(54) ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Задний стол трубопрокатного стана | 1988 |
|
SU1577897A1 |
| ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА | 2007 |
|
RU2349402C1 |
| Задний стол стана с осевой выдачей труб | 1979 |
|
SU900911A1 |
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2165810C2 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2136419C1 |
| Задний стол прошивного стана | 1978 |
|
SU749468A1 |
| ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА | 1998 |
|
RU2148446C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1996 |
|
RU2136414C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1998 |
|
RU2162019C2 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |

1
Изобретение относится к области Трубопрокатного производства, а точнее, к рабочим линиям трубопрокатных станов с осевой вьщачей изделий. j
Изобретение наиболее эффективно может быть использовано в короткооправочных трубопрокатных станах: прошивных, обкатных, станах расширите- JQ лях, станах продольной прокатки, которые в настоящее время получили широкое распространение в трубопрокатном производстве.
Известен задний стол стана попе- . речно-винтовой прокатки,который включает смонтированные на общей раме дентрователи,выдающие устройства и упорно-регулировочный механизм И.
При такой конструкции заднего cTO-2Q ла прокатка всего диапазона длин гильз и труб осуществляе ся на стерж- не одной длины, что снижает устойчивость стержня при выдаче коротких гильз и ухудшает качество проката, а 25 также увеличивает вспомогательное время. Особенно этот недостаток сказывается при прокатке легированных марок сталей, когда при малой х(лине изделия осевые усилия намногю превышают таковые при прокатке углеродистых марок сталей.
Из известных наиболее близким по технической сущности является задний стол трубопрокатного стана с осевой выдачей изделий, содержаний раму, сьюнтированный на ней ряд последовательно расположенных центрователей, роликовые устройства для вьщачи изделий и упорно-регулировочный механизм. Первый от клетицентрователь снабжен приводом перемещения его вдоль оси прокатки
Однако известная конструкция снижает производительность стана вследствие увеличения вспомогательного времени при выдаче коротких изделий за пределы упорно-регулировочного ме;xami3Ma, а также не обеспечивает высокого качества проката вследствие недостаточной устойчивости стержня при малой длине проката.
Целью изобретения является сохранение высокой производительности стана при прокатке коротких гильз и улучшение качества благодаря использованию при прокатке изделий стержней разной длины.
Поставленная цель достигается тем что задний стол трубопрокатного стана, содержащий раму, установленные на ней последовательно центрователи с выдачными роликами, первый из которых имеет привод продольного перемещения, и упорно-регулировочный механизм, согласно изобретению, снабжен размещенной на раме перед упорно-регулировочным механизмом платформой, имеющей привод поперечного перемещения и механизмы стопорения,на которой смонтирована часть центрователей с выдачными роликами, и дрполнительным упорно-регулировочным механизмом, установленным на платформе, парашлельно осям центрователей. Механизм стопорения платформы выполнен в виде смонтированных на платформе клиновых направляющих и взаимодействующих с ними подвижных, например, от гидропривода клиньев.
Такое конструктивное выполнение заднего стола короткооправочного трубопрокатного стана позволяет обеспечить работу стана с высокой производительностью как при прокатке длинных, так и коротких гильз за счет снижеия вспомогательного времени пр выдаче проката машой длины.
Кроме того, такая конструкция обеспечивает повышение качества проката благодаря возможности использования для прокатки коротких изделий более устойчивого стержня меньшей длины.
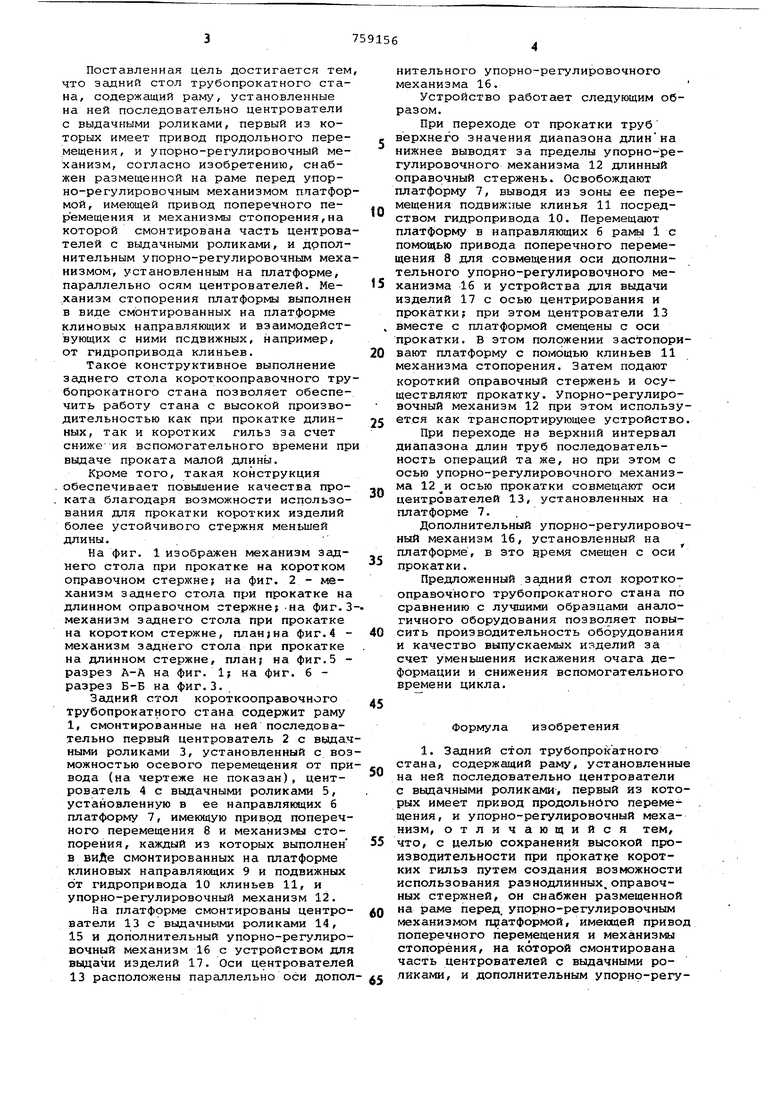
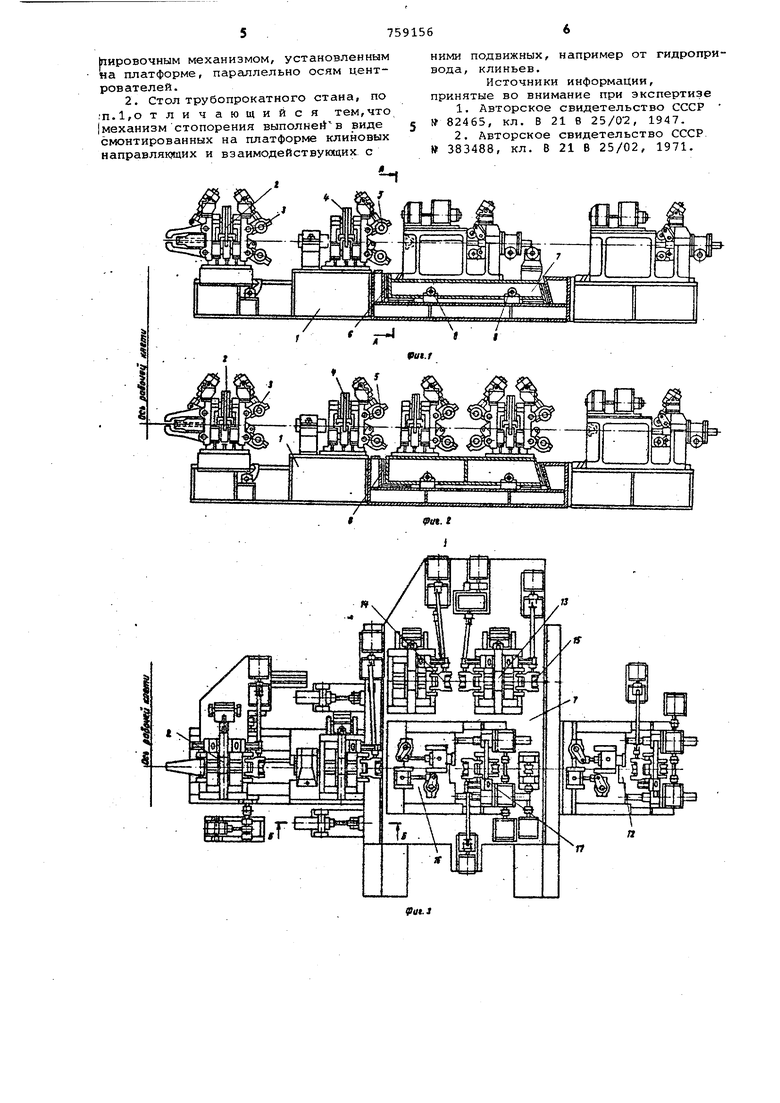
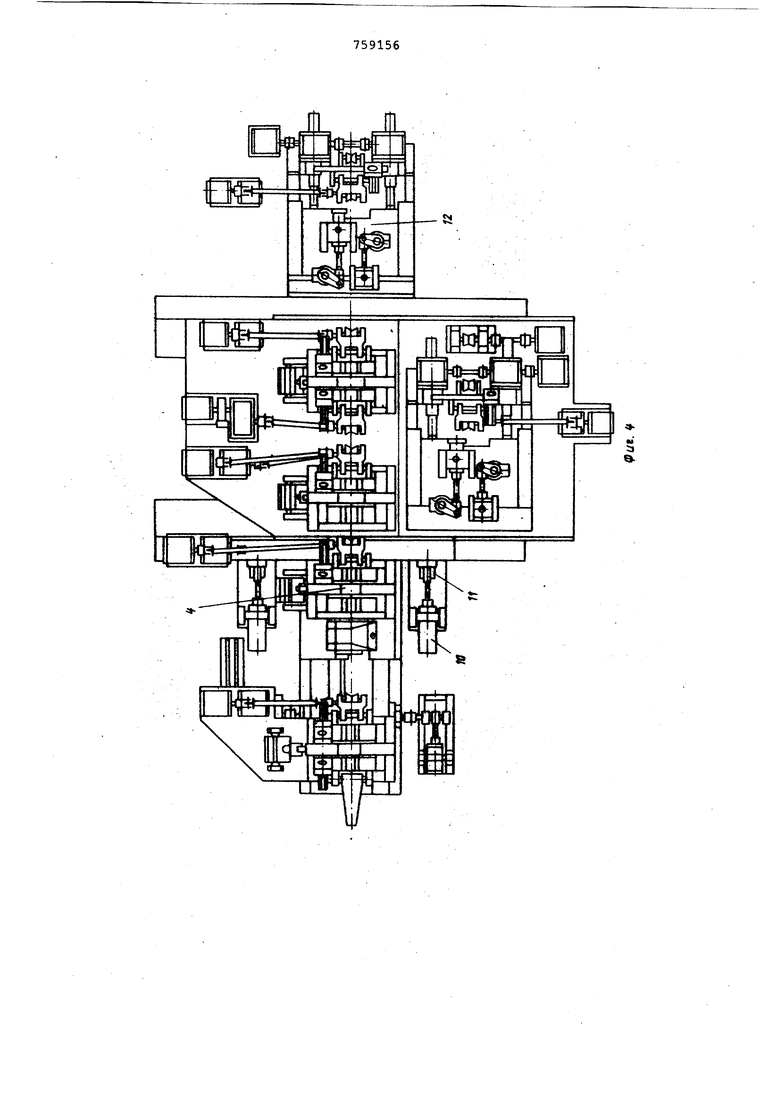
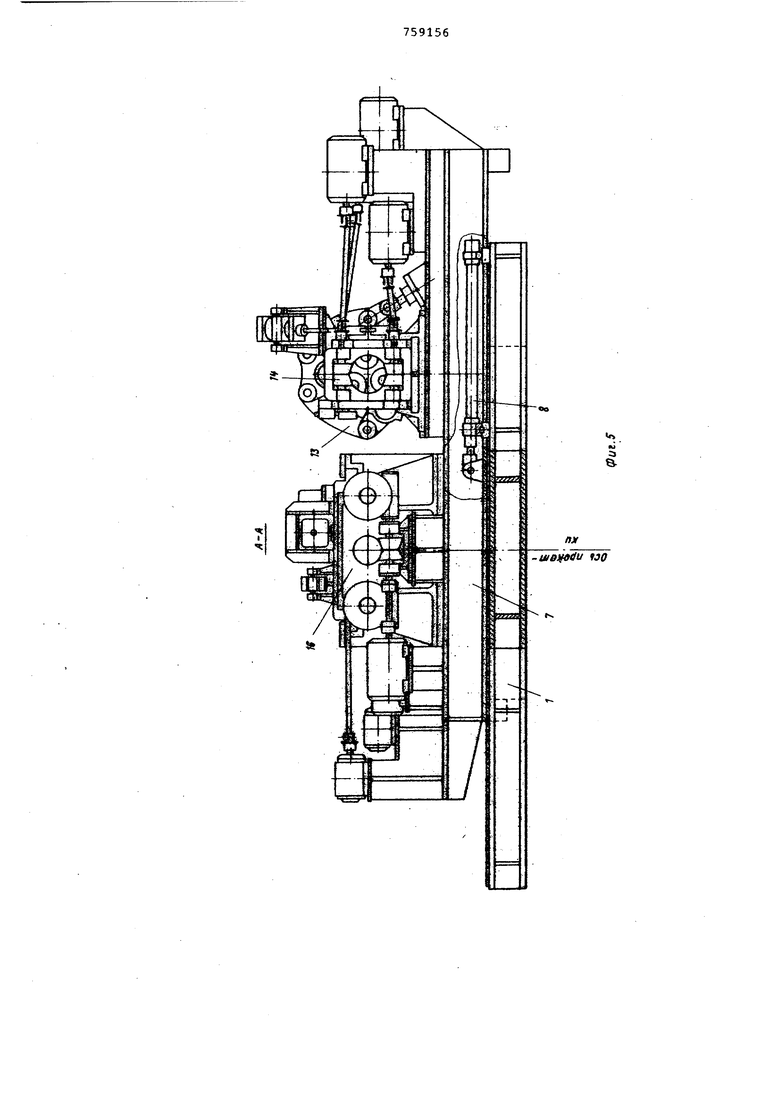
На фиг. 1 изображен механизм заднего стола при прокатке на коротком оправочном стержне 5 на фиг. 2 - механизм заднего стола при прокатке на длинном оправочном стержне$ -на фиг, 3 механизм заднего стола при прокатке на коротком стержне, план}на фиг.4 механизм заднего стола при прокатке на длинном стержне, план на фиг.5 разрез А-А на фиг. 1 на фиг. 6 разрез Б-Б на фиг.З.
Задний стол короткооправочного трубопрокатного стана содержит раму 1, смонтированные на ней последовательно первый центрователь 2 с В даачными роликами 3, установленный с возможностью осевого перемещения от привода (на чертеже не показан), центрователь 4 с выдачными роликами 5, установленную в ее направляющих б платформу 7, имеющую привод поперечного перемещения 8 и механизма стопорения, каждый из которых выполнен в виДе смонтированных на платформе клиновых направляющих 9 и подвижных от гидропривода 10 клиньев 11, и упорно-регулировочный механизм 12.
На платформе смонтированы центрователи 13 с вьодачными роликами 14, 15 и дополнительный упорно-регулировочный механизм 16 с устройством для выдачи изделий 17. Оси центрователей 13 расположены параллельно оси дополнительного упорно-регулировочного механизма 16.
Устройство работает следующим образом.
При переходе от прокатки труб верхнего значения диапазона длинна нижнее выводят за пределы упорно-регулировочного механизма 12 длинный справочный стержень. Освобождают платформу 7, выводя из зоны ее перемещения подвижные клинья 11 посредством гидропривода 10. Перемещают платформу в направляющих 6 рамы 1 с помощью привода поперечного перемещения 8 для совмещения оси дополнительного упорно-регулировочного механизма 16 и устройства для выдачи изделий 17 с осью центрирования и прокатки; при этом центрователи 13 вместе с платформой смещены с оси прокатки. В этом положении застопоривают платформу с помощью клиньев 11 механизма стопорения. Затем подают короткий оправочный стержень и осуществляют прокатку. Упорно-регулировочный механизм 12 при этом используется как транспортирующее устройство
При переходе на верхний интервал диапазона длин труб последовательность операций та же, но при этом с осью упорно-регулировочного механизма осью прокатки совмещают оси центрователей 13, установленных на платформе 7. .
Дополнительный упорно-регулировочный механизм 16, установленный на платформе, в это время смещен с оси прокатки.
Предложенный задний стол короткооправочного трубопрокатного стана по сравнению с лучшими образцами аналогичного оборудования позволяет повысить производительность оборудования и качество выпускаемых изделий за счет уменьшения искгикения очага деформации и снижения вспомогательного времени цикла.
Формула изобретения
:з Q.
:а &
пх
-wetfwtu tjo
