Настоящее изобретение относится к искусственным каменным изделиям в форме плит или блоков, состоящих из гранулированного каменного материала, скрепленного цементирующим связующим раствором, и используемых для мощения, настилов и облицовки стен.
Изобретение также относится к способу их изготовления и устройству для его осуществления.
Известно, что в течение многих веков для настилов и облицовки стен использовались выполненные в форме плит и панелей материалы из натурального камня, такого как мрамор, гранит и т.п.
Материалы из натурального камня добывали из карьеров в форме блоков, которые затем подвергали многим видам обработок, например, таким как распиловка, обработка торцов, полирование и т.д.
Наряду с их бесспорными эстетическими и механическими свойствами такие каменные натуральные материалы имеют некоторые недостатки.
Во-первых, каждый блок, добытый из одного карьера, отличается иногда незначительно, а иногда значительно от блоков, добытых в том же карьере, вследствие чего невозможно получить большие площади поверхности настилов полов или облицовок стен, которые не имели бы значительных эстетических и/или цветовых различий.
Во-вторых, даже на стадии извлечения блоков из карьеров значительная часть материала, добытого, например, взрывными работами, остается неиспользованной или становится непригодной в ходе обработки.
В качестве примера можно упомянуть, что количество каменного материала, добытого из карьеров, которое используется, т.е. направляется в форме блоков на последующую обработку, не превышает 20-30% с образованием таким образом больших отходов, которые не только нежелательны с производственной точки зрения, но и составляют фактор загрязнения окружающей среды и искажения неровностями ландшафта в местах, окружающих карьеры.
В прошлом и сегодня делаются попытки использования такого отходного каменного материала (т.е. упомянутые 70%, которые не используются непосредственно) для производства искусственных каменных изделий.
Для решения этой проблемы предложено и осуществлено на практике несколько решений, которые могут быть классифицированы на две главные группы или подходы. Первый подход к проблеме заключается в производстве цементированных изделий или плиток так называемого типа "терраццо", которые состоят, по существу, из гранулированного натурального камня, диспергированного в цементирующей матрице.
Один из способов, который используется для получения такого изделия, дает очень толстые плитки, особенно по отношению к другим размерам отдельных плиток, которые, следовательно, тяжелы и неудобны для последующего манипулирования, особенно на стадии их укладки.
Плитка типа "терраццо" имеет обычно размеры 40х40 см при толщине не менее 3,5 см или 30х30 см при толщине 2,7 см или другие менее широко применяемые размеры.
Кроме того, их механические свойства относительно плохи.
Фактически, их механические характеристики, такие как прочность на изгиб (9,5-10 N/мм2, где N - ньютон = 0,102 кгс) и стойкость на истирание (560-580 мм3) определенно не высоки, в то время как гигроскопичность достигает 9-10% по весу.
Другой недостаток этого цементированного изделия заключается в его внешнем виде, поскольку на нем видны цементирующий связывающий материал с вкрапленным в него мелким каменным материалом, так что с эстетической точки зрения плитки "терраццо" никогда не считались привлекательными, а их широкое распространение объяснялось главным образом их дешевизной.
Каждую плитку изготавливают отдельно способом, предусматривающим следующие этапы:
(1) слой исходной смеси, состоящей из (a) инертного гранулированного материала, заблаговременно измельченного до желаемого размера кусков, и (b) цементирующего связующего раствора, образованного цементом и водой, где выбранное количество воды не превышает количества обычно необходимого для достижения связующего эффекта, распределяют по основанию формы и в течение нескольких секунд подвергают легкой вибрации;
(2) второй слой очень бедного цементирующего связующего материала, только слегка увлажненного водой, помещают сверху указанного первого слоя (второй слой предназначен для образования так называемой видимой поверхности плитки);
(3) ко второму слою прикладывают давление таким образом, чтобы побудить излишек воды, присутствующей в первом слое, перейти в вышележащий слой с целью доведения количества воды в последнем слое до значений, подходящих для осуществления последующих этапов схватывания и затвердевания;
(4) изделие извлекают из формы и помещают его на время, необходимое для схватывания, на столы или полки, на которых изделие также остается в течение времени, необходимого для осуществления этапа окончательного отверждения (обычно около 25 дней).
В последние годы были выполнены исследования и разработки по получению промышленных способов изготовления плиток или плит, в соответствии с которыми наполнитель из мелкого камня, обычно представляющего собой отходы добычи натурального камня, заблаговременно измельчается до требуемого размера кусков и смешивается в соответствующих пропорциях либо с цементирующим связующим раствором, либо со схватывающей синтетической смолой.
Полученную таким образом смесь подвергают первому этапу формования путем, например, заполнения соответствующих форм или аналогичных формующих устройств до образования слоя требуемой толщины.
Содержимое формы или формующего устройства подвергают затем механическому уплотнению, предпочтительно с помощью действия плоского давления при одновременной вибрации формы, причем форма поддерживается под вакуумом.
После завершения этого этапа, который длится в течение нескольких минут, осуществляют этап затвердевания способом, зависящим от типа связующего материала.
В случае цементирующего связующего осуществляют стандартные этапы схватывания и последующего затвердевания, при которых изделие оставляют неподвижным в течение необходимого времени.
В случае связующего из синтетической смолы затвердевание происходит за короткое время в присутствии катализатора с приложением тепла или холода за счет связывающего действия катализатора и ускорителя.
Этот способ является преимущественным не только благодаря его соответствию современным промышленным производственным стандартам, но также и прежде всего потому, что он обеспечивает получение более привлекательных изделий.
Среди его преимуществ следует, во-первых, отметить возможность изготовления плит значительных размеров, которые намного больше размеров плиток "терраццо", а также больше плиток или изделий, выполненных из натуральных каменных материалов.
Во-вторых, конечное изделие имеет целиком однородный вид, что позволяет покрывать им большие поверхности полов и наружных стен домов.
В-третьих, механические характеристики таких конечных плит определенно лучше, чем у плиток типа "терраццо".
Второй подход состоит в изготовлении блоков, размеры которых аналогичны размерам блоков, полученных добычей из карьеров, с последующей распиловкой на плиты.
В обычной практике производства блоков из каменных материалов используются преимущественно известковые каменные материалы (поскольку эти материалы в отличие от кремнистых материалов, подобных граниту, могут быть легко распилены инструментами с алмазными вставными сегментами) и портландцемент или более распространенные гидравлические связующие, обладающие цементирующим действием.
К сожалению, эти блоки имеют те же недостатки, как и уже упомянутые цементированные изделия, поскольку при их производстве должны использоваться жидкие цементные растворы, содержащие излишек воды, вследствие необходимости использования жидких смесей, способных легко заполнять промежутки между частицами мелкого гранулированного натурального камня.
Следует иметь в виду, что излишек воды по отношению к цементу ведет к сильному ухудшению механических свойств изделий и, кроме того, полученные из блоков плиты имеют рассеянные по ним трещины, вызываемые чередующимися сжатием и расширением изделия, причем это явление усиливается из-за чрезмерной пористости изделия при испарении слишком больших избыточных количеств воды и вследствие пониженной механической прочности изделия из-за таких излишков воды.
Содержимое форм подвергается вибрациям, прикладываемым к основанию и/или стенкам форм, с целью уплотнения раствора как при укладке бетона.
Излишек воды вызывает эффект "выпотевания", а точнее отделение воды от цемента с поверхностной флотацией, и (что даже более серьезно) такое отделение воды имеет место в каждом из промежутков, где поверхность раздела между связующей смесью и поверхностью кусков каменного материала состоит иногда только из воды.
Использование пластицирующих добавок при осуществлении способа этого типа не намного полезнее, поскольку раствор, хотя и более текучий, приобретает пластическое состояние, которое препятствует деаэрации смеси, необходимой перед схватыванием. В результате получаются изделия, заполненные воздушными пузырьками, видимыми на поверхности плит, полученных распиловкой, в форме отверстий с диаметрами от нескольких тысячных долей миллиметра до нескольких миллиметров.
К области техники, относящейся к производству блоков из каменного материала, кроме упомянутого способа имеет отношение патент США N 4 698 010 (где, кроме того, перечислены другие патенты, составляющие часть известных решений), в котором описан способ изготовления блоков из каменного материала с различными размерами частиц и из связующего, предусматривающий начальный этап смешивания, на котором каменный материал в форме порошка и/или мелочи и связующее смешиваются под вакуумом, после чего смесь направляется в форму, которая находится в состоянии переменного движения с целью обеспечения равномерного и однородного распределения смеси внутри формы, причем форма находится под вакуумом, после чего форма перемещается в камеру, также находящуюся под вакуумом, в которой она подвергается действию уплотняющего сжатия в сочетании с вибрацией заданной частоты.
Последующий и окончательный этап схватывания и затвердевания зависит также в этом случае от типа связующего, в качестве которого может быть либо отверждаемая смола, либо цементирующее связующее, при этом остаются действительными соображения, уже сделанные в отношении этих двух типов связующего с учетом очевидных различий, определяемых размерами блоков.
Таким образом, главным предметом изобретения является получение изделий из гранулированных натуральных каменных материалов и цементирующего связующего, без ограничений веса или толщины изделия и с исключением эстетических недостатков, описанных выше в отношении известных решений.
При производстве изделий, составляющем предмет заявки, главной проблемой является заполнение пустот, т.е. полых пространств, которые создаются или остаются между частицами гранулированного материала, когда последние занимают определенное замкнутое пространство или объем.
Фактически, чем больше степень заполнения, тем ближе свойства, а также вид конечного цементированного изделия соответствуют натуральному каменному материалу.
Итак, если взять упомянутый замкнутый объем или пространство, содержащие определенное количество гранулированного материала, характер, особенно, размеров пустот или промежутков между частицами, естественно, зависит от размера частиц, так что пустотная фракция, а отсюда объем промежутков, заполняемый цементирующим связующим, также зависит от размера частиц.
Цементирующее связующее состоит, в свою очередь, из цементного порошка и воды.
Известно количество воды, необходимое для протекания реакций схватывания и затвердевания цемента.
Однако этого количества воды недостаточно для придания раствору цемента и воды даже минимальной пригодности или текучести, так что при осуществлении обычных способов изготовления цементных изделий количество воды, добавляемое при приготовлении раствора, превышает ее необходимое количество для гидратации цемента.
Этот излишек воды должен быть минимально возможным и согласующимся с пригодностью смеси, поскольку, как показывает последний анализ, избыток воды снижает плотность, а отсюда и механические свойства конечного цементированного изделия, пористость которого возрастает.
Еще раз обращаясь к изготовлению изделия из каменной мелочи и цементирующего связующего, к которому относится настоящее изобретение, следует заметить, что если раствор цемента, содержащий воду в количестве, достаточном для гидратации цемента, использовался для заполнения пустот, этот раствор был бы очень густым и был бы недостаточно пригодным или текучим для заполнения при его растекании промежутков между частицами инертного каменного материала.
Если, с другой стороны, в случае получения оптимальной степени заполнения пустот первоначальный водно-цементный раствор содержал бы избыточное количество воды, как упомянуто выше, что сопровождалось бы ухудшением механических свойств цементирующей матрицы конечного изделия, а отсюда и самого изделия.
Для того, чтобы иметь более точное представление о количестве воды, достаточно считать, что почти идеальный раствор для изготовления цементного изделия с удовлетворительными характеристиками и свойствами имел бы содержание воды в количестве менее 0,315 частей по весу по отношению к весу цемента, тогда как количество воды для достижения удовлетворительной текучести раствора с гарантией удовлетворительной степени заполнения промежутков между каменной мелочью могло бы составлять не более 0,55 частей по весу снова по отношению к весу цемента, и в этом случае механические свойства конечного изделия были бы несомненно плохими.
Это - точная картина противоречивого характера этих двух ситуаций, которые ведут в известных исследованных и осуществленных решениях в случае плиток "терраццо" к использованию смеси с большим избытком воды в цементирующем растворе, заполняющем пустоты между каменной мелочью с последующим использованием второго слоя смеси с недостатком воды с тем, чтобы сбалансировать в целом содержание воды в цементирующем связующем.
Однако, хотя с помощью второго слоя и достигается адекватная степень заполнения пустот между каменной мелочью, невозможно предотвратить получение конечного изделия с очень большой толщиной и весом по отношению к его размерам и с, по меньшей мере, посредственными механическими свойствами.
Таким образом, до настоящего изобретения не было найдено удовлетворительного решения проблемы.
Кроме того, в последние годы для цементирующих растворов стали применяться снижающие содержание воды или пластицирующие добавки с целью придания растворам, содержащим в оптимальном соотношении цемент и воду, большей текучести, так как иначе они пастообразны и потому не текучи.
Однако, в соответствии с настоящим изобретением, было найдено оптимальное решение для получения цементированных изделий, содержащих гранулированный натуральный каменный материал и цементирующую матрицу, заполняющую пустоты и промежутки в указанном материале, при этом изделия имеют:
(I) в случае плиточного изделия, толщину намного меньшую, чем у известных аналогичных изделий того же состава, и в случае блоков, изделия позволяют распиливать их на плиты больших размеров с толщиной определенно меньшей, чем у плит, полученных распиловкой из блоков, изготовленных по известной технологии и имеющих аналогичный состав,
(II) превосходные физические и механические свойства, особенно пористость и прочность на изгиб, которые аналогичны свойствам изделий, получаемых известными последними способами, основанными на вибрационном уплотнении смесей гранулированного каменного материала и цементирующего связующего под вакуумом,
(III) вид, очень похожий на натуральный камень, из которого образован исходный гранулированный материал, и
(IV) размеры также определенно большие, чем у стандартных плиток, например, типа "терраццо".
Для получения изделия с характеристиками, упомянутыми выше, в соответствии с настоящим изобретением, предложен способ, предусматривающий следующие этапы:
a) обеспечение гранулированного материала с заданным и контролируемым размером частиц и расчет соотношения в нем пустот или пустотной фракции,
b) приготовление содержащего воду и цемент связующего раствора, содержание воды в котором составляет между 0,25 и 0,36 частей по весу по отношению к весу цемента, предпочтительно между 0,28 и 0,32 частей по весу, добавление в связующий раствор некоторого количества пластицирующей добавки для цементирующих растворов с тем, чтобы когда раствор наливают на поверхность для осуществления исследования на "мини-текучесть", он должен иметь такую текучесть, чтобы при этом образовывался очень тонкий слой округлой формы диаметром около 20 см, и чтобы не наблюдалось разделение между водой и цементом с осаждением цемента на дно формы и появления воды на поверхности,
c) равномерное смешивание гранулированного материала и такого количества цементирующего связующего раствора, которое слегка превышало бы пустотную фракцию гранулированного материала, причем указанное смешивание осуществляется под вакуумом, когда получаемое изделие имеет толщину не менее 5 см,
d) подачу окончательной смеси в форму или подобное формующее устройство с целью образования слоя требуемой толщины, причем указанную подачу смеси осуществляют под вакуумом, если смешивание происходит под вакуумом,
e) приложение очень высокого вакуума в смеси, находящейся в форме, в течение промежутка времени очень короткого, но достаточно продолжительного, чтобы осуществилась полная деаэрация промежутков и чтобы был удален весь любой воздух, оставшийся в исходной смеси,
f) сообщение деаэрированному слою в течение нескольких минут вибрации с частотой в диапазоне между 2000 и 4800 циклов/мин под вакуумом более низким, чем на предыдущем этапе, составляющем не ниже 80 мм рт. ст., причем в случае плит толщиной не выше 5 см вибрация продолжается в течение, по крайней мере, 60 с,
g) подача формы в секцию схватывания и начального отверждения, и
h) удаление изделия из формы и выдерживание изделия на полках для окончательного затвердевания.
В случае изделий, имеющих толщину более 5 см, и, особенно в случае блоков этап g) предусматривает выдерживание изделия в указанной секции схватывания и начального отверждения в течение, по меньшей мере 8 ч, а этап (h) состоит из первой фазы (hi) начального отверждения продолжительностью 7 дней, на которой изделие предохраняется от испарения воды, и второй фазы (h2) завершения затвердевания в течение необходимого количества дней, причем затвердевание осуществляется либо самого блока, либо плит, полученных из блока распилом в конце фазы (h1) начального отверждения.
Упоминаемое выше выражение "тест на минитекучесть" означает упрощенную форму теста на текучесть в соответствии с методикой, определенной стандартами UNI 9418.
На примере может быть показано, что, если смешиваются равные объемы воды и цемента, получается смесь или связующая смесь (раствор), содержащая 0,32 части по весу воды по отношению к весу цемента. Если взять гранулированный материал, полученный, например, при измельчении мрамора, с размером частиц между 0,1 и 6 мм, то его пустотная фракция будет составлять 26% по объему, что является теоретическим количеством добавляемого цементирующего связующего раствора. Действительное количество связующего раствора, добавляемого в этом случае, увеличивается до около 29% по объему.
Желательно увеличивать количество цементирующей связующей смеси (раствора) для заполнения промежутков, например, если пустотная фракция возрастает с соответственным возрастанием количества смеси, при этом возможно использование инертных материалов в тонко измельченной форме (например, карбонат кальция) для поддержания количества цемента достаточно низким за счет замены его некоторого количества инертным материалом.
Наконец, следует заметить, что в водно-цементную связующую смесь могут также добавляться другие добавки, например обычные цементные красители, когда, например, подбирают какой-либо цвет или декоративные эффекты.
Что касается водопонижающей или пластицирующей добавки, которая улучшает пригодность, а отсюда и текучесть цементирующей связующей смеси, смешиваемой с гранулированным материалом, то такие добавки хорошо известны в технике.
Примерами таких добавок являются так называемые суперпластификаторы на основе нафталинсульфосоединений, на основе меламина или на основе акриловых полимеров.
Среди них можно назвать добавки, получаемые при сополимеризации акриловой кислоты, такие как "TERAFLUID 001" итальянской компании Breton Spa., "MAREI FLUID X Р404" итальянской компании Mapei Spa, "CHUUPOL AP10" японской компании Takemoto или добавки, имеющие нафталинсульфоновую основу, такие как "REBUILD 2000" швейцарской компании Mac-Master или наконец добавки на основе меламина, такие как "MELMENT 1.30" немецкой компании SKW.
Что касается отдельных этапов осуществления способа по изобретению, указанных выше, то заслуживает внимания первый аспект изобретения, относящийся к выбору исходного гранулированного материала, о чем особо будет сказано ниже.
Как уже упоминалось, один из преимущественных аспектов настоящего изобретения заключается в том, что отходы каменного материала, образуемые при добыче открытым способом блоков из натурального камня, полностью утилизируются.
Если исходный гранулированный материал является однородным и получается таким образом из одного и того же камня, оптимальный режим обработки заключается в дроблении и измельчении каменного материала до получения кусков (частиц) с максимальным размером, не превышающим 6 мм, хотя в некоторых случаях максимальный размер может достигать 8 мм, с последующим использованием гранулированного материала, полученного при измельчении, в том виде, как он есть (по ходу измельчения).
С другой стороны, если исходный гранулированный материал не однороден или, если требуется, например, для получения определенного цвета или эстетических эффектов смешивать каменные материалы различных типов и происхождения, в этом случае состав исходного гранулированного материала может быть приготовлен с применением одной из обычных формул для расчета состава и распределением кусков (частиц) по размерам, как это используется в области цементированных изделий с инертным компонентом.
Примерами таких формул являются формула Фуллера и Томпсона или формула Боломея, которые рассматриваются, например, в книге M.Collepardi, Scienza e tecnologia del calcestruzzo (Наука и технология бетона) стр. 292-303, редактор Hoepli.
После подбора исходного гранулированного материала, его состава и распределения гранул по размерам может быть рассчитана, например, по формуле 7.12 указанного источника пустотная фракция. Количество цементирующей связующей смеси (раствора), теоретически достаточной для заполнения пустот и промежутков может, быть подобрано на основе этой пустотной фракции.
Как уже подчеркивалось, в определении способа по настоящему изобретению фактически используемое количество связующего раствора немного превышает его теоретическое количество, но этот излишек не должен быть таким, чтобы вести при осуществлении способа к образованию независимого слоя, состоящего только из цемента на одной из двух поверхностей изделия. На практике указанный излишек раствора составляет обычно порядка 10% первоначального объема цементирующего связующего раствора по отношению к полному объему смеси гранулированного материала и цементирующего связующего раствора.
Что касается других этапов способа, то они в случае непосредственного изготовления плит предусматривают прежде всего заливку и/или распределение слоя гранулированного материала и связующего раствора по основанию формы, которая может, например, состоять из лотка или поддона, имеющего требуемые размеры конечной плиты. Толщина указанного слоя по существу соответствует толщине конечной плиты или изделия и составляет предпочтительно порядка 15-20 мм и наиболее предпочтительно 17 мм.
После заливки смеси в форму осуществляет этап интенсивной деаэрации смеси путем введения формы в пространство, находящееся под высоким вакуумом, составляющим не менее 40 мм рт. ст.
Этап деаэрации должен быть очень кратковременным, и, как показали опыты, он должен продолжаться не более 20 с. Такая короткая продолжительность необходима в связи с необходимостью предотвращения закипания воды с образованием пузырьков пара, ведущих к неполному уплотнению смеси с ухудшением конечной плотности и механических свойств изделия.
После окончания этапа деаэрации под высоким вакуумом форме, содержащей слой деаэрированной смеси, сообщается вибрация с заданной частотой, при этом форма все еще поддерживается под вакуумом, но более низким, чем на этапе деаэрации, составляющим предпочтительно порядка 70-80 мм ртутного столба, где вакуум необходим для предотвращения кипения воды раствора.
Продолжительность вибрации под вакуумом составляет около нескольких десятков секунд, предпочтительно около трех минут.
Хотя нижеприведенное замечание не следует понимать в ограничительном смысле, но нам кажется приемлемым считать, что вибрация деаэрированной смеси под вакуумом ведет к относительному оседанию частиц гранулированного материала и к лучшему взаимопогружению или их поверхностному "смыканию" (термин "смыкание" означает, что поверхность изделия или плиты имеет очень маленькие видимые участки цементирующего связующего), поскольку частицы могут совершать микроскопические перемещения без помех от трения, которое могло бы препятствовать тому же оседанию частиц при отсутствии цементирующего связующего раствора, который, таким образом, также существенно снижает трение, при этом, естественно, также заполняя промежутки гранулированного материала.
Что касается определенного выше способа, то здесь важно отметить его второй аспект, заключающийся в том, что этап схватывания и начального отверждения осуществляется в течение около 8 ч после начала этого этапа, а полное затвердевание до степени, достаточной для возможности механического удаления изделия из формы, обычно продолжается в пределах 24 ч.
В случае изготовления изделий, в частности блоков, толщиной более 5 см смешивание осуществляется под контролируемым вакуумом с целью предотвращения на этом этапе присутствия воздуха в смеси, заполняющей форму, удаление которого, благодаря размерам блока и, значит, формы, очень проблематично и почти невозможно осуществить известными способами.
Кроме того, фаза схватывания или отверждения прежде всего предусматривает выдерживание блока в покое после его удаления из формы, при этом блок, с целью предотвращения испарения воды из него в окружающую атмосферу, защищен до некоторой степени оболочкой из влагонепроницаемого материала.
Продолжительность этой фазы составляет, по меньшей мере, 7 дней, и на этом этапе можно осуществлять распиловку блока с продолжением затвердевания, но еще сырых плит, отпиленных от блока, которые могут быть подвержены и другим отделочным обработкам.
Устройство для осуществления способа по настоящему изобретению содержит в качестве основных компонентов:
a) секцию для накопления и подачи сырьевого материала, содержащую ряд силосов и бункеров для собирания сырьевых материалов, предназначенных для приготовления исходной смеси, и соответствующие устройства для дозированной подачи отдельных ингредиентов к весовому оборудованию;
b) смесительную секцию, содержащую смеситель, в котором ингредиенты, поступающие из указанного весового оборудования, вместе с водой, водопонижающей или пластицирующей добавкой и другими возможными добавками полностью перемешиваются;
c) секцию для дозированного, однородного и равномерного заполнения, по меньшей мере, одной формы смесью, образованной в смесителе;
d) комбинированную секцию для деаэрации и проседания смеси, находящейся в указанной, по меньшей мере, одной формующей форме, содержащей первые средства создания заданного вакуума, действующего на поверхность смеси, находящейся в, по меньшей мере, одной форме, средства для контролирования и регулирования вакуума, действующего на указанную поверхность, и средства, создающие вибрацию, прикладываемую к указанной смеси, находящейся в, по меньшей мере, одной форме, с частотой между 2000 и 4800 циклов/мин, предпочтительно 3000 циклов/мин в течение короткого времени, предпочтительно порядка 4-5 мин;
e) секцию для схватывания и начального отверждения изделия, находящегося в, по меньшей мере, одной форме, предпочтительно при температуре между 25oC и 35oC;
f) секцию для удаления изделия из, по меньшей мере, одной формы и для выдержки изделия в покое с целью его затвердевания. В соответствии с первым воплощением определенной выше установки, на ней изготавливаются плиточные изделия с толщиной не более 5 см, предпочтительно порядка 1,3-2,0 см, причем указанная, по меньшей мере, одна форма состоит из лотка или предпочтительно ряда лотков, а указанные первые средства создания вакуума в указанной секции деаэрации и проседания смеси содержат вакуумный колпак, который может охватывать всю поверхность лотка или лотков, содержащих указанную смесь, и средства для контроля и регулирования вакуума создаваемого в указанном колпаке сначала высокого, не менее 40 мм рт. ст. перед сообщением форме вибрации, а затем менее высокого порядка 70-80 мм рт. ст. в течение приложения указанной вибрации.
В соответствии со вторым воплощением определенной выше установки, на которой изготавливаются изделия толщиной более 5 см, в частности блоки, она содержит:
b1) в указанной смесительной секции вторые средства создания вакуума, благодаря чему смешивание ингредиентов происходит под контролируемым и регулируемым вакуумом для предотвращения кипения воды, содержащейся в смеси;
c1) указанную секцию заполнения, которая состоит из формующей камеры, сообщающейся через клапанные средства со средствами выгрузки смеси из указанного смесителя, причем указанная камера предназначена для временного принятия формы и предусмотрена со средствами, содействующими равномерному и однородному распределению смеси в указанной форме;
f1) в указанной секции удаления и выдерживания изделий средства для предохранения блока в течение начального отверждения от испарения воды в окружающую атмосферу.
Что касается смесителя, то он предпочтительно выбран типа, имеющего горизонтальные валы, несущие радиальные рычаги, или он может быть орбитального типа с вертикальными валами.
В соответствии с предпочтительным воплощением, указанный смеситель фиксируется к верхней части формующей камеры, которая, в свою очередь, поддерживается под вакуумом в течение перемещения смеси из смесителя в форму и в течение приложения вибрации.
Форма, в свою очередь, установлена на опоре, способной совершать возвратно-поступательное движение, благодаря чему входное отверстие формы может совершать переменное движение в горизонтальном направлении по отношению к указанному выгружному отверстию смесителя, чем гарантируется равномерное распределение смеси в форме. Что касается приложения вибрации к форме, то, в соответствии с первым воплощением установки по изобретению, вибрация сообщается внутри наполнительной камеры опоре формы.
С другой стороны, этот этап может осуществляться во второй камере, которая расположена снаружи вакуумной камеры, в которой форма заполняется смесью, приготовленной в указанном смесителе, и в этом случае в указанной второй камере, которая сообщается с первой камерой через вакуумную герметичную заслонку и также поддерживается под заданным вакуумом, не превышающем 70 мм рт. ст., форма поддерживается на плоскости, связанной со средствами создания вибрации требуемой частоты.
На приложенных чертежах установка, в соответствии с настоящим изобретением, показана частично и схематично, где, в частности:
Фиг.1 - показана схема установки для изготовления плиточных изделий;
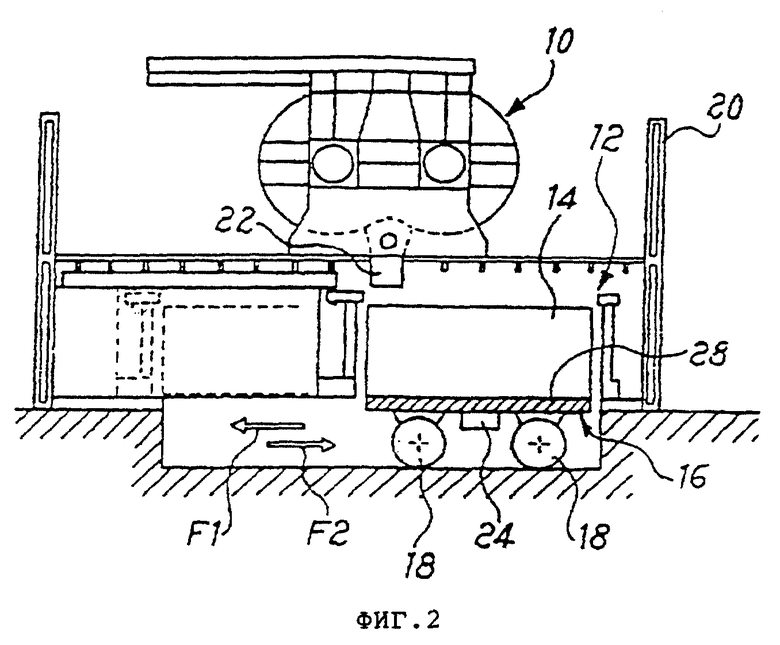
Фиг. 2 - схематично показана установка для изготовления блочных изделий, в соответствии с ее первым воплощением;
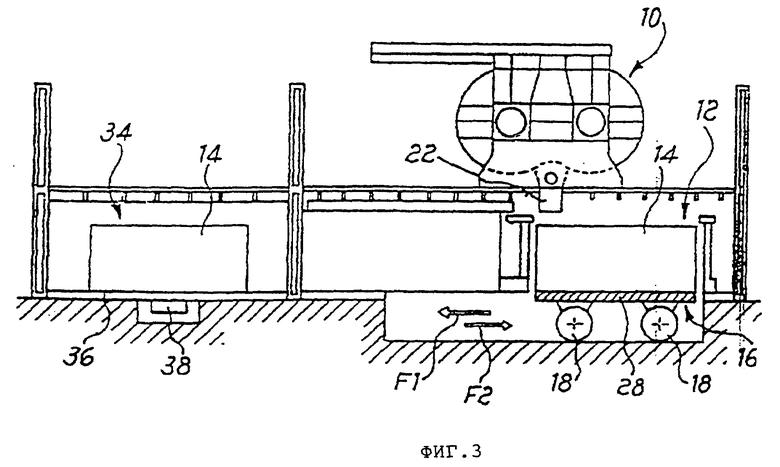
Фиг. 3 - схематично показана альтернативная по отношению к показанной на фиг.2 установка, в соответствии с ее вторым воплощением;
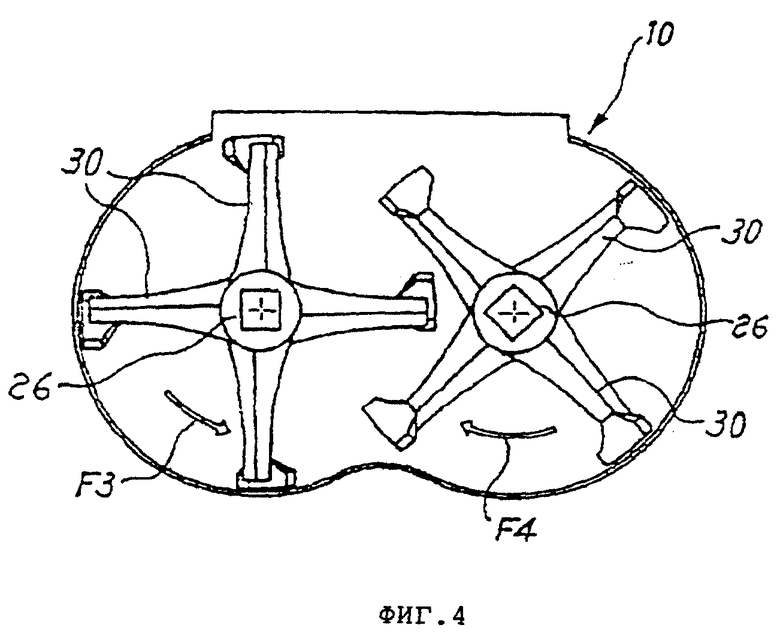
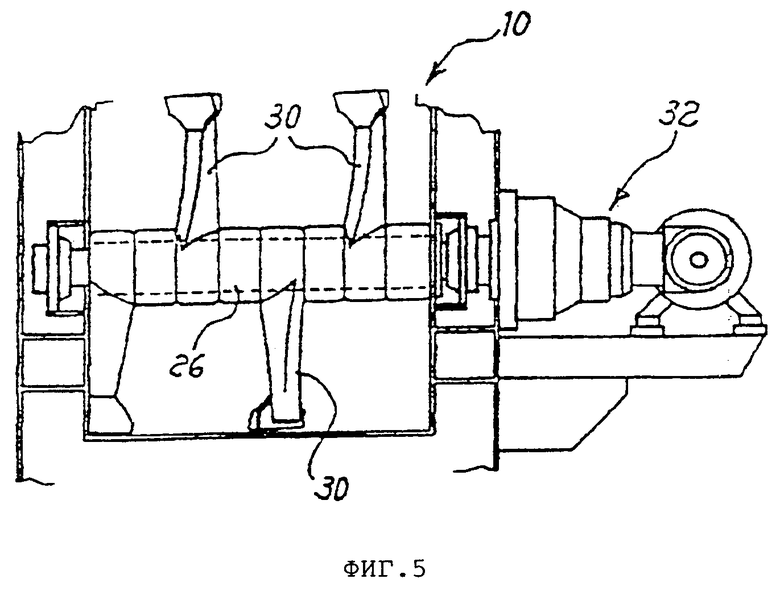
Фиг.4 и 5 - показан смеситель для приготовления смеси.
На фиг.1 показана схема всей установки для производства плиточных изделий, которая содержит секцию A для накопления и дозирования сырьевых материалов, включающую четыре силоса, соответственно A1, A2, A3 A A4, первые два из которых предназначены, соответственно, для накопления гранулированного природного камня (0,1-0,3 мм) и порошка того же камня, в то время как силосы A3 и A4 служат для накопления белого и серого цемента в зависимости от условий производства.
Позициями A10, A12 и A14 обозначены три бункера, загружаемые лопатами. От силосов A1 и A2, а также трех бункеров идет весовая и конвейерная лента, в то время как дозирующий и весовой узел A16 непосредственно связан с силосами A3 и A4 для цемента.
Все ингредиенты смеси вместе с водой и другими добавками, среди которых основной является пластицирующая добавка, подаются в эпициклоидальный смеситель A18, имеющий выгружной канал A20, для транспортирования выходящей из него смеси в секцию заполнения формы, обозначенную в целом позицией B.
В случае получения плит и, таким образом, изделий толщиной менее 5 см форма представляет собой лоток с требуемой глубиной, который заполняется дозированной, равномерно распределяемой смесью, после чего такие лотки подаются в секцию C, где под вакуумом осуществляются этапы деаэрации и приложения вибрации.
С этой целью, каждый лоток перемещается под вакуумный колпак, где на первом этапе создается высокий вакуум при упомянутых выше условиях (по меньшей мере 40 мм рт. ст.), в то же время как на втором этапе, когда работает устройство создания вибрации, лоток или форма также поддерживаются под вакуумом, но менее высоким, чем на первом этапе.
Из секции C лотки подаются в секцию D схватывания и начального отверждения, состоящую из ряда камер, в которых лотки выдерживаются неподвижными в течение порядка 24 ч.
Предпочтительно, в камерах, где происходит схватывание и начальное отверждение, атмосфера нагрета до около 35oC, и наиболее предпочтительно, внутреннее пространство этих камер насыщается паром.
Из секции D лотки с плиточными изделиями подаются в узел E, где плиты удаляются из лотков и подаются в секцию F, в которой, как уже упоминалось, в течение нескольких дней происходит затвердевание изделий. В конце этого этапа сырье плиты подают на стандартную обработку - калибрование, полирование и т.п.
Лотки после удаления из них плит подаются на соответствующую линию, где осуществляется их чистка, сушка и обрызгивание агентом, облегчающим отсоединение изделия от лотка, которая в целом обозначена позицией G.
На фиг. 2 показана часть установки (остальные ее части известны), которая содержит смеситель 10 и вакуумную камеру 12, в которую вводится установленная на опоре 16 форма 14. Опора 16 установлена на колесах 18, приводимых в движение двигателем таким образом, что опора и вместе с ней форма 14 совершают возвратно-поступательное движение в направлении стрелок F1 и F2. Таким способом, как ясно видно на фиг. 2, верхнее отверстие формы 14 поочередно располагается между первым конечным положением, показанным на фиг.2 сплошными линиями, и вторым конечным положением, показанным там же пунктирными линиями.
Камера 12 ограничена коробом 20, который не только определяет и охватывает эту камеру, но и предусмотрен также с боковыми отверстиями для входа и выхода форм известным способом, причем эти отверстия предусмотрены, как упоминалось, с соответствующими герметично закрывающимися средствами для возможности поддержания в камере 12 значительного вакуума.
Смеситель 10 также известным способом поддерживается под тем же вакуумом, что и в камере 12 путем подсоединения смесителя и камеры к одному источнику вакуума (не показан).
Смеситель 10 предусмотрен с выгружным каналом 22 с обратным клапаном стопорного типа для контроля выгрузки смеси из смесителя в форму.
В этом воплощении опора 16 соединена со средствами 24 создания вибрации, предназначенными для сообщения плоскости 28 опоры 16 и, таким образом, через форму 14, лежащую на опоре, к смеси, находящейся в форме, вибрации.
Очевидно, что смешивание в смесителе 10 происходит благодаря его осуществлению под вакуумом, который также выполняет функцию деаэрирования окончательной смеси, а точнее говоря, предотвращает попадание воздуха в смесь.
Фактически, размеры формы и, таким образом, содержащейся в ней смеси могли бы создать препятствие почти полному удалению воздуха при вибрации смеси.
На фиг. 4 и 5 показано воплощение смесителя 10, содержащего два горизонтальных и параллельных вала 26 с радиально выступающими из них рычагами 30.
Каждый вал 26 вращается в направлении стрелок F3 и F4 соответственно, причем оба вала приводятся во вращение только одним двигателем 33 через два редуктора 32. На фиг. 3, где элементы, соответствующие показанным на фиг. 2, обозначены одинаковыми позициями, показано, что форма 14 сразу после ее заполнения в вакуумной камере 12 подается в другую камеру 34, в которой она устанавливается на плоскость 36 опоры, жестко связанной с генератором 38 вибрации.
В этом случае также вакуум, существующий в камере 34, соответствующим образом контролируется и регулируется за счет подсоединения камеры 34 к одному источнику вакуума, к которому подсоединена также камера 12 и смеситель 10.
Снова возвращаясь к изготовлению плит толщиной менее 5 см способом и устройством в соответствии с настоящим изобретением, отметим, что с их помощью можно изготавливать однослойные плитки (т.е. без базового слоя) из материалов типа мрамор-цемент, гранит-цемент и других натуральных каменных материалов.
Могут также применяться гранулированные материалы, получаемые при измельчении искусственных изделий, таких как керамические изделия.
Готовые плитки имеют небольшую толщину порядка 13-20 мм, но при определенных условиях их толщина может быть доведена до 40 мм, а размеры плиток могут достигать 600х600 мм или более.
Степень окончательной отделки готовых изделий аналогична отделке плит из натурального камня и плиток, поскольку обычные операции калибровки, шлифовки, снятия фасок и полировки могут осуществляться на готовых плитах. Кроме того, соответствующий подбор размера частиц исходного гранулированного материала позволяет менять достигаемый эстетический эффект. Далее, проверка поперечного сечения плит, полученных способом по настоящему изобретению, показала, что гранулированный материал равномерно распределяется по всей толщине плит, в связи с чем плиты также отличаются полностью изотропными свойствами как по всей толщине, так и по всей площади.
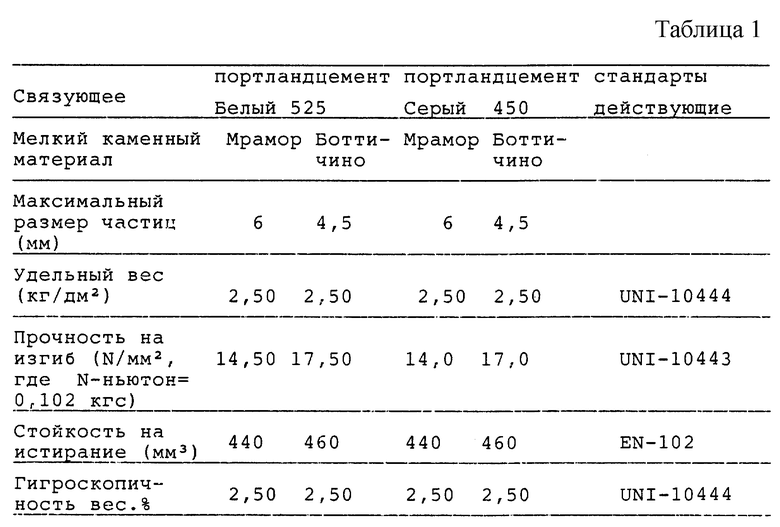
В таблице 1 приведены полученные экспериментальные данные, характеризующие механические свойства изделий, после выдерживания в течение 28 дней.
В следующих примерах дано описание получения цементированных изделий в соответствии с настоящим изобретением, не ограничивающим его способом. Что касается добавок, вводимых в связующие растворы, то они представляют собой обычные добавки для цементирующих растворов для указанных функций и ниже приведены пределы их соответствующих концентраций: краситель: 0-4% от веса цемента,
пластификатор (активное вещество): 1,5 - 2,0% от веса цемента,
деаэрирующий агент (активное вещество): 0,4 - 0,6% от веса цемента,
ингибитор (активное вещество): 0,4 - 0,6% от веса цемента.
Пример 1
Мрамор измельчали, получая "по ходу измельчения" гранулированный материал следующего гранулометрического состава:
0-0,6 мм; 8,2% по объему
0,6-1,2 мм; 9,6% по объему
1,2-2,5 мм; 17,5% по объему
2,5-4,0 мм; 21,7% по объему
4,0-6,0 мм; 15,5% по объему
В цементный смеситель загружали воду и белый портландцемент в соотношении: цемент - 13,7% по объему по отношению к полному объему окончательной смеси, вода - 13,85% по объему.
После тщательного перемешивания воды и цемента в смесь добавляли гранулированный мраморный наполнитель и также упомянутые выше добавки. Затем формовали образцы плит размерами 40х40 см и толщиной 1,7 см, после чего они схватывались и затвердевали при условиях, указанных выше.
Пример 2
Повторяли получение образцов плит способом по примеру 1 с использованием гранулированного мрамора следующего гранулометрического состава, рассчитанного по формуле Боломея:
0-0,045 мм (мраморный порошок); 2,0% по объему
0,1-0,3 мм; 8,0% по объему
1,2-2,5 мм; 28,8% по объему
2,5-4,5 мм; 32,50% по объему
Готовили смесь путем смешивания гранулированного материала упомянутого состава с раствором цемента и воды при соотношении цемента и воды - белый или серый портландцемент - 14,3% по объему по отношению к полному объему окончательной смеси, воды - 14,4% по объему - с введением в смесь упомянутых добавок.
Пример 3
Повторяли получение образцов плит способом по примеру 1 с использованием гранулированного мраморного материала следующего гранулометрического состава:
0-0,045 мм (мраморный порошок); 2,0% по объему
0,1-0,3 мм; 6,3% по объему
1,2-2,5 мм; 8,6% по объему
4,0-6,0 мм; 57,0% по объему
Раствор цемента и воды состоял из белого или серого портландцемента - 13,0% по объему по отношению к полному объему окончательной смеси и воды - 13,1% по объему всей смеси. В этом случае выбран гранулометрический состав со "скачком" размеров частиц.
Пример 4
Повторяли способ по примеру 1, но с использованием гранулированного "по ходу измельчения" гранита, получаемого измельчением натурального гранита, следующего гранулометрического состава:
0,2-0,6 мм; 8,6% по объему
0,6-1,2 мм; 12,5% по объему
1,2-2,5 мм; 22,3% по объему
2,5-4,5 мм; 25,9% по объему
В гранулированный материал было добавлено 2,0% по объему мраморного порошка с размером частиц 0-0,045 мм.
Цементирующий связывающий раствор, в который добавляли гранулированный гранит, содержал 14,3% по объему всей смеси белого или серого портландцемента и 14,4% по объему всей смеси воды.
Пример 5
Повторяли пример 1, но с гранулированным гранитом со скачковыми размерами частиц, имеющим следующий гранулометрический состав:
0,1-0,3 мм; 6,0% по объему
1,2-2,5 мм; 8,0% по объему
4,0-6,0 мм; 56% по объему
В этом случае в гранулированный материал добавляли 2,0% по объему мраморного порошка с размером частиц до 0,045 мм.
Раствор цемента и воды содержал, в свою очередь, белого или серого портландцемента - 14,0% по объему всей смеси и воды - 14,0% по объему всей смеси.
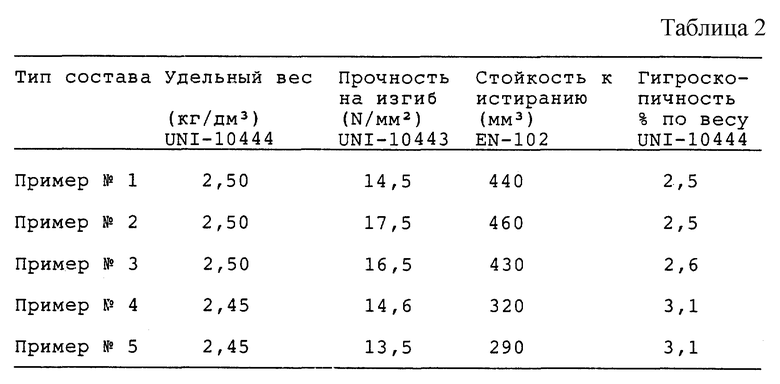
Физические и механические характеристики и свойства плит, изготовленных в соответствии с данными выше примерами, собраны в таблице 2, приведенной ниже, при этом приведенные в таблице данные относятся к плитам, выдерживаемым обычно в течение 28 дней.
Изготавливали блочные изделия, которые затем распиливали на плиты с применением способа и установки, в соответствии с настоящим изобретением, как проиллюстрировано на не ограничивающих изобретение следующих примерах. Что касается добавок, вводимых в связующие составы, то они представляют собой обычные добавки для цементирующих растворов для указанных целей, взятых в тех же концентрациях.
Пример 6
Измельчали мрамор с получением "по ходу измельчения" гранулированного материала следующего гранулометрического состава:
0-0,6 мм; 8,4% по объему
0,6-1,2 мм; 10,0% по объему
1,2-2,5 мм; 17,5% по объему
2,5-4,0 мм; 22,0% по объему
4,0-6,0 мм; 15,5% по объему
В цементный смеситель загружали воду и белый портландцемент в соотношении: цемент - 13,7% по объему по отношению к полному объему окончательной смеси, вода - 12,90% по объему.
Затем воду и цемент тщательно перемешивали, добавляли гранулированный мраморный наполнитель и указанные выше добавки.
Осуществляли формование блоков размерами 250х125х100 см.
Блоки распиливали на плиты толщиной 17 мм, которые проверяли на обнаружение возможной макроскопической и микроскопической пористости и определяли механические свойства, требующиеся для готовых плит.
Пример 7
Повторяли способ по примеру 6 с использованием гранулированного мрамора, имеющий следующий гранулометрический состав, рассчитанный по формуле Боломея:
0-0,045 мм (мраморный порошок); 2,0% по объему
0,1-0,3 мм; 8,6% по объему
1,2-2,5 мм; 28,8% по объему
2,5-4,5 мм; 31,9% по объему
Готовили смесь смешиванием гранулированного материала упомянутого состава и связующего раствора цемента и воды, взятых в соотношении - белый или серый цемент -14,3% по объему от общего объема окончательной смеси, вода - 14,4% по объему от общего объема окончательной смеси, естественно, с введением упомянутых добавок.
Пример 8
Повторяли способ по примеру 6 с использованием гранулированного мрамора следующего гранулометрического состава:
0-0,045 мм (мраморный порошок); 2,0% по объему
0,1-0,3 мм; 6,3% по объему
1,2-2,5 мм; 8,6% по объему
4,0-6,0 мм; 57,0% по объему
Связующий раствор цемента и воды содержал белого или серого портландцемента - 13,0%, воды - 13,1% по объему от общего объема окончательной смеси. В этом случае выбран гранулометрический состав со "скачком" размеров частиц.
Пример 9
Повторяли способ по примеру 6 с использованием гранулированного "по ходу измельчения" гранита, получаемого измельчением натурального гранита, имеющего следующий гранулометрический состав:
0,2-0,6 мм; 8,6% по объему
0,6-1,2 мм; 12,5% по объему
1,2-2,5 мм; 22,3% по объему
2,5-4,5 мм; 25,9% по объему
В этот гранулированный материал добавляли мраморный порошок в количестве 2% по объему с размером частиц 0-0,045 мм.
Цементирующий связующий раствор, в который добавляли гранулированный гранит, содержал 14,3% по объему белого или серого портландцемента и 14,4% по объему - оба от общего объема окончательной смеси.
Пример 10
Повторяли пример 6 с использованием гранулированного гранита со скачковым размером частиц следующего гранулометрического состава:
0,1-0,3 мм; 6,0% по объему
1,2-2,5 мм; 7,0% по объему
4,0-6,0 мм; 56,3% по объему
В этом случае в гранулированный материал также добавляли мраморный порошок в количестве 2,0% по объему с размером частиц до 0,045 мм.
Связующий раствор цемента и воды, в свою очередь, содержал белого или серого портландцемента - 14,0% по объему, воды - 14,0% по объему - оба от общего объема окончательной смеси.
Данные, полученные в результате определения физических и механических свойств и характеристик плит, изготовленных из блока, полученного, в соответствии с примерами 6-10, по существу совпадают с данными, приведенными в таблице 1.
Важно отметить, что такое существенное совпадение по свойствам получалось как в случае плит, полученных из блоков, твердеющих в течение обычных 28 дней, так и из блоков, затвердевание которых осуществлялось на первом этапе в условиях расположения блоков в оболочке из водонепроницаемого пластмассового материала и на втором этапе после их распиловки с выдерживанием полученных таким образом плит в течение 23 дней во влажной атмосфере.
Из сказанного выше очевидно, что изделия, в соответствии с настоящим изобретением, как в форме плит, так и блоков отличаются, следовательно, от известных цементированных изделий по составу, механическим свойствам и эстетическим характеристикам.
Цементированные изделия в форме либо однослойных плиток, либо плит, либо блоков, последовательно распиливаемых на указанные плиты, изготавливают из смеси гранулированного каменного материала с выбранным размером частиц и связующего раствора цемента, воды с добавкой пластификатора для цементных растворов, где вода взята в количестве между 0,25 и 0,36 частей по весу по отношению к весу цемента, где количество добавляемого связующего раствора немного превышает величину пустотной фракции гранулированного материала, при этом указанные изделия изготавливают способом и на установке с использованием формы, содержащей слой смеси заданной толщины, где смесь сначала деаэрируют в течение короткого промежутка времени под очень высоким вакуумом, а затем ей сообщают вибрацию в условиях более низкого вакуума, после чего форму со смесью направляют в соответствующие секции для осуществления этапов схватывания и затвердевания смеси. Технический результат - получение тонких изделий, которые можно распиливать на плиты больших размеров, чем у плит, полученных распиловкой из блоков, изготовленных по известной технологии. Превосходные физические и механические свойства, особенно пористость и прочность на изгиб, плит, очень похожих на натуральный камень. 3 с. и 27 з.п. ф-лы, 5 ил., 2 табл.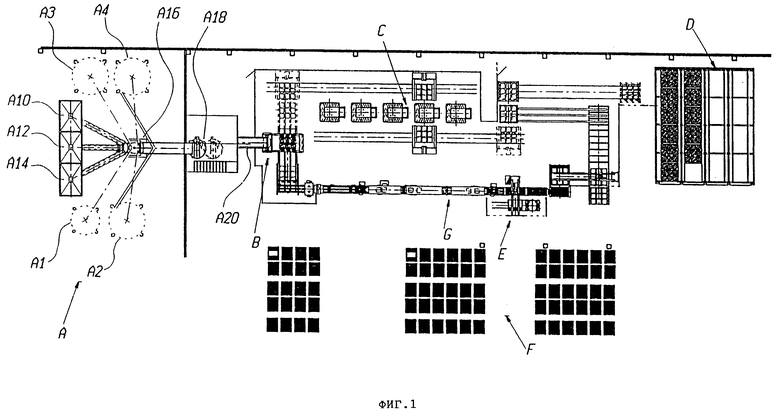
| СИЗОВ В.Н | |||
| Технология бетонных и железобетонных изделий | |||
| - Высшая школа, 1972, с.20, 78, 184, 192-195, 245, 258, 259, 270-272, 287, 291-292, 331, 370 | |||
| Способ производства бетонирования | 1947 |
|
SU76385A1 |
| Способ изготовления строительных изделий | 1969 |
|
SU261230A1 |
| Образец для контроля эрозионно-коррозионного износа | 1987 |
|
SU1538103A1 |
| US 5360074 A, 01.11.1994 | |||
| Способ кулонометрического определения платины (IY) | 1988 |
|
SU1539644A1 |
| US 4698010 A, 06.10.1987. | |||

