Изобретение относится к области трубопрокатного производства, а точнее к рабочим линиям трубопрокатных станов с осевой выдачей изделий. Изобретение наиболее эффективно может быть использовано в короткооправочных трубопрокатных станах: прошивных, обкатных, станах продольной прокатки.
Известен задний стол трубопрокатного стана, см. а.с. №759156, М. кл. В21В 25/02, 39/14, заявл. 03.06.78 г., оп. 30.08.80 г., который содержит раму, установленные на ней центрователи с выдающими роликами, первый из которых имеет привод продольного перемещения, упорно-регулировочный механизм и размещенную перед упорно-регулировочным механизмом платформу, имеющую привод поперечного перемещения и механизмы стопорения. На платформе смонтирована часть центрователей с выдающими роликами и дополнительный упорно-регулировочный механизм, установленный параллельно осям центрователей.
Недостатком известного заднего стола трубопрокатного стана являются значительные затраты времени на перемещение и стопорение платформы для прокатки на коротких стержнях, что снижает производительность стана.
Другим недостатком является то, что длина гильзы ограничена и должна быть больше или равна удвоенному расстоянию между выдающими роликами центрователей Lг≥2L1,
где Lг - длина гильзы, L1 - длина роликов центрователей, что не позволяет прокатывать короткие гильзы.
Из известных наиболее близким по технической сущности является задний стол трубопрокатного стана, описанный в а.с. СССР №1577897, М. кл. В21В 25/02, 39/14, заявл. 20.04.88 г., опубл. 15.07.90 г.
Этот задний стол трубопрокатного стана содержит раму, установленные на ней центрователи, выдающие подъемные нижние и прижимные верхние ролики, расположенные между центрователями, упорно-регулировочный механизм и поддерживающие ролики. Центрователи расположены на платформе, имеющей привод подъема и фиксатор положения. Рычаги нижних выдающих роликов соединены тягой и имеют дополнительный фиксатор этих рычагов.
Недостаток известной конструкции заднего стола трубопрокатного стана заключается в том, что на нем невозможно прокатывать короткие гильзы из-за их перекоса при транспортировке, так как длина прокатываемой гильзы ограничена и должна быть больше или равна удвоенному расстоянию между выдающими роликами, что также снижает производительность.
Задача настоящего изобретения состоит в создании заднего стола трубопрокатного стана, позволяющего обеспечить беспрепятственную выдачу коротких гильз за счет устранения их перекоса при транспортировке и тем самым повысить производительность.
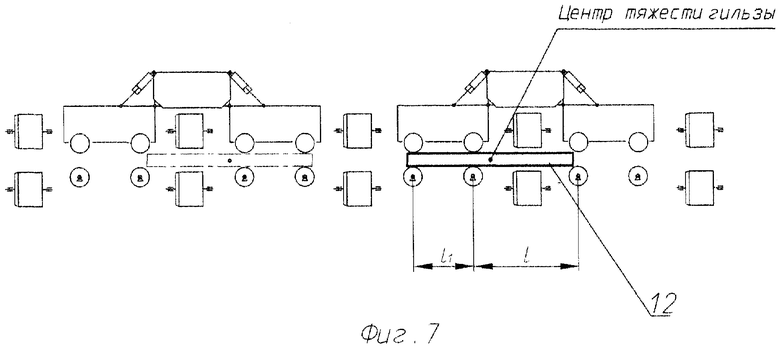
Поставленная задача достигается тем, что в заднем столе трубопрокатного стана, содержащем раму, установленные на ней центрователи, выдающие подъемные нижние и прижимные верхние ролики, расположенные между центрователями и упорно-регулировочный механизм, согласно изобретению выдающие нижние подъемные ролики и верхние прижимные ролики соединены поочередно попарно и расположены вдоль всего заднего стола стана, при этом расстояние между осями попарно соединенных роликов меньше или равно расстоянию между парами роликов.
Такое конструктивное выполнение заднего стола трубопрокатного стана обеспечит беспрепятственную выдачу коротких гильз за счет устранения их перекоса при транспортировке, что позволит повысить производительность стана.
Это достигается за счет того, что расстояние между попарно соединенными роликами меньше или равно расстоянию между парами роликов, поэтому короткая гильза при транспортировке постоянно находится на двух роликах, что исключает ее перекос.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 изображен задний стол трубопрокатного стана, общий вид;
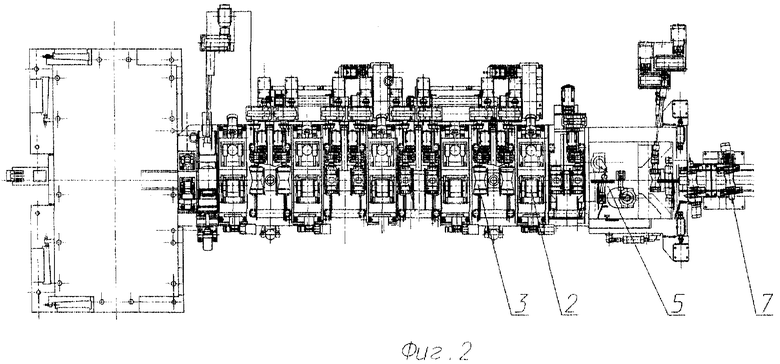
на фиг.2 - то же, вид в плане;
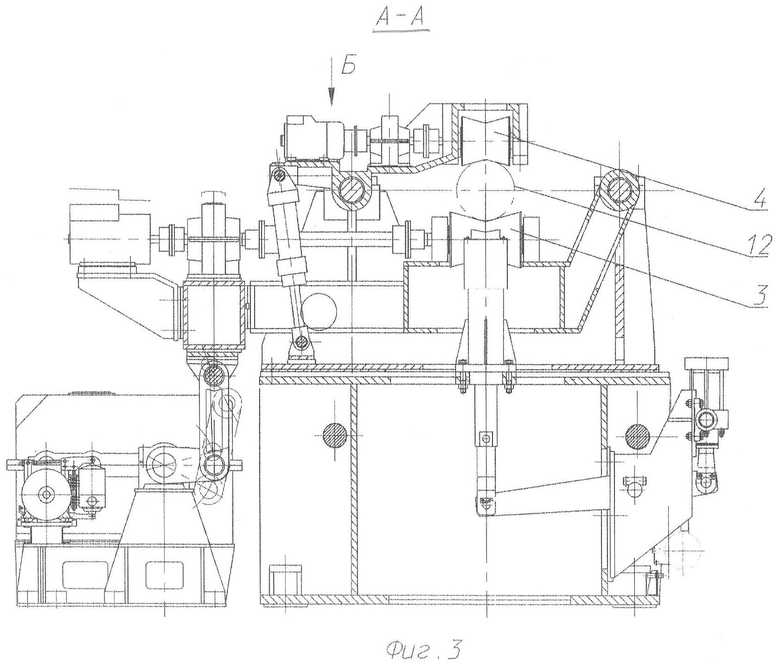
на фиг.3 - разрез А-А на фиг.1;
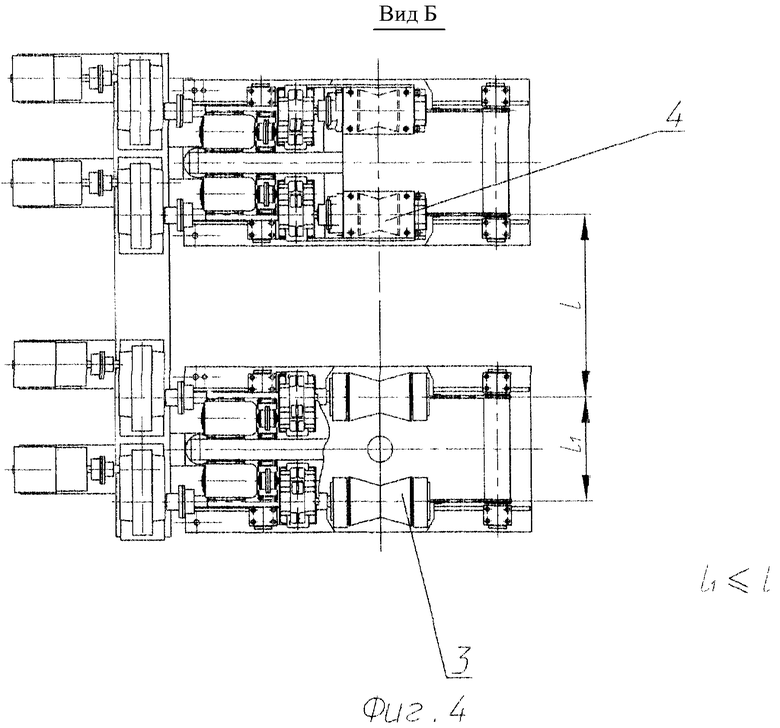
на фиг.4 - вид по стрелке Б на фиг.3;
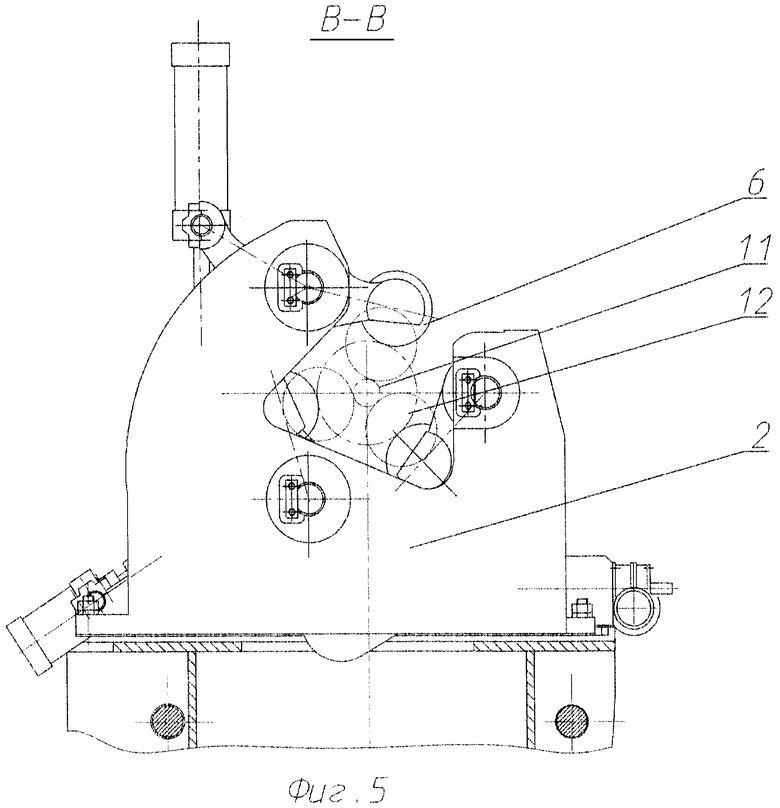
на фиг.5 - разрез В-В на фиг.1;
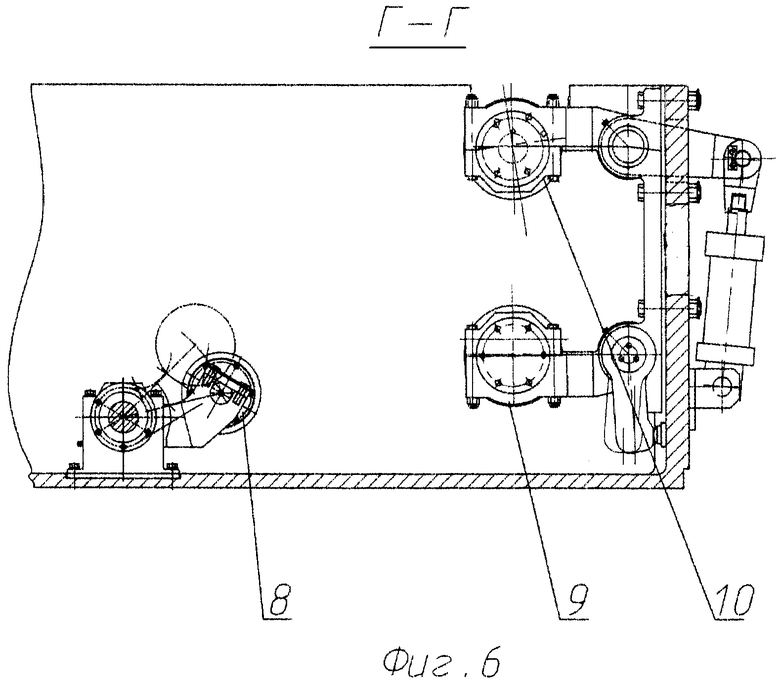
на фиг.6 - разрез Г-Г на фиг.2;
на фиг.7 - схема транспортировки гильзы по выдающим поддерживающим роликам заднего стола трубопрокатного стана.
Задний стол трубопрокатного стана содержит раму 1, установленные на ней центрователи 2, выдающие подъемные нижние 3 и прижимные верхние 4 ролики, расположенные между центрователями 2, и упорно-регулировочный механизм 5. Центрователи 2 выполнены трехроликовыми и предназначены для удержания стержня с оправкой на оси прокатки в начальный период прошивки гильзы. Центрователи 2 с роликами 6 обеспечивают постоянство расположения оси центрируемого стержня 11 при изменении его диаметра. Выдающие нижние 3 подъемные ролики и верхние прижимные 4 ролики соединены поочередно попарно и расположены вдоль всего заднего стола, при этом расстояние l1 между осями попарно соединенных роликов меньше или равно расстоянию между парами роликов l (l1≤l). Выдающие ролики предназначены для выдачи гильзы за пределы заднего стола на рольганг 7. Упорно-регулировочный механизм 5 с упорной головкой смонтирован на раме 1 за центрователями 2 и выдающими роликами 3, 4 и предназначен для восприятия усилий прокатки, действующих на оправку и стержень, регулирования положения оправки в очаге деформации, подачи воды для охлаждения стержня с оправкой, выдачи прошитой гильзы на рольганг 7 за задним столом. Для поддержания гильзы и ее транспортировки через упорно-регулировочный механизм 5 на раме 1 за ним смонтированы поддерживающий ролик 8 и выдающие ролики 9, 10.
Задний стол трубопрокатного стана работает следующим образом.
В момент начала прокатки стержень с оправкой 11 находится на оси прокатки и поддерживается роликами 6 центрователей 2, упорно-регулировочный механизм 5 закрыт, нижние выдающие ролики 3 опущены, верхние прижимные ролики подняты. При выходе гильзы 12 из валков рабочей клети с помощью выдающих роликов и перемещении ее по заднему столу ролики 6 центрователей 2 поочередно раскрываются, пропуская гильзу 12. При этом первый центрователь от клети удерживает стержень с оправкой 11. После окончания прокатки попарно соединенные нижние выдающие ролики 3 поднимаются. Попарно соединенные верхние прижимные ролики 4 поочередно опускаются и короткая гильза 12 транспортируется к упорно-регулировочному механизму 5, головка которого откинута для прохода гильзы. Благодаря попарно соединенным выдающим роликам гильза 12 постоянно находится на двух роликах, что исключает перекашивание ее при транспортировке. Для поддержания гильзы 12 при транспортировке через упорно-регулировочный механизм 5 поддерживающий ролик 8 поднимается и выдающие ролики 9, 10 выдают гильзу 12 за пределы заднего стола на рольганг 7. После выдачи гильзы 12 за пределы заднего стола верхние прижимные выдающие ролики 4 поднимаются, нижние выдающие ролики 3 опускаются. Ролики 6 центрователей 2 поочередно сводятся на стержень с оправкой 11, после чего головка упорно-регулировочного механизма 5 подводится в рабочее положение.
Предложенный задний стол трубопрокатного стана по сравнению с известными позволяет обеспечить беспрепятственную выдачу коротких гильз за счет устранения их перекоса при транспортировке, что позволит повысить производительность стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| Задний стол трубопрокатного стана | 1988 |
|
SU1577897A1 |
| ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА | 2007 |
|
RU2360751C1 |
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2165810C2 |
| Задний стол трубопрокатного стана | 1978 |
|
SU759156A1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2136419C1 |
| ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА | 1998 |
|
RU2148446C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1998 |
|
RU2162019C2 |
| Задний стол стана с осевой выдачей труб | 1979 |
|
SU900911A1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1996 |
|
RU2136414C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в трубопрокатных короткооправочных станах с осевой выдачей изделий. Задний стол трубопрокатного стана содержит раму, установленные на ней центрователи, выдающие подъемные нижние и прижимные верхние ролики, расположенные между центрователями, и упорно-регулировочный механизм. Выдающие нижние подъемные ролики и верхние прижимные ролики соединены поочередно попарно и расположены вдоль всего заднего стола стана. Расстояние между осями попарно соединенных роликов меньше или равно расстоянию между парами роликов. Изобретение обеспечивает беспрепятственную выдачу коротких гильз за счет устранения их перекоса при транспортировке, что позволит повысить производительность. 7 ил.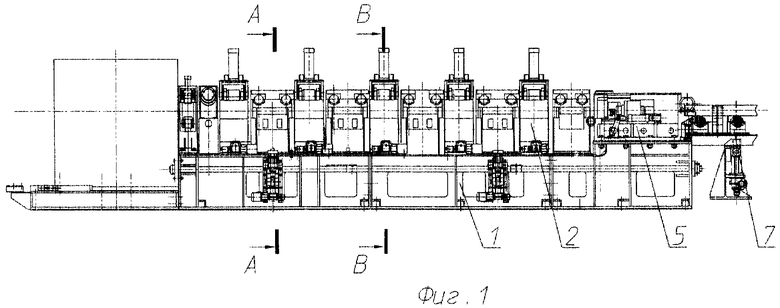
Задний стол трубопрокатного стана, содержащий раму, установленные на ней центрователи, выдающие подъемные нижние и прижимные верхние ролики, расположенные между центрователями, и упорно-регулировочный механизм, отличающийся тем, что выдающие нижние подъемные ролики и верхние прижимные ролики соединены поочередно попарно и расположены вдоль заднего стола, при этом расстояние между осями попарно соединенных роликов меньше или равно расстоянию между парами роликов.
| Задний стол трубопрокатного стана | 1988 |
|
SU1577897A1 |
| Задний стол трубопрокатного стана | 1978 |
|
SU759156A1 |
| Задний стол трубопрокатного стана | 1989 |
|
SU1678471A1 |
| DE 4112931 A1, 22.10.1992. | |||

