Изобретение относится к области машиностроения и может быть использовало для термической обработки изделий из стали для получения высоких прочностных характеристик в сочетании с точными размерами тонкостенных деталей и емкостей.
Известно устройство для получения высокопрочных стальных тонкостенных кольцевых изделий точных геометрических размеров (см. патент RU N 2258750, МПК C21D 9/05, 9/40, опубл.20.08.05 г.), принятый за аналог. Устройство содержит стойку из соединенных между собой полых разборных оправок. Каждая оправка состоит из двух частей, первая из которых представляет конструкцию с одной или более выступающей ступенями, вторая - с внутренними ступенями, ответными первой части, посредством которых обе части собраны в оправку с образованием в области разъема паза для размещения гофра изделия, при этом плоскость разъема представляет собой ступенчатую поверхность.
Аналог имеет следующие недостатки.
1. Сложность в изготовлении и эксплуатации подобных оправок при термообработке кольцевых изделий с внутренним диаметром и точным взаимным расположением внутренних диаметров (например, с биением меньше 0,03 мм), т.к. выступающие и внутренние ступени частей оправок должны быть более высокой точности, с допуском в 2...3 раза точнее заданного взаимного расположения внутренних диаметров изделия.
2. Быстрый износ оправок, т.к. в связи с деформациями в процессе эксплуатации в условиях высоких температур и давления сборка оправок становится невозможной уже после нескольких садок термообработки. Теряется точность взаимного расположения рабочих диаметров, и оправки выбраковываются.
3. Под воздействием высоких температур и давления неизбежно взаимное залипание частей оправок по разъему, после чего разборка оправки затруднена.
Наиболее близким по технической сущности к предлагаемому изобретению является устройство для термообработки тонкостенных изделий (см. патент RU N2261280, МПК C21D 9/08, опубл.27.09.05 г.), принятое за прототип. Устройство содержит секционные оправки из аустенитной стали, соединенные соосно между собой в стойку садки термообработки посредством конических поверхностей на торцах секций, на одной секции в виде выступа, а на другой секции в виде уступа. Секции аустенитных оправок соединены между собой посредством конических поверхностей, исключающих радиальные смещения. Для исключения проворота секций относительно друг друга в одну секцию запрессовано не менее 3-х фиксаторов в виде штифтов, а е другой секции выполнены стопорные площадки.
Прелагаемым изобретением решается задача обеспечения качества геометрической точности взаимного расположения внутренних диаметров кольцевых изделий с внутренним гофром и снижения себестоимости.
Предлагаемое изобретение направлено на достижение технического результата, заключающегося в создании устройства для термообработки тонкостенных кольцевых изделий с внутренним гофром, простого в изготовлении и долговечного при эксплуатации.
Указанный технический результат достигается тем, что в устройстве для термообработки стальных тонкостенных кольцевых изделий с внутренним гофром, содержащем стойку из соединенных между собой полых разборных оправок из аустенитной стали, каждая из которых состоит из двух частей, образующих в области разъема паз для гофра и соединенных фиксирующими штифтами, установленными в плоскости их разъема, новым является то, что полые оправки в области разъема имеют ровную плоскую поверхность. Фиксирующие штифты установлены неравномерно по их окружности, и каждый фиксирующий штифт закреплен в одной из частей оправки с образованием выступающей части за плоскостью разъема, при этом выступающая часть штифта закреплена в соответствующем штифту отверстии, выполненном в другой части оправки. В одной из частей оправки выполнены сквозные технологические отверстия для облегчения разборки оправки.
Неравномерное расположение фиксирующих штифтов может быть обеспечено путем радиального или углового смещения, различной высотой и геометрической формой выступающей части штифта и т.д..
Соосное соединение n-го количества оправок в стойку садки термообработки может быть выполнено посредством проставок в виде пустотелого диска с коническими выступами на торцах, диаметр которых равен диаметру конических уступов, выполненных на торцах частей оправок, противоположных плоскости разъема.
Изготовление частей сборной оправки с ровной плоской поверхностью в разъеме позволяет изготавливать в промежуточных операциях детали оправки в виде простейшего геометрического тела типа "кольцо", для которого требуется простейшая исходная заготовки малой металлоемкости. Выполнение кольцевых ступеней на внешней поверхности обеих частей оправки также упрощает геометрию оправки и, следовательно, упрощает ее изготовление. Все вышесказанное снижает себестоимость изготовления устройства.
Фиксация частей оправки посредством, по крайней мере, двух фиксирующих штифтов, неравномерно установленных по окружности в плоскости разъема, обеспечивает сборку оправки всегда в одном положении без кругового разворота и радиального смещения рабочих поверхностей при плотном прилегании по плоскости разъема, что способствует повышению качества изготовления тонкостенных кольцевых изделий с внутренним гофром и повышает срок службы оправок. Выполнение фиксации путем в виде выступающего за плоскость разъема штифта, закрепленного в одной из частей оправки и соответствующего штифту отверстия, выполненного в другой части оправки, является экономичным и эффективным вариантом фиксации частей оправки.
Наличие хотя бы в одной из частей оправки сквозных технологических отверстий позволяет воздействовать через них на другую часть оправки приспособлением для разборки в случае их залипания по плоскости разъема под воздействием высокой температуры и давления.
Наличие технологических отверстий хотя и усложняют несколько конструкцию устройства для получения тонкостенных кольцевых изделий, однако в совокупности с вышеизложенными признаками способствуют повышению срока службы оправок, а следовательно, способствует снижения себестоимости процесса термообработки изделий.
Технические решения с признаками, отличающими заявляемое решение от прототипа, не известны и явным образом из уровня техники не следуют. Это позволяет считать, что заявляемое техническое решение является новым и обладает изобретательским уровнем.
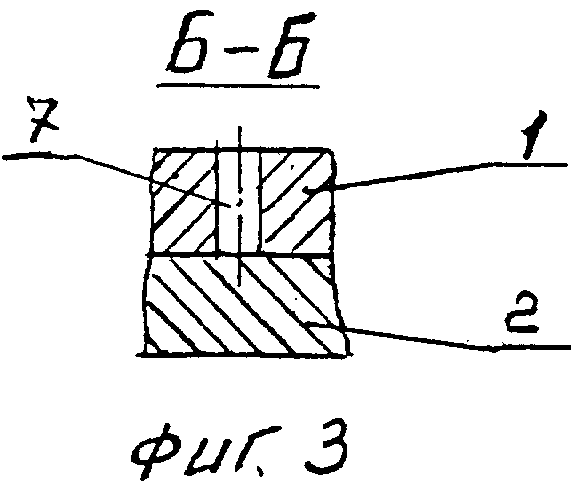
Сущность изобретения поясняется чертежом где на фиг.1 показано устройство для термообработки стальных тонкостенных кольцевых изделий с внутренним гофром, разрез А-А фиг.2; на фиг.2 - то же, вид сверху; на фиг.3 - разрез Б-Б фиг.2.
Устройство для термообработки стальных тонкостенных кольцевых изделий с внутренним гофром содержит стойку из соединенных между собой полых аустенитных разборных оправок, каждая из которых состоит из частей 1 и 2, соединенных между собой по плоскости разъема 3, которая выполнена в виде ровной плоской поверхности. На внешней поверхности частей 1 и 2 оправки выполнены кольцевые ступени, образующие в области разъема паз 4 для размещения гофра. Каждая оправка снабжена двумя фиксирующими штифтами, установленными неравномерно по окружности в плоскости разъема 3 (угол α не равен углу β). Каждый штифт 5 закреплен в части 1 оправки, в части 2 оправки выполнено отверстие, соответствующее выступу штифта 5, при этом в собранном состоянии выступы штифтов 5 плотно прилегают к поверхностям отверстий 6, что исключает радиальное смещение частей 1 и 2 оправок относительно друг друга, а сами части оправок плотно соприкасаются по плоскости разъема 3. Неравномерное расположение фиксирующих штифтов также может быть обеспечено путем радиального смещения, различной высотой и геометрической формой выступающей части штифта. В частях 1 оправок выполнены сквозные технологические отверстия 7 для облегчения разборки оправки. Между оправками установлены проставки 8, при этом сопряжение торца оправки, прилегающего к проставке, и внутреннего диаметра оправки выполнено коническим с номинальным диаметром D и углом γ, а проставки 8 выполнены в виде пустотелого диска с коническими выступами с номинальным диаметром D и углом γ, которые равны соответствующим размерам оправки.
Устройство работает следующим образом.
Изделие устанавливают на часть 1 оправки и устанавливают в него часть 2 оправки, совмещая при этом выступающие штифты 5 фиксирующего устройства с поверхностями отверстия 6, при этом части оправок соединяются по плоскости разъема 3 без зазора. Аналогично собирают остальные оправки с изделиями. Оправки посредством проставок 8 собирают в стойку, фиксируя их по конусу и торцам, и проводят термообработку. Использование проставок и конических сопряжений в оправках и проставках дополнительно повышает точность расположения оправок в стойке без смещения относительно друг друга и простоту сборки-разборки.
Изобретение относится к области машиностроения. Для получения точных геометрических размеров в процессе термообработки стальных тонкостенных кольцевых изделий с внутренним гофром и снижения себестоимости процесса термообработки устройство содержит стойку из соединенных между собой полых разборных аустенитных оправок, каждая из которых состоит из двух частей, образующих в области разъема паз для размещения гофра и соединенных фиксирующими штифтами, установленными в плоскости их разъема, при этом полые оправки в области разъема имеют ровную плоскую поверхность. Фиксирующие штифты установлены неравномерно по окружности полых оправок, при этом каждый фиксирующий штифт закреплен в одной из частей оправки с образованием выступающей части за плоскостью разъема, при этом выступающая часть штифта закреплена в соответствующем штифту отверстии, выполненном в другой части оправки. В одной из частей оправки выполнены сквозные технологические отверстия для облегчения разборки оправки. 2 з.п. ф-лы, 3 ил.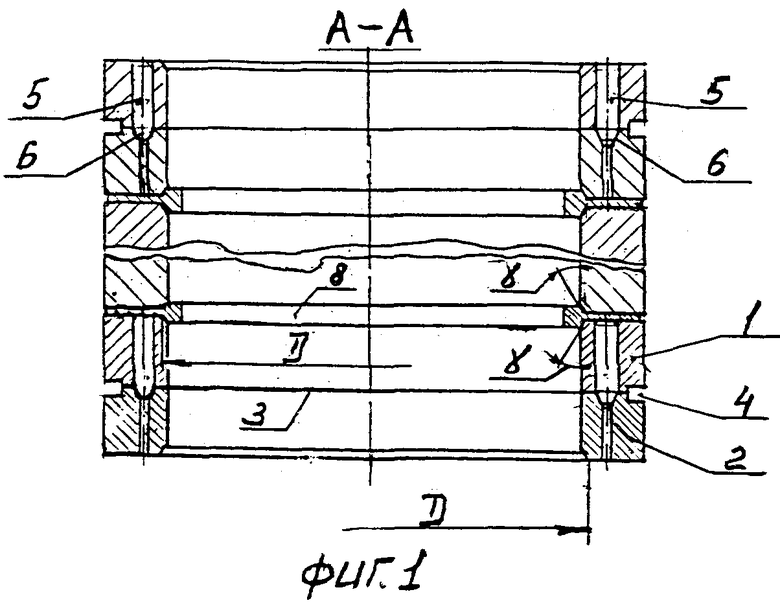
| УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2261280C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ СТАЛЬНЫХ ТОНКОСТЕННЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2232197C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ СТАЛЬНЫХ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ | 2004 |
|
RU2258750C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОНА | 2004 |
|
RU2281179C2 |

