ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к спиральным сверлам и в частности к спиральным сверлам, адаптированным для сверления, особенно автоматического сверления композиционных материалов таких, как пластмасса, усиленная углеродными волокнами (CFRP), или пластмасса, усиленная стеклянными волокнами (GFRP).
УРОВЕНЬ ТЕХНИКИ
Содержащие волокна композиционные материалы, такие как CFRP и GFRP, представляют специфически сложную задачу особенно в смысле приемлемого качества отверстия. Эти материалы являются распространенными материалами в авиастроении. Эти композиционные материалы, особенно CFRP, с переплетенными по диагонали волокнами, однонаправленным расположением волокон, и материалы со стеклянной тканью на поверхности выхода особенно трудны для сверления и плохое качество отверстия является нормой для обычных сверл.
Несколько попыток было предпринято заняться этими недостатками. В частности, авторы настоящего изобретения полагали, что спиральное сверло, имеющее переменную винтовую линию, может быть использовано для сверления композиционных материалов, таких как CFRP и GFRP, чтобы создавать приемлемое качество отверстия на выходе (PCT/GB2011/000478). Однако, спиральное сверло, имеющее переменную винтовую линию, может быть сложным в изготовлении.
Как правило, стойкость инструмента составляет 60 отверстий и поэтому значительное число винтовых сверл используется при производстве самолетов и в подобных производствах. Хотя качество отверстий является настолько важным, что сравнительно сложная геометрия может пользоваться преимуществом при хороших показателях, тем не менее, имеется пожелание уменьшить стоимость, где возможно, и гарантировать готовность и быструю поставку заменяющих спиральных сверл. Таким образом, улучшение в стойкости инструмента и/или себестоимости являются важными.
Изготовление сверл со сложными геометриями, как переменная винтовая линия, требует не только новых способов моделирования, но также новой технологии изготовления.
WO 2008/013725 (Kennametal) стремится обеспечить спиральное сверло для сверления CFRP с приемлемыми качеством отверстия на выходе и стойкостью инструмента. WO 2008/013725 предлагает спиральное сверло с алмазным покрытием, выполненное из карбида вольфрама с 6 вес.% кобальта, имеющее точно определенную геометрию, включающую задний угол на режущей кромке между 10° и 20°, передний угол подточки на поперечной кромке между -5° и 10, длину поперечной кромки вплоть до 0,035 мм и угол при вершине между 70° и 110°. Kennametal считает, что эти особенности в комбинации обеспечивают покрытое спиральное сверло с приемлемыми качеством отверстия на выходе и стойкостью инструмента.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В наиболее общем смысле настоящее изобретение предлагает, что удивительно, наилучший разброс размера отверстия, качество отверстия на выходе и стойкость инструмента на композиционных материалах, усиленных волокнами, включая CFRP и подобные, могут быть достигнуты на спиральном сверле, имеющем сравнительно простую геометрию, включающую следующие особенности: постоянную винтовую линию, имеющую сравнительно большой угол наклона, малый угол при вершине и большой угол вспомогательной поперечной кромки.
Спиральные сверла, включающие эту комбинацию из постоянного большого угла наклона винтовой линии, малого угла при вершине и большого угла вспомогательной поперечной кромки имеют, как показано здесь, приемлемую стойкость, могут быть легко изготовлены и производят отверстия с выходами, имеющими минимальные дефекты и разброс размеров с приемлемым допуском.
В качестве первого объекта настоящее изобретение предусматривает спиральное сверло для сверления композиционных материалов, содержащее:
хвостовик,
тело сверла,
головку сверла, содержащую режущую кромку, поперечную кромку и вспомогательную поперечную кромку, причем угол вспомогательной поперечной кромки составляет от 140° до 165°, головка сверла имеет также угол при вершине от 70° до 100°, и
канавку, проходящую от головки сверла по телу сверла и имеющую постоянную винтовую линию, угол наклона винтовой линии канавки выбран из диапазона от 45° до 55°.
Авторы настоящего изобретения обнаружили, что удивительным образом комбинация сравнительно высокого угла постоянной винтовой линии и сравнительно малого угла при вершине и обеспечение большого угла вспомогательной поперечной кромки открывает спиральное сверло с приемлемыми стойкостью, качеством отверстия на выходе и разбросом размеров отверстия с приемлемым допуском при сверлении композиционных материалов, содержащих волокна, например CFRP на базе эпоксидной или бисмалеимидной (BMI) смолы. Более того, сверло по этому объекту адаптировано для сверления таких композиционных материалов и преимущество состоит в том, что варианты сверла хорошо обрабатывают (приемлемые качество отверстия, допуск размера отверстия и стойкость инструмента) широкий диапазон волокно содержащих композиционных материалов, включающий CFRP с переплетенными по диагонали или однонаправленными волокнами и материалы со стеклянной тканью на поверхности выхода. В вариантах сверло является композиционным спиральным сверлом.
Однако сверло может быть использовано для сверления других материалов, например стали и алюминия.
Винтовая линия является постоянной. Это означает, что постоянным является угол наклона винтовой линии от головки сверла и вдоль тела сверла, т.е. от начала канавки до конца канавки так, что отсутствует часть с переменной винтовой линией.
Соответственно, сверло имеет постоянный угол наклона винтовой линии по меньшей мере 45°, предпочтительно по меньшей мере 46°, более предпочтительно по меньшей мере 47°, более предпочтительно по меньшей мере 48°, более предпочтительно по меньшей мере 49° и наиболее предпочтительно по меньшей мере около 50°.
Соответственно, сверло имеет постоянный угол наклона винтовой линии не более чем 55°, предпочтительно не более чем 54°, более предпочтительно не более чем 53°, более предпочтительно не более чем 52°, более предпочтительно не более чем 51° и наиболее предпочтительно не более чем около 50°.
Эти значения (верхние и нижние пределы) угла наклона винтовой линии могут быть представлены в вариантах в любой комбинации.
Особенно предпочтительный угол наклона винтовой линии составляет от 45° до 55°, предпочтительно от около 47° до 53°, более предпочтительно от около 49° до 51° и наиболее предпочтительно около 50°.
Сравнительно большой постоянный угол наклона винтовой линии способствует быстрому вхождению в просверливаемый материал. На практике варианты быстро и чисто врезаются в композиционный материал, содержащий волокна.
Соответственно, головка сверла включает поперечную кромку, имеющую угол поперечной кромки от 100° до 125°, более предпочтительно от 105° до 120° и наиболее предпочтительно от 114° до 118°.
Обнаружено, как описано в этом документе, что сравнительно большой угол поперечной кромки способствует уменьшению осевого усилия.
Предпочтительно длина поперечной кромки составляет от 0,03 мм до 0,15 мм, более предпочтительно от 0,05 мм до 0,15 мм, более предпочтительно от 0,06 мм до 0,14 мм, более предпочтительно от 0,07 мм до 0,13 мм, более предпочтительно от около 0,08 мм до 0,12 мм, более предпочтительно от около 0,09 мм до 0,11 мм и наиболее предпочтительно около 0,1 мм.
Обнаружено, как описано в этом документе, что сравнительно малая длина поперечной кромки способствует уменьшению осевого усилия.
Авторы настоящего изобретения уверены, что вспомогательная поперечная кромка обеспечивает улучшенную работоспособность при резании путем уменьшения сопротивления резанию.
Соответственно, сверло имеет угол вспомогательной поперечной кромки по меньшей мере 140°, предпочтительно по меньшей мере 141°, более предпочтительно по меньшей мере 142°, более предпочтительно по меньшей мере 143°, более предпочтительно по меньшей мере 144° и наиболее предпочтительно по меньшей мере около 145°.
Соответственно, сверло имеет угол вспомогательной поперечной кромки не более чем 165°, предпочтительно не более чем 164°, более предпочтительно не более чем 163°, более предпочтительно не более чем 162°, более предпочтительно не более чем 161°, более предпочтительно не более чем 160°, более предпочтительно не более чем 159°, более предпочтительно не более чем 158°, более предпочтительно не более чем 157°, более предпочтительно не более чем 156° и наиболее предпочтительно не более чем 155°.
Эти значения (верхний и нижний пределы) для угла вспомогательной поперечной кромки могут быть представлены в вариантах в любой комбинации.
Особенно предпочтительный угол вспомогательной поперечной кромки составляет от 140° до 165°, предпочтительно от 145° до 160° и наиболее предпочтительно от 145° до 155°. Наиболее предпочтительное значение составляет около 146°.
Авторы настоящего изобретения обнаружили, как описано в этом документе, что путем обеспечения вспомогательной поперечной кромки может быть значительно улучшено качество отверстия, особенно качество отверстия на выходе, в композиционных материалах. В особенности было обнаружено, что обеспечение большого угла вспомогательной поперечной кромки улучшает работоспособность сверла, например путем уменьшения сопротивления резанию, которое в свою очередь уменьшает нагрев, чтобы избежать, например, расплавления смолы.
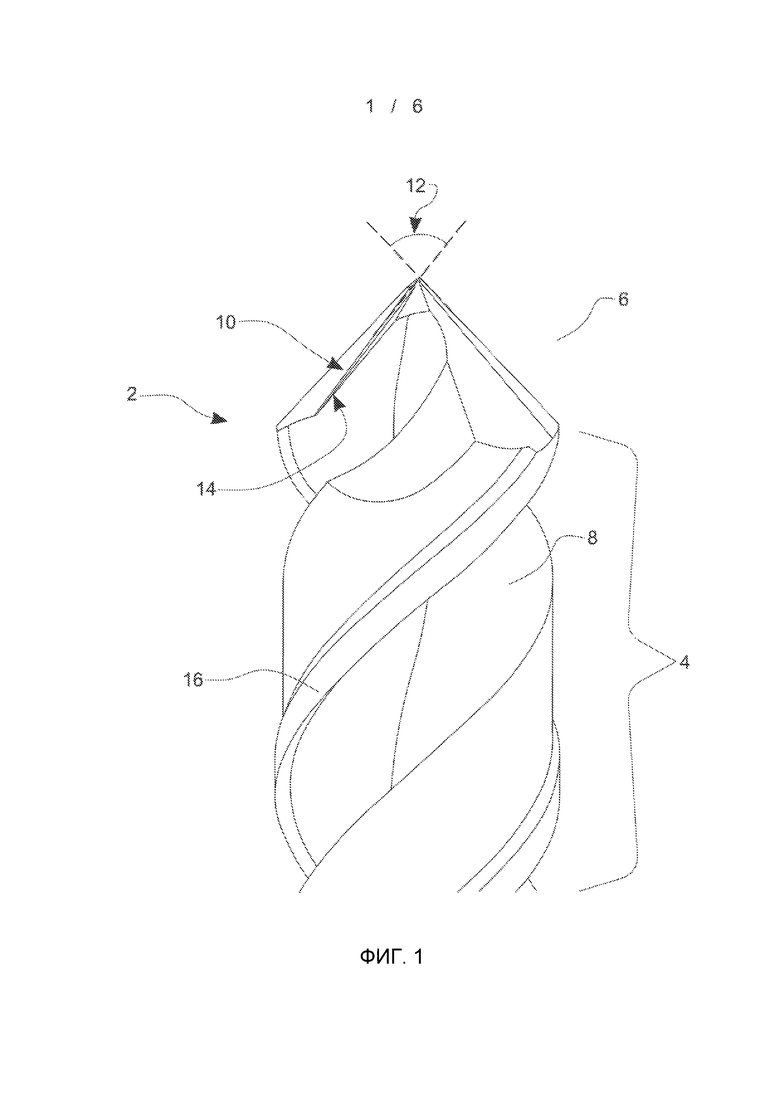
Термины «вершина» и «угол при вершине» знакомы специалисту также как то, что углы при вершине считаются положительными по соглашению. Например, угол при вершине варианта настоящего изобретения обозначен позицией 12 на фиг.1. Чтобы избежать сомнения, угол при вершине является внутренним углом между режущими кромками, измеренным вдоль оси сверла.
Соответственно, сверло имеет угол при вершине по меньшей мере 70°, предпочтительно по меньшей мере 71°, предпочтительно по меньшей мере 72°, предпочтительно по меньшей мере 73°, более предпочтительно по меньшей мере 74°, предпочтительно по меньшей мере 75°, более предпочтительно по меньшей мере 76°, предпочтительно по меньшей мере 77°, более предпочтительно по меньшей мере 78°, предпочтительно по меньшей мере 79°, более предпочтительно по меньшей мере 80°, более предпочтительно по меньшей мере 81°, более предпочтительно по меньшей мере 82°, более предпочтительно по меньшей мере 83°, более предпочтительно по меньшей мере 84° и наиболее предпочтительно по меньшей мере около 85°.
Соответственно, сверло имеет угол при вершине не более чем 100°, предпочтительно не более чем 99°, предпочтительно не более, чем 98°, предпочтительно не более чем 97°, предпочтительно не более чем 96°, предпочтительно не более чем 95°, предпочтительно не более чем 92°, более предпочтительно не более чем 90°, более предпочтительно не более чем 89°, более предпочтительно не более чем 88°, более предпочтительно не более чем 87°, более предпочтительно не более чем 86° и наиболее предпочтительно не более чем около 85°.
Эти значения (верхний и нижний пределы) для угла при вершине могут быть представлены в вариантах в любой комбинации.
Особенно предпочтительный угол при вершине составляет от 70° до 100°, более предпочтительно от 75° до 95°, более предпочтительно от 80° до 90°, более предпочтительно от 83° до 88°, более предпочтительно от 85° до 88° и наиболее предпочтительно около 85°.
Авторы настоящего изобретения обнаружили, как описано в этом документе, что угол при вершине способствует уменьшению осевого усилия и/или образованию приемлемого качества отверстия на выходе.
Соответственно, сверло включает главную заднюю поверхность, продолжающуюся позади режущей кромки, и вспомогательную заднюю поверхность, продолжающуюся позади главной задней поверхности.
Соответственно, главный задний угол составляет менее чем 35°.
Соответственно, вспомогательный задний угол составляет менее чем 35°.
Предпочтительно, задний угол главной задней поверхности (главный задний угол) составляет от 15° до 25°, и задний угол вспомогательной задней поверхности (вспомогательный задний угол) составляет от 15° до 30°.
Обнаружено, что обеспечение главного и вспомогательного задних углов улучшает теплоотдачу от головки сверла. Установлено, что это улучшает качество отверстия, особенно качество отверстия при сверлении композиционных материалов, как описано в этом документе. В частности, эксперименты, выполненные изобретателями, показали меньшее трещинообразование на композиционных материалах.
Предпочтительно, главный задний угол составляет по меньшей мере 10° и более предпочтительно по меньшей мере 15°.
Предпочтительно, главный задний угол составляет не более чем 25° и более предпочтительно не более чем 20°.
Эти значения (верхний и нижний пределы) главного заднего угла могут быть представлены в вариантах в любой комбинации.
Особенно предпочтительный главный задний угол составляет от 15° до 25°.
Предпочтительно, вспомогательный задний угол составляет по меньшей мере 15° и более предпочтительно по меньшей мере 20°.
Предпочтительно, вспомогательный задний угол составляет не более чем 30° и более предпочтительно не более чем 25°.
Эти значения (верхний и нижний пределы) вспомогательного заднего угла могут быть представлены в вариантах в любой комбинации.
Особенно предпочтительный вспомогательный задний угол составляет от 20° до 25°.
Соответственно, сверло имеет осевой передний угол от 5° до 15°, предпочтительно от 5° до 8° и наиболее предпочтительно 5°.
Авторы настоящего изобретения обнаружили, что осевой передний угол, как описано в этом документе, может уменьшать или минимизировать количество тепла, генерируемого в процессе резания, и посредством этого способствует формированию приемлемого качества отверстий на выходе.
Сверло может иметь правую или левую винтовую линию. Правая винтовая линия является предпочтительной.
Предпочтительно, спиральное сверло имеет прямую режущую кромку.
Соответственно, спиральное сверло имеет коррекцию кромки для обеспечения прямой режущей кромки. Таким образом, в вариантах, как обсуждается ниже, изготовление спирального сверла включает этап коррекции кромки.
Предпочтительно, сверло является автоматным сверлом, т.е. сверло предназначено для автоматического сверления. Автоматическое сверление выполняется на станке с компьютерным числовым управлением (CNC), на котором скорость резания и подача заранее определены. Производство отверстий приемлемого качества в волокнистых материалах является известной сложной задачей. Это особенно справедливо как для типов материала с переплетенными, так и однонаправленными волокнами, так же как для материалов с добавочным слоем на поверхности выхода, таким как грубая стеклянная ткань.
Предпочтительно, спиральное сверло имеет диаметр в диапазоне от 1 мм до 50 мм, предпочтительно от 1 мм до 20 мм, более предпочтительно от 1 мм до 15 мм и наиболее предпочтительно от 2 мм до 15 мм.
Предпочтительно, спиральное сверло выполнено из карбида. Предпочтительно, карбидом является карбид вольфрама (WC). Другим предпочтительным карбидом является карбид без связки. Альтернативные конструкционные материалы включают быстрорежущую сталь (HSS), HSCo и HSCoXP, карбид кремния и PCD (поликристаллический алмаз) или их комбинации (например, PCD, установленный на металлической или карбидной основе, например установленный на основе из быстрорежущей стали или твердого сплава) и любые основы с импрегнированным алмазом, такие как карбид вольфрама или карбид кремния.
В случае карбидного спирального сверла, предпочтительно карбидом является твердый сплав. Соответственно, металлической матрицей является кобальт, т.е. твердый сплав карбид-кобальт. Предпочтительно, спиральное сверло выполнено из твердого сплава карбид вольфрама - кобальт. Особенно предпочтительная концентрация кобальта составляет от 3 вес.% до 10 вес.% от веса всего твердого сплава. В вариантах используется от 5 вес.% до 7 вес.%, в некоторых случаях около 6 вес.%. В других вариантах является предпочтительным около 10 вес.%. В других вариантах используется около 4,2 вес.%.
В вариантах спиральное сверло выполнено с покрытием. Спиральное сверло может быть частично или полностью покрытым. Предпочтительно покрытие является износостойким, соответственно имеющим более низкий коэффициент трения, чем непокрытый инструмент.
Соответственно, покрытия включают покрытия на основе нитрида металла (например, TiN, AlxTiyN и т.п.), покрытия на основе оксида металла (например, AlxO, AlxCryO и т.п.), покрытия на основе углерода (например, DLC, алмазное покрытие и т.п.) и их комбинации.
В вариантах используется алмазное покрытие, в частности CVD алмазное покрытие. Соответственно, алмазное покрытие имеет толщину от 5 до 15 мкм, более предпочтительно около 8 мкм.
В частности, сверло может быть светлым (без покрытия).
Соответственно, спиральное сверло, например спиральное сверло без покрытия, имеет стойкость по меньшей мере 100 отверстий, предпочтительно по меньшей мере 150 отверстий, более предпочтительно по меньшей мере 200 отверстий, более предпочтительно по меньшей мере 250 отверстий, более предпочтительно по меньшей мере 300 отверстий и наиболее предпочтительно по меньшей мере 360 отверстий.
Соответственно, стойкость измеряется при резании CFRP материалов с толщиной примерно 10 мм со скоростью резания на поверхности сверла 120 м/мин и подаче 0,08 мм/об.
Предпочтительно, разброс размеров сверла укладывается в поле допуска Н9, более предпочтительно в поле допуска Н8 и наиболее предпочтительно в поле допуска Н7. Допуск Н7 на размер сверла указывает, что отверстие, выполненное сверлом, попадает между номинальным размером сверла и 15 мкм выше номинального диаметра сверла. Для сверла диаметром 6,35 мм Н7 будет между 6,35 мм и 6,365 мм (включительно).
Без желания быть ограниченными теорией, авторы настоящего изобретения установили, что отмеченные здесь улучшения в качестве отверстия достигаются, по меньшей мере частично, путем уменьшения генерирования и/или нарастания тепла при сверлении. Избыток тепла вызывает в матрице композиционного материала (как правило, в матрице из смолы) размягчение или расплавление, которое, в свою очередь, позволяет волокнам в композиционном материале сдвигаться или даже отделяться от матрицы. Этот процесс может привести к разрушению волокон и обтрепыванию композиционного материала. В отношении слоистого материала это может также привести к расслоению.
Например, авторами настоящего изобретения установлено, что можно избежать выделения значительного количества тепла путем использования главных и вспомогательных задних углов, как описано в этом документе.
Более того, как обсуждается ниже более детально, варианты настоящего изобретения требуют только низкого осевого усилия, посредством чего уменьшаются расслоение материала и расход мощности. Далее, наилучшее качество отверстия на входе и выходе достигается в частности при резании CFRP как с переплетенными по диагонали волокнами, так и с однонаправленными волокнами, а также материалов со стеклянной тканью на поверхности выхода. Это особенно важный вклад в технологию, поскольку плетения, такие как 2×2 по диагонали, типа однонаправленных материалов, а также эти материалы со стеклянной тканью на поверхности выхода, являются весьма сложными для сверления, и плохое качество отверстия является нормой для обычных сверл.
В качестве второго объекта настоящего изобретения предусмотрен способ сверления композиционного материала, содержащего волокна, причем способ включает этап сверления композиционного материала, использующий спиральное сверло в соответствии с первым объектом.
Соответственно, композиционный материал выполнен из матрицы, например пластмасса (например, полимер), керамика или металлическая матрица, усиленная волокнистыми материалами, например углеродным волокном или стеклянным волокном.
Соответственно, композиционный материал включает пластмассовую матрицу, предпочтительно полимерную матрицу, в частности матрицу из смолы. Наиболее предпочтительную матрицу выбирают из полиэфира, эпоксидной и бисмалеимидной (BMI) смол.
Соответственно, волокна, которые, как правило, выполняют функцию волокнистого усилителя, являются не органическими или органическими волокнами. В частности, предпочтительными являются стеклянные волокна и углеродные волокна.
Соответственно, композиционный материал является пластмассой, усиленной углеродным волокном (CFRP), или пластмассой, усиленной стеклянным волокном (GFRP). Соответственно, материалы являются CFRP с переплетенным по диагонали волокном или однонаправленным расположением волокна и материалами со стеклянной тканью на поверхности выхода.
Композиционный материал может быть слоистым материалом или частью слоистого материала. Слоистый материал может включать один или более металлических слоев, слоев стеклянной ткани краски или медной сетки. Эти слои могут быть граничными слоями.
Например, слоистый материал может быть CFRP/Al материалом, т.е. включающим один или более слоев CFRP и один или более слоев Al. Сверление таких материалов известно так же как сверление стопы. Слоистый материал может быть изготовлен как из сухих, так и предварительно импрегнированных материалов. Волокна композиционного материала могут быть непрерывными или раздробленными волокнами. Способы изготовления таких материалов включают вакуумное формование эластичным мешком, обработку в автоклаве, литьевое формование смолы и ручное наслоение.
Спиральные сверла по настоящему изобретению также особенно подходят для использования со слоистыми материалами, включающими более чем два слоя, например три, четыре, пять, или шесть слоев.
В этом отношении отсылка к слоистому материалу включает отсылку к CFRP слоистому материалу и ему подобному. Например, такие материалы могут быть выполнены с волокном в предварительно импрегнированной стадии и использованы вплоть до 50 таких слоев для получения (например, 10 мм) CFRP слоистого материала. В другом примере слоистый материал выполнен с раздробленными волокнами, и хотя в нем в принципе нет слоев, поскольку раздробленное волокно включается в мягкую смолу, которая затем отверждается с образованием CFRP материала, он все равно известен в технике как слоистый материал.
Соответственно, композиционный материал используется в авиационных деталях (например, крыло или панель фюзеляжа), деталях ветряного двигателя (например, лопасть ветряного двигателя или корпус), деталях лодки или панели автомобиля (например, панель кузова легкового автомобиля). В частности, спиральное сверло, описанное в этом документе, адаптировано для сверления любой заготовки, включающей композиционный материал, содержащий волокна. Оно также может быть использовано при сверлении стопы, такой как CFRP/алюминий, т.е. CFRP/Al, CFRP/нержавеющая сталь/Al, и т.д. Другим примером является спортивный инвентарь, в котором композиционные материалы используются для обеспечения высокой прочности с низким весом.
Необязательные и предпочтительные особенности, связанные с первым объектом, также применимы к этому объекту.
В качестве третьего объекта настоящее изобретение предусматривает использование спирального сверла в соответствии с первым объектом в способе автоматического сверления композиционного материала, как описано в этом документе.
Как объяснено выше, спиральные сверла, описанные в этом документе, адаптированы для автоматического сверления и варианты обеспечивают значительное преимущество для пользователя в части стойкости инструмента, качестве отверстия на выходе и разбросе размера отверстия.
Необязательные и предпочтительные особенности, связанные с первым объектом, также применимы к этому объекту.
В качестве четвертого объекта настоящее изобретение предусматривает способ перетачивания, включающий этап перетачивания спирального сверла так, чтобы образовать спиральное сверло в соответствии с первым объектом.
Предпочтительно, способ перетачивания включает перетачивание вершины. Соответственно, способ перетачивания может быть выполнен два или более раз, например три раза на одном о том же сверле.
Соответственно, способ включает перетачивание, где присутствуют одна или более из поперечных кромок (соответственно длина поперечной кромки и/или угол поперечной кромки), вспомогательная поперечная кромка (соответственно угол вспомогательной поперечной кромки), главный задний угол, вспомогательный задний угол и передний угол.
Предпочтительно, все из поперечной кромки, вспомогательной поперечной кромки, главного заднего угла, вспомогательного заднего угла и переднего угла подвергаются перетачиванию.
Необязательные и предпочтительные особенности, связанные с первым объектом, также применимы к этому объекту.
В качестве пятого объекта настоящее изобретение предусматривает спиральное сверло, которое является продуктом способа перетачивания в соответствии с четвертым объектом.
В качестве шестого объекта настоящее изобретение предусматривает способ изготовления спирального сверла в соответствии с первым объектом.
Соответственно, способ включает этап обработки заготовки. Необязательно, способ включает формирование заготовки из прутка, в частности разрезания прутка на требуемую длину, например длину сверла.
Соответственно, заготовки выполняются с обратным конусом.
Предпочтительно, способ включает этап шлифования канавки с постоянной винтовой линией.
Соответственно, способ включает этап образования ленточки путем формирования на теле заднего угла вдоль каждой канавки.
Соответственно, способ включает этап формирования вершины. Предпочтительно, этот этап включает формирование главной задней поверхности и вспомогательной задней поверхности.
Соответственно, главная задняя поверхность формируется с образованием поперечной кромки, предпочтительно, с углом поперечной кромки от 105° до 125°.
Соответственно, главная задняя поверхность формируется с задним углом от 10° до 25°, предпочтительно, от 15° до 25°.
Соответственно, способ включает формирование вспомогательной поперечной кромки. Предпочтительно, вспомогательная поперечная кромка имеет угол от 140° до 165°.
Соответственно, вспомогательная задняя поверхность сформирована с задним углом от 15° до 30°, предпочтительно, от 20° до 25°.
Соответственно, способ включает этап подточки перемычки для образования осевого переднего угла. Соответственно осевой передний угол составляет от 5° до 15°, предпочтительно, от 5° до 8°. Соответственно, этап подточки перемычки образует поперечную кромку с длиной от 0,003 мм до 0,15 мм, предпочтительно, от 0,005 мм до 0,15 мм.
Соответственно, способ включает этап обеспечения прямой режущей кромки. Предпочтительно, прямая режущая кромка обеспечивается посредством этапа коррекции кромки.
В качестве седьмого объекта настоящее изобретение предусматривает способ изготовления спирального сверла для сверления композиционных материалов, включающий этапы:
(i) выполнения канавки на заготовке сверла с получением винтовой канавки с постоянным углом наклона винтовой линии в диапазоне от 45° до 55° от начала до конца канавки;
(ii) формирования режущей кромки на конце канавки;
(iii) заострения с образованием угла при вершине от 70° до 100°;
(iv) формирования угла вспомогательной поперечной кромки в диапазоне от 140° до 165°.
Необязательные и предпочтительные особенности шестого объекта также применимы к седьмому объекту.
В качестве восьмого объекта настоящее изобретение предусматривает спиральное сверло, которое является продуктом способа в соответствии с шестым объектом.
В качестве девятого объекта настоящее изобретение предусматривает спиральное сверло, которое является продуктом способа в соответствии с седьмым объектом.
Необязательные и предпочтительные особенности любого одного объекта могут быть также применимы к любому из других объектов. Более того, любой один объект может быть комбинирован с одним или более из других объектов. В частности, особенности, раскрытые в отношении продукта (спиральное сверло), могут быть также применены к способу как соответствующий этап способа, и наоборот.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Варианты изобретения и эксперименты, иллюстрирующие преимущества и/или внедрение изобретения, описаны ниже, но только в качестве примера с отсылками к приложенным чертежам, на которых:
Фиг.1 представляет собой вид сбоку на спиральное сверло с постоянной винтовой линией, являющееся вариантом настоящего изобретения;
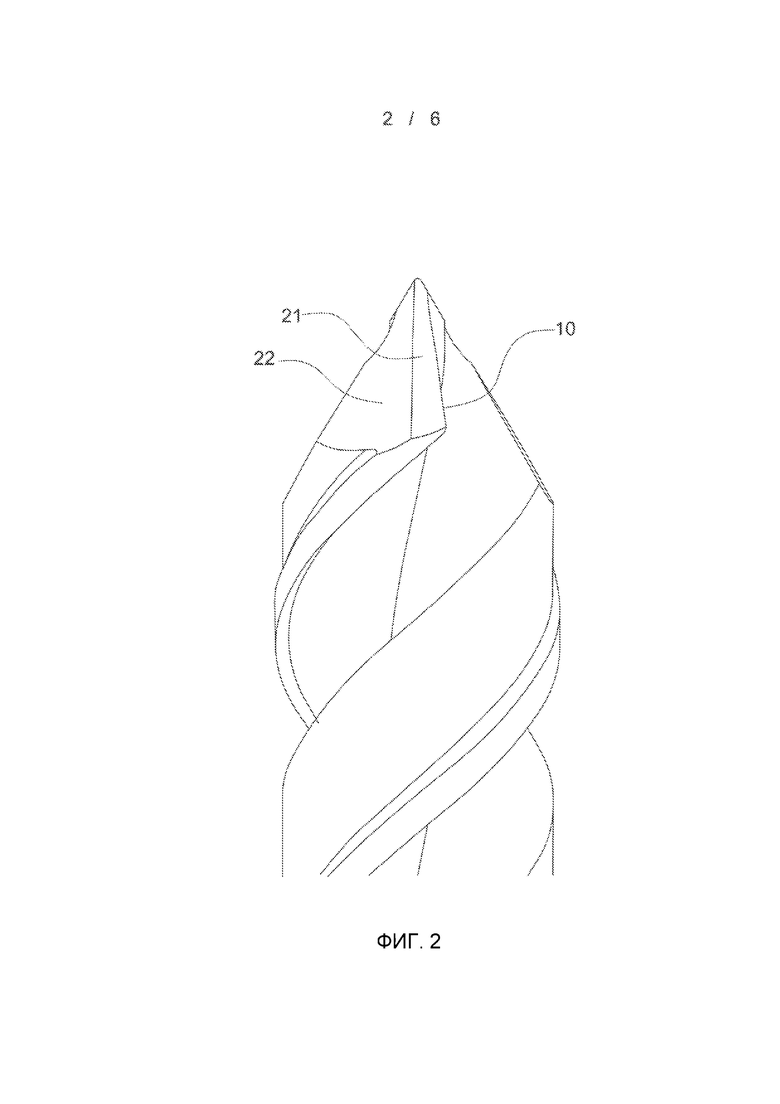
Фиг.2 представляет собой вид сбоку на спиральное сверло с постоянной винтовой линией на фиг.1 согласно первому объекту настоящего изобретения;
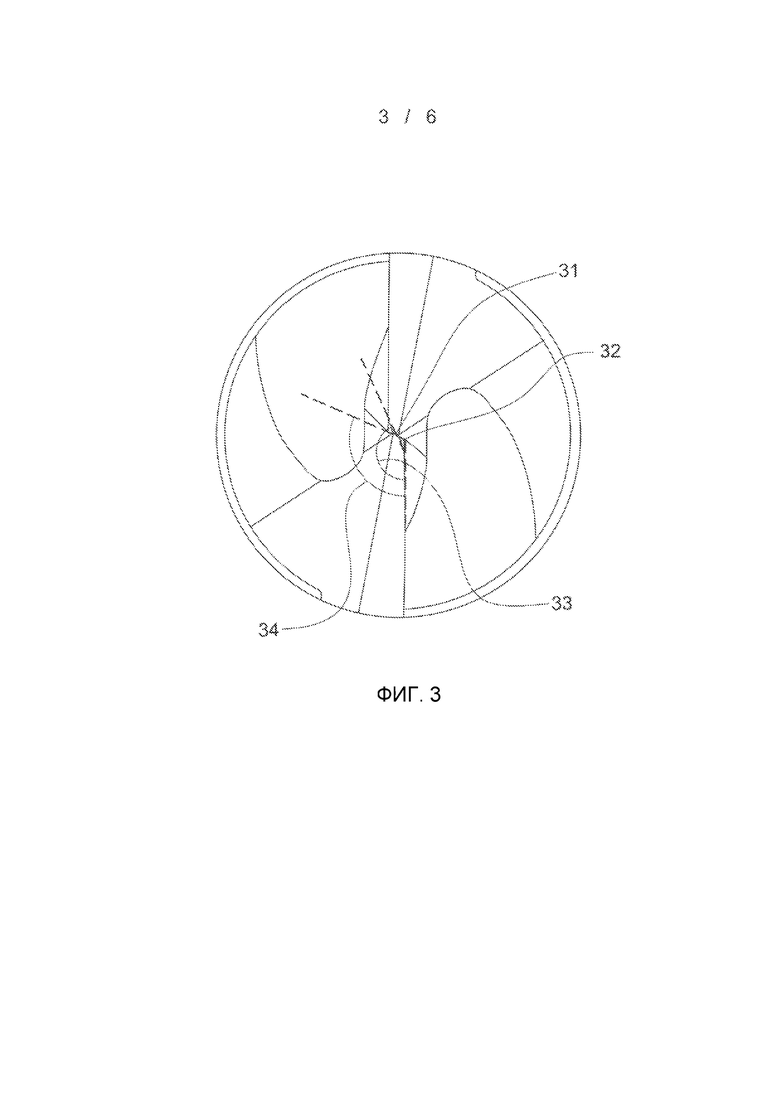
Фиг.3 представляет собой вид вдоль оси с торца на спиральное сверло на фиг.1;
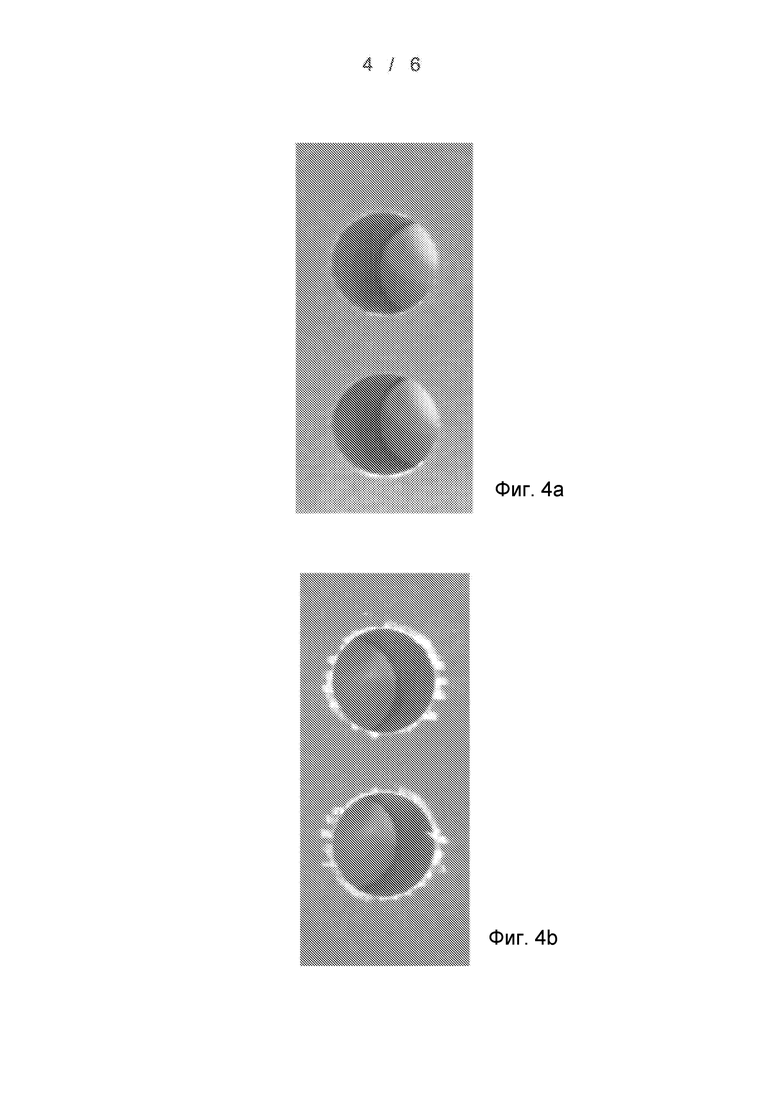
Фиг.4А и 4В показывают результаты испытания качества отверстия на выходе заготовки толщиной 10 мм из CFRP со стеклянной тканью на базе эпоксидной смолы для варианта настоящего изобретения на фиг.1 (4А) и для коммерчески доступного сверла (4В);
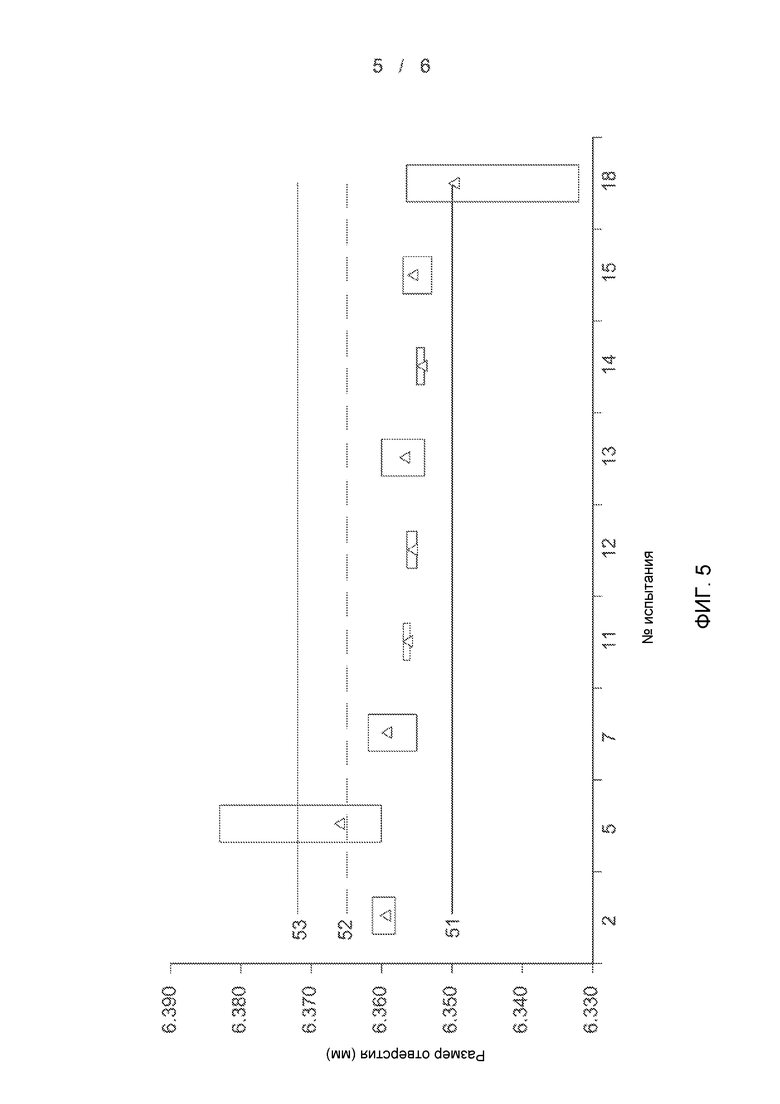
Фиг.5 представляет собой график, иллюстрирующий разброс размера отверстия, полученный сверлом с постоянный углом наклона винтовой линии сверла 20° для скоростей резания и подач, показанных в таблице 1, ось абсцисс - номер испытания, ось ординат - размер отверстия (мм); и
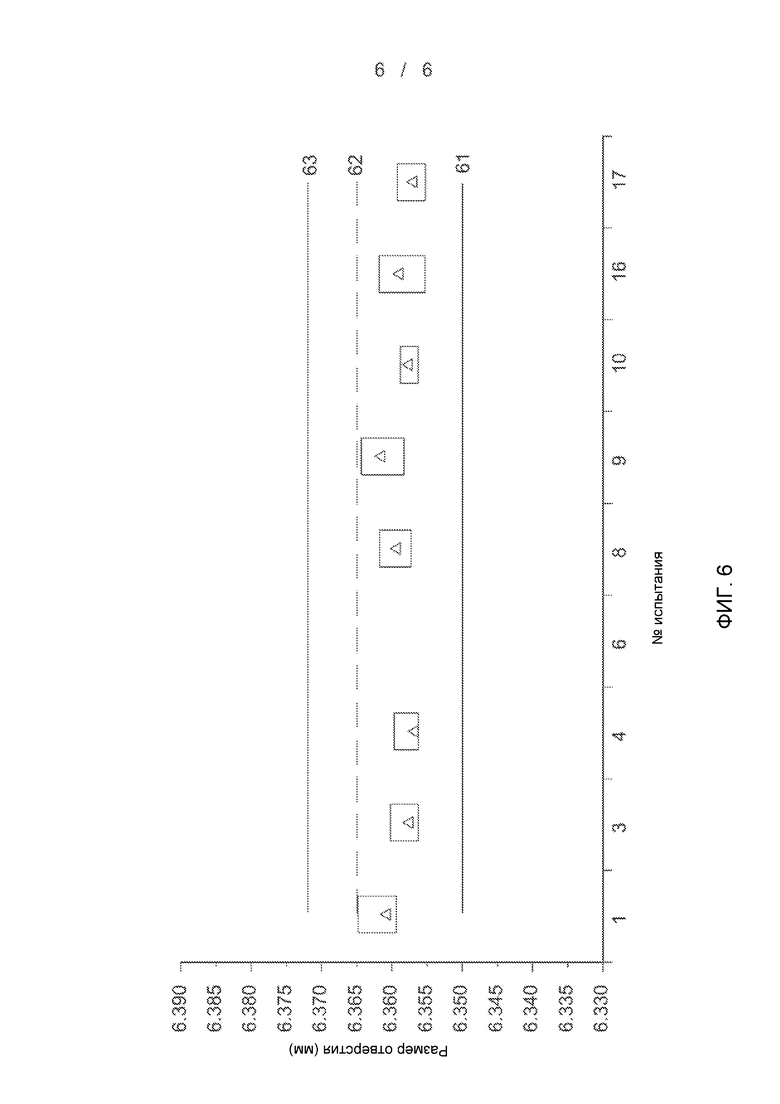
Фиг.6 представляет собой график, иллюстрирующий разброс размера отверстия, полученного сверлом с постоянным углом винтовой линии сверла 50° для скоростей резания и подач, показанных в таблице 1, ось абсцисс - номер испытания, ось ординат - размер отверстия (мм).
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
И ЭКСПЕРИМЕНТОВ
Фиг.1 показывает спиральное сверло 2 в соответствии с настоящим изобретением. Сверло включает хвостовик (не показан), тело 4 сверла и головку 6 сверла, Две винтовые канавки 8, вытянутые от головки сверла вдоль тела сверла. Угол наклона винтовой линии является постоянным 50°, хотя другие углы наклона винтовой линии возможны, например, от 45° до 55°.
Ширина канавки в основном постоянна вдоль ее длины.
Главная и вспомогательная режущие кромки 10 на головке сверла образуют вершину, которая имеет угол при вершине от 12° до 85°. Другие углы при вершине возможны, например, от 70° до 100°.
Режущая кромка 10 сверла 2 была скорректирована, чтобы получить прямую режущую кромку 10, результат этой коррекции может быть виден на фиг.1, где обозначен позицией 14.
Сверло 2 имеет заднюю поверхность 16 на теле вдоль канавок 8.
Фиг.2 показывает повернутый вид сбоку на сверло 2. Режущие кромки при вершине образованы главной задней поверхностью 21 и вспомогательной задней поверхностью 22. Соответствующие задние углы составляют 10° и 20° соответственно.
Фиг.3 показывает вид по оси на сверло 2. Поперечная кромка 31 имеет длину от 0,5 мм и угол поперечной кромки от 34° до 115°. Другие длины поперечной кромки и углы поперечной кромки также возможны, как описано в этом документе.
Вспомогательная поперечная кромка 32 выполнена с большим углом 33 вспомогательной поперечной кромки 146°. Признаком сверла 2, который делает его особенно эффективным при сверлении композиционного материала, содержащего волокна, является вспомогательная режущая кромка. Далее угол вспомогательной поперечной кромки 33 является большим - 146°. Другие углы вспомогательной поперечной кромки также возможны, например, от 140° до 165°.
Как описано выше, комбинации постоянного большого (быстрого) угла наклона винтовой линии, специфического угла при вершине и вспомогательной поперечной кромки придают сверлу неожиданно высокие качественные показатели при резании композиционных материалов, таких как CFRP. Более того, достигается крайне необходимая комбинация приемлемого качества отверстия (небольшое или отсутствие растрепывания материала), приемлемой стойкости и разброса размера отверстия в поле Н7 допуска. Спиральное сверло является также сравнительно легким в изготовлении (например, по сравнению с переменной винтовой линией).
Испытание качественных показателей сверла
Качественные показатели варианта настоящего изобретения сравнивались с коммерчески доступным автоматическим сверлом, поставляемым на рынок для использования с CFRP. Качественные показатели сверла количественно измерялись стойкостью, качеством отверстия на выходе и разбросом размера отверстия.
Испытание (1): Качество отверстия на выходе
Для того чтобы измерить качество отверстия на выходе было выполнено автоматическое сверление заготовки для испытания. Заготовкой для каждого испытания был 10 мм толщиной CFRP на базе эпоксидной смолы с однонаправленными волокнами и стеклянной тканью. Эта конфигурация, которая используется, например, в авиационной промышленности, представляет значительные трудности для обработки.
Геометрия сверла
Спиральное сверло было изготовлено в соответствии со способами, описанными в этом документе.
Конкретно были выполнены следующие этапы:
Прутки разрезаны на требуемую длину, которая является длиной сверла.
Заготовки выполнены с обратным конусом.
С использованием станков с числовым управлением CNC были выполнены следующие этапы:
3. Сформированы две канавки 8 с постоянной винтовой линией.
4. Вдоль канавки выполнена ленточка с задней поверхностью 16.
5. Образована главная задняя поверхность 21, вспомогательная задняя поверхность 22 и угол 12 при вершине 85°. Главная задняя поверхность образована с главным задним углом 10°. Вспомогательная задняя поверхность образована с вспомогательным задним углом 20° и угол вспомогательной поперечной кромки 146°.
6. Выполнена подточка сердцевины с образованием переднего угла 5°.
Выполненное сверло имело следующую геометрию:
Угол наклона винтовой линии = 50°
Угол при вершине = 85°.
Осевой передний угол = 5°.
Угол вспомогательной поперечной кромки = 146°.
Главный задний угол = 10°.
Вспомогательный задний угол = 20°.
Это сверло обозначено, как сверло #1 для целей испытаний.
Коммерчески известное автоматическое сверло было также испытано: Сверло #2.
Как может быть видно из фиг.4А, качество отверстия на выходе для сверла #1 является наилучшим, много лучше, чем полученное сверлом #2 (см. фиг.4В).
Испытание (2): Стойкость инструмента
Вследствие высокой прочности и усиления волокнами CFRP является высоко абразивным. Было обнаружено, что стойкость непокрытого Сверла #1 (как описано выше) значительно больше, чем непокрытого Сверла #2 (Сверлом #1 просверлено 360 отверстий по сравнению со 140 для Сверла #2).
Испытание (3): Разброс размера отверстия
Спиральные сверла, используемые в этом сравнительном испытании, являются идентичными за исключением их угла наклона винтовой линии. Сверло #А имеет постоянный угол наклона винтовой линии 50°, Сверло #В имеет постоянный угол наклона винтовой линии 20°.
Были проверены качественные показатели сверл диаметром 6,35 мм (диаметр сверла показан на фиг.5 и 6 линиями 51 и 61 соответственно) с постоянным углом наклона винтовой линии 20° (медленный) и постоянным углом наклона винтовой линии 50° (быстрый).
Для того чтобы измерить разброс размера отверстия, было выполнено автоматическое сверление на заготовке для испытаний с использованием трех скоростей и подач. Заготовка для каждого испытания была 8 мм толщиной МТМ 46 CFRP на базе смолы с однонаправленными волокнами. Эта конфигурация, которая используется, например, в авиационной промышленности, является особенно сложной для обработки.
Таблица 1 идентифицирует сверло, используемое для каждого испытания посредством угла наклона винтовой линии, скорости резания и подачи.
(м/мин)
(мм/об)
Фиг.5 и 6 показывают разброс размера отверстия, достигнутый при различных скоростях и подачах для сверл с углом подъема винтовой линии 20° и 50° соответственно. Фиг.6 показывает, что при всех условиях испытания сверло с постоянным углом наклона винтовой линии 50° образует отверстие в поле допуска, идентифицируемом линией 62, соответствующей Н7. Фиг.5 показывает, что в тех же условиях сверло с углом наклона 20 не выполняло отверстие с размером внутри поля допуска, определяемого как линией 52, так и 53 соответствующих Н7 и Н8 соответственно, в испытуемом диапазоне скорости и подачи. Эти результаты показывают, что большой угол наклона винтовой линии, определенный в формуле изобретения, последовательно показывает размер отверстия внутри поля допуска, чего не происходит для случая сверл, имеющих меньший угол наклона винтовой линии. Этот эксперимент иллюстрирует преимущество большого угла наклона винтовой линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОМПОЗИЦИОННОГО МАТЕРИАЛА, АРМИРОВАННОГО ВОЛОКНАМИ | 2007 |
|
RU2431548C2 |
| СПИРАЛЬНОЕ СВЕРЛО | 2006 |
|
RU2414996C2 |
| КЕРАМИЧЕСКОЕ СВЕРЛО ДЛЯ ВЫСОКОСКОРОСТНОГО СВЕРЛЕНИЯ | 2004 |
|
RU2350436C2 |
| СПИРАЛЬНОЕ СВЕРЛО | 2004 |
|
RU2372171C2 |
| ВЕРШИНА СВЕРЛА ДЛЯ СВЕРЛИЛЬНОГО ИНСТРУМЕНТА | 2007 |
|
RU2452597C2 |
| СВЕРЛО | 2001 |
|
RU2277458C2 |
| ХИРУРГИЧЕСКОЕ СВЕРЛО | 2017 |
|
RU2741718C2 |
| Спиральное сверло | 1989 |
|
SU1632646A1 |
| СВЕРЛО | 2002 |
|
RU2283224C2 |
| СВЕРЛО С КАНАЛОМ ДЛЯ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО СРЕДСТВА | 1996 |
|
RU2140341C1 |
Изобретение относится к обработке материалов резанием и может быть использовано для сверления композиционных материалов. Сверло содержит хвостовик, тело сверла, головку сверла с режущей кромкой, поперечную кромку и вспомогательную поперечную кромку. Угол вспомогательной поперечной кромки составляет от 140° до 165°. Головка сверла имеет угол при вершине от 70° до 100° и канавку, продолжающуюся от головки сверла вдоль тела и имеющую постоянный угол наклона в диапазоне от 45° до 55°. Раскрыты способ сверления композиционного материала заявленным сверлом и способ его изготовления. Повышается качество обработки и стойкость инструмента. 5 н. и 10 з.п. ф-лы, 1 табл., 6 ил.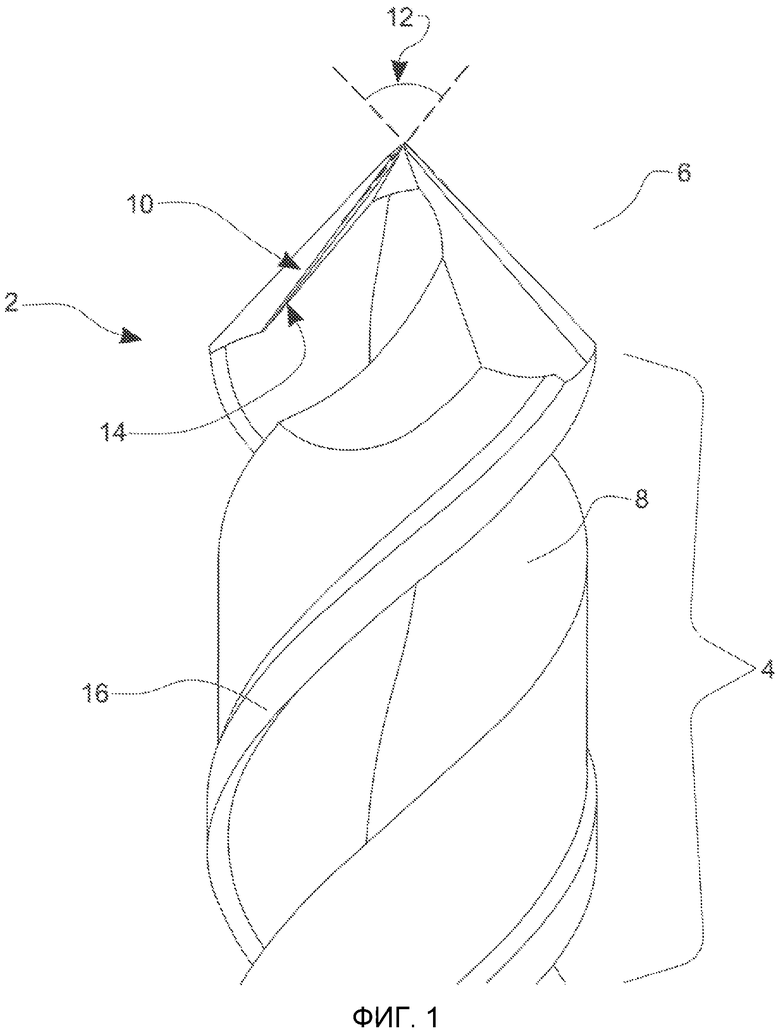
1. Спиральное сверло для сверления композиционных материалов, содержащее:
хвостовик;
тело сверла (2);
головку сверла, включающую режущую кромку (10), поперечную кромку, вспомогательную поперечную кромку, причем угол вспомогательной поперечной кромки составляет от 140° до 165°, головка сверла имеет угол при вершине от 70° до 100°; и
канавку (8), продолжающуюся от головки (6) сверла вдоль тела (4) сверла и имеющую постоянный угол наклона винтовой линии, выбранный из диапазона от 45° до 55°.
2. Спиральное сверло по п. 1, в котором головка сверла включает главную заднюю поверхность, продолжающуюся позади режущей кромки, и вспомогательную заднюю поверхность, продолжающуюся позади задней главной поверхности, причем задний угол на главной задней поверхности составляет от 15° до 25°, а задний угол на вспомогательной задней поверхности составляет от 15° до 30°.
3. Спиральное сверло по п. 1 или 2, в котором головка сверла имеет осевой передний угол от 5° до 8°.
4. Спиральное сверло по п. 1, в котором головка сверла имеет угол при вершине от 85° до 88°.
5. Спиральное сверло по п. 1, в котором угол вспомогательной поперечной кромки составляет от 145° до 155°.
6. Спиральное сверло по п. 1, в котором канавка имеет правую винтовую линию.
7. Способ сверления композиционного материала, содержащего волокна, включающий этап сверления композиционного материала с использованием спирального сверла по любому из пп. 1-6.
8. Способ по п. 7, в котором композиционный материал является пластмассой, усиленной углеродным волокном (CFRP), или пластмассой, усиленной стеклянным волокном (GFRP).
9. Способ по п. 7 или 8, в котором этап сверления включает автоматическое сверление.
10. Способ по п. 8, в котором осуществляют сверление стопы композиционных материалов.
11. Способ по п. 10, в котором стопа включает CFRP и GFRP.
12. Способ по п. 10, в котором стопа включает CFRP и Al.
13. Применение спирального сверла по любому из пп. 1-6 для автоматического сверления композиционного материала способом по п. 9.
14. Способ изготовления спирального сверла для сверления композиционных материалов, включающий этап перетачивания вершины спирального сверла с образованием сверла по любому из пп. 1-6.
15. Способ изготовления спирального сверла для сверления композиционных материалов, включающий этапы:
(i) выполнения на заготовке сверла канавки с получением винтовой канавки с постоянным углом наклона винтовой линии в диапазоне от 45° до 50° от начала до конца канавки;
(ii) формирования режущей кромки на конце канавки;
(iii) заострения для образования угла при вершине от 70° до 100°;
(iv) формирования угла вспомогательной поперечной кромки в диапазоне от 140° до 165°.
| WO 2008013725 A1, 31.01.2008 | |||
| Сверло | 1982 |
|
SU1144800A1 |
| Сверло для пластмассы и т.п. материала | 1940 |
|
SU63889A1 |
| US 5690003 A, 25.11.1997. | |||

