Область техники
Изобретение относится к станкам для формирования заготовки, и в частности - к типу вращающихся инструментов, имеющих вставные режущие пластины. Ориентация вставных режущих пластин на инструменте - изменяемая во избежание повторяющейся ориентации, которая может обусловить появление вибрационных колебаний во время работы.
Уровень техники
Станочная обработка заготовок вращающимися режущими инструментами может обусловить появление нежелательных вибрационных колебаний. Это явление приводит к дребезжанию и другим явлениям, которые могут стать причиной дефектов продукции станочной обработки. Изменение частоты вращения станка и темпа подвода режущего инструмента нежелательны, т.к. эти меры могут сказаться на оптимальной производительности. Для прекращения появляющихся в ином случае колебаний используется известный способ, согласно которому изменяют круговое дистанцирование по отношению друг к другу вставных режущих пластин и их гнезд во вращающемся режущем инструменте. Этот способ известен из патентов США №№ 4,092,082 от 30 мая 1978, Severson; 4,093,392 от 06 июня 1978, Hopkins. Также известен способ, согласно которому изменяют передний угол вставных режущих пластин - согласно патентам США №№ 4,844,666 от 04 июля 1989 г., Tsujimura и др.; 5,913,644 от 22 июня 1999 г., DeRoche, владельцем которых является заявитель данной заявки. Данный уровень техники не предоставляет и не предполагает обладающих новизной комбинаций ориентирования вставных режущих пластин во вращающемся режущем инструменте согласно настоящему изобретению.
Сущность изобретения
Настоящее изобретение развивает данную область техники по сравнению с конструкциями известного уровня техники за счет того, что во вращающемся режущем инструменте, в котором установлены вставные режущие пластины, предусмотрены нерегулярности ориентации этих вставных режущих пластин в инструменте. Круговое дистанцирование по отношению друг к другу вставных режущих пластин по периметру такого режущего инструмента, как концевая фреза, может быть переменным. Также передние углы в осевой и радиальной плоскостях вставных режущих пластин можно изменять относительно этих углов других вставных режущих пластин, расположенных по периферийной поверхности режущего инструмента.
Согласно одному из вариантов осуществления настоящего изобретения вращающийся режущий инструмент имеет и переменное или нерегулярное круговое дистанцирование гнезд по периферийной поверхности режущего инструмента и также изменяемые или переменные передние углы некоторых вставных режущих пластин. Изменяемые передние углы могут быть передним углом в осевой плоскости, передним углом в радиальной плоскости или и тем и другим.
Согласно другому варианту осуществления настоящего изобретения вращающийся режущий инструмент имеет и переменные передние углы в осевой плоскости и также переменные передние углы в радиальной плоскости некоторых вставных режущих пластин, но изменений кругового дистанцирования не имеет.
Особенность настоящего изобретения заключается в устранении гармонических колебаний путем изменения ориентации гнезд и связанных с ними вставных режущих пластин вращающегося режущего инструмента, который использует вставные режущие пластины.
Другая особенность настоящего изобретения заключается в комбинировании разных категорий переменной ориентации вставных режущих пластин в режущем инструменте.
Еще одна особенность настоящего изобретения заключается в обеспечении усовершенствованных элементов и их размещений при помощи устройства для описываемых здесь целей - недорогостоящего, надежного и полностью эффективного для достижения поставленных целей.
Эти и прочие особенности настоящего изобретения поясняются в излагаемом ниже описании и на чертежах.
Краткое описание чертежей
Различные признаки и присущие преимущества настоящего изобретения полнее поясняются и становятся более понятными в совокупности с прилагаемыми чертежами, на которых:
Фиг.1 - вид снизу и в перспективе вращающегося режущего инструмента согласно настоящему изобретению; показаны установленные на нем вставные режущие пластины.
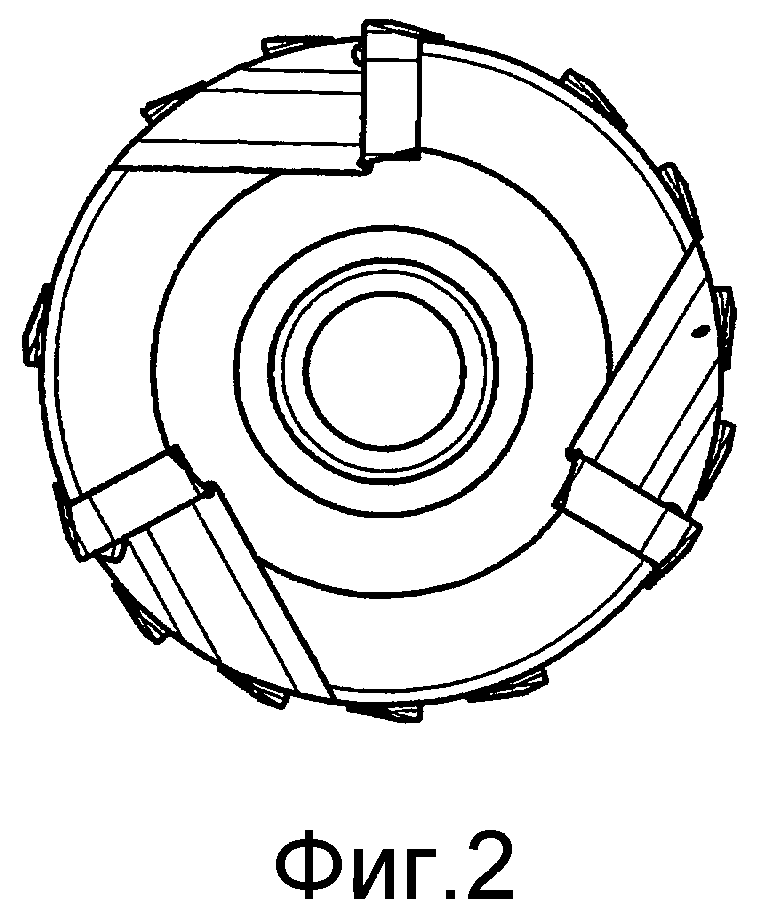
Фиг.2 - вид сверху инструмента, показываемого на Фиг.1.
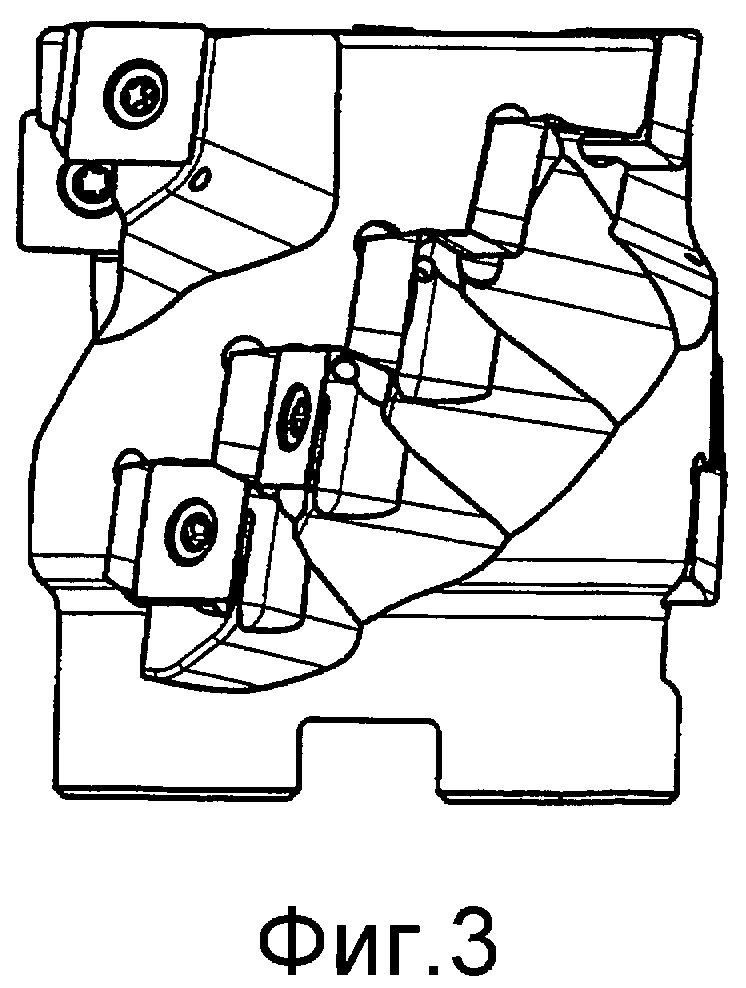
Фиг.3 - вид сбоку изображаемого на Фиг.1 инструмента.
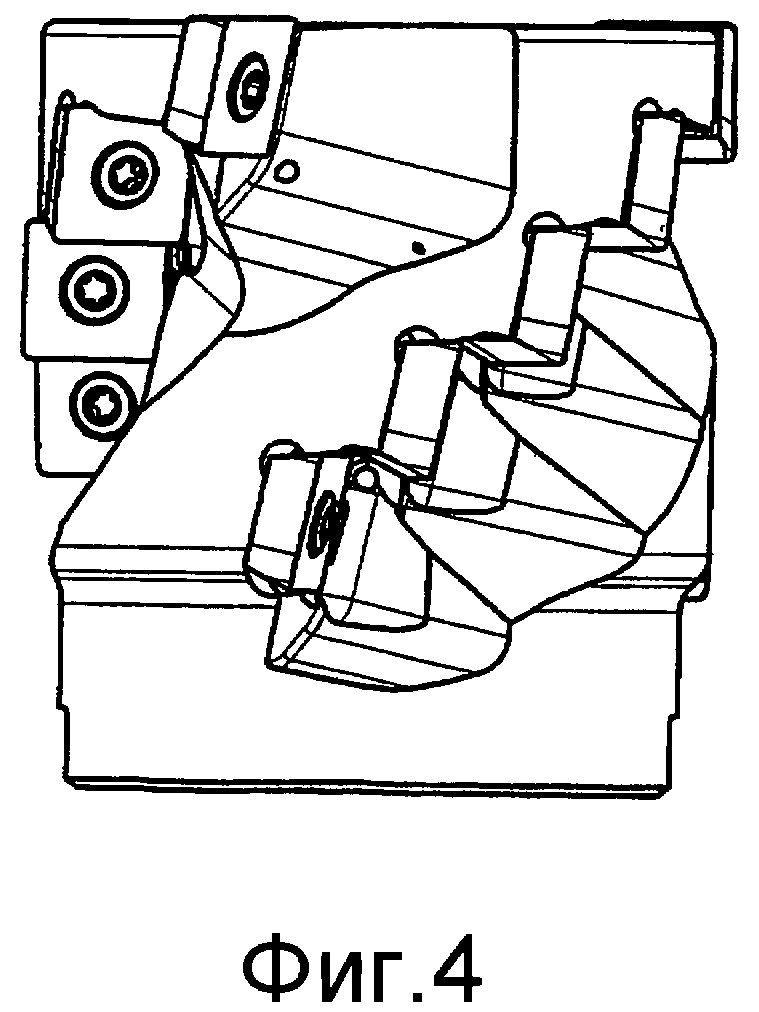
Фиг.4 - вид сбоку изображаемого на Фиг.1 инструмента; вращающийся режущий инструмент повернут на девяносто градусов по отношению к положению, показываемому на Фиг.3.
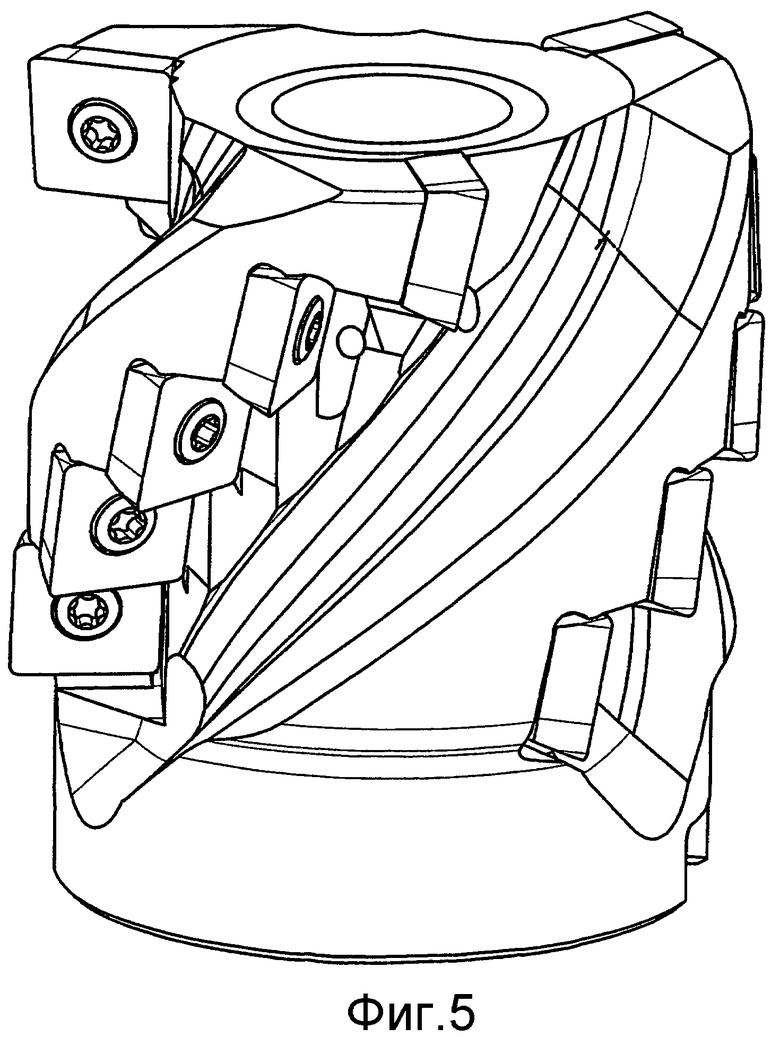
Фиг.5 - вид в перспективе сбоку и сверху другого варианта вращающегося режущего инструмента согласно изобретению; показаны установленные на нем вставные режущие пластины.
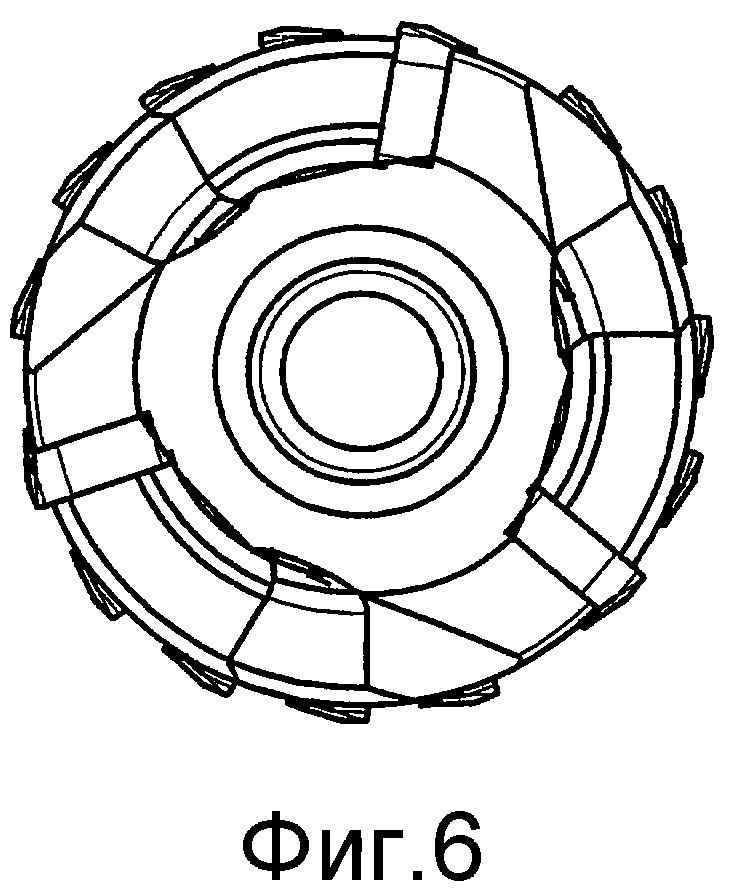
Фиг.6 - вид сверху инструмента, показываемого на Фиг.5.
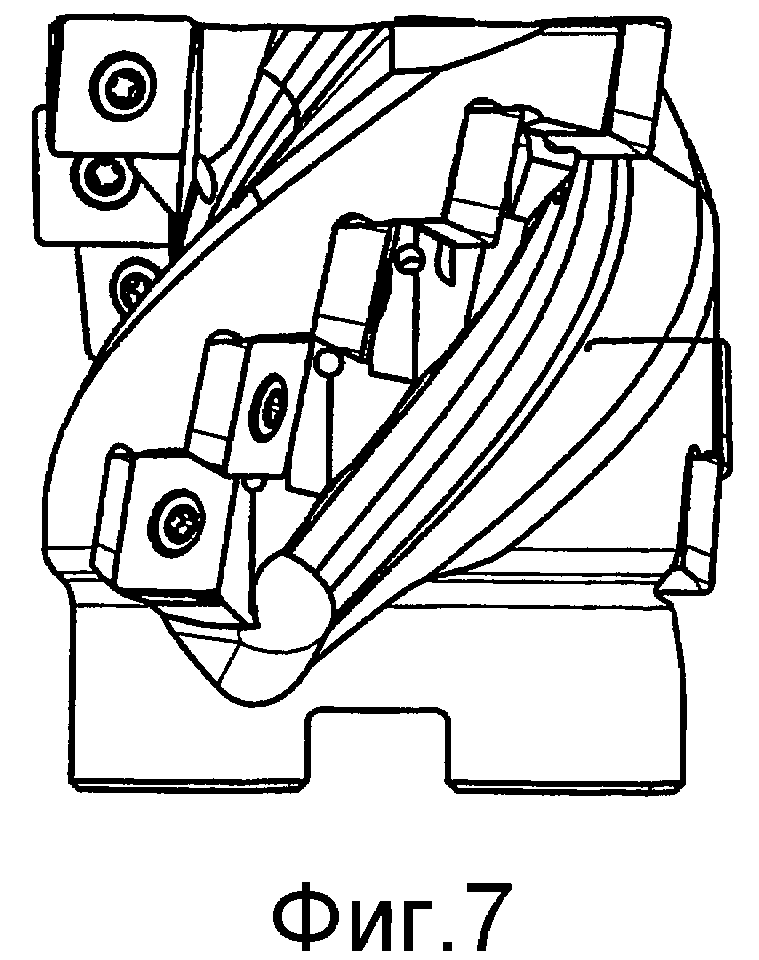
Фиг.7 - вид сбоку инструмента, показываемого на Фиг.5, и
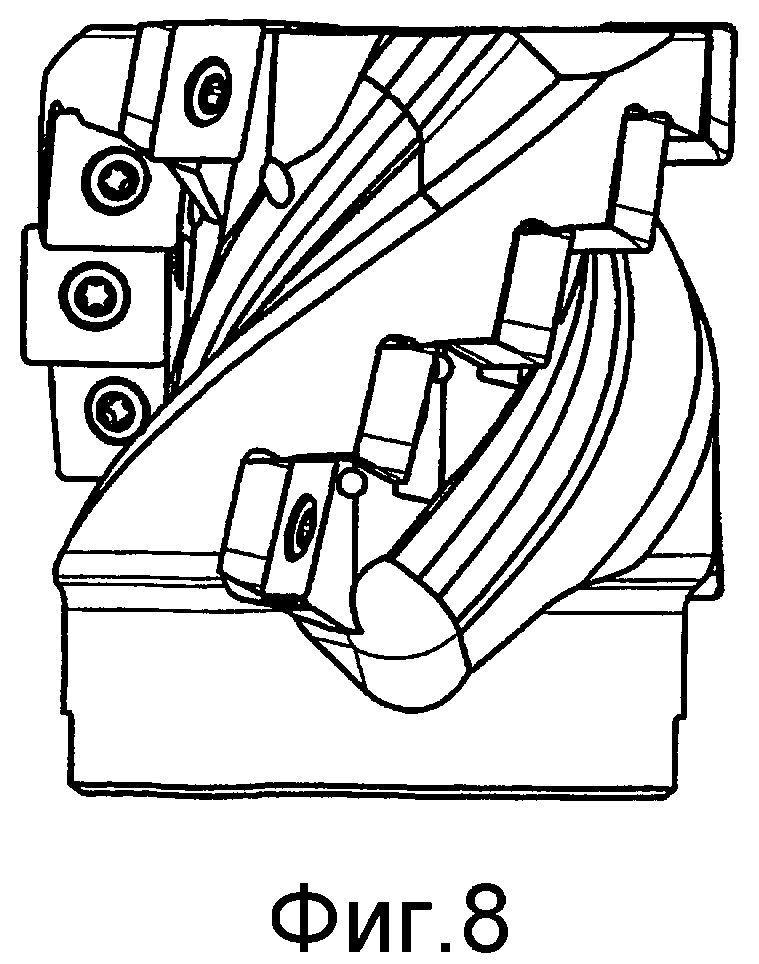
Фиг.8 - вид сбоку инструмента, показываемого на Фиг.5; вращающийся режущий инструмент повернут на девяносто градусов по отношению к положению, показываемому на Фиг.7.
Описание предпочтительного варианта осуществления
Обращаясь к чертежам, на которых одни и те же ссылочные позиции представляют одни и те же элементы на всех чертежах, Фиг.1 показывает вращающийся режущий инструмент 10 согласно настоящему изобретению. Инструмент 10 имеет корпус 12 с круговой наружной поверхностью 14, на которой выполнены гнезда 16 для приема вставных режущих пластин 2. Круговая наружная поверхность 14 является по существу цилиндрической и прерывается гнездами 16 и прочими конструкционными признаками инструмента 10 в варианте осуществления согласно Фиг.1. Не считая их ориентации на инструменте 10 - гнезда 16 обычные, имеют резьбовые отверстия (не показаны) для винтов 4, закрепляющих вставные режущие пластины 2. Гнезда 16 расположены рядами, выглядящими расположенными горизонтально, когда ось 20 вращения инструмента 10 вертикальная, согласно Фиг.1, и столбцами. Ось 20 вращения расположена внутри круговой наружной поверхности 14 корпуса 12.
Ряды относятся к гнездам 16, которые находятся по существу на одинаковом вертикальном уровне, когда инструмент 10 вертикально ориентирован - согласно Фиг.1. Гнезда 16 любого одного ряда дистанцированы друг от друга в горизонтальном направлении - как это обычно для инструментов, имеющих три канавки. В некоторых вариантах осуществления (не показаны) гнезда любого одного ряда могут иметь легкое вертикальное смещение относительно друг друга. Столбцы включают в себя все гнезда 16 любой одной из канавок 24, 26 или 28. В инструментах (не показаны) без канавок гнезда, расположенные по существу друг над другом - даже если имеется небольшое вращательное или угловое рассогласование, считаются расположенными столбцами.
Одна из трех нерегулярностей ориентации в варианте осуществления согласно Фиг.1 заключается в том, что по меньшей мере одно гнездо 16 выбранного ряда канавки 24 имеет угловую нерегулярность или неодинаково дистанцировано от второго гнезда 15 или в отношении близости к этому второму гнезду того же выбранного ряда, но канавки 28 (т.е. в более общем смысле - второго столбца), и к третьему гнезду 18 того же выбранного ряда, но - канавки 26 (т.е. опять же в более общем смысле - третьего столбца).
В предпочтительном варианте осуществления каждое гнездо 16 условно относится к канавкам 24, 26 или 28. Поэтому можно сказать, что одна канавка 24, 26 или 28 дистанцирована от других через нерегулярные интервалы, из чего следует, что гнезда 16 и вставные режущие пластины 2 любого одного ряда также нерегулярно дистанцированы друг от друга. В варианте осуществления согласно Фиг.1 выполнены три спиральные канавки 24, 26 или 28. В первом ряде, расположенном внизу инструмента 10 согласно Фиг.1, канавки 24, 26 и 28 дистанцированы на интервалы 119, 120 и 121 градусов по периферии инструмента 10 - согласно виду с торца (например, см. Фиг.2). В следующем ряду предусмотрены дистанцирующие интервалы равной величины, но они смещены по отношению к первому ряду таким образом, что гнезда 16 разных канавок дистанцированы друг от друга на 120 градусов - по сравнению с гнездами 16 этих канавок, дистанцированных друг от друга на 120 градусов в первом ряде. Тот же принцип относится и к последующим рядам гнезд 16. В третьем ряду канавки 24, 26 и 28 дистанцированы друг от друга на 119,25, 120 и 120,75 градуса. В четвертом ряду канавки отстоят друг от друга на 119, 120 и 121 градус, но смещены относительно расположения первого ряда. В пятом ряду канавки дистанцированы на 120,75, 120,75 и 118,5 градуса. Разумеется, могут быть заданы и другие интервалы - при том условии, что это дистанцирование будет исключать появление гармонических колебаний.
Инструмент 10 имеет вторую нерегулярность ориентации, а именно: по меньшей мере одно гнездо 16 расположено для удержания установленной режущей пластины под первым передним углом, и по меньшей мере одно другое гнездо 16 расположено для удержания другой установленной режущей пластины под другим передним углом. В варианте осуществления согласно Фиг.1 и передние углы в осевой плоскости, и передние углы в радиальной плоскости - переменные. Согласно предпочтительному в данное время варианту осуществления режущие пластины 2 в канавке 24 ориентированы с осевым наклоном, равным 12 градусов. В первых, или нижних, двух вставных режущих пластинах 2 в канавке 26 вставные режущие пластины 2 имеют осевой наклон, равный 12 градусам. Вставные режущие пластины 2 третьего, четвертого и пятого рядов канавки 26 ориентированы с осевым наклоном, равным 5 градусов. В первых, или нижних, двух вставных режущих пластинах 2 в канавке 28 вставные режущие пластины 2 ориентированы с осевым наклоном, равным 12 градусов. Вставные режущие пластины 2 третьего, четвертого и пятого рядов канавки 28 ориентированы с осевым наклоном, равным 8,5 градусов.
Видно, что передние гнезда 16 разных канавок 24, 26, 28 и, следовательно, столбцов имеют передние углы в осевой плоскости с более отрицательными значениями, чем передние углы в осевой плоскости каких-либо других гнезд 16. В частности, передние гнезда 16 разных канавок 24, 26, 28 и, таким образом, соответствующих столбцов и гнезда 16, непосредственно примыкающие к передним гнездам 16, имеют сходные передние углы в осевой плоскости со значением большим, чем значение передних углов в осевой плоскости других гнезд 16.
Гнезда 16 нижнего, или первого, ряда являются передними гнездами 16. Предпочтительно, чтобы передние гнезда 16 были расположены таким образом, чтобы их соответствующие вставные режущие пластины 2 имели бы наибольший достижимый передний угол в осевой плоскости, чтобы уменьшать усилия, действующие на переднюю вставную режущую пластину 2.
Инструмент 10 также характеризуется третьей нерегулярностью ориентации из различия передних углов в радиальной плоскости для гнезд 16. Нужно отметить, что гнезда 16 нижних двух, или передних двух рядов в каждой канавке 24, 26 или 28 имеют передние углы в радиальной плоскости с большим значением, чем в последующих рядах. Обнаружено, что такая система передних углов в радиальной плоскости предпочтительна для режущих инструментов 10 меньшего диаметра, например - до двухдюймового диаметра корпуса.
В инструменте 10 гнезда 16 совместно имеют все три типа нерегулярности ориентации.
Инструмент 10 согласно Фиг.1 является винтовой концевой фрезой в ступенчатом выполнении, причем каждое гнездо 16 удерживает установленную вставную режущую пластину 2 таким образом, что установленная вставная режущая пластина 2 имеет задний угол в пределах 0-20 градусов. Например, можно предусмотреть задние углы величиной в 11 и 15 градусов. Разумеется, принципы данного изобретения можно применить и к другим типам инструментов.
Фиг.5-8 показывают инструмент 110, который подобно инструменту 10 является винтовой концевой фрезой в спиральном выполнении, и ее передние углы в радиальной плоскости и передние углы в осевой плоскости соответствуют компоновке инструмента 10 согласно Фиг.1-4. Но круговое расположение гнезд относительно друг к другу или круговое расположение канавок друг к другу неизмененное - соответствуют 120 градусам в центрах между разными канавками. В инструменте 110 имеется два типа нерегулярности ориентации: нерегулярность передних углов в осевой плоскости и передних углов в радиальной плоскости. Инструмент 110 имеет те же основные конструкционные особенности, что и инструмент 10, т.е. имеет корпус 112, круговую наружную поверхность 114, гнезда 116, ось 120 вращения и канавки 124, 126 и 128. Но в других вариантах осуществления (не показаны) две нерегулярности ориентации могут иметь неодинаковое круговое дистанцирование гнезд в одном выбранном ряду - в сочетании либо с изменяющимися передними углами в осевой плоскости, либо с изменяющимися передними углами в радиальной плоскости.
Упоминаемые здесь передние углы режущего инструмента могут изменяться как по величине, так и в отношении положительного или отрицательного значения. Положительные и отрицательные углы можно выбрать сообразно разным применениям. Изменение передних углов в осевой плоскости и передних углов в радиальной плоскости может быть изменением величины, изменением положительной ориентации и отрицательной ориентации или и той, и другой.
В режущих инструментах с гнездами под режущую пластину, выполненными вдоль канавок, эти относящиеся к любой из канавок гнезда считаются содержащими столбцы гнезд, даже если гнезда не располагаются одно над другим по отношению к оси вращения инструмента. Аналогично, гнезда разных столбцов, имеющие равномерную ориентацию вдоль оси вращения инструмента - независимо от их соотнесенности с канавками, считаются образующими ряд.
Нужно отметить, что в описании чертежей подразумевается, что термины «вперед» «назад», «левый», «правый», «вверх», «вниз» и т.п. используются для удобства, и их нельзя считать ограничивающими терминами (не говоря уже о заявляемом изобретении).
Упоминаемые здесь документы, патенты и патентные заявки включены в данное описание в качестве ссылки.
Несмотря на то, что изобретение изложено определенно в связи с некоторыми конкретными вариантами его осуществления, но подразумевается, что оно приводится только для пояснения, а не для ограничения изобретения; и объем прилагаемой формулы изобретения следует истолковывать настолько широко, насколько позволяет уровень техники. Например, очевидно, что изобретение, поясняемое как относящее к винтовым концевым фрезам, можно в равной же степени использовать и с другими типами режущих инструментов; и описание данного изобретения в связи с винтовыми концевыми фрезами не должно истолковываться как ограничение объема изобретения.
Те же гнезда 16 с изменяемыми передними углами в осевой плоскости можно выбрать в качестве гнезд с изменяемыми передними углами в радиальной плоскости. Альтернативно некоторые гнезда 16 могут иметь изменяемые передние углы в осевой плоскости, в то время как другие - изменяемые передние углы в радиальной плоскости. Также возможно, чтобы некоторые гнезда имели изменяемые передние углы в осевой плоскости, другие гнезда - изменяемые передние углы в радиальной плоскости, а третьи гнезда - изменяемые передние углы в осевой плоскости и изменяемые передние углы в радиальной плоскости.
Можно обеспечить инструмент (не показан) согласно настоящему изобретению, который будет без канавок. Такой инструмент, например, может иметь желоба для стружки или иную структуру для удаления стружки для каждого гнезда или альтернативно для нескольких соответствующих гнезд - вместо канавок как таковых.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗА (ВАРИАНТЫ) | 2014 |
|
RU2562195C1 |
| КОРПУС ФРЕЗЫ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ И ФРЕЗА ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2019 |
|
RU2691480C1 |
| ВРЕЗНАЯ И ТОРЦЕВАЯ ФРЕЗА С УНИВЕРСАЛЬНЫМИ ГНЕЗДАМИ ДЛЯ РЕЖУЩИХ ПЛАСТИН | 1995 |
|
RU2124970C1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ | 2008 |
|
RU2453403C2 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ | 1991 |
|
RU2010682C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА С ОХЛАЖДЕНИЕМ | 2021 |
|
RU2759550C1 |
| МЕХАНИЗМ ДЛЯ ВРЕМЕННОГО УДЕРЖИВАНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ И НЕПЕРЕТАЧИВАЕМЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ, СНАБЖЕННЫЙ ТАКИМ МЕХАНИЗМОМ | 2009 |
|
RU2465987C2 |
| РЕЖУЩАЯ ПЛАСТИНА И ПРОКЛАДКА ДЛЯ ФРЕЗ | 2012 |
|
RU2598750C2 |
| ИНСТРУМЕНТ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С УДАЛЕНИЕМ СТРУЖКИ, А ТАКЖЕ ВСТАВНОЙ РЕЗЕЦ ДЛЯ ЗАКРЕПЛЕНИЯ ПЛАСТИНЫ И СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2014 |
|
RU2672976C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА (ВАРИАНТЫ) | 2014 |
|
RU2557118C1 |
Инструмент в виде фрезы содержит корпус, на наружной поверхности которого расположены гнезда для режущих пластин, расположенных в по меньшей мере первом ряду и втором ряду и по меньшей мере в трех столбцах на круговой наружной поверхности, причем угловое дистанцирование режущих пластин вокруг оси вращения, определяемое в плоскости, перпендикулярной к оси вращения, в первом ряду выполнено переменным в пределах этого ряда, а угловое дистанцирование режущих пластин вокруг оси вращения во втором ряду выполнено переменным в пределах этого ряда и отличается от углового дистанцирования режущих пластин вокруг оси вращения в пределах первого ряда. Технический результат: повышение виброустойчивости за счет устранения гармонических колебаний. 2 н. и 18 з.п. ф-лы, 8 ил.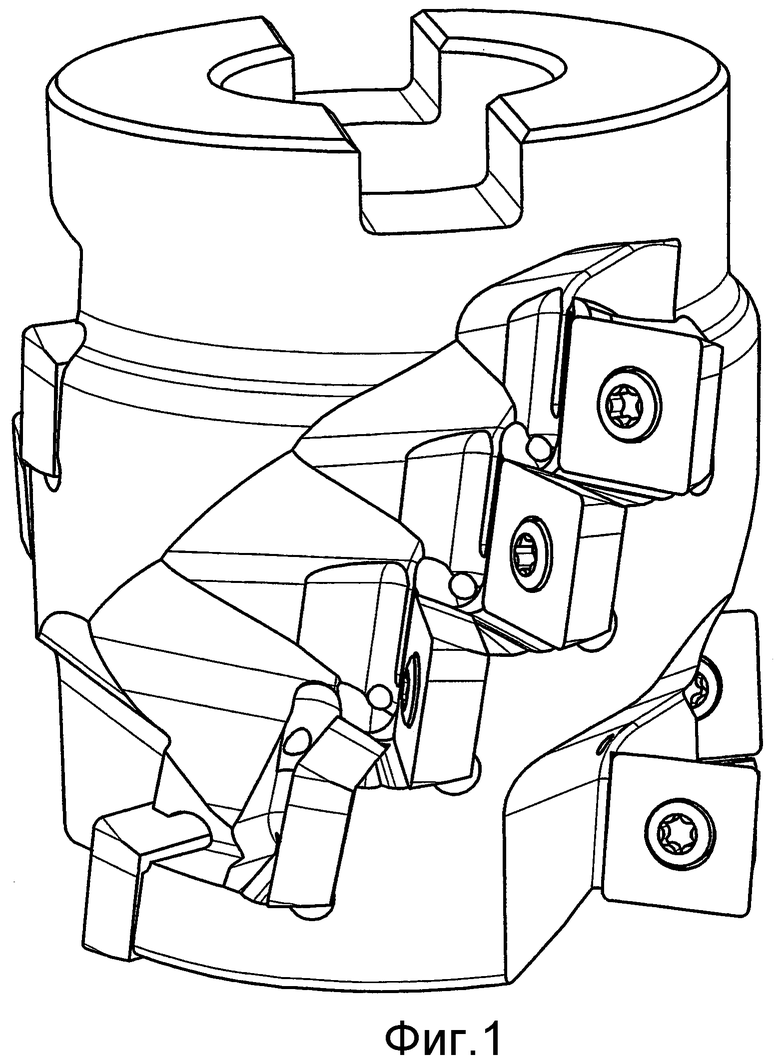
| US 4844666 А, 04.07.1989 | |||
| Режущий инструмент | 1983 |
|
SU1143527A1 |
| Торцовая фреза | 1984 |
|
SU1227376A1 |
| ПРИСПОСОБЛЕНИЕ, СИГНАЛИЗИРУЮЩЕЕ О НЕДОСТАТКЕ МАСЛА В ПОДШИПНИКЕ | 1924 |
|
SU1780A1 |
| Устройство для формирования фазоманипулированного сигнала | 1982 |
|
SU1030993A1 |
| СПОСОБ ДИАГНОСТИКИ СЕПТИЧЕСКИХ СОСТОЯНИЙ | 1993 |
|
RU2117295C1 |
| JP 5038606 A, 19.02.1993 | |||
| Справочник инструментальщика / Ред | |||
| И.А | |||
| Ординарцев | |||
| - Л.: Машиностроение, 1987, с.349, табл.9.10. | |||

