Изобретение относится к области трубопрокатного производства, а точнее к задним столам трубопрокатных станов.
Наиболее эффективно изобретение может быть использовано в прошивных станах с боковой выдачей гильзы. При часто меняющемся сортаменте, при прокатке изделий мелкими партиями особенно важно производить замену гильзы и стержней с наименьшими затратами вспомогательного времени, что в конечном счете позволит повысить производительность оборудования.
Известен задний стол трубопрокатного стана (см. Соловейчик П.М. Трубопрокатные агрегаты с автомат-станом, 1967 г., стр. 62 - 84), который состоит из центрователей для центрирования стержня и гильзы в процессе прокатки, подъемных роликов для отвода и подвода стержня и отвода гильзы от рабочей клетки, выбрасывателя для выбрасывания прокатанных гильз на наклонную решетку, приводов качания подъемных роликов, приводов вращения подъемных роликов и упорно-регулировочного механизма для регулировки положения оправки и восприятия осевых усилий прокатки.
Стержень закрепляется неподвижно в головке упорного механизма жестко. Отсутствие механизма для смены стержней ведет к определенным сложностям при замене стержня. Стержень заменяется с помощью крана, что трудоемко и занимает много времени.
Из известных задних столов трубопрокатных станов наиболее близким по технической сущности является задний стол, описанный в а.с. СССР N 472707, кл. B 21 B 25/06, 1972 г.
Этот задний стол трубопрокатного стана содержит расположенные на оси прокатки упорно-регулировочный механизм удержания оправочного стержня, привод осевого перемещения стержня, центрирующие устройства и механизм подачи стержня.
Недостаток известной конструкции заднего стола трубопрокатного стана заключается в сложности кинематических взаимосвязей элементов устройства и управлении тремя последовательно действующими механизмами, входящими в устройство замены стержня и обеспечивающими загрузку и выгрузку изделий по позициям, что требует значительных затрат вспомогательного времени.
Другим недостатком известной конструкции заднего стола является то, что она громоздка, а стало быть менее надежна и долговечна.
Задача настоящего изобретения состоит в создании устройства, позволяющего сократить время замены оправочного стержня трубопрокатных станов с боковой выдачей гильзы и, тем самым, повысить производительность оборудования.
Кроме того, упростить конструкцию, что позволит повысить надежность и долговечность оборудования.
Поставленная задача достигается тем, что задний стол трубопрокатного стана, включающий расположенные на оси прокатки упорно-регулировочный механизм удержания оправочного стержня, привод осевого перемещения стержня, центрирующие устройства и механизм подачи и замены стержня, согласно изобретению он снабжен установленными по одну сторону от оси прокатки за упорно-регулировочным механизмом стойками с расположенными на разных уровнях желобами для новых и отработанных стержней, а механизм подачи и замены стержня выполнен в виде параллельно расположенных зубчатых реек с шестеренным приводом их перемещения, каждая из которых на конце, обращенном к стану, имеет V-образный захват для стержня и установлена на двух опорах, одна из которых выполнена в виде катков, установленных в блоке с приводной шестерней, имеющей боковой зазор 2 - 3 мм, а вторая выполнена в виде ролика, закрепленного на поворотном от гидроцилиндра рычаге, шарнирно установленном на стойке.
Такое конструктивное выполнение заднего стола позволяет сократить время замены оправочного стержня за счет того, что процесс подачи и замены стержня производится одним механизмом, а не тремя последовательно действующими.
При сокращении времени замены стержня повышается производительность оборудования в целом. Кроме того, механизм упрощен конструктивно, а значит надежнее, долговечнее.
Для возможности подъема стержня с оси прокатки и перемещения его к стойке с приемными желобами и плавного опускания этого стержня в желоб рейка должна иметь возможность отклоняться от горизонтального положения на некоторый угол, что обеспечивается за счет наличия бокового зазора в зубчатой шестерне.
Этот зазор определяется не более 2 - 3 мм соответствующим соотношением расстояний между осью прокатки, первой и второй опорой. Больший зазор не допустим, т.к. приведет к ударам и выходу из строя зубчатого зацепления. А меньший зазор не обеспечит необходимый угол отклонения.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
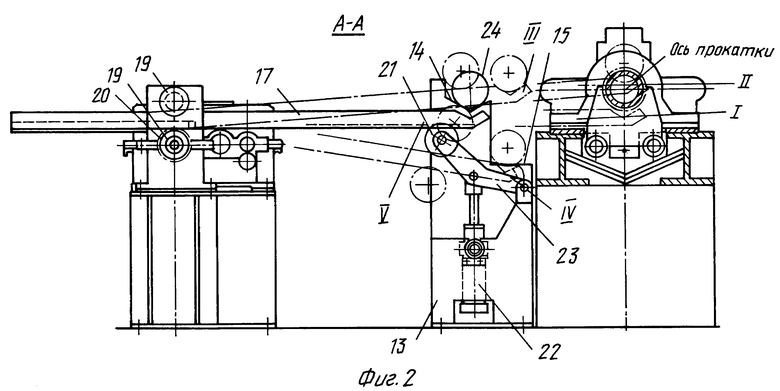
на фиг. 1 изображен вид в плане заднего стола трубопрокатного стана;
на фиг. 2 - разрез по А-А на фиг. 1.
Задний стол трубопрокатного стана содержит станину 1 с направляющими, центрирующие устройства в виде проводок 2 и центрователей 3, средства выдачи гильзы в виде транспортных роликов 4 и выбрасывателя 5, упор 6 ограничения движения гильзы, расположенный на оси прокатки упорно-регулировочный механизм 7 удержания оправочного стержня, имеющий откидную упорную головку 8 и запирающий рычаг 9, механизм 10 выдвижения оправочного стержня с приводом 11. За упорно-регулировочным механизмом 7 установлены поддерживающий ролик 12 для стержня, по одну сторону от оси прокатки стойки 13 с расположенными на разных уровнях желобами 14, 15 для новых и отработанных стержней и механизм подачи и замены стержня.
На конце станины расположен упор 16, ограничивающий движение механизма 10 выдвижения оправочного стержня.
Механизм подачи и замены стержня выполнен в виде параллельно расположенных зубчатых реек 17 с шестеренным приводом 18 их перемещения. Каждая рейка 17 на конце, обращенном к стану, имеет V-образный захват. Установлена рейка 17 на двух опорах, одна из которых выполнена в виде катков 19, установленных в блоке с приводной шестерней 20, имеющей боковой зазор 2 - 3 мм, а вторая выполнена в виде ролика 21, закрепленного на поворотном от гидроцилиндра 22 рычаге 23, шарнирно установленном на стойке 13.
При прокатке оправочный стержень 24 удерживается центрирующими устройствами 2, 3 и упорно-регулировочным механизмом 7.
По окончании прокатки головка 8 упорно-регулировочного механизма 7 откидывается (предварительно открывается замок 9 головки) и гильза транспортными роликами 4 вместе со стержнем 24 перемещается механизмом 10 выдвижения стержня. Гильза останавливается упором 6, стержень 24 продолжает двигаться за упорно-регулировочный механизм 7 до упора 16 в зону замены стержня.
Замена стержня производится за два хода реек. Краном в желоб 14 устанавливается новый стержень.
1 Ход: рейки 17 с V-образными захватами перемещаются к оси стана под стержень (поз. I), поднимаются роликами 21, каждый из которых закреплен на рычаге 23, снимая стержень 24 (поз. II), и отводятся шестеренным приводом 18 в позицию укладки (поз. III). При этом находящийся на желобе 14 новый стержень временно приподнимается рейками, не покидая своей позиции. Затем рейки 17 опускаются, для чего под действием гидроцилиндра 22 опускается каждый рычаг 23 с роликом 21 и стержень укладывается в желоб 15 (поз. IV). Шестеренным приводом 18 рейки 17 перемещаются назад и приподнимаются с помощью роликов 21 и рычагов 23 в исходную позицию (поз. V).
II Ход: рейки 17 поднимаются посредством роликов 21, снимая новый стержень с желоба 14, перемещаются с ним к оси стана, укладывают стержень и возвращаются в исходное положение (поз. V).
Предложенный задний стол трубопрокатного стана по сравнению с известными позволяет повысить производительность стана путем сокращения времени замены оправочных стержней при частой смене сортамента прокатываемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА | 1998 |
|
RU2162757C2 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1998 |
|
RU2162019C2 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2138350C1 |
| ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА | 2009 |
|
RU2392075C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2136419C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1996 |
|
RU2136414C1 |
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2165810C2 |
| УПОРНО-РЕГУЛИРОВОЧНЫЙ МЕХАНИЗМ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2172220C2 |
| ЗАДАЮЩЕЕ УСТРОЙСТВО ТРУБОПРОКАТНОГО СТАНА | 1992 |
|
RU2033869C1 |
Изобретение относится к области трубопрокатного производства, а точнее к задним столам трубопрокатных станов. Устройство позволяет сократить время замены оправочного стержня трубопрокатных станов с боковой выдачей гильзы, что достигается за счет того, что процесс подачи и замены стержня производится одним механизмом. Задний стол трубопрокатного стана включает расположенные на оси прокатки упорно-регулировочный механизм удержания оправочного стержня, привод осевого перемещения стержня, центрирующие устройства, стойки с расположенными на разных уровнях желобами для новых и отработанных стержней и механизм подачи и замены стержня. Механизм подачи и замены стержня выполнен в виде параллельно расположенных зубчатых реек с шестеренным приводом их перемещения, каждая из которых на конце, обращенном к стану, имеет V-образный захват для стержня и установлена на двух опорах, одна из которых выполнена в виде катков, установленных в блоке с приводной шестерней, имеющей боковой зазор 2 - 3 мм, а вторая выполнена в виде ролика, закрепленного на поворотном от гидроцилиндра рычаге, шарнирно установленном на стойке. Замена стержня производится за два хода реек. Вначале рейки перемещаются к оси стана под стержень, поднимаются роликами, снимая стержень, и отводятся в позицию укладки. Затем рейки опускаются, укладывая стержень в желоб для отработанных стержней и отходят в исходную позицию. На втором этапе рейки поднимаются, снимая новый стержень с желоба, перемещаются с ним к оси стана, укладывают стержень и возвращаются в исходное положение. 2 ил.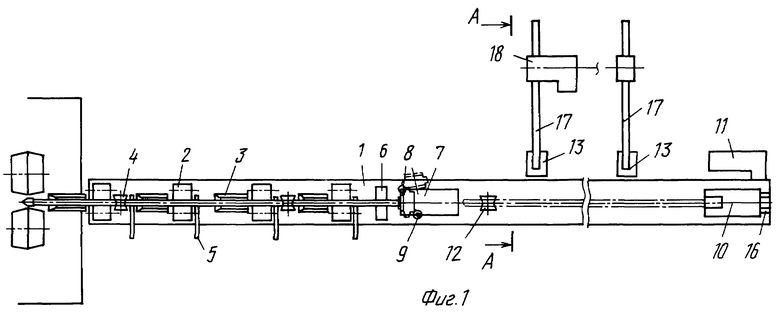
Задний стол трубопрокатного стана, включающий расположенные на оси прокатки упорно-регулировочный механизм удержания оправочного стержня, привод осевого перемещения стержня, центрирующие устройства и механизм подачи и замены стержня, отличающийся тем, что он снабжен установленными по одну сторону от оси прокатки за упорно-регулировочным механизмом стойками с расположенными на разных уровнях желобами для новых и отработанных стержней, а механизм подачи и замены стержня выполнен в виде параллельно расположенных зубчатых реек с шестеренным приводом их перемещения, каждая из которых на конце, обращенном к стану, имеет V-образный захват для стержня и установлена на двух опорах, одна из которых выполнена в виде катков, установленных в блоке с приводной шестерней, имеющей боковой зазор 2-3 мм, а вторая выполнена в виде ролика, закрепленного на поворотном от гидроцилиндра рычаге, шарнирно установленном на стойке.
| Задний стол трубопрокатного стана | 1972 |
|
SU472707A1 |
| Соловейчик П.М | |||
| Трубопрокатные агрегаты с автомат-станом | |||
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
| МЕХАНИЗМ СМЕНЫ ОПРАВОК АВТОМАТСТАНА | 0 |
|
SU184791A1 |
| Передний стол длиннооправочного трубопрокатного стана | 1985 |
|
SU1284622A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| СПОСОБ ДИФФЕРЕНЦИРОВАННОЙ ИММУНОМОДУЛИРУЮЩЕЙ ТЕРАПИИ ХРОНИЧЕСКОГО ТОНЗИЛЛИТА И/ИЛИ ГИПЕРТРОФИИ НЕБНЫХ МИНДАЛИН У ДЕТЕЙ ДОШКОЛЬНОГО ВОЗРАСТА | 2013 |
|
RU2533845C1 |
