Изобретение относится к способу и устройству для формирования продольно ориентированной рукавной пленки. Более конкретно значительная степень такой ориентации обеспечивается с помощью кольцевого фрикционного средства, расположенного между круговым выходным отверстием кольцевой экструзионной головки и вытяжным средством (валками, лентами и т.п.), которое отводит рукав от экструдера, когда пленка находится в расплавленном или полурасплавленном состоянии.
Изобретение касается производства ламинатов (слоистых пластиков) с перекрестным расположением слоев, т.е. ламинатов, состоящих из двух или более пленок, каждая из которых имеет одноосную ориентацию, или же двухосную ориентацию, но при доминировании одного направления, и которые ламинированы с (доминирующими) направлениями ориентации, пересекающими друг друга. На практике этого можно добиться, придав рукавной пленке в целом одноосную ориентацию, разрезав ее по спирали для формирования полотна с асимметричной ориентацией и сложив два или более полотна с ориентацией, поперечной относительно друг друга. В ламинат может также быть включено полотно, имеющее по существу продольную ориентацию.
С другой стороны или дополнительно косая ориентация может быть получена при нахождении в основном в расплавленном состоянии путем скручивания рукавной пленки при ее отводе от экструзионной головки.
Согласно уровню техники ламинированная пленка с перекрестным расположением слоев описана в международной публикации WO-A- 93/14928.
Более точно способ, являющийся предметом изобретения, касается способа формирования рукавной ориентированной пленки путем экструзии потока по меньшей мере одного расплавленного термопластического материала из кольцевой экструзионной головки, при этом в ходе процесса поток, выходящий из кольцевой экструзионной головки, охлаждается и ориентируется по меньшей мере в продольном направлении в то время, когда он остается все еще частично расплавленным, так что продольная ориентация создается посредством тянущего усилия, создаваемого между выходным отверстием и движущимся вытяжным средством.
В ходе процесса оставшийся все еще частично расплавленным поток на своем пути между выходным отверстием и вытяжным средством проходит и находится во фрикционном контакте с кольцевым устройством (далее - фрикционным устройством), и сила трения, создаваемая этим контактом, может меняться контролируемым образом, не предусматривающим регулирования температуры потока или натяжения потока при его контакте с устройством.
Способ и устройство такого типа известны из патента DE-A-4308689. Настоящее изобретение обеспечивает получение продольной ориентации в основном в расплавленном состоянии, и поперечную ориентацию в основном в «диапазоне кристаллизации», посредством чего происходит усиление эффекта раздувания с целью получения поперечной ориентации. В этом отношении технология отклоняется от задачи настоящего изобретения, заключающейся в получении продольной ориентации. Однако, в патенте DE-A-4308689 описан кольцевой вкладыш в пузырь, который обязательно, хотя и не преднамеренно, за счет трения о пленку способствует ее продольной ориентации. Имеется кольцевое сопло, окружающее этот кольцевой вкладыш и обеспечивающее дутье в направлении рукава и вкладыша. На этом этапе рукав находится в диапазоне кристаллизации. Эти устройства предназначены для отделения первой части пленки - пузыря, от остальной части, так что рукав может раздуваться с усилием за счет избыточного давления в пузыре, когда термопластический материал приведен в диапазон кристаллизации. В то же время давление в пузыре поддерживается на уровне, близком к давлению окружающей среды в зоне, где материал остается полностью расплавленным, так что удается избежать поперечного растягивания.
В дополнение к представленному в DE-A-4308689 усиленному наружному воздушному охлаждению имеется внутреннее воздушное охлаждение в пузыре вкладыша. Оно будет также охлаждать вкладыш, однако не описано никакого средства, позволяющего контролировать температуру вкладыша. Трение между экструдированным рукавом при заданной температуре вкладыша и при заданном давлении в пузыре ниже вкладыша, вероятно, может регулироваться количеством воздуха, вдуваемого в направлении рукава, в то время как последний проходит вкладыш, однако до сих пор нигде ничего не упоминалось о таком контроле трения.
Патент, выданный приблизительно в 1975 г. организации Dutch Van Leer или одному из ее подразделений (автор настоящего изобретения на момент подачи заявки не имел возможности идентифицировать его дополнительно), касается продольной ориентации экструдированного рукава в твердом состоянии на оправке внутри рукава, в то время как последний отводится от экструзионной головки.
Однако этот способ оказывается очень трудно реализовать на практике из-за стягивающих усилий, развивающихся при вытягивании сплошной пленки и стремящихся удержать пленку плотно на оправке.
В заключение следует отметить, что оправки внутри экструдированного рукава широко используются для калибровки рукава. В качестве примеров можно указать патенты GB-A-2112703 и ЕР-А-0285368.
Настоящее изобретение относится к способу формирования рукавной ориентированной пленки из по меньшей мере одного термопластического материала с диапазоном кристаллизации путем экструдирования потока по меньшей мере одного расплавленного термопластического материала через круглую экструзионную головку, когда поток, покидающий круглое выходное отверстие в головке, охлаждают и ориентируют по меньшей мере в одном продольном направлении, который остается по меньшей мере частично расплавленным, причем продольная ориентация создается посредством тянущего усилия, создаваемого между выходным отверстием экструзионной головки и движущимся вытяжным средством, а остающийся все еще частично расплавленным поток на своем пути между выходным отверстием и вытяжным средством проходит и находится во фрикционном контакте с кольцевым устройством, при этом фрикционное устройство, которое размещают или внутри пузыря, ограниченного рукавным потоком, или снаружи пузыря, охлаждаемого изнутри посредством текучей охлаждающей среды таким образом, чтобы ввести его поверхность в контакт с потоком, имеющим регулируемую температуру, при этом настройка усилия трения при фрикционном контакте может варьироваться посредством другого контроля, чем регулирование температуры потока или натяжения потока во время его контакта с устройством, причем температура поверхности фрикционного устройства и трение адаптируют с тем, чтобы получить между фрикционным устройством и вытяжным средством дополнение к продольной ориентации, в то время как температура потока остается в диапазоне кристаллизации или несколько превышает его, так что полученная рукавная пленка обладает способностью к усадке.
Способность к усадке предпочтительно обладает коэффициентом не менее чем приблизительно 4, как показывают испытания на усадку, выполненные при верхнем предельном значении температуры плавления экструдированной пленки, т.е. пленка, будучи нагрета до температуры проведения испытания на усадку, сжимается в продольном направлении до четверти своей длины или меньше.
После выхода из фрикционного устройства рукавной пленке обеспечивается возможность сжатия в поперечном направлении во время продольного растяжения, или же давление воздуха внутри пузыря может способствовать сохранению пузыря, или же даже способствовать сильному раздуванию рукава для получения поперечной ориентации. Такое раздувание обычно требует принятия определенных предосторожностей, которые будут упомянуты далее.
Использование настоящего изобретения, как описано выше, позволяет с особой точностью отрегулировать продольную ориентацию и/или сделать ее особенно устойчивой. Это имеет значение для ряда применений, в особенности для использования в ламинатах с перекрестным расположением слоев.
Для достижения особенно выраженной ориентации расплава вариант реализации изобретения отличается тем, что основная часть ориентации имеет место, когда полимерный материал или материалы частично расплавлены и частично кристаллизованы. Предпочтительно в процессе этой ориентации по меньшей мере 5% полимерного материала или материалов должны быть кристаллизованы. Таким образом, поток полимера может преимущественно содержать смесь двух совместимых или приведенных к совместимости полимеров, и основная часть ориентации при этом должна происходить в то время, когда один полимер преимущественно находится в кристаллическом состоянии, а другой преимущественно в расплавленном состоянии.
В другом варианте осуществления настоящего изобретения трение между фрикционным устройством и пленкой регулируют посредством воздушной смазки воздухом, который подается под давлением через отверстия во фрикционном устройстве или через микропористый металл, образующий по меньшей мере часть поверхности, которая соприкасается с пленкой.
С другой стороны, трение можно регулировать путем приложения к потоку всасывающего усилия против фрикционного устройства. Таким образом, всасывающее усилие может быть приложено через микропористый металл, или же поверхность, с которой соприкасается поток, может иметь желобчатую поверхность, причем желоба идут по кругу вокруг оси экструдера. В желобках при этом создается регулируемое пониженное давление.
Тянущее усилие на фрикционном устройстве может отслеживаться и использоваться с помощью средств обратной связи для регулирования повышенного или пониженного давления, определяющего трение, с помощью которого регулируется степень ориентации.
В случае, если экструдируемая рукавная пленка обладает большой толщиной и/или выполнена из полимера с особенно большим молекулярным весом, температура поверхности фрикционного устройства может находиться на уровне или превышать температуру плавления пленки. Однако такая ситуация является исключительной, и обычно это устройство должно иметь температуру, которая, при совместной экструзии пленки, когда поверхностный слой с низкой температурой плавления находится со стороны, обращенной к этому устройству, даже ниже диапазона плавления этого поверхностного слоя, так как в противном случае будет очень трудно добиться фрикционного, но при этом плавного скольжения пленки по фрикционному устройству. Это означает, что длительность контакта должна быть настолько короткой, что затвердеет только очень тонкий поверхностный слой, в то время как основная масса пленки сохраняет температуру, близкую к заданной температуре растяжения. Тонкий затвердевший слой будет вновь полностью или частично плавиться, когда он покидает фрикционное устройство, под воздействием тепла из внутренней области пленки.
Для того чтобы добиться особенно выраженной ориентации с фрикционным регулированием, температура пленки во время растягивания должна удерживаться в диапазоне кристаллизации или несколько выше его, как это уже сказано выше. При таких обстоятельствах обычно пленка должна эффективно охлаждаться перед тем, как дойти до фрикционного устройства. Такой вариант реализации изобретения отличается тем, что перед фрикционным устройством расположена по существу кольцевая, цилиндрическая или коническая часть (далее - часть резкого охлаждения), установленная для охлаждения пузыря изнутри или снаружи. Поток проходит мимо нее и соприкасается с ней обычно без трения или с низким трением, что обеспечивается воздушной смазкой через микропористый металл или через отверстия. Эта часть охлаждается изнутри посредством текучей охлаждающей среды и ее температура поддерживается на уровне, достаточно низком для того, чтобы отводить по меньшей мере половину тепла, необходимого для того, чтобы снизить температуру потока до величины, нужной для ориентации.
Перед фрикционным устройством, но ниже части резкого охлаждения, если такая часть используется, расположена часть (далее - часть точного регулирования температуры), аналогичной конструкции части резкого охлаждения, но приспособленной для точного регулирования средней температуры потока.
В следующей последовательности части устройства расположены близко друг к другу или соединены между собой соединениями с низкой передачей тепла:
а) часть экструзионной головки, образующая одну сторону выходного отверстия,
в) часть резкого охлаждения в случае ее наличия,
с) часть точного регулирования температуры в случае ее наличия,
d) фрикционное устройство.
Все части устройства в этой последовательности расположены с одной стороны пузыря, изнутри или снаружи.
Предпочтительным способом достижения равномерного и эффективного охлаждения рукавной пленки сразу же на выходе из головки является ориентация потока относительно выходного отверстия под углом не менее 20° к оси головки, с направлением движения, указывающим в направлении от оси или по направлению к ней, и последующая встреча с охлаждающей частью, расположенной рядом с выходным отверстием или соединенной с частью экструзионной головки, образующей одну сторону выходного отверстия. (Конечно, канал, образующий выходное отверстие, должен при этом также образовать узел под углом около 20° или более с осью головки). Охлаждающая деталь должна быть описанной выше частью резкого охлаждения, в случае ее наличия, или же также описанной выше частью точного регулирования температуры, в случае ее наличия, или же фрикционным устройством. Значительная часть зоны, в которой поток проходит к упомянутой части, должна быть закруглена при виде в осевом направлении, так что пленка постепенно поворачивается по меньшей мере под углом 20° в направлении к оси головки по мере ее движения над этой частью или этим узлом частей.
Такая компоновка выхода из экструзионной головки может быть получена с большим удобством, когда выходное отверстие головки расположено или на наружной периферийной поверхности головки, или же, если головка имеет центральную полость, ограниченную внутренней периферией, расположена на внутренней периферийной поверхности головки. Это также является очень практичной компоновкой в отношении начальной части экструзии, поскольку оказывается легче удержать расплавленную массу и подавать ее на охлаждающие и контролирующие температуру кольцевые части.
При этом предпочтительно, чтобы поток покидал головку под углом 90° или близким к 90° относительно оси. При этом дополнительное преимущество заключается в возможности регулирования зазора выходного отверстия от места к месту, как это обычно имеет место в плоских головках. Для достижения этого по меньшей мере одна сторона выходного отверстия может быть определена кромкой, достаточно гибкой для того, чтобы допустить различную регулировку зазора выходного отверстия от места к месту. Для этого могут использоваться простые механические устройства типа нажимных-отжимных винтов или более сложных устройств, известных из конструкции плоских экструдеров.
Следует отметить, что периферическая экструзия известна, например, из патентов США №2769200, №2952872, №3079636 и №3513504. Назначением периферической экструзии в данных патентах является достижение высокой степени раздува без повреждения пленки. В этих патентах не описано использование кольцевого устройства для изменения направления, в котором перемещается пленка, от поперечного к более осевому, но в них описаны средства настройки на выходном отверстии.
Как упоминалось ранее, рукавная пленка может сжиматься по окружности во время продольного вытягивания, когда ее отводят от фрикционного устройства, таким образом можно добиться по-настоящему одноосной ориентации - или же она может, за счет внутреннего давления, сохранять свой диаметр или даже раздуваться под воздействием относительно большого избыточного давления, и, таким образом, можно добиться значительной поперечной ориентации в дополнение к продольным составляющим ориентации. Для того чтобы избежать избыточного давления, воздействующего на рукавную пленку, можно перед выходом последней из фрикционного устройства принять следующие меры:
Если фрикционное устройство находится внутри пузыря, часть воздуха, находящегося в потоке перед тем, как последний достигнет фрикционного устройства (далее воздух 1), отсекается от воздуха, который содержится в потоке после того, как последний покидает фрикционное устройство (далее воздух 2), и воздух 2 находится под давлением, которое значительно выше давления окружающей атмосферы, в то время как давление воздуха 1 удерживается приблизительно на уровне давления окружающей атмосферы. Если фрикционное устройство находится снаружи пузыря, создается замкнутое пространство между экструдером и фрикционным устройством для воздуха, окружающего пузырь, и давление воздуха внутри пузыря удерживается на уровне, значительно превышающем уровень давления окружающей среды, в то время как наружное давление внутри замкнутого пространства приблизительно соответствует давлению внутри пузыря.
Как было подчеркнуто выше, особенно важной областью применения изобретения является производство ламинатов с перекрестным расположением слоев. Для этой и некоторых других применений пленка, выходящая из головки, обычно должна представлять собой совместный экструдат из двух, трех или более слоев, например из основного слоя в середине, обеспечивающего прочность, и из тонких ламинирующих и/или термосваренных слоев на одной или обеих поверхностях. Для производства ламинатов с перекрестным расположением слоев параметры процесса должны быть такими, чтобы приспособить рукавную пленку с ориентацией, преимущественно продольной, или следовать спиральной направленности рукава. Для получения преимущественно спиральной или «винтовой» ориентации может быть обеспечено вращение между первым концом, который содержит вытяжное средство, и вторым концом, который содержит экструзионную головку с фрикционным устройством, частью резкого охлаждения (в случае ее наличия), и частью точного регулирования температуры (в случае ее наличия).
Изобретение также относится к устройству для экструдирования термопластического материала, состоящее из кольцевой головки с круглым выходным отверстием, через которое вытекает расплавленный материал, и из движущегося вытяжного средства для придания продольного натяжения рукаву материала, экструдированному через головку, так что материал становится ориентированным в продольном направлении, оставаясь частично расплавленным, и из расположенного между выходным отверстием и вытяжным средством кольцевого фрикционного устройства, предназначенного для контакта с потоком термопластического материала или снаружи, или изнутри рукава, при этом фрикционное устройство содержит средства, позволяющие регулировать трение между потоком и устройством, которое охлаждается изнутри текучей охлаждающей средой, проходящей через полость, расположенную внутри фрикционного устройства, за счет чего изменяется натяжение между вытяжным средством и фрикционным устройством, чтобы вносить управляемое дополнение к продольной ориентации.
Поверхность фрикционного устройства, по которой проходит поток материала, снабжено отверстиями или выполнено из микропористого металла для внутреннего или наружного прохождения воздуха.
Устройство согласно изобретению содержит вакуумный насос для обеспечения внутреннего потока воздуха к фрикционному устройству через отверстия или микропористый металл.
Поверхность фрикционного средства имеет желобчатый вид, причем желоба проходят по кругу вокруг оси экструдера.
Устройство согласно изобретению содержит средство, предназначенное для измерения натяжения, приложенного на фрикционном устройстве для использования этого измерения для контроля трения между потоком и фрикционным устройством.
Перед фрикционным устройством расположена по существу кольцевая, цилиндрическая или коническая часть резкого охлаждения, причем поток проходит мимо нее и соприкасается с ней обычно без трения или с низким трением, причем часть охлаждается изнутри посредством текучей охлаждающей среды для того, чтобы отводить по меньшей мере половину тепла, необходимого для того, чтобы опустить температуру потока до величины, нужной для ориентации.
При этом часть резкого охлаждения снабжена средствами воздушной смазки, чтобы смазывать проход потока по поверхности, которое содержит отверстия или микропористый металл на поверхности части резкого охлаждения и компрессор для создания потока воздуха, проходящего через эти отверстия или микропоры.
Перед фрикционным устройством и ниже части резкого охлаждения, при ее наличии, расположена по существу кольцевая, коническая или круглая цилиндрическая деталь точного регулирования температуры, причем поток проходит мимо нее и соприкасается с ней обычно без трения или с низким трением, причем часть охлаждается или нагревается изнутри посредством текучей среды для точного регулирования средней температуры потока.
Последовательно расположенные детали соединяются между собой соединениями с низкой передачей тепла, причем все детали располагаются или внутри, или снаружи пузыря следующим образом: часть экструзионной головки, образующая одну сторону выходного отверстия, часть резкого охлаждения, в случае ее наличия, часть точного регулирования температуры, в случае ее наличия, фрикционное устройство.
Экструзионная головка размещена так, что поток экструдированного материала выходит из выходного отверстия под углом не менее 20° к оси головки, с направлением движения, в сторону от оси головки или по направлению к ней, причем устройство, расположенное непосредственно после выходного отверстия, которое является частью резкого охлаждения, частью точного регулирования температуры или фрикционным устройством, имеет закругленный профиль, при виде в осевом направлении, так что поток материала постепенно поворачивается вокруг этого закругленного профиля, изменяя направление по меньшей мере на 20°.
Выходное отверстие экструзионной головки может быть расположено на наружной периферийной поверхности головки или на внутренней периферийной поверхности головки.
Фрикционное устройство может быть расположено внутри пузыря или снаружи пузыря.
Предпочтительно, поток покидает головку под углом 90° или близким к 90° относительно оси.
Устройство согласно изобретению содержит средство, отсекающее пространство внутри рукава перед фрикционным устройством от пространства внутри рукава, расположенного после фрикционного устройства, и средство для создания повышенного давления воздуха в пространстве, расположенном после фрикционного устройства.
Устройство согласно изобретению также содержит средство, отсекающее пространство между головкой и фрикционным устройством, средство для создания повышенного давления воздуха в закрытом пространстве и средство, отсекающее пространство внутри пузыря от окружающей атмосферы с созданием в пузыре давления воздуха, превышающего атмосферное давление.
Экструзионная головка может обеспечивать совместное экструдирование по меньшей мере двух термопластических материалов.
Вытяжное средство выполнено с возможностью поворота относительно экструзионной головки и фрикционного устройства.
Устройство согласно изобретению содержит средство для резания рукава за вытяжным средством для формирования полотна с асимметричной доминирующей направленностью ориентации и средство наложения двух таких полотен таким образом, чтобы их доминирующие направления ориентации пересекали друг друга.
Далее изобретение будет описано более подробно со ссылкой на чертежи, на которых показаны изображения в разрезах, выполненных по оси кольцевой экструзионной головки.
На фиг.1 показана последняя часть соэкструзионной головки с присоединенным фрикционным устройством, на котором изгибается пленка во время ее отвода. Экструзия является наружно периферийной и осуществляется через выходное отверстие в наружной периферии головки;
На фиг.2 показана внутри периферийная экструзия по внутренней периферии головки, которая имеет широкую трубчатую полость вокруг ее центра;
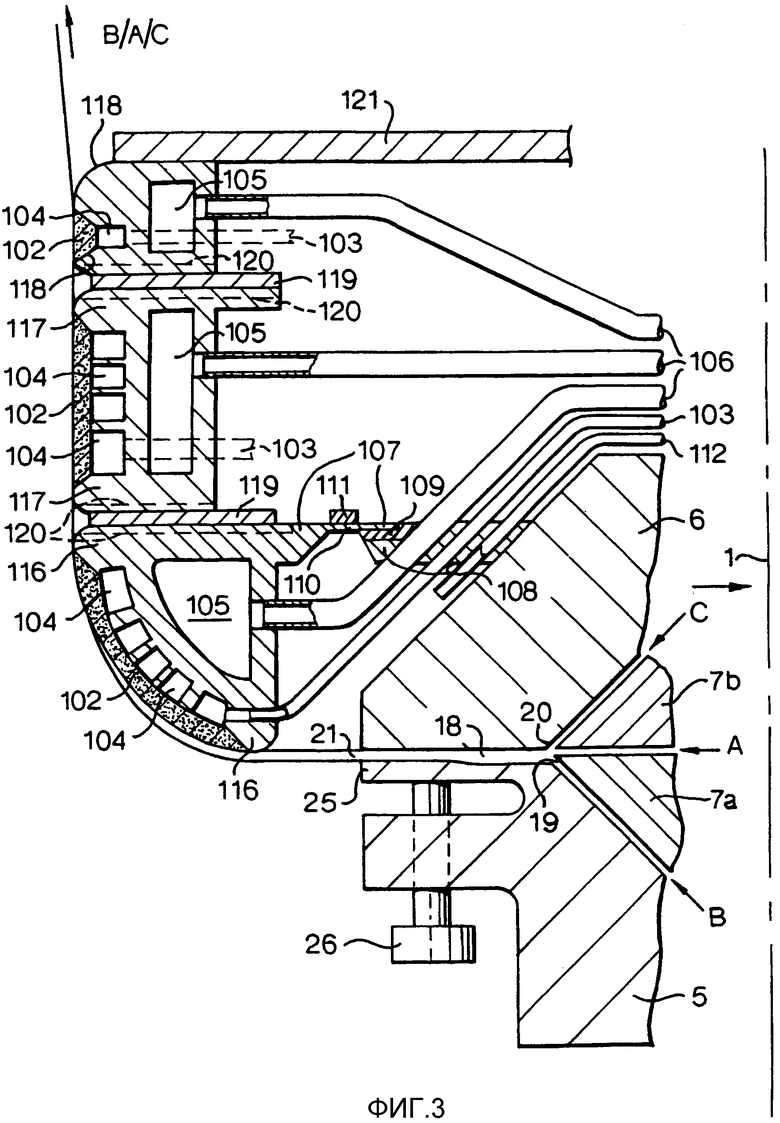
На фиг.3 показана в дополнение к фрикционному устройству часть резкого охлаждения и часть точного регулирования температуры;
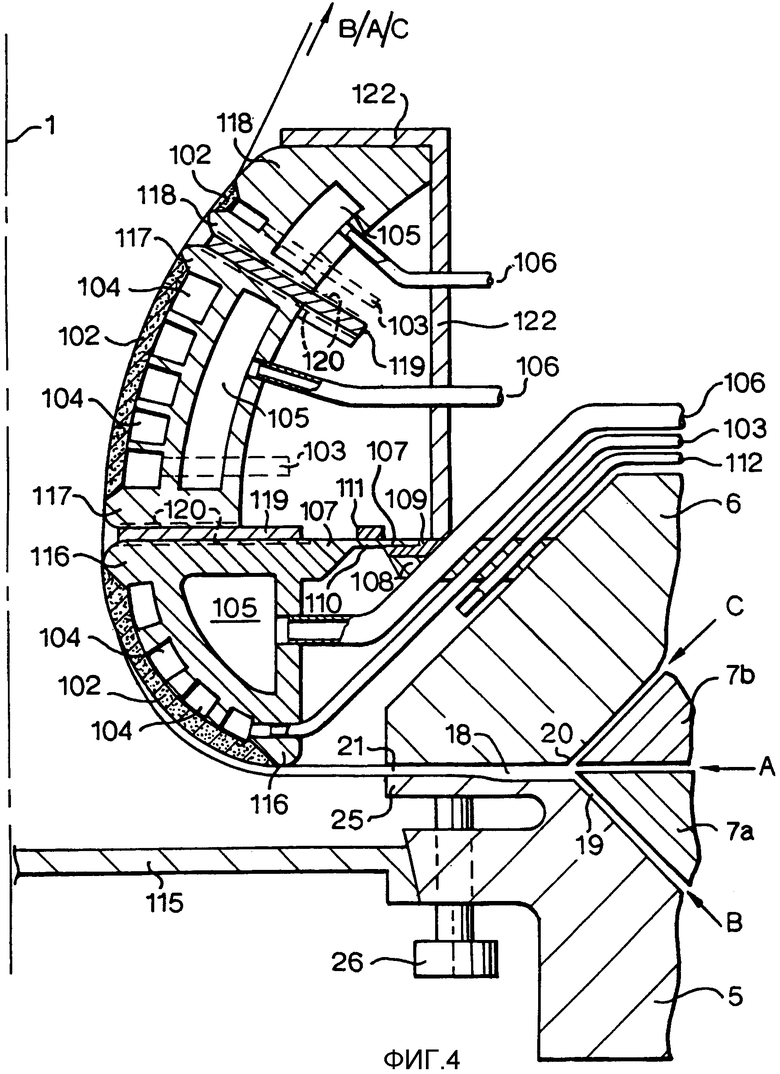
На фиг.4 показана внутри периферийная экструзия, как на фиг.2;
На фиг.5 показана последняя часть соэкструзионной головки, на которой выходное отверстие выполнено на по существу плоской поверхности головки, проходящей перпендикулярно оси, подобно кольцевой головке для экструзии пленки, но с выходным отверстием, обращенным внутрь под углом около 20°. Головка поставляется с частью резкого охлаждения и частью точного регулирования температуры и с фрикционным устройством.
На фиг.6 показана, приблизительно в натуральную величину, модификация фрикционного устройства на фиг.3.
Периферийная кольцевая соэкструзионная головка, наружная часть которой показана на фиг.1, вполне может быть экструзионной головкой, которая полностью показана на фиг.7-9 в находящейся на рассмотрении принадлежащей автору настоящего изобретения заявке WO-A-02/51617 (одной из патентных заявок, по которой заявлен приоритет для настоящего случая). Ссылочные позиции для самой головки также взяты из этих фигур. Ось головки параллельна пунктирной линии (1), однако, как показывает стрелка, настоящая ось значительно сдвинута на чертеже вправо. Конечно, возможно также использование другой конструкции периферийной соэкструзионной головки.
Головка собрана из частей в форме чаш и дисков (5), (6), (7а) и (7b), которые показаны на фиг.1. Осуществляется совместная экструзия трех компонентов (А), (В) и (С) для формирования пленки В/А/С. Если изобретение используется для формирования пленки с перекрестным расположением слоев, компонент (А), образуя средние слои, должен быть слоем, обеспечивающим в основном прочность, в то время как компоненты (В) и (С), поверхностные слои, должны формировать ламинирующие или термосваренные слои (соответственно упомянутым выше патентам в отношении технологии получения перекрестного расположения слоев). Они должны при этом демонстрировать более низкий диапазон температуры плавления и обычно также более низкую вязкость при плавлении, чем компонент (А). На практике в качестве компонента (А) может использоваться приведенная к совместимости смесь из 25% гомопропилена с относительно большим молекулярным весом, 25% HMWHDPE и 50% LLDPE, компонент (С), в случае, если он служит термосваренным слоем, может быть простым LLDPE, и компонент (В), в случае, если он служит ламинированным слоем, может быть низкоплавким сополимером этилена, как, например, EPDM, или же низкоплавким металлоценом полиэтилена - или смесью такого полимера с LLDPE, причем компонент (В) сходится с компонентом (А) на внутреннем отверстии (19), в то время как компонент (С) сходится с компонентом (А) на внутреннем отверстии (20). Эти два отверстия показаны как расположенные рядом друг с другом, и согласно теории считается очень удобным, чтобы поверхностные компоненты обладали более низкой вязкостью при плавлении, чем средний компонент.
Три слившихся между собой компонента проходят далее через выходной канал (18) в радиальном направлении к выходу (21). После выхода рукавную пленку из компонентов В/А/С тянут, все еще в радиальном направлении, к наружной поверхности фрикционного устройства (101). Здесь ее отгибают вверх, следуя поверхности фрикционного устройства (101), образующего часть тороида (в форме пончика). Во время этого перемещения пленка охлаждается фрикционным устройством (101) с воздушной смазкой, однако регулируемым образом так, что между фрикционным устройством (101) и пленкой обеспечивается регулируемое трение. Трение в сочетании с температурой в пленке из трех компонентов В/А/С обеспечивает регулирование продольной ориентации, которую придают пленке. Способы воздушной смазки, контроля температуры и контроля трения описаны ниже.
При выходе из фрикционного устройства (101) пленка из трех компонентов В/А/С может, за счет избыточного давления внутри пузыря, получить расширение своего диаметра и, соответственно, получить значительную поперечную ориентацию, однако в случае предпочтения в основном к одноосной ориентации степень раздува должна быть очень низкой или даже обратной (сжатие). При довольно значительных сжимающих усилиях во время продольного растяжения обычно возможно создание избыточного давления внутри пузыря и в случае сжатия рукава.
После выхода из фрикционного устройства (101) пленка из трех компонентов В/А/С продолжает охлаждаться воздухом (не показано), предпочтительно как снаружи, так и изнутри, хорошо известным способом. Ее отвод также осуществляется хорошо известным образом (не показан) с использованием складывающейся рамы и приводных валков, с обычной последующей намоткой в форме плоской пленки. В связи с большими растягивающими усилиями может оказаться необходимым заменить складывающуюся раму несколькими сходящимися транспортерными лентами способом, хорошо известным из упомянутого выше патента США №3513504.
На выходном отверстии (21) одна из кромок головки (25) выполнена как регулируемая с возможностью изменения величины зазора по окружности и, таким образом, компенсации случайных изменений в величине потока. Это можно выполнить простым образом в случае, если имеющийся канал является плоским (как показано) или по существу плоским, вместо того чтобы быть явно коническим или трубчатым. Регулирование может выполняться с помощью расположенного по окружности ряда винтов, один из которых (26) показан на чертеже. Он изображен как простой винт, но может также быть нажимным-отжимным винтом. Вместо винтов возможно также использовать, например, устройства теплового расширения, подобные применяемым для аналогичной регулировки в выходных отверстиях плоских головок.
Как уже упоминалось, в периферийной экструзии нет ничего нового, и поэтому такая регулировка выходного отверстия также известна. Однако она имеет особенное значение в связи с настоящим изобретением, поскольку обычные меры по достижению равномерной толщины пленки могут создать затруднения. Эти обычные меры основаны на принципе неравномерного охлаждения экструдированной рукавной пленки на различных местах по окружности, которое обеспечивается или локальным воздушным охлаждением пузыря, или разностным локальным охлаждением кромки головки. Однако такие системы плохо согласуются с контактным охлаждением пленки, применяемым в настоящем изобретением.
Далее будут рассмотрены особенности, касающиеся воздушной смазки и охлаждения пленки В/А/С на фрикционном устройстве (101) и средства контроля трения и температуры. Фрикционное устройство (101) может быть изготовлено из стали, и почти вся поверхность, по которой проходит пленка, выполнена из микропористого металла, показанного как закругленная пластина (102). Она может быть привинчена к базовой стальной части фрикционного устройства (101). (Ни на одном из чертежей не будет показано винтов, применяемых для соединения различных деталей экструдера). Микропористая пластина может иметь поры с подходящим размером около 0,01 мм. Сжатый воздух для воздушной смазки подается через несколько труб, из которых на фиг.1 показана одна (103). Он распределяется по сети каналов в (101). На чертеже показаны только каналы (104), которые проходят по кругу с центром на оси головки. На чертеже не показаны каналы, которые проходят перпендикулярно каналам (104). В некоторых случаях вместо избыточного давления возможно применение всасывания, например, если пленка обладает особенно большой толщиной и/или особенно большой среднемассовой молекулярной массой.
Фрикционное устройство (101) поставляется с кольцевой полостью (105), предназначенной для циркуляции охлаждающей текучей среды, например воды, масла или воздуха. Циркулирующая текучая среда позволяет регулировать температуру поверхности (101) с точностью до нескольких градусов. Для этих целей относительно близко к поверхности может быть помещена термопара (не показана).
Охлаждающую среду направляют в кольцевую полость (105) или отводят из нее посредством труб, одна из которых (106) показана. Эти трубы и другие трубы, упомянутые выше и ниже, проходят через центральную полость в центре головки, которая показана на фиг.7 из патентной заявки WO-A-0251617. Трубы для охлаждающей текучей среды соединены с циркуляционным насосом и нагревательным/охлаждающим блоком. Аналогичным образом трубы (103) соединены с накопителем воздуха и компрессором (или вакуумным насосом в случае применения всасывания) со средствами регулирования давления.
Фрикционное устройство (101) прикреплено к части головки (6) с помощью ряда кронштейнов (например, трех или четырех), один из которых (107) показан. Часть головки (6) имеет соответствующие кронштейны (108), каждый из которых скреплен с кронштейном (107) посредством теплоизолирующей пластины (109). Это сделано для того, чтобы не допустить любого значительного переноса тепла между горячей частью головки и гораздо более холодным фрикционным устройством. Каждый из кронштейнов (107) имеет относительно тонкий мостик (110), толщина которого в достаточной степени мала для того, чтобы добиться поддающихся измерению изменений изгиба при меняющемся натяжении пленки, и, по меньшей мере, один из этих тонких мостиков снабжен подходящим динамометром, например тензодатчиком (111). Сигналы от этого устройства поступают к устройствам, которые регулируют избыточное давление или разрежение, уменьшение или усиление трения между пленкой и фрикционным устройством (101), так что ориентация поддерживается на нужном уровне. Для того чтобы не создавать слишком большого сопротивления изгибанию (111), каждая из труб (103), (106) и (112) - последняя будет описана ниже - может содержать гофрированный сегмент (не показан).
Внутреннее воздушное охлаждение и давление воздуха, требующееся для поддержания заданной интенсивности раздувания, обеспечиваются соответствующими устройствами. Устройства проходят через полость в центре головки. Она изолирована от окружающей среды. Тонкая пластина (113), установленная между частью головки (6) и фрикционным устройством (101), отделяет внутреннюю полость пузыря, которая находится под давлением, от пространства (114) между головкой и фрикционным устройством, и это пространство с помощью трубы (112) поддерживается под давлением, приблизительно равным атмосферному. Без разделительной пластины (113) пленка может быть разрушена давлением внутри пузыря, когда она покидает выход (21).
Поскольку, при охлаждении пленки приблизительно до комнатной температуры примерно половина тепла будет отобрана с помощью контактного охлаждения и обычных систем воздушного охлаждения, расположенных далее, «башня» с отводящими устройствами будет очень короткой. Если требуется спиральная ориентация, эти отводящие устройства могут вращаться вокруг оси, а плоскую рукавную пленку можно наматывать на верхней части «башни».
При использовании описанного выше варианта, в котором основной слой состоит из смеси гомополипропилена (затвердевает приблизительно при 160°С), HMWHDPE (затвердевает приблизительно при 125°С) и LLDPE (затвердевает приблизительно при 120°С), пленка будет покидать выход (21) с температурой около 220-240°С, и для достижения подходящей степени продольной ориентации значительная доля вытяжки может иметь место, например, при температуре 130-150°С. Для достижения достаточно быстрого охлаждения, а также для того, чтобы избежать прилипания более низкоплавкого поверхностного слоя внутри пузыря к (101), последний может быть охлажден приблизительно до 50°С. Длина прохождения пленки по поверхности (101) должна быть приспособлена таким образом, чтобы при отходе пленки от (101) ее средняя температура все еще не была бы ниже 125°С. Тонкая часть пленки, непосредственно соприкасающаяся с поверхностью (101), будет охлаждена до температуры ниже этого значения и затвердеет, но расплавится снова, когда пленка покинет поверхность (101).
В зависимости от сбалансированности степени продольной вытяжки, температуры и фрикционного сопротивления большая часть этой вытяжки может иметь место перед или после кристаллизации полипропилена. Эта пленка, которая покидает выход (21) при толщине порядка 2,5 мм, может быть растянута до толщины 0,250 мм перед затвердеванием полипропилена, а затем растянута до толщины 0,05 мм.
На фиг.2, относящейся к экструзии из периферийного выхода, ведущего во внутреннюю полость круглой головки, ось головки обозначена пунктирной линией (1). Верхняя часть этой полости отделена от атмосферы посредством круглой пластины (115). Над этой пластиной внутри пузыря поддерживается повышенное давление и происходит внутреннее охлаждение. Устройства, предназначенные для приложения давления и охлаждения, не показаны. С помощью тонкой пластины (113) пространство (114) отделяется от атмосферы, и давление в этом пространстве посредством трубы (112) поддерживается приблизительно на том же уровне, что и давление внутри пузыря (который показан слева от пленки). В других отношениях в описании фиг.2 в основном полностью можно разобраться на основании того, что сказано относительно фиг.1.
Из описания фиг.1 можно понять, что чрезвычайно трудно получить наиболее желательное сочетание степеней ориентации и продольной вытяжки с относительно простыми устройствами, показанными на фиг.1 и 2. Более сложные устройства, показанные на фиг.3-5, обеспечивают улучшение этих сочетаний. В каждой конструкции используются три независимых части:
a) часть резкого охлаждения (116),
b) часть точного регулирования температуры (117), и
c) фрикционное устройство.
Эти три части термоизолируются друг от друга с помощью изолирующих пластин (119). Каждая из этих трех частей имеет устройства, предназначенные для того, чтобы направлять воздух для смазки - или же в случае (118) он может быть предназначен для всасывания - и для циркулирования охлаждающей, нагревающей текучей среды, которые подобны устройствам, описанным в связи с фиг.1. Управление тремя частями осуществляется независимо. При прохождении по частям (116) и (117) трение контролируют на основе информации, поступающей от тензодатчика (111). Пунктирными линиями (120) обозначены желобки, через которые может отходить воздух, применяемый для воздушной смазки.
Как показано на фиг.1 и 2, важно избежать любого значительного перепада давления между двумя сторонами пленки, когда последняя покидает выход (21). Это достигается с помощью разделительных стенок (121) и (122).
В варианте фрикционного устройства (118), показанном на фиг.6, трение регулируют всасыванием, но не через микропористый металл. Вместо этого в данной части имеются желобки (124), с шагом около 3 мм, при глубине приблизительно 2 мм и ширине 1 мм, с закругленными вершинами (125) и с приложением через отверстия (123) регулируемого разрежения.
Исходя из описанного выше варианта подходящих материалов в части резкого охлаждения (116) можно поддерживать температуру, обеспечивающую охлаждение пленки приблизительно до 140-150°С, в части точного регулирования температуры (117) - температуру, обеспечивающую охлаждение пленки, например, до 145°С, а в части (118) можно поддерживать температуру 50°С для того, чтобы избежать прилипания. Прохождение по фрикционному устройству (118) требует так мало времени, что падение средней температуры пленки будет очень небольшим.



Изобретение относится к способу и устройству для формирования продольно ориентированной рукавной пленки. Изобретение содержит выходное отверстие и вытяжное средство, фрикционное устройство, размещающееся или внутри, или снаружи пузыря. Это устройство охлаждается изнутри посредством текучей охлаждающей среды. Трение между потоком и устройством управляется посредством воздушной смазки с помощью воздуха, поступающего под давлением через отверстия во фрикционном устройстве или через микропористый металл, или же путем приложения к потоку всасывающего усилия напротив фрикционного устройства. Экструзия из головки является периферической экструзией. Полученная пленка содержит смесь из по меньшей мере двух совместимых или приведенных к совместимости полимеров, и основная часть ориентации при этом должна происходить в то время, когда один полимер преимущественно находится в кристаллическом состоянии, а другой - преимущественно в расплавленном состоянии. Использование изобретения позволяет с особой точностью регулировать продольную ориентацию и/или сделать ее особенно устойчивой. 3 н. и 42 з.п. ф-лы, 6 ил.
a) часть экструзионной головки, образующая одну сторону выходного отверстия,
b) часть резкого охлаждения по п.11 в случае ее наличия,
c) часть точного регулирования температуры по п.13 в случае ее наличия,
d) фрикционное устройство по п.1.
a) частью резкого охлаждения по п.11 в случае ее наличия,
b) частью точного регулирования температуры по п.13 в случае ее наличия или
c) фрикционным устройством,
причем значительная часть зоны, в которой поток проходит к части или к сборке частей, закруглена при виде в осевом направлении, так что пленка постепенно поворачивается по меньшей мере под углом 20° в направлении к оси головки по мере ее движения над этой частью или этой сборкой частей.
a) часть экструзионной головки (6), образующая одну сторону выходного отверстия,
b) часть резкого охлаждения (116), в случае ее наличия;
c) часть точного регулирования температуры (117), в случае ее наличия,
d) фрикционное устройство (101).
Приоритеты:
| US 5102320 А, 07.04.1992 | |||
| US 4626397 A, 02.12.1986 | |||
| US 4973442 A1, 27.11.1990 | |||
| ТЕРМОПЛАСТИЧНЫЙ ПОЛИМЕРНЫЙ СОСТАВ | 1999 |
|
RU2156782C1 |
| СЛОИСТАЯ ПЛЕНКА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ, ИЗДЕЛИЕ ИЗ СЛОИСТОЙ ПЛЕНКИ | 1993 |
|
RU2106973C1 |

