Изобретение относится к области машиностроения и может быть использовано для термической обработки изделий из стали для получения высоких прочностных характеристик в сочетании с точными размерами тонкостенных деталей и емкостей.
Известно устройство, взятое в качестве прототипа, для получения высокопрочных стальных тонкостенных изделий точных геометрических размеров в нагревательном устройстве, содержащее полую оправку из материала, имеющего бóльший коэффициент линейного расширения, чем материал термообрабатываемых на оправке кольцевых изделий. Нагревательное устройство представляет собой индукционный нагреватель и стенд, на котором устанавливается оправка с кольцом. Нагрев осуществляется как внешним, так и внутренним полем индукционного нагревателя (см. SU 245825, С 21 Д 9/40, 11.06.1969 г., кол.1, строки 1-30).
Недостатком известного устройства является малая производительность и узкая область применения, т.к. термообработка с получением заданных параметров и свойств кольцевых изделий более сложной конфигурации практически невозможна.
Предлагаемым изобретением решаются задачи: повышение производительности, снижение себестоимости термообрабатываемых изделий с одновременным снижением энергетических затрат на их производство.
Технический результат, получаемый при осуществлении изобретения, заключается в следующем: стабильное получение геометрических размеров и обеспечение заданного уровня механических свойств стальных изделий после термообработки как при внутреннем, так и при внешнем нагреве предлагаемого устройства с большим количеством кольцевых изделий в нагревательном устройстве, обеспечение термообработки кольцевых изделий с более сложной конфигурацией.
Указанный технический результат достигается тем, что в устройстве для получения высокопрочных стальных тонкостенных кольцевых изделий точных геометрических размеров в нагревательном устройстве, содержащем полую оправку из материала, имеющего бóльший коэффициент линейного расширения, чем материал термообрабатываемых на оправке кольцевых изделий, новым является то, что устройство снабжено стойкой n-го количества полых оправок из аустенитной стали и набором фиксирующих проставок для разделения оправок, выполненных в виде кольца с опоясывающим диском, внешний диаметр колец немного меньше внутреннего диаметра оправок, а диски, разделяющие оправки между собой, выполнены у одних проставок выступающими за оправки, у других проставок частично перекрывающими торец оправок, кроме того, для установки на стойке из оправок кольцевых изделий с внутренним гофром каждая оправка выполнена разборной из двух деталей, одна из которых представляет собой конструкцию с одной или более выступающими ступенями, а другая - конструкцию с внутренними ступенями, контактирующими с внешними первой, причем на месте стыка составных частей оправки выполнен паз для фиксации кольцевых изделий внутренним гофром.
Альтернативное исполнение элементов конструкции устройства обеспечивает проведение термообработки кольцевых изделий простой и сложной конфигурации с получением одного и того же технического результата.
Технические решения с признаками, отличающими заявляемое решение от прототипа, не известны и явным образом из уровня техники не следуют, это позволяет считать, что заявляемое решение является новым и обладает изобретательским уровнем.
На чертежах изображены:
на фиг.1 - устройство с n-ым количеством оправок и проставок;
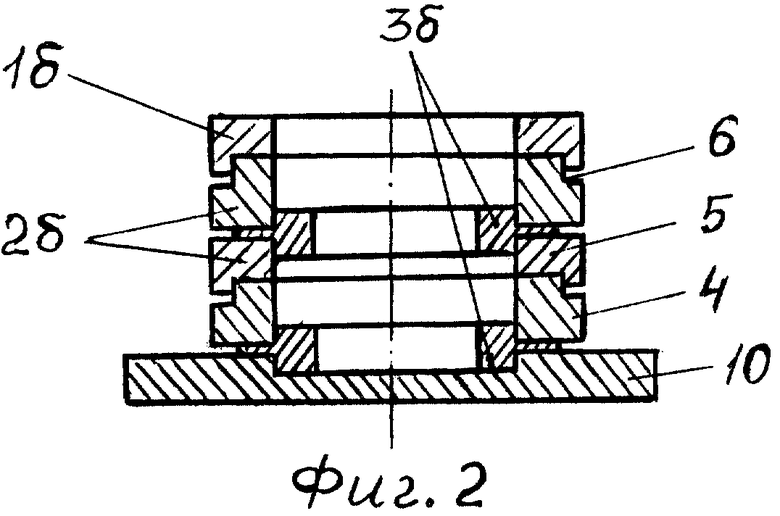
на фиг.2 - устройство с n-ым количеством составных оправок и проставок;
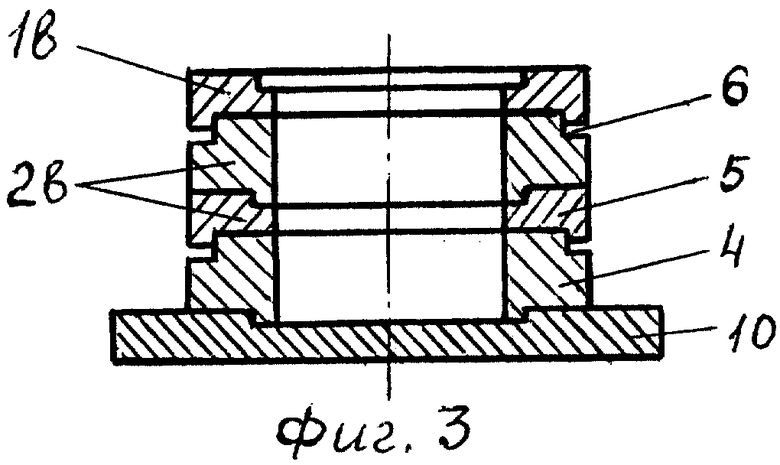
на фиг.3 - устройство с n-ым количеством составных взаимофиксируемых оправок;
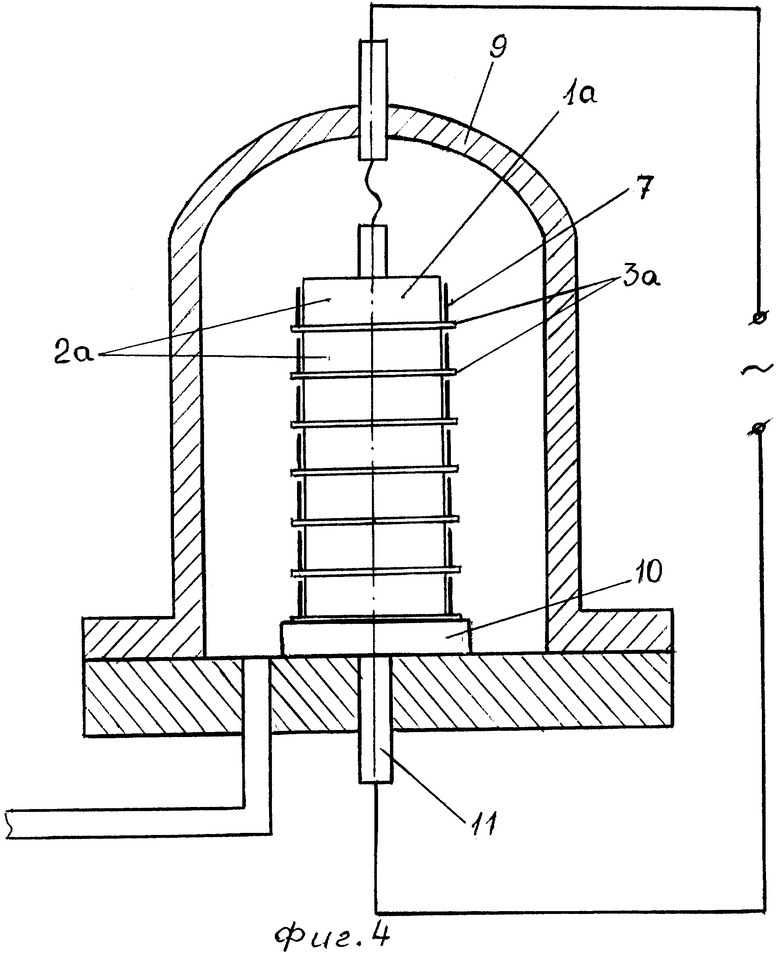
на фиг.4 - нагревательная камера с устройством для нагрева простых кольцевых изделий;
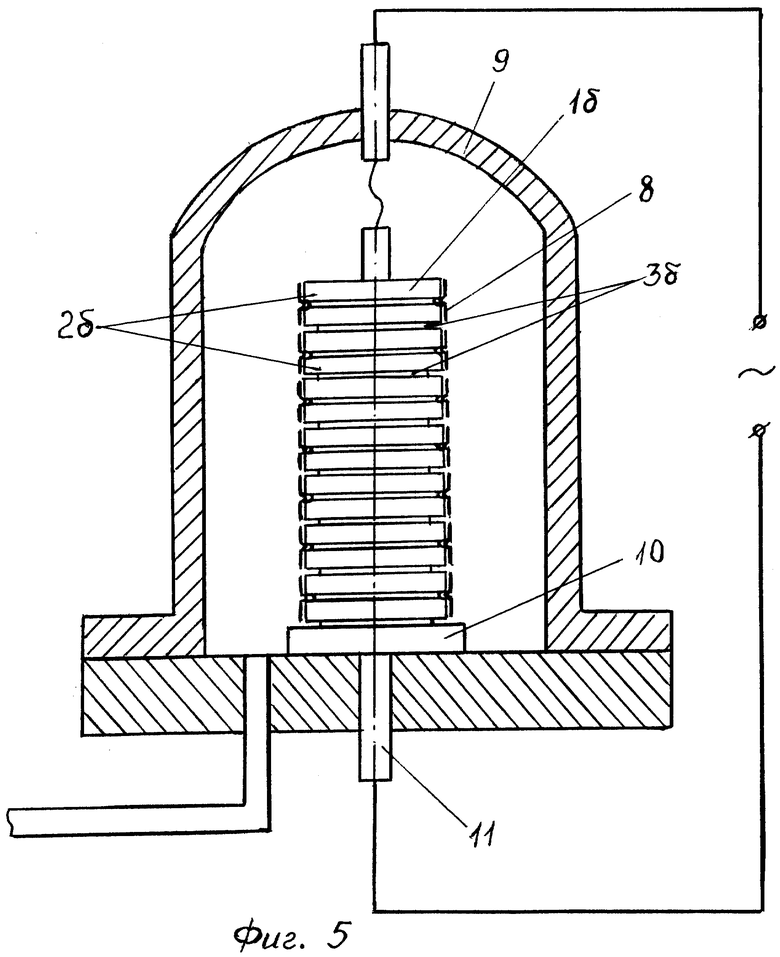
на фиг.5 - нагревательная камера с устройством для нагрева кольцевых изделий с внутренним гофром.
Устройство для получения высокопрочных стальных тонкостенных кольцевых изделий точных геометрических размеров в нагревательном устройстве содержит стойку 1 (а, б, в) из n-го количества полых оправок 2а (см. фиг.1), 2б (см. фиг.2), 2в (см. фиг.3) из аустенитной стали и набор фиксирующих проставок 3а (см. фиг.1), 3б (см. фиг.2) для разделения оправок. Проставки выполнены из стали в виде кольца с опоясывающим диском, внешний диаметр колец немного меньше внутреннего диаметра оправок.
Конструктивные элементы "оправка" и "фиксирующая проставка" созданы в виде альтернативы, расширяющей область применения устройства. Элементы выполнены следующим образом:
а) для термообработки простых тонкостенных кольцевых изделий (см. фиг.1) полые оправки 2а разделены между собой фиксирующими простаками 3а с опоясывающими дисками, диски выполнены выступающими за оправки;
б) для термообработки тонкостенных кольцевых изделий с внутренним гофром (см. фиг.2) каждая полая оправка 2б выполнена разборной из двух деталей 4, 5, одна из которых представляет собой конструкцию с выступающей ступенью, а другая конструкцию с внутренней ступенью, контактирующей с внешней первой 4, на месте стыка составных частей оправки выполнен паз 6 для фиксации термообрабатываемых кольцевых изделий внутренним гофром. Оправки разделены между собой фиксирующими проставками 3б, опоясывающие диски которых выполнены частично перекрывающими торец оправок;
в) для термообработки тонкостенных кольцевых изделий с внутренним гофром (см. фиг.3) каждая полая оправка 2в выполнена разборной из двух деталей 4, 5, одна из которых представляет собой конструкцию с двумя выступающими ступенями, а другая конструкцию с двумя внутренними ступенями, контактирующими с внешними первой 4, причем через одну пару контактирующих ступеней осуществлена сборка составных частей одной оправки, а через другую пару контактирующих ступеней осуществлена установка каждой последующей оправки в предыдущей. На месте стыка составных частей оправки выполнен паз 6 для фиксации термообрабатываемых кольцевых изделий внутренним гофром.
Устройство работает следующим образом.
Термообработку изделий из мартенситностареющей стали с помощью устройства осуществляют или
1) в нагревательной камере промышленной вакуумной колпаковой электропечи СГВ-2, 4-2/15 ИЗ, где используется схема наружного нагрева оправок из аустенитной стали с кольцевыми изделиями, расположенными в виде стойки вдоль центральной оси цилиндрической камеры; или
2) в нагревательной камере с тепловым электронагревателем (ТЭНом), расположенным внутри стойки из полых оправок аустенитной стали соосно с колпаком камеры, в данном случае используется схема внутреннего нагрева оправок с расположенными на них кольцевыми изделиями.
Перед началом термообработки формируют стойку при любом выборе указанных альтернативой признаков:
1) стойка 1а составляется из n-го количества оправок 2а, проставок 3а и кольцевых изделий простой формы 7;
2) стойка 1б составляется из n-го количества составных оправок 2б, проставок 3б и кольцевых изделий с внутренним гофром 8;
3) стойка 1в составляется из n-го количества составных оправок 2в и кольцевых изделий с внутренним гофром 8.
Число n в стойке из оправок определяется высотой рабочего пространства нагревательной камеры 9. Кольцевые изделия устанавливаются на оправки с оптимальным зазором. Для установки в нагревательной камере 9 любой из выбранных стоек из оправок с кольцевыми изделиями используется дополнительное приспособление 10. Для иллюстрации использования устройства на чертежах представлена нагревательная камера 9 со схемой внутреннего нагрева с помощью теплового электронагревателя 11:
- на фиг.4 - для нагрева стойки из оправок с кольцевыми изделиями простой формы 7;
- на фиг.5 - для нагрева стойки из оправок с кольцевыми изделиями с внутренним гофром 8.
Процесс термообработки ведется в безокислительной среде. По мере нагрева за счет линейного расширения стали каждая оправка 2 (a, б, в) приходит в соприкосновение с холодными еще кольцевыми изделиями и обжимает их равномерно, сглаживая дефекты формы. Кольцевые изделия при этом одинаково пластичны по всему диаметру. При дальнейшем нагреве расширение всех звеньев стойки из оправок с кольцевыми изделиями идет одновременно, формируя геометрические размеры и механические свойства изделий.
Использование заявляемого устройства при термообработке кольцевых изделий из мартенситностареющей стали позволяет получить стабильные геометрические размеры изделий при обеспечении заданного уровня механических свойств в соответствии с требованиями конструкторской документации.
Изобретение относится к области машиностроения и может быть использовано для термической обработки изделий из стали для получения высоких прочностных характеристик в сочетании с точными размерами тонкостенных деталей и емкостей. Технический результат - стабильное получение геометрических размеров и обеспечение заданного уровня механических свойств стальных изделий после термообработки как при внутреннем, так и при внешнем нагреве предлагаемого устройства с большим количеством кольцевых изделий в нагревательном устройстве, обеспечение термообработки кольцевых изделий с более сложной конфигурацией. Устройство снабжено стойкой из n-го количества полых оправок из аустенитной стали и набором фиксирующих проставок для разделения оправок, выполненных в виде кольца с опоясывающим диском, внешний диаметр колец немного меньше внутреннего диаметра оправок, а диски, разделяющие оправки между собой, выполнены у одних проставок выступающими за оправки, у других проставок частично перекрывающими торец оправок. Для установки на стойке из оправок кольцевых изделий с внутренним гофром каждая оправка выполнена разборной из двух деталей, одна из которых представляет собой конструкцию с одной или более выступающими ступенями, а другая - конструкцию с внутренними ступенями, контактирующими с внешними первой, причем на месте стыка составных частей оправки выполнен паз для фиксации кольцевых изделий внутренним гофром. Альтернативное исполнение элементов конструкции устройства обеспечивает проведение термообработки кольцевых изделий простой и сложной конфигурации с получением одного и того же технического результата. 5 ил.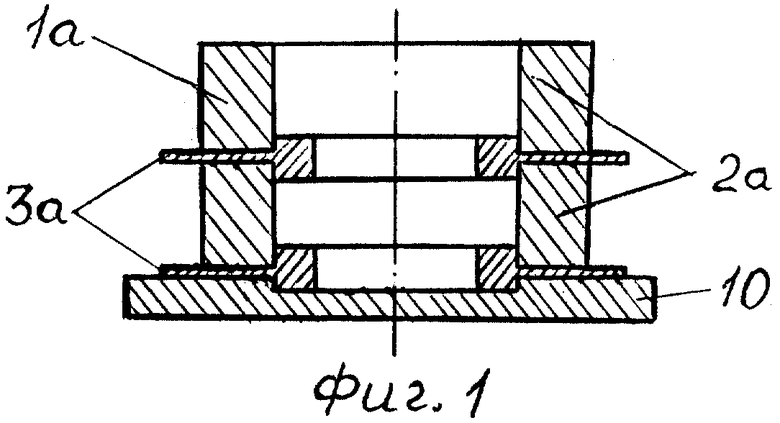
Устройство для получения высокопрочных стальных тонкостенных кольцевых изделий точных геометрических размеров в нагревательном устройстве, содержащее полую оправку из материала, имеющего больший коэффициент линейного расширения, чем материал термообрабатываемых на оправке кольцевых изделий, отличающееся тем, что устройство снабжено стойкой из n-го количества полых оправок из аустенитной стали и набором фиксирующих проставок для разделения оправок, выполненных в виде кольца с опоясывающим диском, внешний диаметр колец немного меньше внутреннего диаметра оправок, а диски, разделяющие оправки между собой, выполнены у одних проставок выступающими за оправки, у других проставок частично перекрывающими торец оправок, кроме того для установки на стойке из оправок кольцевых изделий с внутренним гофром каждая оправка выполнена разборной из двух деталей, одна из которых представляет собой конструкцию с одной или более выступающими ступенями, а другая - конструкцию с внутренними ступенями, контактирующими с внешними первой, причем на месте стыка составных частей оправки выполнен паз для фиксации кольцевых изделий внутренним гофром.
| СПОСОБ ПРАВКИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 0 |
|
SU245825A1 |
| Устройство для закалки полых изделий | 1981 |
|
SU1028727A1 |
| Оснастка для термостабилизацииСильфОНОВ | 1979 |
|
SU850701A1 |
| Устройство для фиксации изделий при термической обработке | 1976 |
|
SU670234A3 |
| СПОСОБ ТЕРМОРИХТОВКИ ЛИСТОВОГО Л1АТЕРИАЛА | 0 |
|
SU352953A1 |
| US 4592537 А, 03.06.1986. | |||

