Изобретение относится к области черной металлургии и может быть использовано при производстве стали в сталеплавильных цехах.
Наиболее близкими по технической сути к предлагаемому изобретению являются агрегаты ковш-печь, в которых для нагрева стали используют электрические дуги переменного и постоянного тока (Воскобойников В.Г., Кудрин В.А., Якушев A.M. Общая металлургия. - М.: Металлургия, 1998. - с.630).
Агрегат переменного тока включает закрытый сводом ковш для нагрева стали, в котором применяют три проходящих через свод графитизированных электрода, подключенных к печному трехфазному трансформатору. Агрегат постоянного тока дополнительно имеет тиристорный преобразователь переменного тока в постоянный ток и оборудован подовым электродом.
К недостаткам известных агрегатов следует отнести необходимость использования мощных трансформаторов, дорогих графитизированных электродов, тиристорных преобразователей, подового электрода, а также загрязнение металла продуктами обгорания графитизированных электродов.
Задачей изобретения является улучшение качества получаемой стали и снижение капитальных затрат на ее производство за счет устранения необходимости применения трансформаторов, тиристорных преобразователей, графитизированных и подовых электродов.
Поставленный технический результат достигается тем, что предлагаемый агрегат имеет ковш, закрытый сводом, причем на своде установлены один или несколько лазеров, оборудованных устройствами для непрерывного кругового или возвратно-поступательного перемещения в горизонтальной плоскости.
Изобретение обладает новизной, что следует из сравнения с прототипом, и изобретательским уровнем, так как явно не следует из существующего уровня техники, практически осуществимо в действующих сталеплавильных цехах.
Предлагаемый агрегат (см. чертеж) имеет корпус 1, в который устанавливают ковш 2 с жидким металлом 3 на подставку 4. Корпус закрывают сводом 5. В качестве источника тепла для нагрева стали используют один или несколько оптических квантовых генераторов большой плотности энергии - лазеров 6 (Физическая энциклопедия. - М.: Советская энциклопедия, 1990, том 2. - с.549), излучение которых направляют на поверхность жидкого металла 3. Причем лазеры оборудованы устройствами для непрерывного кругового или возвратно-поступательного перемещения в горизонтальной плоскости. Эти перемещения необходимы для того, чтобы не перегревать металл в одной точке. Один или несколько лазеров работают до достижения металлом заданной температуры. Для вакуумирования металла корпус соединен с вакуумной системой трубопроводом 7. Доведение химического состава металла до заданного производят вводом легирующих материалов из бункера 8 через отверстие в своде, закрываемое шибером. Усреднение химического состава металла осуществляют продувкой инертным газом 9.
Агрегат предназначен для вакуумной обработки металла; раскисления и легирования металла с помощью специальной проволоки, содержащей алюминий, кальций, сплавы бария, бора, титана, циркония, редкоземельных элементов; обработки металла порошкообразными материалами (СаО, Al2О3, CaF2), которые вдувают в металл в струе инертного газа (Ar) для удаления серы и раскисления металла; легирования металла присадкой ферросплавов, чистых элементов (никеля); продувки металла аргоном для выравнивания температуры и химического состава, удаления неметаллических включений.
После выпуска из печи ковш с металлом передают на агрегат комплексной обработки. Первая операция обработки - вакуумирование для удаления кислорода, водорода и азота. После вакуумирования производят легирование металла. Например, при выплавке нержавеющей стали типа 08-12Х18Н10Т в металл добавляют феррохром, никель, ферромарганец, ферросилиций, титан, доводя химический состав до заданного значения, затем включают оптические квантовые генераторы для нагрева металла и расплавления присаженных материалов. Мощность оптических квантовых генераторов при обработке ковша вместимостью 150 т для нагрева металла после присадки легирующих элементов на 50°С за 10 минут должна составлять 10 МВт, при нагреве за 15 минут - 7 МВт. Мощность оптических квантовых генераторов при обработке ковша вместимостью 10 т для нагрева металла после присадки легирующих элементов на 50°С за 10 минут должна составлять 0,7 МВт, при нагреве за 15 минут - 0,5 МВт. Через 10-15 минут после включения оптических квантовых генераторов металл продувают аргоном, затем отбирают пробу на полный химический анализ металла и замеряют его температуру. Если химический анализ и температура металла соответствуют заданным значениям, обработку прекращают, оптические квантовые генераторы отключают и ковш передают на разливку. В случае отклонения химического состава или температуры металла от заданных значений производят соответствующую корректировку.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ | 2007 |
|
RU2348880C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ВЫПЛАВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2382084C2 |
| ФЕРРОСПЛАВНАЯ ЛАЗЕРНАЯ ПЕЧЬ | 2007 |
|
RU2348879C1 |
| СПОСОБ ОБРАБОТКИ ЖИДКОЙ СТАЛИ В ВАКУУМНОЙ КАМЕРЕ | 2007 |
|
RU2348700C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ СТАЛИ С ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ | 2017 |
|
RU2679375C1 |
| СПОСОБ ПРОИЗВОДСТВА ОСОБОНИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2018 |
|
RU2681961C1 |
| СПОСОБ ВЫПЛАВКИ, РАСКИСЛЕНИЯ, ЛЕГИРОВАНИЯ И ОБРАБОТКИ СТАЛИ | 2009 |
|
RU2405046C1 |
| Способ производства огнестойкой стали | 2023 |
|
RU2807799C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2003 |
|
RU2233339C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ | 2000 |
|
RU2192482C2 |
Изобретение относится к области черной металлургии и может быть использовано для внепечной обработки стали в сталеплавильных цехах. Агрегат содержит ковш, закрытый сводом, и снабжен одним или несколькими лазерами, установленными на своде и оборудованными устройствами для непрерывного кругового или возвратно-поступательного перемещения в горизонтальной плоскости. Изобретение обеспечивает улучшение качества получаемой стали и снижение капитальных затрат на ее производство. 1 ил.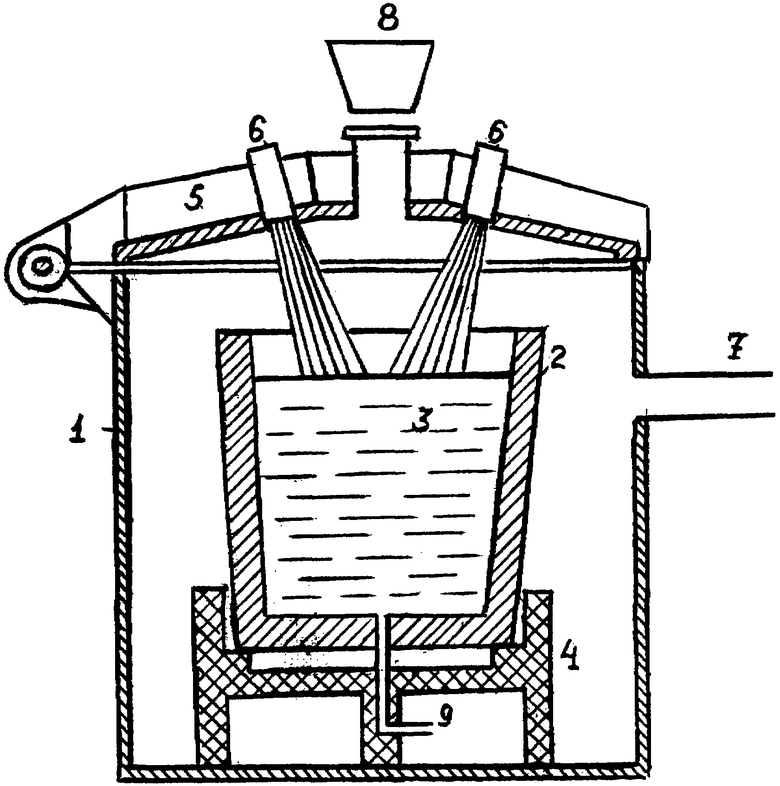
Агрегат комплексной обработки стали, содержащий ковш, закрытый сводом, отличающийся тем, что он снабжен одним или несколькими лазерами, установленными на своде и оборудованными устройствами для непрерывного кругового или возвратно-поступательного перемещения в горизонтальной плоскости.
| ВОСКОБОЙНИКОВ В.Г | |||
| и др | |||
| Общая металлургия | |||
| - М.: Металлургия, 1998, с.630 | |||
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ В КОВШЕ | 2002 |
|
RU2219249C1 |
| Агрегат для внепечной обработки металла | 1990 |
|
SU1765195A1 |
| US 4581068 A, 08.04.1986 | |||
| US 4586956 A, 06.05.1986 | |||
| СИММЕТРИРУЮЩЕЕ УСТРОЙСТВО | 1991 |
|
RU2020663C1 |

