Изобретение относится к новым, ориентированным морфологиям и к специальному типу ориентации в полимерном сплаве, и оно задумано со специальной направленностью на пленку, используемую для ламинирования с перекрестной укладкой слоев, и на пленку, используемую для изготовления жгутовых материалов, материалов из крученой нити или тканой ленты.
Задачей является улучшение механических эксплуатационных свойств продукта при повышенных температурах и в данной связи улучшение способности к термосварке.
Еще одной задачей является формирование морфологии, которая оптимизирует характеристики ползучести, без потери способности к поглощению энергии.
Третьей задачей является формирование морфологии, включающей микроскопические или субмикроскопические тонкие сформованные из лент фибриллы, которые способствуют созданию непроницаемости или улучшают действие пенообразователей.
Четвертой задачей являются облегчение и улучшение поперечного ориентирования термопластичной пленки на основе подходящей морфологии, в особенности, с точки зрения рационализованного поточного метода изготовления ламинатов с перекрестной укладкой слоев.
Изготовление жгутовых технических продуктов, технических продуктов из крученой нити и тканых технических продуктов, на основе одноосно ориентированной разрезанной на узкие полоски пленки, во многих случаях может быть рационализовано, если пленка приобретет подходящую способность к термосварке. Кроме того, во многих вариантах использования существует потребность в обеспечении в таких продуктах улучшенного поглощения энергии при растяжении без необходимости прибегать к использованию полимеров с высокой стоимостью, таких как полиамиды. Наконец, формирование в ориентированной ленте вспененной структуры с мелкими ячейками позволит открыть на рынке новые благоприятные возможности.
Ламинаты с перекрестной укладкой слоев из ориентированных термопластичных полимерных пленок обладают тем преимуществом, что при относительно низких затратах можно получить подходящие комбинации высоко прочностных свойств различных типов, например, на основе дешевых полиолефинов, таких как полиэтилен или полипропилен. Экономия затрат проходит за счет уменьшения толщины и, таким образом, снижения расхода материала сырья, но это должно быть сопоставлено с затратами на ориентирование, растяжение и ламинирование с перекрестной укладкой слоев. Различными типами прочностных свойств, требуемых для пленки, являются, например, предельная прочность при растяжении, предел текучести при растяжении, характеристики ползучести при комнатной температуре и при повышенных температурах, поглощение энергии, сопротивление распространению раздира, прочность на продавливание и прочность шва термосварки, при этом все четыре свойства, упомянутые последними, измеряются при медленных испытаниях, а также при испытаниях ударного типа. Пленка или пленочный ламинат, которые в некоторых аспектах демонстрируют превосходную прочность, в других аспектах могут обнаруживать очень плохую прочность. В качестве примера можно упомянуть, что ламинат с перекрестной укладкой слоев, полученный из пленок, которые подвергают одноосному ориентированию в результате растяжения вплоть до приблизительно разрушающего механического напряжения, будет демонстрировать превосходные показатели предела прочности при растяжении, предела текучести при растяжении и характеристики ползучести, но очень плохие показатели поглощения энергии, сопротивления распространению раздира в условиях испытания ударного типа и ударной прочности шва термосварки. Подходящие компромиссы различных типов прочностных свойств были получены в результате выбора полимерных композиций, степеней вытяжки и других условий растяжения, в результате использования несимметричного двуосного ориентирования вместо одноосного ориентирования и/или в результате выбора углов между основными направлениями ориентации в различных пленках ламината.
Такие ламинаты с перекрестной укладкой слоев в крупных промышленных масштабах изготавливают с 1968 года на основе старых патентов авторов, но в жесткой конкурентной борьбе с другими пленочными материалами и материалами из тканой ленты, все еще существует значительная потребность в рационализации проведения технологического процесса для того, чтобы снизить производственные затраты и/или сделать само производство более универсальным, так чтобы в результате простого изменения технологических параметров можно было оптимизировать различные прочностные свойства или комбинации прочностных свойств.
Ламинаты с перекрестной укладкой слоев использовались или используются для изготовления пакетов, гибких контейнеров промежуточного объема, брезентов и покровного листа, обкладок под зданиями, облицовок водоемов, в качестве заменителей геотекстилей и в качестве пленки для теплиц.
В промышленных масштабах используют две различные технологические последовательности. Одна заключается в экструдировании рукавной пленки при одновременном придании ей высокой степени продольной ориентации в расплаве, последующем одноосном растяжении затвердевшего рукава в плоской форме при относительно невысокой степени вытяжки, спиральной резке рукава для превращения его в полотно, в котором имеет место ориентация под углом, и непрерывном ламинировании двух таких полотен между валками таким образом, чтобы направления ориентации в двух полотнах располагались под углом друг по отношению к другу. Ламинирование может представлять собой экструзионное ламинирование или, если пленки были получены при проведении совместного экструдирования, его можно осуществить под действием тепла при использовании слоев ламинирования.
Указанный способ и полученный этим способом продукт описаны в заявках GB-A-0192976 и GB-A-0816607 (и соответствующих патентах).
В еще одной технологической последовательности, используемой в промышленности, имеются первые рукавные пленки, получаемые при проведении совместного экструдирования, в каждой из которых имеется основной слой, состоящий из смеси выбранных полимеров, и неосновные слои, в конечном ламинате частично играющие роль слоев ламинирования, а частично - роль слоев для термосварки. В ходе отвода рукавных пленок из экструдирующего устройства их подвергают сильному ориентированию в расплаве, в основном в направлении экструдирования. Без проведения какого-либо дополнительного растяжения рукава подвергают спиральной резке, непрерывному ламинированию с перекрестной укладкой слоев под действием тепла и давления в аппарате с валками и в том же самом аппарате двуосному ориентированию. Поперечный компонент данного ориентирования формируют, используя несколько пар рифленых валков, находящихся в зацеплении. Данный способ описан в заявке GB-A-1526722 (и соответствующем патенте). Поскольку данная работа имеет особое отношение к настоящему изобретению, ниже в настоящем описании будет пересказан пункт ее формулы изобретения для основного способа.
Он относится к способу получения ламината, включающему экструдирование, по меньшей мере, двух слоев расплавленной полимерной смеси, при этом каждый слой содержит смесь полимеров, которые несовместимы в такой степени, что после затвердевания каждый слой будет содержать дисперсию частиц одного полимера в матрице другого полимера, истончение каждого слоя в расплавленном состоянии до, во время или после экструдирования для деформирования частиц в каждом слое с получением структуры фибриллярных зерен, имеющей преимущественное направление расщепляемости после затвердевания в виде пленки, сцепление слоев при расположении указанных преимущественных направлений поперек друг другу, обеспечение затвердевания слоев, если они уже не затвердели, и двуосное ориентирование получающегося в результате ламината посредством ориентирования его на стадиях по существу одноосного ориентирования. Таким образом, двуосное ориентирование проводят при температуре, достаточно низкой для сохранения преимущественного направления расщепляемости каждой пленки, и сцепление является достаточно слабым для того, чтобы сделать возможным локальное расслоение пленки во время раздира ламината.
Предпочтительный вариант реализации включает растяжение в поперечном направлении между рифлеными валками. Усовершенствования данного способа растяжения и предпочтительные варианты выбора полимеров приведены в US-A-4629525, US-A-5028289 и US-A-5626944.
Практические способы проведения спиральной резки описаны в US-A-5248366. Как это также следует из указанной патентной публикации, ориентирование под углом в расплаве с формированием угла величиной вплоть до приблизительно 30° по отношению к продольному направлению полотна рукавной пленки можно произвести при относительном вращении устройства с кольцевым экструзионным мундштуком (или выпускным отверстием данного устройства) по отношению к установке, которая обеспечивает отвод рукавной пленки из данного устройства, благодаря чему ориентирование становится спиральным. Это обеспечивает получение возможности изготовления ламината с перекрестной укладкой слоев полным поточным методом с использованием двух линий совместного эструдирования, в каждой из которых имеется вращающийся кольцевой экструзионный мундштук, продольной резки каждой рукавной пленки и соединения двух разрезанных пленок, у каждой из которых направление ориентации в ней расположено под углом, в одной технологической линии растяжения/ламинирования. Однако ограничение ориентации в каждой пленке приблизительно 30°, представляет собой существенный недостаток.
В настоящее время все промышленное производство ламинатов с перекрестной укладкой слоев, насколько это известно авторам, происходит на отдельных стадиях, а не поточным методом, и это оказывает существенное влияние на экономические показатели производства. Можно себе представить возможность ламинирования на ориентированную в продольном направлении пленку другой пленки, которую подвергли растяжению в поперечном направлении на раме для растяжения и ориентирования пленки, но практический опыт показал, что прочностные свойства, полученные при использовании известной методики работы с рамой для растяжения и ориентирования пленки, не подходят для большинства применений ламинатов с перекрестной укладкой слоев. Как уже было указано выше, решение данной проблемы представляет собой одну из задач настоящего изобретения.
Термосварка ламинатов с перекрестной укладкой слоев при использовании простого шва «отслаивающего типа», обычно используемого для подушек-сумок или сумок с боковыми вставками, также представляет собой проблему. Решения данной проблемы предложены в US-A-5205650, EP-A-1007331 и WO-A-0196102.
Однако двум первым приведенным изобретениям присущ недостаток, который заключается в том, что компании, которая осуществляет преобразование пленки в полученные при использовании термосварки продукты (например, пакеты), требуется наличие специального оборудования, и, таким образом, для производителя пленки могут иметь место серьезные ограничения в отношении организации сбыта. В последнем приведенном изобретении решение относится к признакам, связанным только с композицией и способом изготовления пленки для ламинирования с перекрестной укладкой слоев, но в высшей степени желательными все еще остаются дополнительные усовершенствования, касающиеся способности такой пленки к термосварке. Как уже указывалось выше, это также является целью настоящего изобретения.
Еще одной серьезной проблемой является хрупкость ламината с перекрестной укладкой слоев, который изготавливают с низкими толщинами, что становится возможным вследствие улучшения прочностных свойств. Жесткость и эластичность имеют особенно большое значение при изготовлении пакетов и/или автоматическом манипулировании с ними. Данная проблема частично решена в указанной выше US-A-5626944, которая описывает рифленую структуру ламината, в которой каждое рифление имеет поперечное сечение, подобное букве U с очень мелкой впадиной, которую получают в результате специального проведения поперечного растяжения между рифлеными валками.
Более радикальное решение описано в WO-A-02/102592, в котором, по меньшей мере, одна из пленок ламината образует гофры, подобно гофрам в гофрированном картоне в общем случае при длине волны приблизительно от 1 мм до 3 мм.
Настоящее изобретение можно реализовать или в дополнение, или непосредственно по стадиям способа, которые приведены в описании предшествующей известной технологии ламинирования с перекрестной укладкой слоев.
В US 2262989 описан способ получения листа термопластичного материала, в котором материал экструдируют через мундштук и после экструдирования подвергают растяжению, где канал для потока через мундштук включает выпускное отверстие, имеющее зазор выпускного отверстия. В выпускном отверстии имеется перемешивающая сетка, включающая пластину, имеющую множество варьирующихся круглых отверстий.
В JP-A-57-110422 (1982) описан способ получения пластины из термопластичного полимерного сплава, в котором смесительная камера включает статический смеситель, образованный из нескольких устройств, включающих небольшую пластину, установленную на опорах и ориентированную под углом по отношению к направлению потока. Назначением статического смесителя является не допустить появления на получающейся в результате пластине полос на изделии.
В ЕР-А-0337719 описан способ получения термопластичной пленки, состоящей из матрицы первой термопластичной смолы и по существу непрерывных лент, образованных из диспергированной в матрице второй термопластичной смолы, обладающей характеристиками непроницаемости.
Первый аспект настоящего изобретения основан на концепции, заключающейся в том, что приведенную выше структуру фибриллярных зерен подвергают сильному ориентированию при температуре, при которой фибриллы находятся в твердом состоянии, в то время как окружающий полимерный материал (который в твердом состоянии обычно также является, по меньшей мере, частично кристаллическим) находится в расплавленном состоянии. В частности, способ включает ориентирование по поверхности трения, в то время как из экструдирующего устройства производят отвод частично расплавленной пленки, хотя сначала также возможно добиться затвердевания, после этого частично произвести повторное плавление пленки и затем выполнить растяжение. После данного горячего растяжения и после затвердевания всей композиции пленки, в которой ориентированными в основном будут фибриллы, пленку предпочтительно дополнительно подвергают дополнительному растяжению при более низкой, предпочтительно намного более низкой, температуре. Такое последующее холодное растяжение обычно будет приводить к разрыву фибрилл или фибрилльной сетки через микроскопические интервалы по длине фибрилл, в то время как материал пленки в целом останется неповрежденным. Данное состояние, как было обнаружено, обеспечивает улучшение предела текучести при растяжении и характеристик ползучести без возникновения негативных последствий для поглощения энергии растяжения и поведения пленки в условиях действия удара, например, ударного раздира или ударного продавливания, и данное открытие дополнительно будет описано ниже.
Признак, заключающийся в том, что фибриллы с более высокими температурами плавления характеризуются намного более высокой степенью ориентации по сравнению с окружающим полимерным материалом с меньшей температурой плавления, также делает возможным получение пленки, отличающейся улучшенными прочностными свойствами при повышенных температурах и, в частности, улучшенной способностью к термосварке. Было обнаружено, что существенная часть обеспечивающей прочность ориентации в Р1 сохраняется выше температуры плавления Р2, в данной связи следует обратить внимание на испытание для определения усадки в представленных ниже примерах изобретения.
Первый аспект настоящего изобретения заключается в дальнейшей разработке способа и устройства, которые описаны авторами в WO03/033241. В данной более ранней публикации описаны экструдирование рукавной пленки через кольцевое фрикционное устройство с регулируемой температурой, приспособленное для формирования продольной ориентации тогда, как температуру в потоке выдерживают в пределах диапазона кристаллизации потока полимеров или несколько более высокой. Вариант осуществления данного изобретения заключается в том, что поток полимера содержит смесь, по меньшей мере, двух совместимых или совмещенных полимеров, и в основном ориентирование происходит тогда, когда один находится преимущественно в кристаллическом состоянии, а другой находится преимущественно в расплавленном состоянии. Трение, которое определяет ориентирование, можно регулировать при использовании воздушной смазки при продавливании воздуха через отверстия во фрикционном устройстве или через микропористый металл, или альтернативно, путем всасывания потока через фрикционное устройство. Поверхность, с которой поток находится в контакте, также может характеризоваться наличием рисунка рифления, при этом желобки рифления формируют круги вокруг оси мундштука и их подвергают воздействию контролируемой величины пониженного давления.
Выше по потоку перед фрикционным устройством может располагаться в общем случае кольцевой, цилиндрический или конический элемент резкого охлаждения, предпочтительно также снабженный системой воздушной смазки с подачей через микропористый металл или через отверстия. Кроме того, в промежутке между данным элементом резкого охлаждения и фрикционным устройством может располагаться элемент тонкого регулирования температуры, предпочтительно снабженный подобной системой воздушной смазки.
Публикация указанного (WO 03/033241) описания имела место на ту же самую дату, которая является датой приоритета для настоящей заявки, и поэтому данная публикация не представляет собой предшествующего уровня техники по отношению к формуле изобретения настоящей заявки. Описание заявки WO03/033241 включено в настоящие описание в качестве ссылки. Чертежи и описание чертежей указанной заявки почти полностью были использованы еще раз при первой подаче настоящего изобретения.
Дополнительно следует отметить, что раскрытие в WO-A-03033241
а) не рассматривает морфологии сплава в пленке,
b) не упоминает о каком-либо последующем процессе растяжения и
с) ограничивается экструдированием и связанным с ним растяжением рукавной пленки, в то время как настоящее изобретение относится к экструдированию и связанному с ним растяжению плоской, а также рукавной пленки.
Далее способ, соответствующий первому аспекту настоящего изобретения, будет определен более точно. Он включает следующие стадии и варианты выбора, которые сами по себе известны.
Ориентированную пленку получают из сплава, по меньшей мере, двух полимеров Р1 и Р2 и ее изготавливают перемешиванием полимеров и экструдированием и растяжением смеси. Оба полимера являются, по меньшей мере, частично кристаллическими при температурах, меньших приблизительно 100°С, при этом Р1 характеризуется определенной по механическому способу температурой плавления, которая, по меньшей мере, на 20°С превышает определенную по механическому способу температуру плавления Р2. Данные полимеры несовместимы в такой степени, что они существуют в сплаве в конечной пленке в виде отдельных фаз, но для практических целей они становятся достаточно совместимыми или при использовании добавки, улучшающей совместимость, или механически путем достаточного перемешивания. Р2 в своем неориентированном состоянии при 20°С демонстрирует модуль упругости (Е), который, по меньшей мере, на 15% меньше, чем Е у P1. Посредством регулирования условий реологии, процентных содержаний компонентов и условий перемешивания и растяжения получают сплав, который представляет собой дисперсию микроскопически тонких фибрилл или фибрилльной сетки Р1, окруженных материалом Р2, где каждая фибрилла вытягивается в основном в одном направлении и в общем случае имеет ширину и толщину такими, что средняя величина для данных двух размеров имеет значение, приблизительно равное или меньшее 5 мкм. Растяжение происходит частично в результате фильерной вытяжки после экструдирования пленки, когда оба компонента, по меньшей мере, частично находятся в расплавленном состоянии, и частично вследствие наличия последующей стадии сильного ориентирования.
Признаки, которые характеризуют первый аспект изобретения, представляют собой нижеследующее: после указанной фильерной вытяжки (также называемой далее истончением или горячим истончением) пленку подвергают горячему растяжению, когда Р1 находится в твердом состоянии, и Р2 находится в расплавленном состоянии, для селективного ориентирования Р1, при одновременном ограничении ориентирования той степенью, которая делает возможным удлинение пленки в направлении ориентирования, по меньшей мере, на 25% медленной вытяжкой при 20°С, при этом данное горячее растяжение проводят, вытягивая пленку через устройство с фрикционной задержкой (фрикционное устройство). После завершения указанных стадий пленку, которая демонстрирует одноосную или несимметричную ориентацию, ламинируют на одну или несколько изготовленных подобным или отличным образом пленок с одноосной или несимметричной двуосной ориентацией, при этом пленки размещают таким образом, что их основные направления ориентирования располагаются перекрестно друг по отношению к другу.
«Селективное ориентирование» не означает то, что Р2 не становится ориентированным, он всегда таким становится в некоторой степени.
После проведения описанного горячего растяжения пленку предпочтительно подвергают дополнительному растяжению, в то время когда оба компонента будут находиться в твердом состоянии (холодное растяжение). Получающаяся в результате ориентация, тем самым, предпочтительно ограничивается так, что в результате холодной вытяжки при 20°С получающаяся в виде продукта пленка может быть подвергнута удлинению, по меньшей мере, на 25% в любом направлении. «Холодная вытяжка» означает растяжение узких образцов, например, шириной 15 мм, при скорости, соответствующей приблизительно 50%-ному относительному удлинению в минуту. Данную характеристику также называют относительным удлинением при разрыве.
Для того чтобы полимер Р2 демонстрировал свою способность к поглощению энергии, коэффициент упругости Е у данного полимерного материала в его неориентированном состоянии, как указано выше, должен быть, по меньшей мере, на 15% меньше, чем Е у полимерного материала Р1 в неориентированном состоянии Р1. Однако во многих случаях более предпочтительным будет выбор Р2 с еще более уменьшенным значением Е по отношению к Р1, например, такого, что его Е будет на 25% меньше соответствующей величины у Р2, на 50% меньше или даже еще меньше данной величины.
На всякий случай необходимо указать, что частично перемешивание может происходить уже во время изготовления полимеризатов перед тем, как полимеры Р1 и Р2 будут выделены, или впоследствии на отдельном участке или стадии изготовления.
Предпочтительно полимеры Р1 и Р2 должны быть совместимыми или совместимы в такой степени, что конечная пленка не будет проявлять какой-либо тенденции к образованию внутренних пустот при неоднократном изгибе. Как указано выше, данную совместимость можно придать при использовании добавки, улучшающей совместимость, или, что более экономично, путем получения размеров поперечного сечения фибрилл достаточно маленькими, поскольку тенденция к образованию внутренних пустот зависит от данных размеров.
Примеры полимеров, подходящих для использования в изобретении, представляют собой:
Р1: пропиленовые полимеры, включая кристаллические сополимеры пропилена, или полиамид, или полиэтилентерефталат и
Р2: пропиленовый сополимер или этиленовые полимеры, включая кристаллические сополимеры этилена, например, с другими альфа-олефинами.
Если пленку получают для изготовления ламината с перекрестной укладкой слоев, то она предпочтительно представляет собой пленку, полученную при проведении совместного экструдирования, которая на той стороне, которая будет обращена к еще одному пласту в ламинате, будет иметь слой ламинирования, выбираемый для облегчения или регулирования сцепления. Кроме того, наиболее выгодно, чтобы каждый из внешних пластов ламината содержал полученный при проведении совместного экструдирования модифицирующий слой, образующий поверхность всего ламината, выбираемый для облегчения и/или улучшения термосварки ламината и/или модифицирования его фрикционных свойств или характеристик при печати.
Представляется, что ориентированную пленку, описанную выше, можно изготовить посредством простого модифицирования способа, который описан в US-A-3949042 (Utz). В соответствии с данным патентом кристаллический полимер затвердевает в результате охлаждения тогда, когда он проходит через выпускную часть экструдирующего устройства, и когда полимер покидает выпускное отверстие, его подвергают ориентированию путем вытягивания с использованием устройства для его отвода. Кроме того, в соответствии с патентом прохождение затвердевающего и затвердевшего полимера через выпускной канал становится возможным в результате проведения «смазывания» под действием неосновных слоев полимера с меньшей температурой плавления, которые совместно экструдируются по обеим сторонам от основного полимера перед началом охлаждения. Патент также предлагает, что экструдированную, ориентированную пленку можно использовать для получения ламината с перекрестной укладкой слоев. Поэтому на первый взгляд может показаться, что пленку настоящего изобретения можно изготовить по способу Utz, если полимер с более высокой температурой плавления заменить подходящей смесью, такой как используемая в настоящем изобретении. Однако, как легко поймет специалист в области техники экструдирования, у пленки, полученной в соответствии с US-A-3949042, структура будет настолько деформированной, что использовать ее на практике будет невозможно. На определенной протяженности во время прохождения потока через выпускной канал сердцевина потока будет оставаться расплавленной, но тонкие участки по обеим ее сторонам будут затвердевшими. Несмотря на «смазывание» это делает получение регулярного потока ламината невозможным, поскольку затвердевшие области будут коробиться и, таким образом, искажать слоистую структуру ламината. Получающийся в результате продукт будет характеризоваться наличием чрезвычайно шероховатой поверхности и чрезвычайно большие вариации по толщине. В случае замены потока кристаллизуемого полимера потоком фибриллярной дисперсии данный эффект хаотизации будет в результате приводить к искажению фибриллярного характера структуры.
Необходимо также отметить, что патент, выданный приблизительно в 1975 году организации Dutch Van Leer или одному из ее дочерних предприятий (авторы на момент подачи данной заявки не смогли его идентифицировать более точно), относится к продольному ориентированию экструдированного рукава в твердом состоянии поверх оправки, расположенной внутри рукава, когда производили отвод последнего от экструзионного мундштука. Однако на практике очень трудно реализовать данный способ вследствие наличия значительных сил усадки, которые создаются в ходе вытяжки твердой пленки и действие которых заключается в прочном удерживании рукава на оправке.
В заключение необходимо отметить, что оправки внутри экструдированного рукава широко использовали для калибровки рукава. В качестве примеров делается ссылка на GB-A2112703 и ЕР-А-028536В.
Возвращаясь вновь к описанию настоящего изобретения, можно сказать, что для получения желаемой структуры с тонкими фибриллами было признано важным или выдерживать разумное высокое напряжение в потоке смеси взаимной дисперсии полимера в полимере во время прохождения через экструзионный мундштук, или увеличивать степень дисперсности дисперсии при использовании подходящих средств незадолго до того, как поток выйдет из мундштука. Предпочтительно условия регулируют таким образом, чтобы сделать фибриллы плоскими с толщиной, в общем случае приблизительно равной или меньшей 1 мкм, более предпочтительно в общем случае приблизительно равной или меньшей 0,5 мкм, и еще более предпочтительно в общем случае предпочтительно равной или меньшей 0,1 мкм, в то время как ширину в общем случае делают приблизительно равной или меньшей 5 мкм. В наиболее выгодном случае уменьшение поперечных размеров фибрилл включает стадию прохождения расплавленной смеси во время экструдирования, по меньшей мере, через одну сетку или решетку, расположенную в камере непосредственно выше по потоку перед выпускным отверстием экструдирующего устройства, где зазор данной камеры превышает зазор выпускного отверстия. Наилучшие результаты получают тогда, когда каждая такая решетка имеет стенки, уходящие на несколько миллиметров в направлении потока, когда он поступает на решетку, и предпочтительно по существу параллельно ему. Основные стенки в каждой такой решетке предпочтительно имеют наклон, так что каждая с основной поверхностью потока, поступающего на решетку, будет образовывать угол от приблизительно 10° до приблизительно 70°. В наиболее выгодном случае используют, по меньшей мере, две такие решетки, которые по отношению к основной поверхности потока, поступающего на решетку, имеют наклон в противоположных направлениях.
Предпочтительно указанный угол и толщина стенки и расстояния между стенками таковы, что в продольном сечении мундштука перпендикулярно основной поверхности потока смеси, когда он поступает на решетку, имеются, по меньшей мере, четыре такие стенки.
Образование в полимерном сплаве фибриллярной ориентированной морфологии при наличии плоских и тонких фибрилл, описываемых в данном случае, и в связи с этим использование описываемой камеры с решеткой на конце экструзионного мундштука будет называться вторым аспектом настоящего изобретения. Он рассматривается как обладающий изобретательским уровнем сам по себе вне зависимости от использования в связи с последующим растяжением кристаллизованных фибрилл, как в первом аспекте. Данная морфология, характеризующаяся наличием в высшей мере истонченных, очень плоских фибрилл, может позволить получить ламинаты с перекрестной укладкой слоев и продукты на основе разрезанной на узкие полоски пленки, обладающие улучшенными прочностными свойствами, вне зависимости от специальных признаков первого аспекта. Кроме того, ее можно использовать для изготовления ламинатов с перекрестной укладкой слоев, разрезанной на узкие полоски пленки и других пленочных продуктов, например, пленок со вспененной структурой с мелкими ячейками. Наконец, протяженные очень плоские полипропиленовые микрофибриллы, вплавленные в пленку линейного полиэтилена низкой плотности (ЛПЭНП), могут сделать пленку высокомаслостойкой, в то время как очень плоские полиамидные микрофибриллы, также вплавленные в ЛПЭНП, могут привести к получению такого же результата и дополнительно придать хорошие характеристики непроницаемости по отношению к кислороду. Данный второй аспект настоящего изобретения будет рассмотрен более подробно ниже.
Возвращаясь вновь к первому аспекту изобретения, можно сказать, что его можно реализовать в виде различных последовательностей стадий. В одной последовательности пленку получают после экструдирования и предпочтительно фильерной вытяжки в горячем состоянии, и при этом как Р1, так и Р2 расплавляют, охлаждают до затвердевания обоих, и на последующей стадии нагревают в опосредованном воздушной смазкой контакте с нагревательным блоком с регулируемой температурой для расплавления, по меньшей мере, части Р2 при сохранении Р1 в твердом состоянии. Непосредственно после этого, в то время как Р2 все еще, по меньшей мере, частично находится в расплавленном состоянии, а Р1 является твердым, пленку подвергают селективному ориентированию Р1, то есть, горячему растяжению, и затем затвердеванию Р2. Фрикционное устройство предпочтительно включает один или несколько брусков со скругленными кромками, через которые пленку протягивают, отслеживая регулируемую форму дуги кромки, и брусок или бруски выдерживают при температуре, которая не позволяет пленке прилипать к кромке или кромкам. Протяженность интервала перемещения в контакте с кромкой или кромками регулируют для предотвращения полного затвердевания Р2. Пример такого фрикционного устройства, подходящего для пленки, экструдируемой с получением плоской формы, показан на фиг.5 настоящего описания, и еще один пример, подходящий для рукавной пленки, показан на фиг.6 в WO03/033241.
По меньшей мере, стадии способа, начиная с экструдирования и включая его и заканчивая затвердеванием Р2 и включая его, предпочтительно проводят поточным методом, при этом технологическая линия также включает устройство задержки, например, подобное одному из приведенных выше, функционирующее в промежутке между охлаждением и последующим нагреванием, и предпочтительно стадии способа, следующие за затвердеванием Р2, также проводят поточным методом вместе с предшествующими стадиями способа.
Данная последовательность стадий, начиная с экструдирования, предпочтительно дополнительно включая стадию перемешивания, и заканчивая вытяжкой, которую проводят, когда затвердеют как Р1, так и Р2, далее в данном описании называемой холодным растяжением или холодной вытяжкой, показана на схеме технологического процесса фиг.1. Две прерывистые линии на чертеже указывают на то, что последовательность можно прерывать, обычно при сматывании пленки, после первого затвердевания Р1 и/или после второго затвердевания обоих компонентов, но предпочтительно все стадии проводят поточным методом. Резку пленки с получением одноосно ориентированной ленты, если она является конечным продуктом, также предпочтительно проводят непосредственно вслед за этим. Подобным образом ламинирование с перекрестной укладкой слоев можно проводить непосредственно после холодного растяжения, и это будет дополнительно описано в последующем разделе. Стадия холодного растяжения (обозначаемая панелью «холодная вытяжка» на схеме технологического процесса фиг.1) может включать продольное, а также поперечное растяжение, и она может состоять из нескольких стадий.
Если при данной последовательности стадий экструдируют плоскую пленку, то контролируемую задержку в промежутке между охлаждением и последующим нагреванием предпочтительно осуществляют при использовании комбинации валков, которая также может обеспечить охлаждение. Это проиллюстрировано на фиг.4.
Однако, как указано выше, пленку также можно получать и подвергать обработке и в рукавной форме на участке, по меньшей мере, начиная с экструдирования и включая его и, по меньшей мере, заканчивая конечным затвердеванием Р2 и включая его. Кроме того, в данном случае контролируемую задержку в промежутке между охлаждением и последующим нагреванием можно осуществить при использовании одного или нескольких кольцевых брусков (колец) со скругленными кромками, через которые пленку протягивают, отслеживая регулируемую форму дуги округленной кромки, при этом брусок или бруски выдерживают при температуре, которая не позволяет пленке прилипать к кромке или кромкам. Данное устройство также можно сконструировать и подобным тому, как показано на фиг.6 в WO03/033241.
Обращаясь к фиг.3 из WO03/033241, можно сказать, что фрикционное устройство будет располагаться не только в конце показанной технологической линии (см. позицию с номером 118), но также и между элементом резкого охлаждения (116) и элементом тонкого регулирования температуры в технологической линии (117). Каждое из них может быть сконструировано подобно указанному фрикционному устройству (118) или так, как показано на фиг.6, где оба взяты из указанного WO.
Нагревание предпочтительно проводят для пленки, находящейся в опосредованном воздушной смазкой контакте с двумя нагревательными блоками, расположенными по одному с каждой стороны пленки. Просвет между указанными нагревательными блоками предпочтительно должен быть регулируемым. Это также иллюстрируется на фиг.4 настоящего описания.
В альтернативной последовательности стадий охлаждение пленки непосредственно после экструдирования лимитируется затвердеванием Р1, в то время как Р2 выдерживают, по меньшей мере, частично в расплавленном состоянии. Непосредственно после этого при использовании устройства с фрикционной задержкой проводят селективное ориентирование Р1, при этом Р1 находится в кристаллическом состоянии, а Р2 находится, по меньшей мере, частично в расплавленном состоянии. Данная последовательность стадий показана на схеме поточного процесса фиг.2. Кроме того, в данном случае устройство с фрикционной задержкой может включать один или несколько брусков со скругленными кромками, через которые пленку протягивают, отслеживая регулируемую форму дуги кромки, при этом температуру бруска или брусков и протяженность интервала перемещения в контакте с кромкой или кромками подстраивают, не допуская полного затвердевания Р2.
Охлаждение до состояния, в котором Р1 становится твердым, в то время как Р2 остается, по меньшей мере, частично в расплавленном состоянии, предпочтительно проводят для пленки, находящейся в опосредованном воздушной смазкой контакте с корпусом охлаждающего элемента с регулируемой температурой. Кроме того, в данном случае пленка предпочтительно должна находиться в опосредованном воздушной смазкой контакте с двумя регулирующими температуру корпусами элементов, расположенными по одному с каждой стороны пленки. Просвет между указанными корпусами нагревательных элементов предпочтительно должен быть регулируемым.
Что касается ориентирования после полного затвердевания обоих компонентов - холодного растяжения, то, по меньшей мере, первую стадию, предпочтительно проводят в том же самом продольном направлении, что и при предшествующем горячем растяжении пленки. В результате подходящего выбора условий для различных способов растяжения и необязательно в результате добавления в экструдируемую смесь мелко диспергированного материала, стимулирующего разрушение, продольное холодное растяжение предпочтительно приспосабливают к получению участков разрыва фибрилл Р1 и, в связи с таким разрывом, дополнительного ориентирования Р2 на указанных участках и в их окрестности. Таким образом, данные участки в общем случае будут линейно вытянуты под углом к направлению ориентирования. Это проиллюстрировано на фиг.8.
Данный признак используется для придания пленке и ленте или ламинатам с перекрестной укладкой слоев, полученным из пленки, улучшенных характеристик ползучести и предела текучести, ухудшая при этом способность к поглощению энергии, и данный момент будет дополнительно описан ниже в примере в связи с сопоставимыми графиками зависимости деформация/напряжение. Экспериментальные факты объясняются наличием сдерживающего действия, которое ориентированные фибриллы Р1 оказывают на развитие ориентации Р2.
Было установлено, что для того, чтобы оптимизировать комбинацию сопротивления ползучести/податливости и хорошей способности к поглощению энергии, продольное холодное растяжение предпочтительно необходимо проводить приблизительно при 50°С или при более низкой температуре, например, равной 30°С или еще более низкой. За этим может последовать тепловая обработка для проведения отжига.
После проведения продольного холодного растяжения можно реализовать поперечное холодное растяжение, предпочтительно при допущении одновременной продольной усадки. Продольной усадки предпочтительно добиваются посредством формирования поперечных гофров на пленке перед проведением поперечного растяжения, что можно осуществить при использовании рамы для растяжения и ориентирования пленки. Однако поперечное холодное растяжение необязательно можно проводить и без предшествующего продольного холодного растяжения, предпочтительно, когда пленке дают возможность усадки в продольном направлении. Кроме того, в данном случае получения усадки можно добиться посредством формирования поперечных гофров на пленке перед проведением поперечного растяжения, и это можно осуществить при использовании рамы для растяжения и ориентирования пленки.
При использовании известной технологии работы с рамой для растяжения и ориентирования пленки и при использовании известных композиций пленки было невозможно изготовить пленку с поперечной ориентацией, которая бы подходила для использования в качестве слоя в ламинатах с перекрестной укладкой слоев, пригодной для применения в обычных приложениях, причиной чему является невозможность создания подходящей комбинации сопротивления податливости/ползучести и хорошей способности к поглощению энергии. В настоящее время это решено благодаря использованию настоящего изобретения. Поэтому изготовление ламинатов с перекрестной укладкой слоев можно рационализовать - в сопоставлении с существующим изготовлением, при котором, как это отмечено во введении, используют спиральную резку продольно ориентированной рукавной пленки, таким образом, что одну пленку получают с продольной, а другую - с поперечной ориентацией, после чего обе из них ламинируют, и все это происходит в виде одного производственного процесса, поточного метода. Дополнительная информация в отношении проведения поперечного ориентирования изложена в связи с фигурами 7а, b и с.
В первом аспекте настоящего изобретения существенным является то, что полимер с более высокой температурой плавления Р1 образует фибриллы или фибрилльную сетку (окклюдированную или диспергированную фазу), окруженные полимером с меньшей температурой плавления Р2 (матрицей). В данной связи можно привести следующие руководящие принципы.
Чем меньше будет концентрация Р1, тем выше будет вероятность того, что он станет окклюдированной фазой (при неизменности других условий).
Чем выше будет вязкость расплава Р1 в сопоставлении с Р2 - в приведенных условиях истончения в расплаве - тем выше будет вероятность того, что Р1 станет окклюдированной фазой (при неизменности других признаков). Таким образом, следует отметить, что Р1 претерпевает увеличение вязкости расплава вблизи его температуры затвердевания, и авторы выявили определенные данные, свидетельствующие о том, что медленное охлаждение может преобразовать дисперсию «Р2 в Р1» в дисперсию «Р1 в Р2». Также имеется вероятность и того, что такое превращение может происходить во время кристаллизации Р1. Предпочтительно массовая доля Р1 в смеси составляет величину, меньшую 75%, более предпочтительно находящуюся в диапазоне от 5 до 60%, например, в диапазоне от 10 до 60, наиболее предпочтительно в диапазоне от 20 до 50%.
Однако тогда, когда это будет возможным, рекомендуется получать окклюдирование «Р1 в Р2», используя относительно высокие молекулярные массы для полимера Р1 для придания ему подходящей высокой вязкости расплава (например, индекса текучести расплава, равного, по меньшей мере, 0,1, предпочтительно приблизительно 0,5) или используя относительно низкие концентрации данного компонента, и после этого добиваться затвердевания обоих компонентов быстрым охлаждением (дополнительно описываемого в связи с резким охлаждением и устройствами для него) таким образом, что истонченная в расплаве структура становится фиксированной, поскольку медленное охлаждение, как представляется, приводит к получению фибрилл с более неправильной формой и поэтому с меньшей прочностью.
На всякий случай необходимо отметить, что, если изобретение используют для получения ламината с перекрестной укладкой слоев, то ламинирование можно осуществить до проведения холодного растяжения, и если подвергнутая экструдированию и горячему растяжению пленка является рукавной, то можно воспользоваться спиральной резкой, как это делают обычно (см. введение).
Второй аспект способа, в соответствии с настоящим относится к способу получения пленки или листа из термопластичного полимерного сплава, по которому получают однородную смесь полимерного материала Р1′ и полимерного материала Р2′, смесь экструдируют через мундштук, и экструдированную пленку после экструдирования подвергают растяжению, где канал для потока через мундштук включает выпускное отверстие, имеющее зазор выпускного отверстия, причем выше по потоку от выпускного отверстия помещают камеру с решеткой, включающую одну или несколько решеток, через которые проходит смесь, при этом решетка или решетки в продольных сечениях перпендикулярно основным поверхностям потока имеют, по меньшей мере, 4 близко расположенные пластины, имеющие стенки, уходящие на несколько миллиметров в направлении потока, и между пластинами - отверстия с размером, выбираемым для уменьшения в смеси среднего размера диспергированной фазы Р1′ или Р2′, при этом решетка или решетки располагаются в такой позиции в камере, в которой зазор будет шире, чем зазор указанного выпускного отверстия, причем между сеткой и выпускным отверстием мундштука камера с решеткой дополнительно включает участок уменьшения зазора, где зазор, через который протекает смесь, уменьшается, по меньшей мере, на части пути до зазора выпускного отверстия мундштука. Пластины в каждой такой решетке наклонены таким образом, что каждая образует с основной поверхностью потока смеси, поступающего на решетку, угол приблизительно между 10 и 70°. Основные пластины в каждой такой решетке являются по существу плоскими.
Предпочтительные признаки данного мундштука уже были четко описаны в связи с первым аспектом изобретения.
Для большинства вариантов использования пленочного продукта предпочтительно проводят совместное экструдирование поверхностного слоя, по меньшей мере, на одной стороне потока смеси. Это лучше всего делать перед тем, как поток встретится с решеткой или решетками, поскольку в таком случае последние могут помочь совместить смесь основного слоя и поверхностного слоя.
Независимо от первого аспекта настоящего изобретения данный второй аспект можно использовать для улучшения прочностных свойств ориентированной пленки, образованной из сплава.
Данный способ характеризуется следующими признаками: Р1′ и Р2′ являются несовместимыми в такой степени, что в конечной пленке они существуют в виде отдельных фаз, но они становятся совместимыми в степени, достаточной для практических целей, или при использовании добавки, улучшающей совместимость, или механически путем достаточного перемешивания и истончения, и Р2′ в своем ориентированном состоянии при 20°С демонстрирует модуль упругости (Е), который, по меньшей мере, на 15% меньше, чем Е у Р1′. Предпочтительно, но необязательно определенная по механическому способу температура плавления Р1′, по меньшей мере, приблизительно на 20°С превышает соответствующую величину для Р2′. Посредством регулирования условий реологии, процентных содержаний компонентов и условий перемешивания и истончения получают сплав по существу в виде дисперсии микроскопически тонких фибрилл или фибрилльной сетки Р1′, окруженных материалом Р2′, где каждая фибрилла вытягивается в основном в одном направлении и в общем случае имеет толщину, приблизительно равную или меньшую 5 мкм, предпочтительно приблизительно равную или меньшую 1 мкм, и еще более предпочтительно приблизительно равную или меньшую 0,1 мкм, и ширину, по меньшей мере, в 5 раз превышающую ее толщину. Кроме того, пленку подвергают растяжению после того, как, по меньшей мере, Р1′ затвердеет.
Пленку подвергают сильному одноосному или несимметричному двуосному ориентированию и после этого пленку ламинируют на одну или несколько изготовленных подобным или отличным образом пленок с одноосной или несимметричной двуосной ориентацией, при этом пленки размещают таким образом, что их основные направления ориентирования располагаются перекрестно друг по отношению к другу.
В результате использования методики произвольного перемешивания (поскольку такое перемешивание всегда будет реализоваться на практике) для формирования микроскопических или субмикроскопических мелких фибрилл одного полимера, окклюдированного в еще одном полимере, выступающем в роли матрицы, невозможно будет всегда придавать фибриллам размеры поперечного сечения, которые были бы однородными по их ширине, поскольку фибриллы искажают правильность форм друг друга за исключением случая очень низкой их концентрации в матрице. Это и неправильности формы, возникающие вследствие протекания кристаллизации очень мелких фибрилл, оказывают негативное влияние на прочность получающейся в результате пленки. Однако в очень плоских фибриллах данные эффекты в определенной степени сглаживаются, особенно тогда, когда сплав подвергают быстрому охлаждению, и поэтому второй аспект настоящего изобретения сам по себе обеспечивает достижение преимущества, относящегося к прочности получаемой пленки и ленты или ламинатов с перекрестной укладкой слоев, изготавливаемых из данной пленки.
В данном варианте использования второго аспекта изобретения стадию растяжения после затвердевания можно проводить в направлении, поперечном по отношению к направлению фибрилл. Предпочтительно после этого пленке дают возможность в ходе данного растяжения претерпеть усадку в направлении фибрилл. Наличие возможностей для усадки можно обеспечить путем предварительного введения в пленку мелких поперечных гофров. Данной стадии растяжения в направлении, поперечном направлению фибрилл, также может предшествовать растяжение в направлении фибрилл, когда последние находятся в твердом состоянии.
Что касается выбора полимеров для данного варианта использования второго аспекта изобретения, стимулирующего развитие прочности, то Р1', например, может состоять из пропиленовых полимеров, включая кристаллические сополимеры пропилена или гомополимер пропилена, или полиамида или полиэтилентерефталата, и Р2' может, например, в основном состоять из пропиленового сополимера или этиленового полимера, включая сополимеры этилена, предпочтительно с другими альфа-олефинами, при этом Р2' предпочтительно включает линейный полиэтилен низкой плотности.
В еще одном варианте осуществления второго аспекта изобретения, который был приведен выше, Р1' выбирают таким, чтобы он проявлял желаемые характеристики непроницаемости. Данный вариант использования дополнительно характеризуется следующими признаками:
Р1' и Р2' являются несовместимыми в такой степени, что в конечной пленке они существуют в виде отдельных фаз, но их делают совместимыми в основном для практических целей, или путем использования добавки, улучшающей совместимость, или механически путем достаточного перемешивания и истончения. Посредством регулирования условий реологии, процентных содержаний компонентов и условий перемешивания и истончения получают сплав по существу в виде дисперсии микроскопически тонких фибрилл или фибрилльной сетки Р1', окруженных материалом Р2', где каждая фибрилла в общем случае вытягивается в одном основном направлении и в общем случае имеет толщину, приблизительно равную или меньшую 5 мкм, предпочтительно приблизительно равную или меньшую 1 мкм, и ширину, по меньшей мере, в 5 раз превышающую ее толщину.
Хорошо известно, что частицы в форме хлопьев, например, порошкообразная слюда, создают эффект непроницаемости, поскольку они стимулируют диффундирование проникающих молекул газа, ароматического вещества или вредной жидкости по пути, подобному лабиринту. Однако такие частицы в форме хлопьев обычно оказывают негативное воздействие на прочность пленки, если только их концентрация и поэтому проявляемое действие не будут незначительными. Поэтому обычно характеристики непроницаемости получают при проведении совместного экструдирования, включая необязательно совместное экструдирование соединительных слоев, совместно с основным слоем пленки. Когда также требуются два слоя, предназначенные для термосварки, мундштук обычно должен быть сконструирован для не менее чем 6 слоев, или в случае, когда необходимы будут 2 непроницаемых слоя, для 9 слоев. Такие мундштуки коммерчески доступны, но дороги. При использовании второго аспекта изобретения один, два или более, чем два, обеспечивающих непроницаемость полимера - Р1'a, P1'b и тому подобное - могут быть сплавлены с основным полимером Р2' без какого-либо использования дорогостоящих соединительных полимеров. Если специальные поверхностные слои, предназначенные для термосварки, не требуются, это означает, что простой 1-компонентный мундштук будет достаточен при дополнительном оснащении описанной камерой с решеткой. Если будут необходимы поверхностные слои, предназначенные для термосварки, тогда необходимым будет мундштук для проведения 3-слойного совместного экструдирования, но в любом случае экономия капиталовложений имеет очень большое значение. Само собой разумеется, что эффект непроницаемости не будет настолько же значительным, как достигаемый при использовании дорогостоящих мундштуков, но он будет достаточно хорошим для многих целей. Примерами подходящих полимеров, обеспечивающих непроницаемость, являются:
Полипропилен или полиэтилентерефталат могут защитить ламинаты с перекрестной укладкой слоев, основой которых, главным образом, является полиэтилен, от разрушения под действием масла, найлон 6 или 66 могут сделать то же самое и также обеспечить получение непроницаемости по отношению к кислороду, а EVOH (сополимер этилена и винилового спирта) может очень эффективно обеспечить получение непроницаемости по отношению к кислороду, маслу и большинству ароматических веществ.
Наконец, как указано выше, способ, в соответствии со вторым аспектом изобретения, может быть с выгодой использован для получения пленки со вспененной структурой с мелкими ячейками, особенно предназначенной для преобразования в ленту или в ламинаты с перекрестной укладкой слоев. Данный вариант использования характеризуется следующими признаками:
Р1' и Р2' несовместимы в такой степени, что они существуют в конечной пленке в виде отдельных фаз, но для практических целей они становятся достаточно совместимыми или при использовании добавки, улучшающей совместимость, или механически путем достаточного перемешивания и истончения.
Посредством регулирования условий реологии, процентных содержаний компонентов и условий перемешивания и истончения получают сплав по существу в виде дисперсии микроскопически тонких фибрилл или фибрилльной сетки Р1', окруженных материалом Р2', при этом каждая фибрилла вытягивается в основном в одном направлении и в общем случае имеет толщину, приблизительно равную или меньшую 5 мкм, предпочтительно приблизительно равную или меньшую 1 мкм, и ширину, по меньшей мере, в 5 раз превышающую ее толщину. Пенообразователь добавляют до или во время экструдирования, при этом он является растворимым в Р2', но в общем случае не в Р1', при этом вспенивание реализуется после стадии экструдирования.
Поскольку пенообразователь в общем случае является нерастворимым в Р1', фибриллы выступают в роли добавок, обеспечивающих получение непроницаемости по отношению к пенообразователю, тем самым, они сильно стимулируют протекание эффективного вспенивания с образованием мелких ячеек. В дополнение к этому, пленку (или ленты, получаемые в результате резки пленки на узкие полоски) можно подвергнуть сильному ориентированию до, во время или после вспенивания и ее можно преобразовать в сетку расщепленных волокон, например, воздействием трения, как это известно на современном уровне техники изготовления расщепленных волокон (фибриллированной пленки).
Как уже явствует из изложенного выше, новые способы, описанные выше, можно использовать для изготовления следующих далее новых продуктов А, В и С. Все три продукта специально разработаны для использования в ламинатах с перекрестной укладкой слоев, А и С также особенно пригодны для изготовления жгутовых продуктов, продуктов из крученой нити или тканой ленты, и продукт С, кроме того, специально разработан для преобразования в продукты из расщепленного волокна (волокна из пленки).
В следующем далее описании ссылки делаются на полимеры Р1 и Р2, то есть, те, которые описаны выше в связи с первым аспектом изобретения. Однако описание относится равным образом и к смесям Р1' и Р2', и продуктам, полученным из них в соответствии со вторым аспектом.
Продукт А: известными признаками являются следующие:
Это экструдированная пленка, полученная из сплава, по меньшей мере, двух полимеров Р1 и Р2, из которых оба являются, по меньшей мере, частично кристаллическими при температуре, меньшей приблизительно 100°С, и они являются несовместимыми в такой степени, что в пленке они существуют в виде отдельных фаз, но для практических целей они становятся достаточно совместимыми или при использовании добавки, улучшающей совместимость, или механически путем достаточного перемешивания. Р2 в своем неориентированном состоянии при 20°С демонстрирует модуль упругости (Е), который, по меньшей мере, на 15% меньше, чем Е у Р1, и сплав образуется по существу в виде дисперсии микроскопически тонких фибрилл или фибрилльной сетки Р1, окруженных материалом Р2. В данной морфологии каждая фибрилла вытягивается в основном в одном направлении и в общем случае имеет ширину и толщину, где средняя величина для данных двух размеров имеет значение, приблизительно равное или меньшее 5 мкм.
Характеристическими признаками являются следующие альтернативы, которые также могут быть комбинированы:
а) фибриллы Р1 являются плоскими и в общем случае параллельными основным поверхностям пленки при толщинах, в общем случае приблизительно равных или меньших 1 мкм, и ширине, по меньшей мере, в 5 раз превышающей толщину,
b) ориентированная пленка обнаруживает участки разрыва фибрилл Р1, где данные участки характеризуются в общем случае линейной вытянутостью под углом к направлению ориентирования.
В качестве важных примеров можно привести случаи, когда Р1 может состоять из полипропилена, включая кристаллические сополимеры пропилена, или полиамида, или полиэтилентерефталата, и Р2 в основном может состоять из пропиленового сополимера или полиэтилена, включая кристаллические сополимеры этилена, предпочтительно линейного полиэтилена низкой плотности.
Для улучшения характеристик сцепления и/или модифицирования фрикционных свойств, по меньшей мере, на одной стороне слоя сплава обычно должен располагаться получаемый при проведении совместного экструдирования неосновной поверхностный слой.
Продукт В - вспененный продукт - демонстрирует нижеследующие известные признаки:
Это экструдированная пленка, получаемая из сплава, по меньшей мере, двух полимеров Р1 и Р2, из которых оба являются, по меньшей мере, частично кристаллическими при температуре, меньшей приблизительно 100°С, и они являются несовместимыми в такой степени, что в конечной пленке они существуют в виде отдельных фаз, но для практических целей они становятся достаточно совместимыми или при использовании добавки, улучшающей совместимость, или механически путем достаточного перемешивания и истончения. Сплав образуется по существу в виде дисперсии микроскопически тонких фибрилл или фибрилльной сетки P1, окруженных материалом Р2, при этом каждая фибрилла вытягивается в основном в одном направлении.
Характеристические признаки представляют собой нижеследующее:
Фибриллы Р1 являются плоскими и в общем случае параллельными основным поверхностям пленки при толщинах, в общем случае приблизительно равных или меньших 1 мкм, и ширине, по меньшей мере, в 5 раз превышающей толщину, и, кроме того, выбирают больше Р1 для проявления желательных характеристик непроницаемости, и дополнительно включают в продольном поперечном сечении перпендикулярно основным поверхностям пленки, по меньшей мере, 4 полос на изделии.
Обеспечивающий получение непроницаемости полимер Р1 может, например, состоять из EVOH или поливинилиденхлорида, включая сополимеры винилиденхлорида, или полиамида.
Для улучшения характеристик сцепления и/или модифицирования фрикционных свойств слоя сплава, по меньшей мере, на одной его стороне обычно должен располагаться получаемый при проведении совместного экструдирования неосновной поверхностный слой. Экструдированную пленку можно подвергнуть одноосному или двухосному ориентированию, и ее ламинируют на еще одну ориентированную пленку, при этом основные направления ориентирования располагаются перекрестно друг по отношению к другу.
Продукт С представляет собой ячеистую вспененную пленку, которая может быть экструдирована при использовании пенообразователя. Он характеризуется следующими новыми признаками:
Ячеистую вспененную пленку получают в результате экструдирования в присутствии пенообразователя, причем пленку получают из сплава, по меньшей мере, двух полимеров Р1 и Р2, оба из которых являются, по меньшей мере, частично кристаллическими при температурах, меньших 100°С, при этом сплав включает дисперсию микроскопически тонких фибрилл или фибрилльной сетки Р1, окруженных материалом Р2, при этом каждая фибрилла в основном вытягивается в одном направлении, и она является плоской при толщинах, в общем случае приблизительно равных или меньших 1 мкм, и ширине, по меньшей мере, в 5 раз превышающей толщину. Полученную пленку можно подвергнуть одноосному или двуосному ориентированию и ламинировать на еще одну пленку, при этом основные направления ориентирования располагаются перекрестно друг по отношению к другу.
Изобретение далее будет разъяснено более подробно со ссылкой на чертежи.
Фиг.1 и 2 представляют собой схемы технологических процессов для двух альтернативных маршрутов реализации способа, соответствующего первому аспекту изобретения.
Фиг.3а демонстрирует модификацию выпускного отверстия мундштука для проведения совместного экструдирования, которое может быть щелевым или кольцевым, при оснащении двумя сетками в форме решеток для получения более тонкой фибриллярной дисперсии и явственно плоских фибрилл. На эскизе показано сечение по линии а-а на фиг.7b.
Фиг.3b демонстрирует сечение по линии b-b на фиг.7а, и подобным образом фиг.7с демонстрирует сечение по линии с-с на фиг.7а. В случае кольцевого экструзионного мундштука на данных фигурах показаны откидывающиеся круговые сечения.
Фиг.4 очень схематично демонстрирует технологическую линию установок, соответствующую схеме технологического процесса фиг.1.
Фиг.5 представляет собой увеличенное изображение устройства с фрикционной задержкой фиг.4, и оно представлено в масштабе, который грубо соответствует половине натурального масштаба.
Фиг.6 также очень схематично демонстрирует технологическую линию установок, соответствующую схеме технологического процесса фиг.2.
Фиг.7а представляет собой схематическое изображение рамы для растяжения и ориентирования пленки, демонстрирующее предпочтительный способ поперечного «холодного растяжения».
Фиг.7b представляет модуль фиг.7а, который осуществляет формирование поперечного гофрирования.
Фиг.7с схематически демонстрирует поперечное сечение двух узких печей фиг.7а.
Фиг.8 представляет схематическое сечение пленки параллельно ее основной поверхности и демонстрирует заявленную микроструктуру с линейными участками разорванных фибрилл Р1, где Р2 обнаруживает приобретенную дополнительную ориентацию.
Фиг.9-11 демонстрируют кривые зависимостей напряжение-деформация для свойств пленок, полученных в примерах.
Фиг.12а-d демонстрируют графики, представляющие характеристики усадки при повышенных температурах для пленок, полученных в примерах.
Как указано выше, все чертежи из WO 03/033241 и описания данных чертежей также должны рассматриваться как относящиеся к настоящему изобретению.
На схеме технологического процесса фиг.1 и соответствующем чертеже технологической линии установок фиг.4 стадия 1 обычно включает получение сухой смеси полимера с более высокой температурой плавления Р1 и полимера с более низкой температурой плавления Р2, после этого перемешивание в экструдере и последующее формирование пленки (листа) в экструзионном мундштуке, где на технологической схеме непосредственно перед его выпускным отверстием имеется камера с решеткой, представленная на фиг.3а, b и с. Экструдирование обычно представляет собой совместное экструдирование, приспособленное для подачи пленки, имеющей подходящие поверхностные слои.
Если камеру с решеткой опустить, что возможно, то перед экструдированием пленки обычно будет необходимо провести отдельное перемешивание компонентов в расплавленном состоянии. Также можно проводить перемешивание и в связи с полимеризацией в виде части технологического процесса изготовления Р1 и Р2.
Существенными являются получение микроскопических или субмикроскопических поперечных размеров дисперсии Р1/Р2, которые приведены в формуле изобретения, а также преобразование Р1 в форму фибрилл или фибрилльных сеток, окклюдированных в материале Р2, а не Р2, окклюдированного в материале Р1. Условия в данной связи обсуждены в данном описании и кратко будут повторены ниже.
Схема технологического процесса фиг.1 может быть применена к пленке, экструдированной в плоской форме, а также к пленке, экструдированной в рукавной форме, в то время как технологическая линия, показанная на фиг.4, используется только для пленки в плоской форме, экструдированной из щелевого экструзионного мундштука (205). Соответствующие способы для пленки, экструдированной в рукавной форме, следуют из чертежей в WO 03/033241.
При реализации изобретения с получением плоской формы как стадию 2: истончение в расплаве, так и стадию 3: затвердевание Р1 и Р2, обе проводят с помощью тянущих и охлаждающих валков (206), (207) и (208). Их приводят в действие при одной и той же окружной скорости и охлаждают циркулирующей водой или циркулирующим маслом. Прижимной валок с резиновым покрытием (209) образует зазор с последним из охлаждающих валков (208). В том случае, если Р2 будут расплавлять еще раз (стадия 3а) без прерывания технологического процесса, то по экономическим причинам охлаждение не должно быть более сильным, чем требуется.
Брусок (210) в ходе проведения воздушной смазки прижимает экструдированную и истонченную в расплаве пленку (211). Воздушную смазку проводят с подачей через микропористый металл, который образует часть бруска, примыкающего к валку. Брусок, снабженный системой воздушной смазки, обладает двумя функциями, одна из которых заключается в предотвращении захвата воздуха между пленкой и валком (206), а другая выражается в ограничении тенденции к образованию поперечной усадки пленки, когда ее подвергают истончению. Захват воздуха на данной стадии может нарушить однородность пленки по толщине. Никаких деталей структуры бруска (210) не показано, но она будет очевидной для специалиста в области организации воздушной смазки. Ни в нагревании, ни в охлаждении ни данного бруска, ни воздуха воздушной смазки нет необходимости.
Двунаправленная стрелка (212) указывает на то, что положение бруска по отношению к валку можно регулировать. Предпочтительно имеются пружины, прижимающие брусок к валку, в то время как давление воздуха воздушной смазки действует в противоположном направлении, и просвет определяют именно натяжение данных пружин и давление воздуха. Просвет между валком (206) и бруском (210) предпочтительно должен быть меньшим 1 мм. Тем не менее, кромки пленки всегда будут становиться несколько утолщенными вследствие поперечной усадки, и перед проведением стадии 3а может оказаться необходимой обрезка 1 см или нескольких см.
Стадию 3а - плавление Р2, но не Р1 - проводят в специальной печи, состоящей из двух частей (213) и (214). Пленка (211) находится в опосредованном воздушной смазкой контакте с обеими. В сечении каждая часть печи, которая примыкает к пленке, состоит из микропористого металла, остальной части, образованной из сплошного металла, оснащенной одной канальной системой для распределения воздуха и одной канальной системой для обогревания под действием циркулирующего горячего масла. Канальные системы в данном случае не показаны, но подобные канальные системы показаны на фиг.1-5 в WO03/033241. Температуру поверхности каждой части печи, которая примыкает к пленке (211), точно контролируют. Нагревание под действием циркулирующего масла можно заменить электрическим нагреванием. Воздух можно нагревать предварительно, но обычно его температуру будут точно регулировать, пропуская его через микропористый металл без какого-либо предварительного нагревания.
Двунаправленные стрелки (215) указывают на то, что просвет между двумя частями печи можно регулировать благодаря их взаимному перемещению, что будет оптимизировать нагревание и действие воздушной смазки. Также и в данном случае регулирование предпочтительно проводят при использовании пружин, на которые воздействует регулируемое напряжение. Существуют две причины для использования двух частей печи (213) и (214) вместо только одной (213). Одна заключается в обеспечении наиболее эффективного нагревания, другая состоит в предотвращении формирования на пленке продольного гофрирования в результате действия определенного продольного растяжения, которое будет происходить на расположенном дальше по потоку краю части (213), где пленка будет наиболее горячей. При отсутствии другой части печи (214) данное растяжение будет сопровождаться поперечной усадкой, что будет приводить к определенному формированию гофрирования на расположенном раньше по потоку краю части (213). Еще один, но менее эффективный способ противодействия образованию гофрирования заключается в изготовлении микропористой поверхности или поверхностей, которые находятся в контакте с пленкой, слегка скругленными, например, имеющими радиус кривизны, равный 1-2 мм, и на фиг.4 это также указано.
Специальная печь, состоящая из частей (213) и (214), соответствует блоку для тонкого регулирования температуры (117) фиг.3-5 из WO03/033241, относящемуся к горячей вытяжке рукавной пленки. Однако для реализации способа, представленного на схеме поточного процесса, показанного на фиг.1, данные фиг.3-5 из WO03/033241 должны быть дополнены подходящим устройством «задержки» в промежутке между блоком резкого охлаждения (116) и блоком тонкого регулирования температуры (117). Данное устройство задержки должно демонстрировать контролируемое фрикционное сопротивление для того, чтобы внести свой вклад в регулирование соотношения между истончением в расплаве (стадия 2) и горячим растяжением (стадия 5). Каждое устройство задержки для рукавного варианта реализации настоящего изобретения можно сконструировать или в виде блока (118) или так, как это показано на фиг.6, в обоих случаях ссылаясь к WO03/033241.
Кроме того, в связи с экструдированием в рукавной форме по настоящему изобретению можно сказать, что в данном случае не существует какой-либо тенденции к образованию на пленке гофров, когда она перемещается через микропористые части, поскольку рукавная форма не допускает этого образования, но с целью эффективного регулирования температуры выгодным будет еще и проведение нагревания/охлаждения от металлических блоков с регулируемой температурой по обеим сторонам пленки и при наличии воздушной смазки по обеим сторонам. В том случае, если поверхности данных блоков будут коническими (см., например, элемент тонкого регулирования температуры 117 на фиг.4 из WO03/033241), то регулирование просвета в печи можно осуществить путем осевого перемещения одной из данных частей печи.
Ключевым элементом в способах растяжения, а именно, при горячем растяжении (стадия 5), в ходе которого Р1 находится в твердом кристаллическом состоянии, а Р2 находится, по меньшей мере, частично в расплавленном состоянии, является фрикционная задержка, осуществляемая под действием растягивающих брусков (216) и (217), показанных приблизительно в натуральном масштабе на фиг.5 (на формате А4). Пленка касается только участков кромок (218) и (219) каждого бруска, и данные участки кромок являются скругленными с радиусом кривизны в несколько мм. Положения брусков можно взаимно регулировать, о чем свидетельствуют двунаправленные стрелки (220) и (221).
Бруски выдерживают при температуре, которая будет по возможности более высокой, но не вызывающей настолько прочного прилипания пленки, которое будет препятствовать ее плавному прохождению через бруски. Зачастую это означает, что температура брусков должна быть ниже температуры плавления материала на поверхностях пленки. С другой стороны, Р2 в основном массиве пленки должен оставаться, по меньшей мере, частично в расплавленном состоянии и предпочтительно обеспечивать возможность повторного нагревания затвердевших поверхностных участков, достаточного для повторного плавления Р2 на данных участках, когда пленка покинет брусок (219). Регулирование температуры брусков, которое заключается в охлаждении, за исключением момента пуска в действие, происходит в результате циркуляции воды или масла (устройства не показаны).
Горячее растяжение осуществляют под действием тянущих валков (222 и 223), которые имеют привод. Прижимной валок с резиновым покрытием (224) образует зазор со вторым тянущим валком (223). Валки (222 и 223) представляют собой стальные валки с водяным охлаждением, которые обеспечивают затвердевание Р2 (стадия 6).
Стадию 7 - холодное растяжение, то есть, ориентирование в то время как и Р1, так и Р2 находятся в твердом состоянии, можно провести в продольном или поперечном варианте или в виде комбинации обоих. На Фиг.4 показано продольное холодное растяжение. Предпочтительно, когда пленка покидает валик 224, ее выдерживают при несколько повышенной температуре, например, приблизительно при 50°С. Ее тянут охлажденные валки, имеющие привод, (225 и 226). Прижимной валик с резиновым покрытием (227) образует зазор со вторым валком, имеющим привод, (226). Ориентирование происходит, когда пленка проходит через растягивающий брусок и покидает его (228). Он имеет полуострую кромку, например, скругленную с радиусом кривизны, приблизительно равным 0,5 мм, через которую протягивают пленку. Поворотом бруска вокруг центральной оси, которая обозначена на чертеже, трение можно варьировать.
Схема технологического процесса фиг.2 и соответствующий чертеж технологической линии устройств фиг.6 демонстрируют альтернативный путь реализации первого аспекта изобретения. Он заключается не в обеспечении сначала затвердевания обоих компонентов с последующим проведением повторного плавления Р2, а в непосредственном переходе от стадии 2 - истончения в расплаве - через стадию 2а - контролируемую задержку - к стадии (3а), где Р1 затвердевает, в то время как Р2 остается в расплавленном состоянии.
В случае работы с плоской пленкой, что продемонстрировано на фиг.6, контролируемую задержку (стадия 2а), в ходе которой в то же самое время происходит регулируемое истончение в расплаве, в удобном варианте можно проводить при помощи охлажденного валика (206). Его охлаждают для того, чтобы предотвратить прилипание пленки, но охлаждение не должно быть настолько сильным, чтобы затвердела существенная часть пленки. Поэтому пленка двигается в контакте с валком на очень коротком интервале, например, 1-2 см. Ее прижимают к валку (206) при помощи бруска, снабженного системой воздушной смазки, (210), который в общем случае подобен бруску (210) фиг.4, но существенным является создание такой структуры, чтобы поверхность, которая обращена к пленке, была не шире, чем приблизительно 5-10 мм. Данное устройство можно нагревать для того, чтобы не допустить избыточного охлаждения пленки во время проведения данной стадии.
Несмотря на то, что стадия 3а фиг.2 относится к затвердеванию Р1 при сохранении Р2, по меньшей мере, частично в расплавленном состоянии, а стадия 3а фиг.1 относится к плавлению Р2 при сохранении Р1 в твердом состоянии, обе стадии предпочтительно проводят, используя по существу идентичное устройство, а именно, описанные части печи (213) и (214). Все последующие стадии также могут быть идентичными.
Маршрут, представленный на фиг.1, обычно будет приводить к получению наиболее правильных по форме фибрилл Р1 благодаря быстрому охлаждению, но он может быть использован только, когда вязкость расплава Р1 будет достаточно высокой в сопоставлении с вязкостью расплава Р2, и/или если концентрация Р1 будет достаточно невелика. В противном случае маршрут, представленный на фиг.2, будет предоставлять больше возможностей для получения желаемой морфологии фибрилл Р1 в Р2, поскольку (как указано выше) было обнаружено, что медленное охлаждение может привести к инверсии структуры «Р2 в Р1» в структуру «Р1 в Р2».
На фиг.3а, b и с в мундштуке основной поток, содержащий дисперсию Р1 в Р2, увеличивается в объеме, например, от толщины, приблизительно равной 2,5 мм, до толщины, приблизительно равной 20 мм, и после этого при совместном экструдировании наносят два неосновных поверхностных слоя, которые выбирают, например, для улучшения сцепления, способности к термосварке и/или фрикционных свойств.
Композитный поток, образованный из 3 слоев, в камере с решеткой с глубиной 20 мм проходит через две сетки, подобные решеткам, (301) и (302), каждая толщиной в несколько мм (например, 5-10 мм), части которых показаны на фиг.3b и 3с, соответственно. Каждая включает массив пластин (303) и (304), каждая из которых имеет толщину, например, приблизительно равную 1 мм, и располагается, например, приблизительно на расстоянии 1 мм от другой. Сетки (301) и (302) представляют собой зеркальные изображения друг друга, так что поток при их прохождении претерпевает воздействие сдвига наиболее эффективным образом.
Непосредственно после сетки (302) поток сжимают до толщины, например, равной 2,5 мм, что удобно для его выхода из мундштука для проведения совместного экструдирования. Таким образом, дисперсия полимера в полимере становится дополнительно истонченной с получением желаемых конечных размеров поперечного сечения каждой фибриллы, и одновременно полосы на изделии, образованные пластинами (303) и (304), становятся сглаженными, в общем случае образующими угол с основными поверхностями пленки приблизительно между 10 и 15°. Последующие способы растяжения обычно будут доводить данный угол до приблизительно 1° или менее. Данные полосы на изделии зачастую можно обнаружить на конечной пленке, например, обработкой поперечного сечения пленки растворителем, который растворяет Р2, но не Р1. Например, если Р1 представляет собой полипропилен, а Р2 представляет собой ЛПЭНП, то полосы на изделии будет выявлять 30-минутная обработка ксилолом при 90°С.
После проведения такой обработки поперечные размеры плоских фибрилл могут быть также исследованы путем сканирующей электронной микроскопии. При обращении к конечной пленке, которая прошла через весь технологический процесс, показанный на фиг.1, было обнаружено, что легко получать толщины фибрилл, которые в среднем будут менее 0,1 мкм, но, само собой разумеется, характеризуясь распределением по случайному закону, и соответствующие ширины, которые в общем случае будут превышать толщины более чем в 10 раз.
В одном варианте осуществления, в котором Р1 представляет собой гомополипропилен, а Р2 представляет собой ЛПЭНП, было обнаружено, что выделить ЛПЭНП при помощи растворителя практически невозможно, за исключением очень тонких областей вблизи от основных поверхностей и более заглубленных областей от неосновных поверхностей у исследуемого образца. Это объясняется явно выраженной плоскостностью фибрилл, что заставляет молекулы ЛПЭНП диффундировать через лабиринт перед тем, как они смогут попасть на основную поверхность и подвергнуться экстрагированию. По этим же причинам пленка может демонстрировать вполне хорошие характеристики непроницаемости, если будет использоваться камера с решеткой, включающая данные решетки.
В противоположность этому, было обнаружено, что под действием растворителя было легко выделить почти весь ЛПЭНП при сохранении полипропиленовых фибрилл на месте, если из экструзионного мундштука удалить камеру с решеткой, и последующие микроскопические исследования выявили только незначительную степень плоскостности фибрилл.
Решетку или решетки можно изготовить и с формами, отличными от тех, что представлены на чертежах, то есть, при наличии пластин, расположенных под углом к направлению потока, а не параллельно ему, но форма, приведенная на иллюстрации, обладает тем преимуществом, что полосы на изделии становятся почти параллельными с основными поверхностями изготовленной пленки, и, кроме того, решетку или решетки можно относительно легко почистить.
Если сохранить форму решетки, показанную на фиг.3b и с, то тогда можно сказать, что достигаемая плоскостность фибрилл будет зависеть от количества стенок, которые можно будет насчитать в продольном сечении перпендикулярно основным поверхностям потока, таком как а-а на данных чертежах. Предпочтительно данное количество не должно быть меньшим 4; на чертеже оно равно 6.
Фиг.7а, b и с демонстрируют предпочтительные способ и устройство для поперечного растяжения после затвердевания как Р1, так и Р2, необязательно с предшествующим продольным растяжением при нахождении Р1 и Р2 в подобных состояниях, при этом оба технологических процесса называются холодным растяжением. Целью является изготовление пленки в основном с одноосной поперечной ориентацией, предназначенной для последующего ламинирования с нанесением пленки, подвергнутой в основном одноосному продольному растяжению. Обычный способ с использованием рамы для растяжения и ориентирования пленки является не очень подходящим в данном случае, отчасти потому, что для него требуются относительно высокие температуры растяжения, и отчасти потому, что затруднительно ограничивать степень растяжения. Для того чтобы получить у ламинатов с перекрестной укладкой слоев полностью удовлетворительные прочностные свойства, обеспечивающие поглощение энергии, температура растяжения предпочтительно должна быть ниже, например, приблизительно 50°С, а степень ориентации должна быть далекой от крайнего предела.
Для того чтобы сделать поперечную ориентацию в общем случае одноосной, на пленке сначала формируют мелкое гофрирование, что сделает возможной ее продольную усадку во время поперечного растяжения. Данная технологическая стадия обознается как «заталкивание между резиновыми лентами» - см. панель на фиг.7а, и она показана на фиг.7b. Пленку (211) подают в зазор между двумя валками (229 и 230), и опорой для нее служат две замкнутые резиновые ленты (231 и 232). Пленка подается в гофрированной форме из зазора между двумя валками (233 и 234). Первую пару ременных шкивов (229 и 230) приводят в действие при окружной скорости, которая значительно превышает соответствующую величину для второй пары ременных шкивов (233 и 234), например, превышает приблизительно в два раза. Соотношение между скоростями можно регулировать. Таким образом, две резиновые ленты становятся растянутыми, когда они покидают зазор между второй парой ременных шкивов (233 и 234), и возвращаются к менее растянутому состоянию, когда они покидают зазор между первой парой ременных шкивов (229 и 230). Поскольку ленты транспортируют пленку, пленка заталкивается (становясь поперечно гофрированной) в промежуток между лентами (231 и 232). Степень гофрирования обычно необходимо регулировать таким образом, чтобы она соответствовала тенденции к образованию продольной усадки во время поперечного растяжения.
Перед проведением процесса заталкивания пленку можно пропустить через пару валков с поверхностями, находящимися в зацеплении, которые будут постадийно растягивать пленку в продольном направлении и, таким образом, формировать более тонкие линии, проходящие в поперечном направлении. Расстояние между такими линиями может быть, например, равным приблизительно 0,5-3 мм. Даже небольшая степень постадийного продольного растяжения будет способствовать получению равномерного гофрирования, и, кроме того, было обнаружено, что зоны продольного растяжения могут выступать в роли инициаторов поперечного растяжения.
Как только гофрированная пленка покидает устройство заталкивания, ее кромки захватывают крепежные зажимы в замкнутых цепях рамы для растяжения и ориентирования пленки (см. схематический эскиз фиг.7а), которая может относиться к обычно используемой конструкции рамы для растяжения и ориентирования пленки.
Конструкция печи является новой. В известных рамах для растяжения и ориентирования пленки печь, которая нагревает пленку посредством горячего воздуха, покрывает практически всю поверхность пленки в ходе всего процесса растяжения и ориентации в раме. Новая концепция печи или печей для рамы для растяжения и ориентирования пленки схематически продемонстрирована на фиг.7а, а ее поперечное сечение подробно показано на фиг.7b. Печь состоит из двух частей (235/236 и 237), изготовленных из микропористого металла, каждая из которых имеет несущие части (239 и 240), изготовленные из плотного металла. Компонент (235) и часть (237) нагревают до подходящей регулируемой температуры растяжения, например, 50°С, при помощи электрических нагревательных элементов (241). Через каналы (242) между частями 235/236 и 237, с одной стороны, и несущими частями (239 и 240), с другой, распределяют сжатый воздух. Компонент (236) не нагревают, и воздушная смазка при подаче через него будет обеспечивать охлаждение, в то время как воздушная смазка при подаче через каналы соседних деталей (235) и (237) будет обеспечивать нагревание.
Нагретый компонент (235) изолируют от охлаждающего компонента (236) при помощи теплоизолирующей стенки (246) из плотного материала. Охлаждающий компонент (236) располагается на той стороне каждой печи, которая обращена к ближайшей к ней цепи рамы для растяжения и ориентирования пленки.
Просвет между компонентами (235) и (237) можно регулировать, о чем свидетельствуют двунаправленные стрелки (243). Регулирование может представлять собой простое задание расстояния или его можно провести при помощи пружин с регулируемым натяжением. Предпочтительный просвет между (235) и (237) составляет приблизительно от 0,5 до 2 мм. На фиг.7с показана пленка, поступающая в печь в гофрированной форме (244) с правой стороны и покидающая печь после растяжения и ориентирования на раме с растянутыми гофрами (245) с левой стороны.
В печи обычно используемой рамы для растяжения и ориентирования пленки пленку растягивают одновременно по всей ее ширине, и для того, чтобы эту операцию провести равномерно, необходима достаточно высокая температура, которая в общем случае не соответствует случаю изготовления ламинатов с перекрестной укладкой слоев. При использовании настоящих конструкций, в которых параметры надлежащим образом согласованы друг с другом, растяжение и ориентирование на раме происходит в пределах очень узкой зоны - зоны шейкообразования - обычно с шириной только несколько мм или менее, расположенной на каждом из охлаждающих компонентов (236) показанных двух узких печей. Вследствие наличия воздушной смазки пленка движется через печи по бесфрикционному механизму, в то время как зона шейкообразования постепенно распространяется от позиции, близкой к каждой из цепей с крепежными зажимами, в направлении к середине пленки. Таким образом, вся пленка между узкой печью и ближайшей цепью (за исключением узкой зоны вблизи цепи) будет полностью подвергнута поперечному растяжению вплоть до заданной степени вытяжки, в то время как пленка между двумя узкими длинными печами не будет подвергнута поперечному растяжению вовсе. На расположенном ниже по потоку конце двух узких длинных печей вся пленка в общем случае будет равномерно растянута.
Если условия растяжения будут заданы надлежащим образом, то зона шейкообразования, как указано выше, будет располагаться на охлаждающем элементе. Следствием этого будет то, что степень растяжения лучше можно будет ограничить, что в общем случае желательно при изготовлении ламинатов с перекрестной укладкой слоев для целей сохранения возможности последующего растяжения при ударных воздействиях (ударе) на конечный продукт.
Как должно быть понятно, описанный способ с использованием рамы для растяжения и ориентации пленки не ограничивается для использования в изобретении, как определено в формуле изобретения, но он представляет собой наилучший известный авторам способ использования изобретения при изготовлении ламинатов с перекрестной укладкой слоев. В качестве дополнительного аспекта изобретения предлагается способ поперечного растяжения пленок при наличии гофрирования с использованием компоновки печи, описанной выше, и устройства для нее.
Следует дополнительно отметить, что морфология, получаемая при использовании изобретения, а именно, ориентированные фибриллы Р1 в общем случае в неориентированной или подвергнутой только холодному растяжению матрице Р2, как было обнаружено, оказывает стабилизирующее воздействие на способ с использованием рамы для растяжения и ориентирования пленки.
Структуру, показанную на фиг.8, которая в принципе иллюстрирует заявленный внутренний разрыв фибрилл Р1 на участках поперечного растяжения и соответствующее дополнительное растяжение Р2 на данных участках, можно непосредственно наблюдать после удаления Р2 с помощью растворителя, при условии, что плоскостность фибрилл является незначительной, но, как указано выше, значительная плоскостность, получаемая при использовании камеры с решеткой, делает удаление Р2 практически невозможным. В данном случае исследование структуры затруднительно, но может быть проведено путем анализа многих сечений, последовательно срезаемых с использованием микротома параллельно ориентации фибрилл и перпендикулярно основным поверхностям пленки.
Изобретение также относится к устройству для осуществления новых способов. В одном аспекте предложено новое устройство для экструдирования термопластичного материала, включающее мундштук, имеющий выпускное отверстие, через которое протекает расплавленный материал, и средства растяжения для растяжения материала после того, как он будет экструдирован, по меньшей мере, в две стадии, на первой из которых материал подвергают продольному растяжению первым средством для растяжения при высокой температуре, и на второй из которых материал подвергают продольному растяжению вторым средством для растяжения при меньшей температуре, включающее также средства для охлаждения экструдируемого материала в промежутке между двумя средствами для растяжения, при этом указанные средства для охлаждения включают фрикционное устройство, скомпонованное для обеспечения контакта с экструдируемым материалом, характеризующееся тем, что дополнительно включает средства для растяжения вниз по потоку от указанного второго средства для растяжения и дополнительные средства охлаждения в промежутке между указанным вторым средством для растяжения и указанным дополнительным средством для растяжения.
В еще одном аспекте новое устройство для экструдирования термопластичного материала, включающее мундштук, имеющий выпускное отверстие, через которое протекает расплавленный материал, и средства растяжения для растяжения материала после того, как он будет экструдирован, по меньшей мере, в две стадии, на первой из которых материал подвергают продольному растяжению первым средством для растяжения при высокой температуре, и на второй из которых материал подвергают продольному растяжению вторым средством для растяжения при меньшей температуре, включает также средство для охлаждения экструдируемого материала в промежутке между двумя средствами для растяжения, при этом указанное средство охлаждения включает фрикционное устройство, скомпонованное для обеспечения контакта с экструдируемым материалом, характеризующееся тем, что выше по потоку перед выпускным отверстием имеется камера с решеткой, включающая одну или несколько решеток, через которые проходит экструдат, при этом решетка или решетки располагаются в той позиции в камере, в которой зазор будет шире, чем зазор указанного выпускного отверстия, причем между решеткой или решетками и выпускным отверстием мундштука камера с решеткой дополнительно включает участок уменьшения зазора, где зазор уменьшается, по меньшей мере, на части пути до зазора выпускного отверстия.
В еще одном аспекте новое устройство включает блок резкого охлаждения выше по потоку от фрикционного устройства, мимо которого проходит экструдируемый поток, и который охлаждают под действием потока охлаждающей среды, проходящего через его внутреннее пространство. Устройство может дополнительно включать средство нагрева между средством резкого охлаждения и фрикционным устройством для регулируемого нагревания материала. Средство нагрева включает пару фиксированных нагревательных модулей, расположенных на противоположных сторонах экструдируемого материала.
В еще одном аспекте новое устройство дополнительно включает охлаждающий модуль, по меньшей мере, на одной стороне материала, ниже по потоку от нагревательных модулей, при этом указанный охлаждающий модуль оснащают каналом для пропускания охлаждающего воздуха, предпочтительно в котором указанный канал через текучую среду сообщается с поверхностью модуля, обращенной к экструдируемому материалу, благодаря изготовлению охлаждающего модуля из микропористого металла.
Предпочтительные признаки нового устройства вытекают из приведенного выше описания.
Следующий далее пример иллюстрирует конкретную пленку, полученную при реализации изобретения, и ее анализ.
Пример
Цели: При использовании смесей полипропилена (Р1) и ЛПЭНП (Р2) целями является демонстрация эффектов изобретения в отношении нижеследующего:
а) что значительная молекулярная ориентация сохраняется тогда, когда пленку нагревают до температуры в диапазоне температур плавления Р2 и Р1,
b) что значительное улучшение предела текучести при растяжении и характеристик ползучести достигается без ухудшения при этом прочностных свойств, которые соотносятся с поглощением энергии,
с) что заявленная морфология, включающая очень плоские тонкие фибриллы Р1, получается при использовании описанной камеры с решеткой (фиг.3а, b и с),
d) что может быть получена морфология с разорванными фибриллами, которая эскизно показана на фиг.8. Полагают, что это является основой для улучшений, приведенных в b).
Исследованные полимерные смеси: Р1 представляет собой сополимер полипропилена (ПП), имеющий определенную по механическому способу температуру плавления 160°С и индекс текучести расплава 0,5 согласно измерениям в условиях, обычно используемых для ПП.
Р2 представляет собой ЛПЭНП с величиной d=0,92 и индексом текучести расплава 1,00 согласно измерениям в условиях, обычно используемых для ЛПЭНП.
Испытанию подвергали следующие смеси:
20% ПП+80% ЛПЭНП,
33% ПП+67% ЛПЭНП,
50% ПП+50% ЛПЭНП.
Общая информация об экспериментальных способах получения: Их осуществляли в виде медленного способа в лабораторном масштабе или небольшом полупромышленном масштабе. «Медленный» с тем, чтобы сделать возможным измерение температуры непосредственно на пленке при помощи термопары и более простым проведение регулировок.
После сухого смешивания два полимера смешивают в расплаве и экструдируют с использованием небольшого экструдера с планетарной системой шнеков, сконструированного для экспериментальных целей. Процесс продолжали с использованием щелевого экструзионного мундштука, оканчивающегося выпускным отверстием шириной 2,5 мм и длиной 300 мм. Мундштук, который предназначен для проведения не совместного экструдирования, а однокомпонентного экструдирования, поставляли вместе с камерой с двумя решетками, образованными пластинами, в общем случае как показано на фиг.3а, b и с. Непосредственно до и после решеток и в узком пространстве между ними камера имела высоту 20 мм. Пластины в решетках располагались под углом 60° к основным поверхностям потока, каждая из них имела толщину 1,0 мм, и расстояние между соседними пластинами составляло также 1,0 мм.
За некоторыми исключениями, приведенными ниже, процесс проводили по маршруту, показанному на фиг.1 и фиг.4. Маршрут прерывали, как показано на фиг.1, и после каждого прерывания проводили сматывание пленки. Вслед за первым прерыванием смотанную пленку еще раз пропускали через валки (206), (207), (208) и (209), которые затем использовали для задержки вместо растягивания.
Для того чтобы сделать возможными непосредственные измерения температур пленки при помощи термопары, верхнюю часть (219) удаляли, но не допускали избыточного гофрирования пленки при прохождении ею печи благодаря использованию скругленной поверхности (213) с радиусом 2500 мм (но 1000 мм по двум концам). Устройство с фрикционной задержкой имело форму, показанную на фиг.5, с радиусом 0,2 мм.
Холодную вытяжку (холодное растяжение) проводили при 20°С примитивным способом путем растягивания узких образцов с длиной, приблизительно равной 15 см, в лабораторном устройстве, сконструированном для проведения испытания на растяжение.
Данные, касающиеся способа: Все температуры указывали в °С.
Температура расположенного ниже по потоку конца экструдера: 240-250°С.
Температура расплава на входе в мундштук: 215-220°С.
Температура мундштука: 220°С.
Температура валков (206), (207) и (208) в случае их использования после экструдирования: 10°С.
Толщина пленки после фильерной вытяжки (истончения) в расплаве: 0,3-0,35 мм.
Скорость пленки после фильерной вытяжки в расплаве: 1,6 м/мин.
Скорость пленки на входе на стадию горячего растяжения: 0,785 м/мин. Температура валков (206), (207) и (208) в случае их использования для задержки перед проведением горячего растяжения: 115-120°С.
Степень горячей вытяжки: 3,00:1 согласно регулированию установок для скорости: только несколько % усадки после релаксации.
Температуры горячего растяжения: для каждой композиции проводили два испытания. В одном испытании, обозначаемом как «горячая вытяжка при 130°С», температура пленки непосредственно перед растягивающим бруском (216) составляла 130-140°С, и температура пленки непосредственно после растягивающего бруска (217) составляла 128-135°С.
В еще одном испытании, обозначаемом как «горячая вытяжка при 115°С», температура пленки непосредственно перед растягивающим бруском (216) составляла 118-123°С, и температура пленки непосредственно после растягивающего бруска (217) составляла 110-120°С.
Две серии испытаний с проведением холодного растяжения: в обеих сериях температура 20°С. В одной серии степень вытяжки 1,50:1, в другой - 2,00:1, обе степени измеряли в состоянии релаксации.
Исследования морфологии с использованием сканирующего электронного микроскопа.
Исследовали экземпляры 2 различных образцов. Один состоял из 33% ПП и 67% ЛПЭНП, а другой содержал по 50% обоих полимеров. В каждом случае пленку подвергали горячему растяжению при степени вытяжки 3,00:1 и холодному растяжению при степени вытяжки 2,00:1.
Задача заключалась в выделении растворением практически всего количества ЛПЭНП, и для этой цели несколько образцов обрабатывали при 90°С ксилолом в течение приблизительно 5 часов, при этом в качестве опоры для них использовали тонкие металлические сетки, по одной на каждой стороне образца. Однако вследствие наличия эффекта непроницаемости, обусловленного присутствием плоских фибрилл ПП, извлекалось очень небольшое количество ЛПЭНП. Исследования одной из основных поверхностей с увеличением в диапазоне 500-10000 раз продемонстрировали структуру плоских фибрилл, в общем случае имеющих толщину, приблизительно равную 0,05-0,1 мкм, и ширину, приблизительно в 10-20 раз превышающую их толщину.
За данными исследованиями следовало изучение поперечных сечений и продольных сечений. Образцы фиксировали в зажимах при расположении исследуемого сечения на уровне поверхностей зажимов. При такой фиксации их обрабатывали в течение 30 минут теплым ксилолом при 90°С. После этого по способу СЭМ была выявлена морфология, и приведенные выше размеры были подтверждены. Микрофотографии продольных сечений также продемонстрировали поперечные сечения участков, где фибриллы ПП были разорваны (см. эскизно представленное на фиг.8). Данные области проявлялись на микрофотографиях в виде отверстий. Они имели ширину, которая в среднем составляла несколько микрон, и толщину, в среднем равную приблизительно 1 мкм.
Испытания для определения связи деформация/напряжение
Данные испытания проводили для образцов каждой из композиций: 20% ПП, 33% ПП и 50% ПП. Графики зависимостей деформация/напряжение записывали в виде фиг.9а-с, 10а-с и 11а-с. Для каждой композиции график зависимости деформация/напряжение получали для образцов, подвергнутых растяжению в условиях, которые приведены в нижеследующей таблице.
«Непосредственно после экструдирования» обозначает наматывание на бобину после истончения в расплаве и перед горячей вытяжкой. «130°С» обозначает горячее растяжение при степени вытяжки 3,00:1, когда ЛПЭНП явно находится в расплавленном состоянии, приблизительно при 130°C. «115°С» обозначает горячее растяжение при степени вытяжки 1,50:1, когда ЛПЭНП находится в полутвердом состоянии, приблизительно при 115°С. «1:1» обозначает отсутствие холодного растяжения. «1,5:1» обозначает растяжение при 20°С при степени вытяжки 1,50:1. «2:1» обозначает растяжение при 20°С при степени вытяжки 2,00:1. Испытания проводили только для одного образца из каждой комбинации в условиях, приведенных в левой колонке. Скорость относительного удлинения устанавливали очень низкой, а именно, соответствующей относительному удлинению 50% в минуту.
В случаях, когда пленку сначала подвергали «горячей вытяжке» или приблизительно при 130°С, или приблизительно при 115°С, и после этого «холодной вытяжке» при степени вытяжки, равной или 1,5:1, или 2:1, явление текучести проявляется очень необычным образом, особенно, с учетом низкой скорости. Как можно видеть из графиков, имеет место широкий диапазон эластичности, а именно, вплоть до относительного удлинения 22-30%, и в пределах данного диапазона характеристики пленки довольно хорошо описываются законом Гука. Выше предела упругости натяжение плавно увеличивается, и все еще существует широкий диапазон относительного удлинения перед тем, как образец разорвется. Насколько известно авторам, подобное поведение пленки пластика неизвестно. Обычно будет наблюдаться нерезкое и очень сильно зависящее от скорости изменение с переходом от упругой к постоянной остаточной деформации, или, если пленка была подвергнута высокой степени ориентирования, при испытании для нее непосредственно после упругого удлинения будет наблюдаться разрушение.
Значения предела упругости и усилия при пределе текучести, приведенные в таблице, определяли по графикам простой геометрической интерполяцией, как это видно из фигур.
Для того чтобы непосредственно проверить, являются ли значения, приведенные в таблице как «предел упругости», на самом деле таковыми, каждый из образцов, которые демонстрировали высокие значения данной характеристики, подвергали удлинению вплоть до уровня, на 2% меньшего значения, полученного из графика, выдерживали при данном относительном удлинении в течение приблизительно 30 секунд и снова давали ему возможность релаксировать. После этого он возвращался к своей первоначальной длине.
Авторы полагают, что данная форма графика зависимости деформация/напряжение представляет собой результат присутствия микроструктуры, показанной на фиг.8, в которой имеется подвергнутый в высшей степени чрезмерному растяжению ЛПЭНП на тех участках, на которых фибриллы ПП были разорваны, в то время как ЛПЭНП был подвергнут намного меньшему растяжению по сравнению с ПП за пределами данных участков. Изменение с переходом от упругой к постоянной остаточной деформации означает, что начинает развиваться разрушение фибрилл ПП. Очень резкое изменение с переходом от упругой к постоянной остаточной деформации будет проявляться в виде высокого сопротивления ползучести.
Испытание для определения усадки
Образцы, которые подвергали испытаниям для определения связи деформация/напряжение (за исключением образцов «непосредственно после экструдирования»), также подвергали испытаниям для определения свободной усадки при постепенном нагревании от несколько повышенных температур до 180°С, при этом показания начинали считывать при 90°С.
Испытанию подвергнуты были также три образца (20% ПП, 33% ПП и 50% ПП), которые не были подвергнуты горячей вытяжке, но были подвергнуты холодной вытяжке при степени вытяжки 3,00:1 при 20°С. Результаты испытаний приведены на фиг.12а-d.
Испытание проводили на нагретой металлической пластине типа используемых для определения температур плавления. Температуры измеряли на поверхности пластины при помощи термопары. Образцы прижимали к пластине предметным стеклом (изготовленным для микроскопии). Пластину, образцы и предметное стекло тщательно смазывали тальком. Испытания всегда проводили одновременно для двух экземпляров одного образца, и величины усадки, приведенные на графиках, представляли собой средние значения для показаний для двух экземпляров.
Все графики на фиг.12b-d показывают усадку для двух различных образцов - одного, подвергнутого горячей вытяжке приблизительно при 130°С, то есть, когда ЛПЭНП явно находился в расплавленном состоянии, и одного, подвергнутого горячей вытяжке при 115°С, то есть, когда ЛПЭНП находился в полутвердом состоянии. «Холодная вытяжка 1:1» означает полное отсутствие холодного растяжения.
Все графики показывают наличие трех различных участков, один ниже температуры плавления ЛПЭНП, второй в интервале между данной температурой плавления и температурой плавления ПП, и третий выше температуры плавления ПП.
Исследование усадки для образца, содержащего 20% ПП, на фиг.12а показало, что на втором участке имеет место практически нулевая усадка, что свидетельствует о том, что усилия усадки, создаваемые молекулами ЛПЭНП в диапазоне от 90° до 120°, по существу устраняли ориентацию молекул ПП. Для соответствующих образцов, содержащих 33% ПП и 50% ПП, результат был не совсем, но почти таким же. Таким образом, вся молекулярная ориентация, которая вносит существенный вклад в прочность, выше температуры плавления ЛПЭНП утрачивается. У ПП остается определенная степень ориентации в расплаве, что вызывает появление существенной усадки выше температуры плавления ПП, но поскольку это только ориентация в расплаве, она не может внести существенного вклада в прочность.
На каждом из девяти двойных графиков, представленных на фиг.12b-d, усадку пленки, которая была подвергнута горячей вытяжке при температуре несколько выше температуры плавления ЛПЭНП, можно непосредственно сопоставить с соответствующими величинами для подобной пленки, подвергнутой горячей вытяжке при температуре, несколько меньшей указанной температуры плавления.
Именно усадка, возникающая при нагревании от 125°С до 160°С, рассматриваемая в отношении длины образца при 125°С, указывала на то, насколько большая ориентация остается в ПП, когда ЛПЭНП утратил всю свою ориентацию. Во всех случаях ясно, что образец, который был подвергнут горячей вытяжке выше температуры плавления ЛПЭНП, в данном отношении превосходит образец, который был подвергнут горячей вытяжке ниже данной температуры плавления.

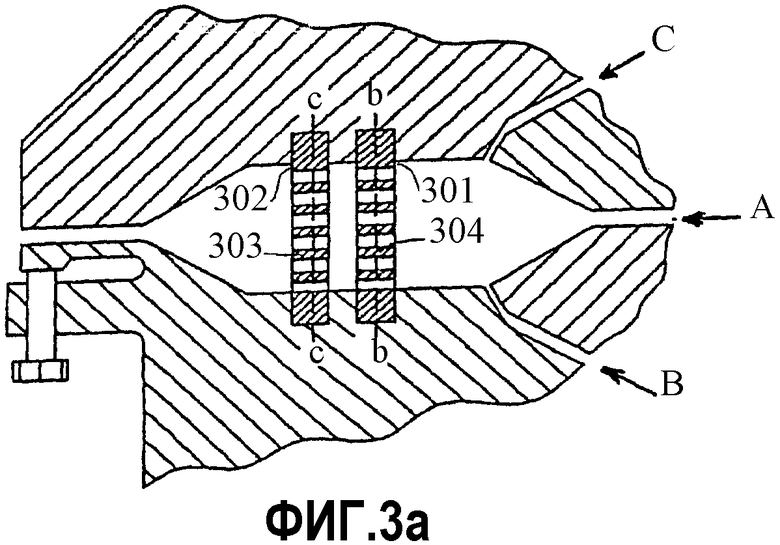





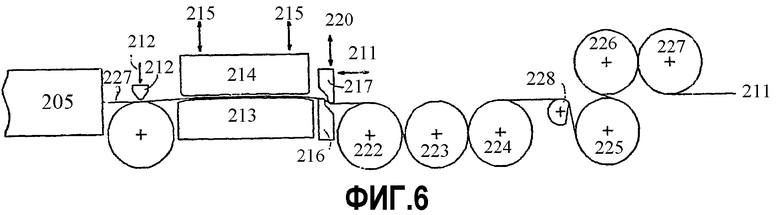




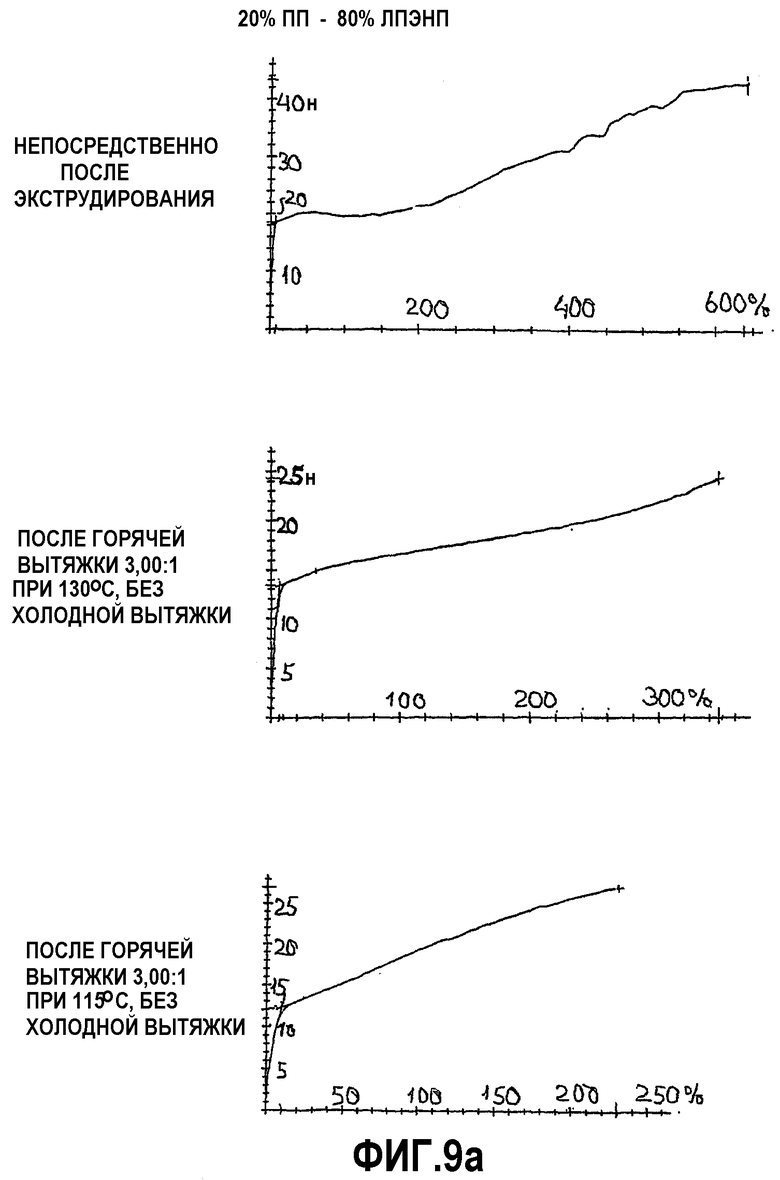

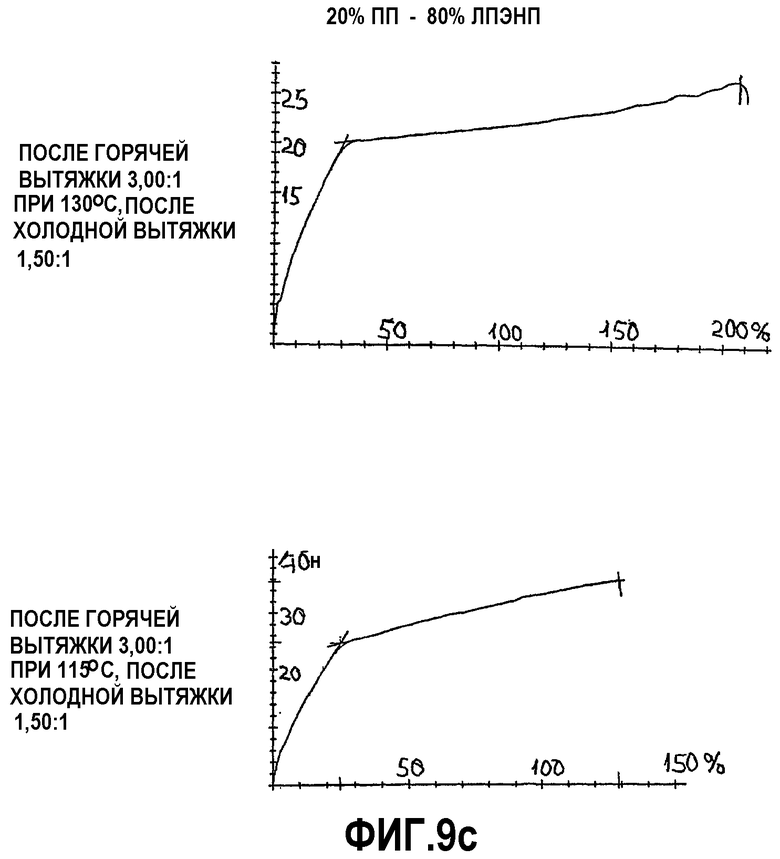


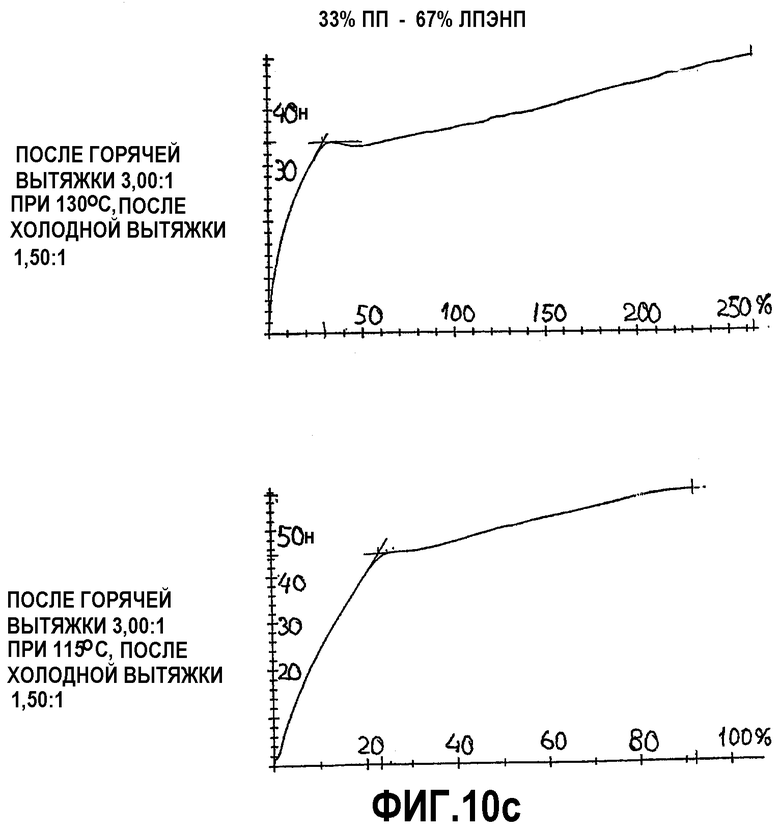
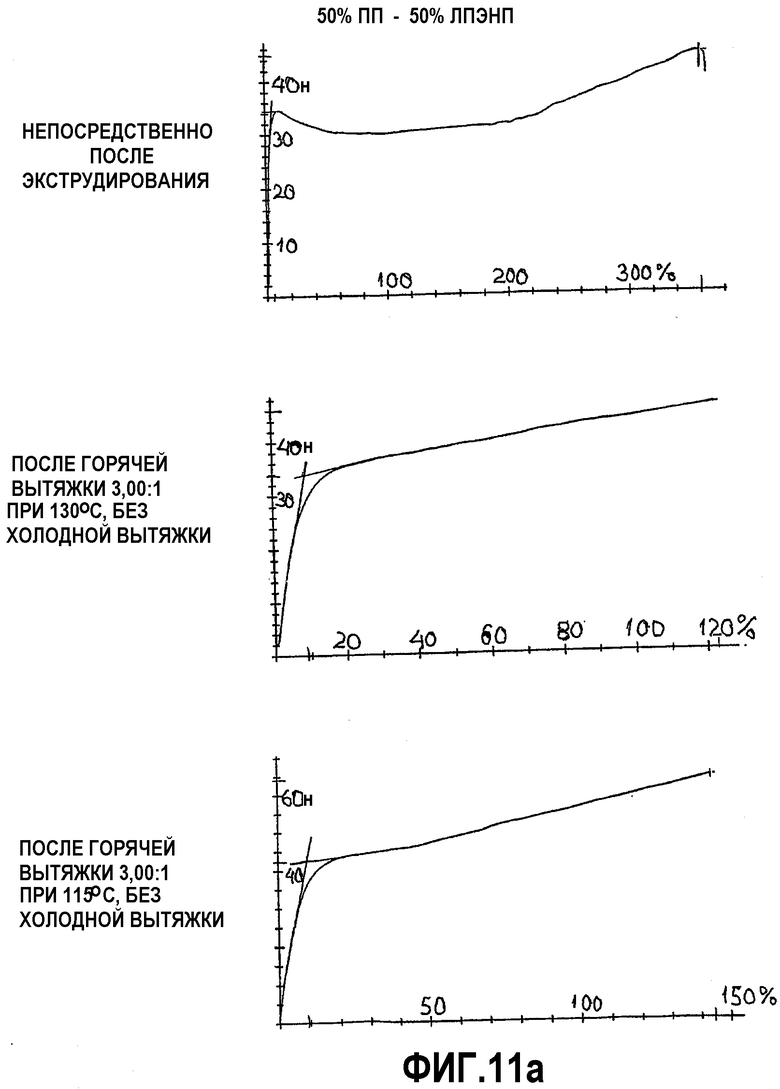
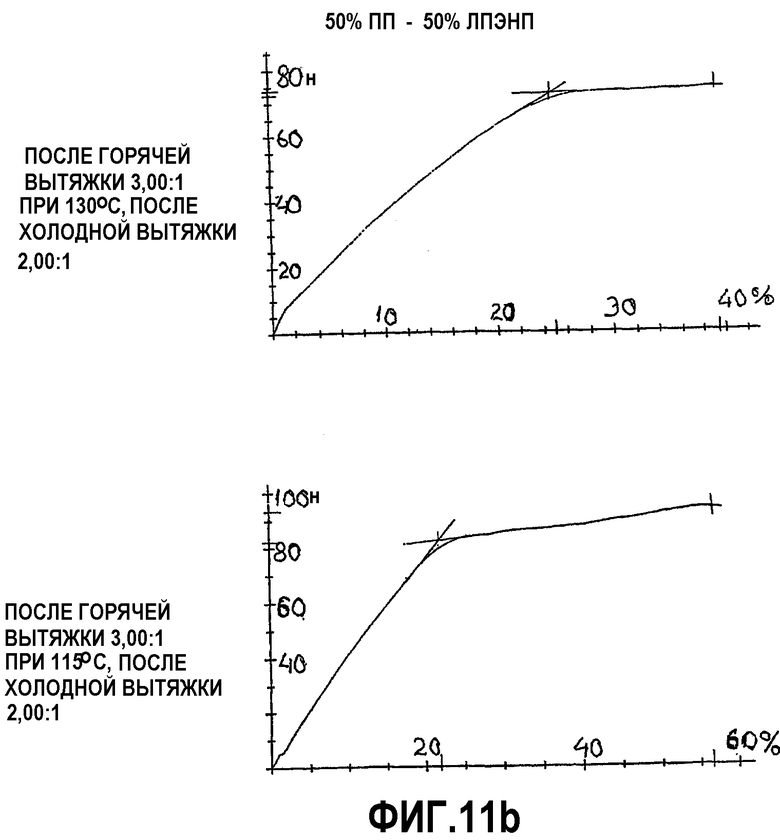
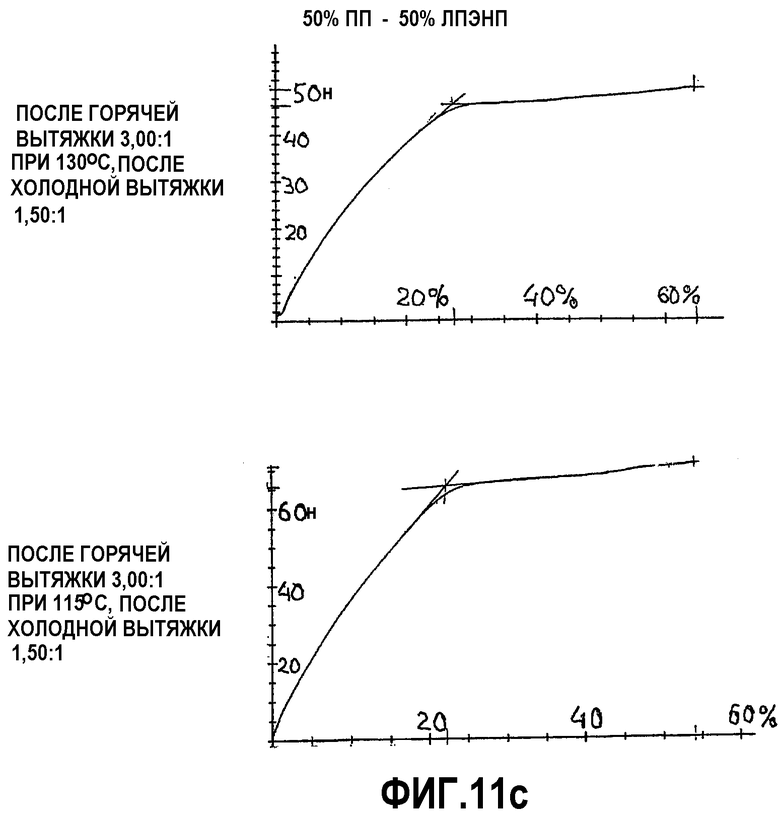
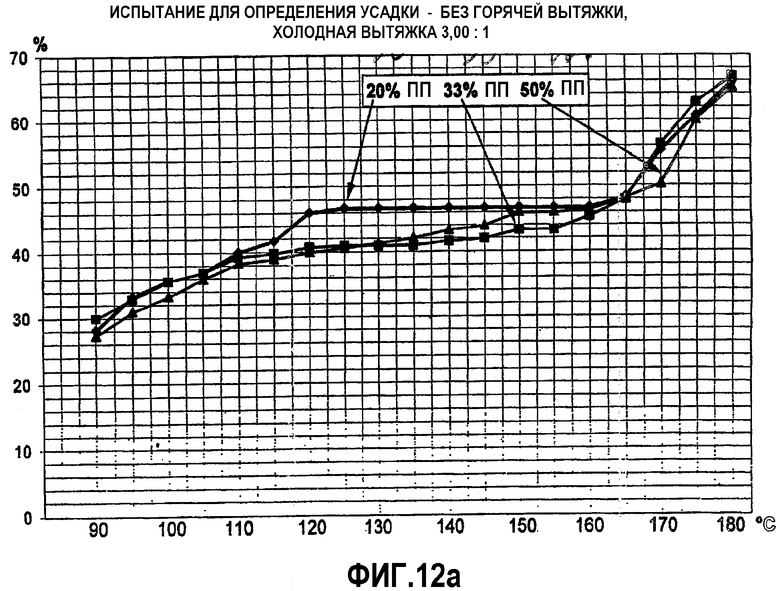

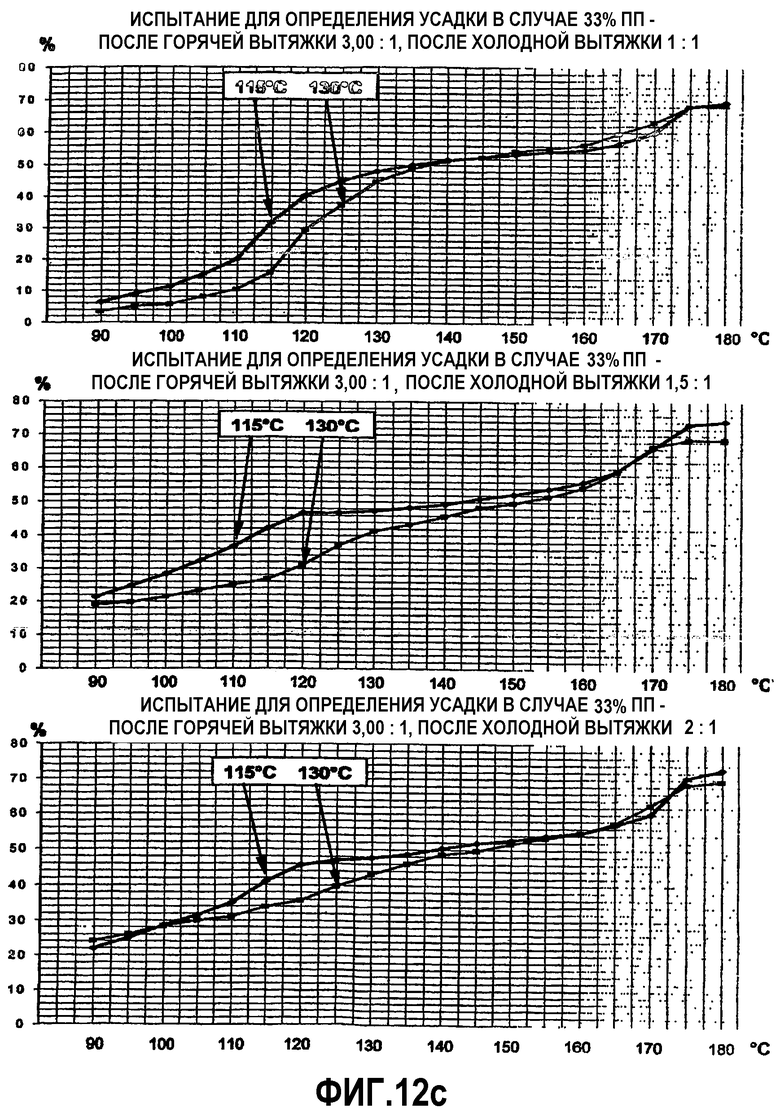

Изобретение относится к новым, ориентированным морфологиям, к специальному типу ориентации в полимерном сплаве и используется для пленки, используемой для ламинирования с перекрестной укладкой слоев, и для пленки, используемой для изготовления жгутовых материалов, материалов из крученой или тканой ленты. Смесь двух частично несовместимых полимеров экструдируют с получением пленки в таких условиях, что сплав в смеси включает фибриллы, в основном вытягивающиеся в одном направлении. При этом ширина и толщина каждой фибриллы характеризуются средним значением, меньшим 5 мкм, причем фибриллы формируют из полимерного компонента, отличающегося более высокой температурой плавления, и фибриллы окружены матрицей второго полимера, модуль упругости которого меньше. Получения специальной морфологии добиваются путем размещения решеток в камере с решетками выше по потоку перед выпускным отверстием экструзионного мундштука и проведения после этого горячего растяжения при температуре, при которой полимер с более высокой температурой плавления находится, по меньшей мере, частично в кристаллическом состоянии, и холодного растяжения, при котором оба полимера по существу находятся в твердом состоянии. Вторую стадию - холодного растяжения - проводят в условиях, приводящих к получению относительного удлинения при разрыве при 20°С, по меньшей мере, равного 25%. Результатом является возможность получения пленки, которая при получении ламинатов с перекрестной укладкой слоев характеризуется высокой стойкостью к ударным нагрузкам. 8 н. и 89 з.п. ф-лы, 25 ил., 1 табл.
а) фибриллы Р1 являются плоскими и в общем случае параллельными основным поверхностям пленки при толщинах, в общем случае приблизительно равных или меньших 1 мкм, и ширине, по меньшей мере, в 5 раз превышающей толщину, и/или
b) ориентированная пленка демонстрирует участки разрыва фибрилл Р1, где данные участки характеризуются в общем случае линейной вытянутостью под углом к направлению ориентирования.
| СЕПАРАТОР ДЛЯ РАЗДЕЛЕНИЯ ЭМУЛЬСИЙ | 2003 |
|
RU2262989C2 |
| ВСПЕНЕННЫЕ ПРОКЛАДКИ, ПОЛУЧАЕМЫЕ ИЗ ГОМОГЕННЫХ ОЛЕФИНОВЫХ ПОЛИМЕРОВ | 1997 |
|
RU2179563C2 |
| RU 94028276 A1, 20.06.1996 | |||
| СПОСОБ ВЫТЯГИВАНИЯ НЕПРЕРЫВНОГО ПОЛИМЕРНОГО ЛИСТОВОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2042514C1 |
| WO 9314928 A1, 05.08.1993. | |||

