Изобретение относится к области железнодорожного транспорта, в частности к способам измерения и сортировки пружин рессорного комплекта грузовых вагонов.
Известна автоматическая линия для изготовления, испытания и сортировки цилиндрических пружин. В ней производится подача прутковых заготовок в нагревательную печь, а потом заготовки подаются в пружинонавивочный автомат. После закалки, отпуска и обработки пружины поштучно подаются в секции шагового транспортера. В этой установке используется способ измерения и сортировки пружин, который включает следующие шаги. В механизме принудительного сжатия первый силовой цилиндр вводит в торец пружины коническую оправку и перемещает ее своим штоком по секции транспортера к другой конической оправке. После установки пружины на второй оправке и ее контрольного сжатия пружина подается в силоизмерительное устройство. Здесь в один из ее торцов вторым силовым цилиндром вводится аналогичная коническая оправка. При перемещении пружины этим силовым цилиндром ко второй оправке, установленной на штанге, штанга перемещается в направляющих элементах корпуса, ее торец входит в контакт с датчиком измерения усилия. Потом поворотный механизм производит вращение штанги, в процессе которого витки пружины навинчиваются на оправку, установленную на штанге, а затем на другую оправку, установленную на штоке второго силового цилиндра. При дальнейшем ходе штока второго силового цилиндра пружина сжимается. Датчик производит измерение усилия пружины при заданной деформации. При возвратном ходе штока пружина снимается с оправок. Затем пружина подается в сортировочный механизм. В нем пружина сбрасывается толкателями в один из отводящих лотков [1].
Недостатком этого способа является то, что закрепление пружин для их перемещения с помощью штоков и навивание пружин на оправки не удовлетворяет технологии процесса автоматического подбора и сортировки пружин при формировании рессорного комплекта с определенными расчетными силовыми характеристиками.
Целью создания способа измерения и сортировки пружин рессорного комплекта грузовых вагонов является осуществление процесса сортировки пружин и комплектование из них парных для формирования рессорного комплекта в автоматическом режиме.
Указанная цель достигается тем, что в процессе измерения и сортировки пружин используется конвейерный принцип перемещения этих пружин в паллетах, фиксирование и сохранение информации о силовых характеристиках всех испытуемых пружин, запоминание и отслеживание их адресного места нахождения на конвейерах на все время процесса их измерения, сортировки и комплектования. Это позволяет формировать парные комплекты рессорного комплекта грузовых вагонов с одинаковыми характеристиками жесткости.
В заявляемом изобретении способ измерения и сортировки пружин рессорного подвешивания заключается в том, что испытуемые пружины перемещают по конвейеру и измеряют их силовые характеристики на силовом измерительном устройстве. Оно представляет собой пневматический цилиндр, который деформирует измеряемую пружину. Кроме того, цилиндр связан со штоком датчика перемещения, контролирующим положение этого штока. В заявляемом изобретении пружины размещаются в специальных контейнерах - паллетах, устанавливаемых на круговых замкнутых конвейерах. Паллеты представляют собой полые трубки, закрепленные на квадратном основании с отверстием, соответствующем диаметру полости паллеты. Пружины перемещают вертикально по расположенным на разных уровнях замкнутым конвейерам. Перемещение паллет на конвейерах производится пошагово с помощью пневматических цилиндров. После измерения характеристик жесткости пружин происходит их группировка по определенным заданным силовым характеристикам с формированием парных комплектов с одинаковыми силовыми характеристиками. Конвейеры управляются посредством пневматического привода по командам, поступающим из блока управления и регистрации. Перемещение паллет с одного конвейера на другой осуществляется с помощью манипуляторов лифтового типа. Сначала перемещение осуществляется по основному конвейеру. По ходу движения каждую пружину с основного конвейера загружают в измерительное устройство, где снимают ее силовую характеристику во всем диапазоне рабочих нагрузок. Полученную информацию передают в блок управления и регистрации для дальнейшего подбора парных пружин. Отбраковку пружин производят в результате сравнения характеристик жесткости измеренных пружин с заданными характеристиками, записанными в памяти блока управления и регистрации. После проведения измерений пружин отбракованные пружины удаляют с основного конвейера, а годные отправляют на два накопительных конвейера для формирования рессорного комплекта. В блок управления поступает и хранится информация о месторасположении пружин в паллетах, их перемещении по основному и накопительным конвейерам в процессе измерения, отбраковка пружин, их удаление и формирование из них рессорных комплектов.
Заявляемый способ может быть реализован с помощью устройства, изображенного на чертеже. Устройство представляет собой конструкцию, имеющую три этажа, на каждом из которых смонтированы замкнутые конвейеры 1, 2 и 3. На конвейерах расположены паллеты 4. В средней части устройства имеется проем, в котором смонтировано силовое измерительное устройство 5. Оно представляет собой силовой цилиндр 6, имеющий шток 7, связанный с датчиком перемещения 8, который управляется с помощью блока электропневматических вентилей 9. Линия имеет загрузочное окно 10, в которое загружаются для измерения пружины рессорного комплекта: поочередно большие и малые, размещаясь по одной в каждой паллете, которые движутся по круговым конвейерам 1, 2 и 3. Конвейер 1 является основным, а 2 и 3 - накопительными. На конвейере 2 располагаются большие пружины рессорного комплекта, а на конвейере 3 - малые. С основного конвейера 1 пружины подаются на силовое измерительное устройство 5, на нем снимаются характеристики жесткости для каждой измеряемой пружины. Эти характеристики сравниваются с конструктивными для определенного типа пружин, которые записаны в памяти ЭВМ 11. ЭВМ входит в состав блока управления и регистрации 12 устройства. Отбракованные пружины выгружаются через окно выгрузки 13. Затем с помощью манипулятора лифтового типа 14 большие пружины поднимаются на накопительный конвейер 2, а малые - на накопительный конвейер 3. В блоке управления и регистрации 12 отслеживается место расположения каждой пружины и производится управление сортировкой пружин в зависимости от их характеристик жесткости. В блоке управления и регистрации 12 рассчитывается суммарная жесткость пружин при формировании парных рессорных комплектов.
Устройство работает следующим образом. Через загрузочное окно 10 в паллеты 4 вставляются пружины рессорного комплекта, поочередно большие и малые. Каждая паллета 4 подается на силовой измеритель 5, где снимается характеристика жесткости пружины (зависимость высоты пружины от прикладываемой к ней силовой нагрузки). В результате этих измерений пружина признается либо годной, либо отбраковывается. Бракованные пружины выгружаются через окно выгрузки 13. Из-под паллеты 4 выталкивается пластина, закрывающая ее сквозное отверстие с помощью пневматического цилиндра (не показан). Пружина проваливается в это отверстие и попадает в лоток накопителя брака (не показан). Пружины, признанные годными, при помощи манипулятора лифтового типа 14 поднимаются соответственно размерам на второй или третий этаж устройства. Расположение каждой измеренной пружины в паллетах контролируется. Потом составляются рессорные комплекты, выгружаемые последовательными группами в загрузочное окно 10. Далее процесс повторяется для каждой пары рессорных комплектов.
Положительный эффект от заявляемого способа заключается в том, что весь процесс перемещения, измерения, отбраковки пружин, выгрузки брака и готовых рессорных комплектов полностью автоматизирован. Это значительно повышает производительность труда рабочих при ремонте грузовых вагонов и позволяет избежать трудоемких операций, связанных со значительными вычислениями.
Источники информации
1. Патент RU №2005572 от 16.04.1992, МКИ B21F 3/00.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДБОРА ПРУЖИН РЕССОРНОГО КОМПЛЕКТА ТЕЛЕЖЕК ПОДВИЖНОГО СОСТАВА | 2009 |
|
RU2404414C1 |
| СПОСОБ ПОДБОРА ПРУЖИН РЕССОРНОГО КОМПЛЕКТА ТЕЛЕЖЕК ВАГОНОВ | 2008 |
|
RU2380255C1 |
| РЕССОРНОЕ ПОДВЕШИВАНИЕ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2018 |
|
RU2703444C1 |
| Манипулятор для разборки рессорного комплекта тележки грузового вагона | 1983 |
|
SU1206076A1 |
| КОЛЛАБОРАТИВНЫЙ РОБОТИЗИРОВАННЫЙ УЧАСТОК ПЕРЕСЧЕТА ДЕНЕЖНОЙ НАЛИЧНОСТИ | 2018 |
|
RU2697316C1 |
| РЕССОРНОЕ ПОДВЕШИВАНИЕ РАМЫ ТЕЛЕЖКИ СПЕЦИАЛИЗИРОВАННОГО ГРУЗОВОГО ВАГОНА | 2002 |
|
RU2224665C2 |
| КОМБИНИРОВАННОЕ ДВУХРЕЖИМНОЕ РЕССОРНОЕ ПОДВЕШИВАНИЕ ГРУЗОВОГО ВАГОНА (ВАРИАНТЫ) | 2010 |
|
RU2497701C2 |
| РОБОТИЗИРОВАННЫЙ УЧАСТОК ПЕРЕСЧЕТА ДЕНЕЖНОЙ НАЛИЧНОСТИ | 2020 |
|
RU2761300C1 |
| СПОСОБ ВЫПОЛНЕНИЯ СЧЕТНО-СОРТИРОВАЛЬНЫХ ОПЕРАЦИЙ ДЕНЕЖНЫХ СРЕДСТВ НА РОБОТИЗИРОВАННОМ УЧАСТКЕ ПЕРЕСЧЕТА | 2020 |
|
RU2745482C1 |
| Способ штамповки деталей из полосового материала и установка для его осуществления | 1987 |
|
SU1586826A1 |
Пружины перемещают в паллетах (4) по разноуровневым конвейерам автоматической линии, высота стенок которых выбрана меньше высоты пружины, деформированной под воздействием испытательной нагрузки. Измеряют силовые характеристики пружин на основном конвейере (1), удаляют отбракованные пружины, остальные направляют на два накопительных конвейера (2, 3). Перемещение паллет с одного конвейера на другой осуществляют с помощью лифта (14). Управление сортировкой пружин осуществляют с помощью блока управления и регистрации (12). Обеспечивается автоматизация процесса и рост производительности труда при ремонте грузовых вагонов. 1 ил.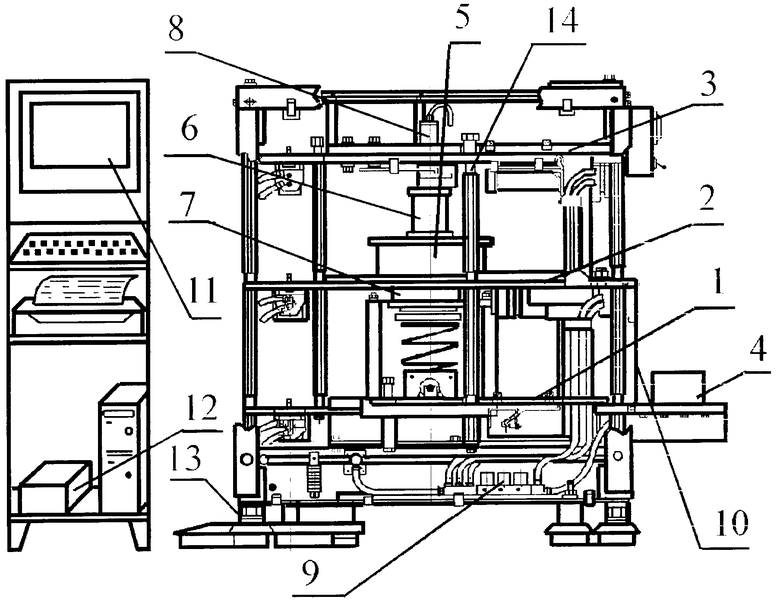
Способ измерения и сортировки пружин рессорного комплекта грузовых вагонов, в котором пружины перемещают по конвейеру автоматической линии, измеряют их силовые характеристики на силовом измерительном устройстве, представляющем собой пневматический цилиндр, деформирующий измеряемую пружину, и связанный со штоком пневматического цилиндра подвижный элемент датчика перемещения, контролирующий положение штока, и сортируют их, отличающийся тем, что перемещают вертикально расположенные пружины в контейнерах-паллетах, высота стенок которых выбрана меньше высоты пружины, деформированной под воздействием испытательной нагрузки, по расположенным на разных уровнях замкнутым конвейерам, управляемым посредством пневматического привода по командам, поступающим из блока управления и регистрации, причем перемещение паллет с одного конвейера на другой осуществляют с помощью манипуляторов лифтового типа, при этом сначала перемещение осуществляют по основному конвейеру, по ходу движения каждую пружину с основного конвейера загружают в измерительное устройство, где снимают ее силовую характеристику во всем диапазоне рабочих нагрузок, а полученную информацию передают в блок управления и регистрации для дальнейшего подбора парных пружин, производят отбраковку пружин в результате сравнения характеристик жесткости измеренных пружин с заданными характеристиками, записанными в памяти блока управления и регистрации, после проведения измерений отбракованные пружины удаляют с основного конвейера, а годные отправляют на два накопительных конвейера для формирования рессорного комплекта, при этом блок управления и регистрации дополнительно содержит информацию о месторасположении в паллетах и перемещении по основному и накопительным конвейерам в процессе измерения, отбраковки, удаления и формирования рессорных комплектов каждой измеренной пружины.
| Станок-автомат для контроля и сортировки цилиндрических пружин сжатия | 1958 |
|
SU129856A1 |
| 0 |
|
SU154422A1 | |
| Способ цветной микрофотографии | 1939 |
|
SU57890A1 |
| Устройство для обогащения каолина и других материалов | 1936 |
|
SU50650A1 |
| Способ получения пористых бетонов | 1933 |
|
SU37555A1 |
| KR 100756600 B1, 07.09.2007 | |||
| CN 2848378 Y, 20.12.2006 | |||
| JP 9001085 A, 07.01.1997. | |||

