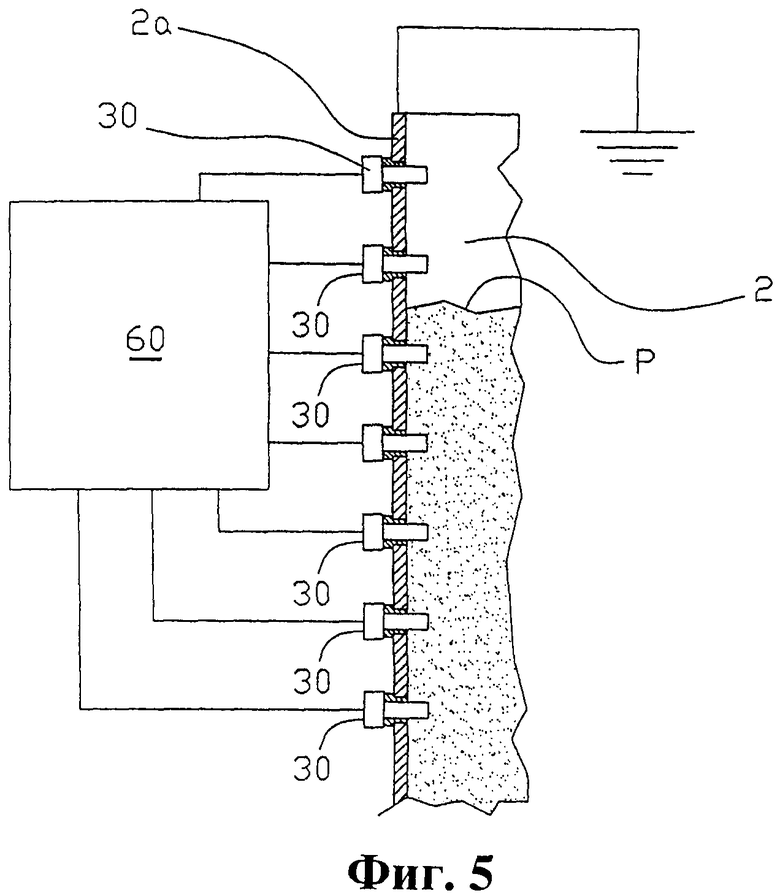
на Фиг.5 представлено сечение, выполненное по линии V-V, показанной на Фиг.4.
Как показано на чертежах, представлено устройство 1 согласно данному изобретению для формования керамических плиток или панелей с воспроизведением особенностей, характерных для природных камней.
Устройство 1 содержит накопитель 2, в который последовательно подают множество порций порошков, предназначенных для уплотнения, при этом порошки обладают различными характеристиками, такими как, например, тип (природа) порошка, цвет, гранулометрический состав и так далее, с тем чтобы создать зоны, обладающие различными цветовыми эффектами (свойствами). Выходящие из накопителя 2 порции порошков попадают на расположенную снизу подвижную горизонтальную поверхность 10, в приведенном примере на конвейерную ленту, в виде непрерывной полосы 100 с практически постоянной толщиной «S». Порядок расположения порошков в накопителе 2 и заданный тем самым графический узор воспроизводится на расположенной снизу подвижной поверхности 10. В частности, образованная полоса 100 имеет множество зон (в соответствии с порциями), обладающих различными характеристиками и разграниченных линиями раздела 101 при переходе одной зоны в соседнюю. Линии раздела 101 будут видны только по окончании стадии обжига, что известно в данной области техники (для цели упрощения каждая линия обозначена на Фиг.2 пунктирной линией).
В частности, первая загруженная в накопитель 2 порция будет располагаться на дне накопителя 2, размещенного вертикально над поверхностью 10, и будет иметь верхний контур Р (Фиг.3, 4), поверх которого будет помещена вторая последовательно поданная в накопитель порция, обладающая характеристиками, отличными от характеристик первой порции, как правило, имеющая другой цвет. Когда две порции попадают из накопителя 2 на перемещающуюся поверхность 10, они образуют полосу 100, в которой две порции разделены линией раздела 101, соответствующей контуру Р, которую трудно различить невооруженным глазом.
Помещая в накопитель 2 последовательно несколько порций порошков разного цвета, получают на поверхности 10 непрерывную полосу с множеством линий раздела 101.
Каждая линия раздела 101 между двумя соседними порциями соответствует контуру Р помещенной ранее порции порошков.
Загрузка накопителя 2 более подробно описана в заявке РСТ/IB2005/000025, поданной на имя того же заявителя, что и данная заявка.
Согласно данному изобретению прожилки 102 выполняют на непрерывной полосе 100 и они, согласно определенному заранее заданному закону перемещения, следуют (выполнены в соответствии с) за линиями раздела порций порошков, как будет пояснено ниже. В частности, устройство 1 содержит приспособления для определения, способные определять по отношению к неподвижной точке начала координат декартовой системы координат координаты, по крайней мере, некоторого количества точек на контуре Р в накопителе для каждой порции порошков, причем контур Р считается сформированным по окончании опускания рассматриваемой порции в накопитель 2 и до того, как подают последующую порцию. Такие приспособления для определения будут рассмотрены более подробно ниже.
Если описывать более подробно, накопитель 2, у которого есть верхнее загрузочное отверстие 3 и нижнее разгрузочное отверстие 4, имеет форму параллелепипеда с двумя расположенными друг напротив друга вертикальными стенками 2а, 2b, имеющими более большую площадь поверхности, размещенными перпендикулярно направлению перемещения расположенной ниже подвижной поверхности 10, а две остальные расположенные друг напротив друга вертикальные стенки 2с, 2d размещены параллельно направлению перемещения поверхности 10. Расстояние «D» между двумя стенками 2а, 2b с более большими площадями предпочтительно равно толщине S полосы 100 порошков, предназначенных для уплотнения.
Как уже было сказано выше, в накопитель 2 одномоментно подают одну порцию порошков, так что можно независимо определять координаты, по крайней мере, некоторого количества точек на контуре Р каждой порции.
В примере, показанном на Фиг.3, приведена декартова система координат, при этом горизонтальная ось Х расположена в плоскости поверхности 10 параллельно стенке 2а, а вертикальная ось Y расположена параллельно грани между стенками 2а и 2 с. В данном примере с целью упрощения иллюстрации обозначены координаты только пяти точек (х1, y1; х2, y2; x3, y3; х4, y4; x5, y5) контура Р.
Другими словами, когда в накопитель 2 поступает первая порция порошков, за этим следует немедленное получение координат, по крайней мере, некоторого количества точек (x1, y1; х2, y2; x3, y3; х4, y4; х5, y5) контура Р первой порции, затем подают вторую порцию порошков, которая покрывает сверху первую поданную ранее порцию, за чем следует немедленное получение координат точек контура второй порции, и так далее для последующих порций порошков. При определении координат точек различных контуров Р учитывают скорость перемещения расположенной ниже поверхности 10, на которую поступают порции.
Важно отметить, что порции, подаваемые последовательно и, следовательно, в периодичном режиме, поступая из накопителя 2, должны образовывать непрерывную полосу 100, в связи с чем порции порошка в накопителе 2 опускаются вниз по мере их поступления со скоростью, равной скорости перемещения расположенной ниже поверхности 10. Это означает, что при получении посредством приспособлений для определения координат, по крайней мере, некоторого количества точек (в приведенном примере пяти точек х1, y1; х2, y2; x3, y3; х4, y4; х5, y5) контура Р порций учитывается скорость перемещения самих порций, которая равна скорости перемещения подвижной поверхности 10. Это позволяет переводить значения в единую неподвижную декартову систему координат (0XY).
Полученные таким образом значения, характеризующие линии раздела 101 порций порошков, использует логическое устройство, способное их обрабатывать и перемещать соответствующие выполняющие прожилки устройства (приспособления для нанесения), которые более подробно будут описаны ниже, которые, согласно заранее заданному закону перемещения, выполняют серию прожилок 102, расположение которых скоординировано с линиями раздела 101.
По сути, в отношении заранее заданного закона перемещения, в котором использованы данные о координатах, можно наносить прожилку 102 на линию раздела 101 так, чтобы они совмещались, или можно наносить прожилку 102 так, чтобы она была параллельна линии раздела 101, или так, чтобы она пересекала линию раздела 101 в заранее установленной точке, например в единичной точке, такой как точка изгиба или выступа (пика), или можно нанести прожилку 102 вдоль линии, которая расположена практически посередине между двумя соседними линиями раздела 101. Это возможно, так как известны фактическое положение и перемещение линий раздела 101, благодаря определению координат, проведенному при помощи приспособлений для определения.
Так можно получать готовые плитки, имеющие прожилки 102, расположенные относительно линий раздела 101 таким образом, что можно достоверно воспроизвести типичное для некоторых природных камней расположение прожилок.
Конечно, количество полученных точек на контуре Р в приведенном примере равно только пяти, однако это количество может быть любым. Чем больше количество полученных точек, тем более точные знания можно получить о действительном контуре Р и, следовательно, о прохождении линий раздела 101.
Согласно первому варианту выполнения приспособления для определения координат, по крайней мере, некоторого количества точек на контуре Р в накопителе 2 содержат оптическую систему, которая в проиллюстрированном примере (Фиг.1-3) представляет собой камеру 20, например, с CCD-сенсором, поле зрения которой направлено на накопитель 2, который в первом варианте имеет стенку 2а, расположенную непосредственно в поле зрения и выполненную из прозрачного материала. С тем чтобы облегчить получение значений для точек на контуре Р, предпочтительно, чтобы расположенная напротив стенка 2b была прозрачной и даже подсвечивалась сзади.
Конечно, материал, из которого выполнены стенка или стенки накопителя 2, и камеру 20 выбирают, исходя из области применения.
Данные, полученные камерой 20, направляются в программируемое логическое устройство 60, которое «взаимодействует» с приспособлениями для нанесения прожилок, способными выполнять прожилки 102 в тот момент, когда каждая определенная точка достигает заранее установленного положения на поверхности 10.
По сути, камера 20 позволяет получить мгновенную фотографию контура Р порции в накопителе 2, по этой фотографии (с учетом скорости перемещения поверхности 10) можно легко получить координаты некоторого количества точек на контуре Р, в соответствии с расположением которых впоследствии будут нанесены прожилки 102.
Кроме того, при помощи известных приспособлений для анализа кривизны контура Р можно выявить пики, впадины или изломы, через которые/в которых, возможно, будут проходить прожилки 102.
После получения при помощи камеры 20 данных о контуре Р порции порошков в накопитель 2 подают следующую порцию.
Несмотря на то, что на Фиг.1 камера 20 показана направленной на стенку 2а накопителя 2, обращенную к полосе 100, тем не менее, камера может быть размещена и противоположным образом.
В соответствии со вторым вариантом выполнения приспособления для определения и получения данных о координатах точек контура Р содержат систему датчиков (Фиг.4), распределенных заранее установленным образом в виде матрицы на, по крайней мере, одной части одной из двух стенок 2а, 2b, имеющих более большую ширину, в приведенном примере, на стенке 2а. Датчики помещены в металлические втулки 30, размещенные в стенке 2а, выполненной из электропроводного материала и заземленной. Каждая втулка 30 изолирована по отношению к стенке 2а, электрический контакт с которой возникает только тогда, когда порошок достигает втулки (Фиг.5). В альтернативном варианте можно создать электрический контакт с другой заземленной металлической частью, выполнив часть 2а из изолирующего материала.
По сути, когда в накопитель 2 подают порцию порошков, они входят в контакт со всеми втулками 30, расположенными ниже уровня контура Р. Втулки, находящиеся в контакте с порошками, посылают в программируемое логическое устройство 60 электрический сигнал, являющийся характеристикой некоторого количества точек на контуре Р порошков.
Конечно, чем выше плотность распределения втулок 30 в стенке 2а накопителя 2, тем большее количество точек на контуре Р будет определено. Согласно данному изобретению приспособления для выполнения (нанесения) прожилок 102 содержат множество головок, или трассеров 40, которые представляют собой известные в данной области антропоморфные автоматы, способные следовать за перемещениями линий раздела 101.
В альтернативном варианте можно применять приспособления для нанесения, подробно описанные в заявке РСТ/ЕР2005/002117 на имя того же заявителя, который является заявителем в данной заявке. Такие приспособления управляются посредством логического устройства 60 и перемещаются на направляющих, расположенных поперек направлению перемещения ленты (поверхности) 10, так что прожилки 102 выполняют в зависимости от определенных ранее контуров Р, которые в первом варианте выполнения определены посредством камеры, а во втором - при помощи втулок 30. Для того чтобы устройства для выполнения прожилок (трассеры) могли перемещаться назад, с тем чтобы перемещаться в соответствии с криволинейной линией раздела 101, можно поперечные направляющие установить на рельсы, проходящие параллельно направлению перемещения полосы 100, так чтобы расширить диапазон направлений движения.
Кроме того, логическое устройство 60 контролирует скорость перемещения поверхности 10, а также периодичность (частоту) подачи порций порошков в накопитель 2, с тем чтобы отслеживать перемещение контуров Р и, следовательно, линий раздела 101.
На практике все параметры, необходимые для установления месторасположения на поверхности 10 линий раздела 101, соответствующих контурам Р, устанавливаются и управляются посредством логического устройства 60, которое взаимодействует с приспособлениями для нанесения 40 прожилок 102, так чтобы выполнять прожилки в соответствии с законом перемещения, который учитывает пространственное расположение линий раздела 101.
В заключение нужно отметить, что камера 20 или втулки 30 определяют координаты некоторого количества точек на каждом контуре Р. Благодаря логическому устройству 60 в каждый момент времени можно знать положение таких определенных точек каждого контура Р на перемещающейся поверхности 10. Так как каждый контур Р соответствует линии раздела 101, на практике соответствующие точки каждой линии раздела 101 известны.
Зная в каждый момент времени расположение на поверхности 10 точек, относящихся к каждой линии раздела 101, можно расположить прожилки 102, которые наносят посредством приспособлений 40, в заранее определенном месте относительно линий раздела 101.
В результате получают серию прожилок, которые расположены, в соответствии с заданным требованием, скоординированно с линиями раздела 101, которые разделяют порции порошков, обладающих различными свойствами.
Как можно догадаться, этого достигают посредством данного изобретения быстро и эффективно, а полученный результат отличается воспроизводимостью.
Как понятно из приведенного выше описания, способ формования керамических плиток или панелей с воспроизведением особенностей, характерных для природных камней, и устройство для его осуществления по данному изобретению удовлетворяют существующие потребности и позволяют преодолеть недостатки предшествующего уровня техники, указанные во вступительной части данного описания.
Конечно, специалист в данной области способен, не выходя за рамки данного изобретения, как они установлены в его формуле, внести в способ и устройство по данному изобретению многочисленные модификации и создать его многочисленные вариации с целью удовлетворить возможные и специфические требования.
Изобретение относится к области производства строительных изделий. Способ формования керамических плиток или панелей, имеющих прожилки, сходные с прожилками природных камней, из порошков, которые подают в накопитель и которые поступают оттуда на подвижную горизонтальную поверхность в виде непрерывной полосы с практически постоянной толщиной. Устройство для осуществления способа содержит приспособления для определения, способные определять по отношению к неподвижному началу координат декартовой системы координат координаты, по крайней мере, некоторого количества точек на контуре (Р) в накопителе для каждой порции порошков. Причем контур (Р) считается сформированным по окончании опускания рассматриваемой порции в накопитель и до того, как подают последующую порцию. Устройство включает приспособления для нанесения, способные создавать, по крайней мере, одну линию из цветного керамического порошка так, чтобы образовывать прожилку на помещенной на подвижную поверхность полосе, а также программируемое логическое устройство, соединенное с приспособлениями для определения, которое служит для того, чтобы получать данные о координатах и перемещать приспособления для нанесения. Технический результат заключается в простоте и высокой скорости производства. 2 н. и 13 з.п. ф-лы, 5 ил.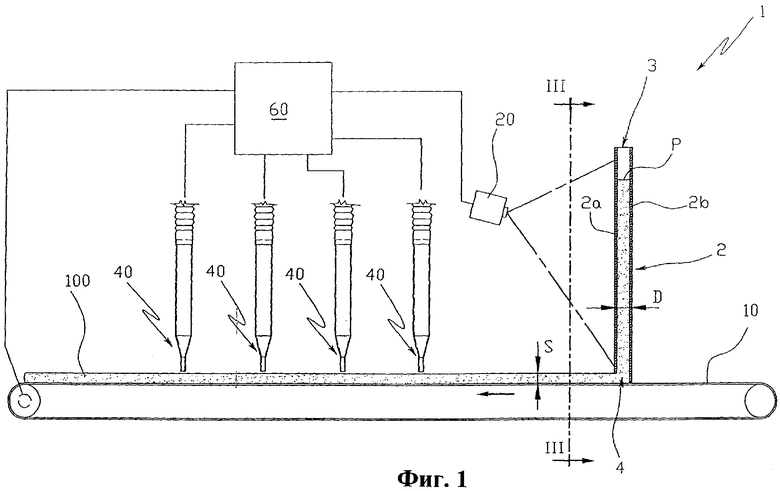
| СТРОИТЕЛЬНЫЙ КИРПИЧ, СПОСОБ И КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ ЕГО ПРОИЗВОДСТВА | 2003 |
|
RU2243178C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ЦЕМЕНТИРОВАННЫХ ПЛИТОЧНЫХ ИЗДЕЛИЙ И ПОЛУЧЕННЫЕ С ИХ ПОМОЩЬЮ ПЛИТОЧНЫЕ ИЗДЕЛИЯ | 1997 |
|
RU2151118C1 |
| WO 9737861 A3, 16.10.1997 | |||
| EP 1354679 A1, 22.10.2003. | |||

