Область техники
Настоящее изобретение относится к дисковым охватывающим фрезам и режущим пластинам для них, применяемым, например, для обработки поршней, используемых в двигателях внутреннего сгорания, основанных на принципе двустороннего поступательного движения. В частности, оно относится к присоединительному механизму, служащему для присоединения дисковых охватывающих фрез к адаптеру, монтируемому на обрабатывающем оборудовании.
Предшествующий уровень техники
До настоящего времени были известны так называемые дисковые охватывающие фрезы внутреннего типа, например такие, как описанные в патентном документе 1. В этих дисковых охватывающих фрезах на внутренней поверхности рабочей части корпуса фрезы, представляющей собой малую окружность при вращении вокруг осевой линии, во множестве сформированы гнезда первых режущих пластин. Вместе с этим, на поверхности обоих краев рабочей поверхности корпуса фрезы во множестве сформированы гнезда вторых режущих пластин, и в этих гнездах монтируются режущие пластины одного и того же типа.
На данных режущих пластинах сформировано в общей сложности восемь режущих кромок на пересечениях линий фигур, представляющих собой малые параллелограммы и расположенных по противоположным сторонам боковых поверхностей, а также верхних и нижних поверхностей режущих пластин. На одной из вышеупомянутых боковых поверхностей, отличающейся от противоположной, площадь со стороны тупого угла режущей пластины срезана с тем, чтобы увеличить этот угол. За счет этого данная боковая сторона состоит из двух стенок и представляет собой выступающее на внешней стороне режущей пластины возвышение. Кроме того, части как верхней, так и нижней поверхностей режущей пластины, где они примыкают к данной боковой стороне, обработаны до образования выпуклой скругленной поверхности.
Режущие пластины, монтируемые в первых гнездах, установлены так, что сформированная со стороны острого угла режущей пластины, представляющей собой фигуру в форме параллелограмма, режущая кромка выступает из плоскости внутреннего круга режущей пластины под положительным углом к оси и отрицательным углом к радиусу и является осевым лезвием, служащим для обработки внешних поверхностей осевых частей поршней.
С другой стороны, режущие пластины, монтируемые во вторых гнездах, установлены так, что сформированная со стороны тупого угла режущей пластины, представляющей собой фигуру в форме параллелограмма, режущая кромка выступает за край пластины под отрицательным углом к оси и отрицательным углом к радиусу и является волновым лезвием, служащим для обработки сторон противовесных частей поршней.
Подобные дисковые охватывающие фрезы позволяют за счет монтирования пластин одного и того же типа как в первых, так и во вторых гнездах, а также за счет заточки каждой пластины с формированием в общей сложности восьми режущих кромок оптимизировать использование инструментов и запасных частей. Кроме того, за счет применения пластин, имеющих форму параллелограмма с боковой стороной, имеющей описанные выше особенности, для монтируемых в первых гнездах пластин, при установке их режущих кромок, являющихся осевыми лезвиями, положительного осевого угла, появляется возможность снизить сопротивление при фрезеровании.
До сих пор были известны дисковые охватывающие фрезы, оснащенные монтируемым на обрабатывающем оборудовании адаптером в форме цилиндра и собственно фрезы с цилиндрическим корпусом в форме цилиндра, вращающимся вокруг оси за счет укрепления во внутренней части этого адаптера. Собственно на корпусе формируется фланцевая часть в форме малой окружности, выступающая наружу в радиальном направлении по всему внешнему круговому периметру. На адаптере формируется ступенчатая часть в форме малой окружности, углубленная в радиальном направлении по всему круговому периметру внутренней части, принимающая вышеупомянутую фланцевую часть.
В подобных дисковых охватывающих фрезах при вставлении собственно корпуса по направлению вдоль его осевой линии во внутреннюю круговую часть адаптера фланцевая часть корпуса и ступенчатая часть адаптера соприкасаются поверхностями так, что перекрывают друг друга в направлении радиуса корпуса, при этом положение корпуса фиксируется относительно адаптера в осевом направлении. Далее, на сформированные на внешней круговой поверхности корпуса углубленные в радиальном направлении внутрь множественные впадины надеваются множественные ключевые части, и за счет прижимания с одной стороны корпуса множественными зажимными устройствами корпус фиксируется относительно адаптера в направлении вращения. Вместе с этим осевая линия корпуса совмещается с осевой линией адаптера, и таким образом фреза присоединяется к внутренней части адаптера.
Однако в подобных известных до сих пор дисковых охватывающих фрезах при том, что имеющая плоскую кольцеобразную форму поверхность соприкосновения фланцевой части корпуса и ступенчатой части адаптера имеет большую длину, установленную в направлении радиуса корпуса, и что одна его сторона прижимается множественными зажимными устройствами, имелась проблема слабости по отношению к большим осевым нагрузкам (нагрузкам вдоль направления осевой линии фрезы). Иными словами, в состоянии, когда корпус установлен в адаптере, при приложении осевой нагрузки фланцевая часть или же ступенчатая часть адаптера деформировались, вследствие чего возникало смещение корпуса относительно адаптера вдоль оси и соответственно ухудшалась прецизионность множественных лезвий, установленных во внутренней круговой части корпуса.
Кроме того, в патентном документе 2 представлена дисковая охватывающая фреза следующей конструкции. Собственно на корпусе сформированы множественные выступающие части, выдающиеся из его внешней круговой поверхности наружу в радиальном направлении. В адаптере сформированы множественные впадины, представляющие собой углубления, развитые в радиальном направлении в его внутренней круговой поверхности, предназначенные для взаимодействия с вышеупомянутыми множественными выступающими частями. Как эти множественные выступающие части, так и множественные впадины имеют сужающуюся форму с тем, чтобы при движении вперед по направлению закрепления (направление, в котором корпус вставляется во внутреннюю круговую часть адаптера) расстояние между противоположными поверхностями в направлении вращения уменьшалось.
В подобных дисковых охватывающих фрезах при вставлении корпуса фрезы по направлению вдоль его осевой линии во внутреннюю круговую часть адаптера за счет надевания множественных впадин адаптера на множественные выступающие части корпуса соответственно положение корпуса определяется относительно адаптера в направлении осевой линии. Вместе с этим корпус фиксируется относительно адаптера в направлении вращения, и, более того, его осевая линия совмещается с осевой линией адаптера. Далее, за счет прижимания с одной стороны корпуса множественными зажимными устройствами корпус закрепляется во внутренней круговой части адаптера.
(Патентный документ 1) номер специальной публикации 2002-46009
(Патентный документ 2) номер специальной публикации 8-118125
Раскрытие изобретения
Технические задачи, решаемые изобретением
В представленной в патентном документе 1 дисковой охватывающей фрезе являющиеся осевыми лезвиями режущие кромки, осевой угол которых установлен на положительное значение, сформированы в части острого угла режущей пластины, имеющей форму параллелограмма. Вместе с тем, так как эта режущая пластина имеет одну сторону, на которой срезана площадь части тупого угла, как это было описано выше, радиальный угол сформированной в части тупого угла пластины режущей кромки, являющейся волновым лезвием, неизбежно становится очень большим в сторону отрицательного угла. Как следствие, данная дисковая охватывающая фреза, представленная в патентном документе 1, не могла служить эффективным средством для уменьшения сопротивления при резьбе. Кроме того, при подобной форме резца из-за наличия в части тупого угла вышеописанной срезанной стороны было невозможно обеспечить достаточную длину режущей кромки без удлинения режущей пластины, вследствие чего увеличивалось пространство, занимаемое формируемыми на пластине гнездами для крепления резцов, за счет чего терялась прочность фрезы. В дополнение к этому существовала и такая проблема, что режущая пластина имела усложненную форму, что затрудняло его изготовление и увеличивало расходы на обработку.
Данное изобретение учитывает вышеизложенные технические проблемы, и его первой целью является предоставление дисковой охватывающей фрезы и режущих пластин для нее, способных эффективно понизить сопротивление при резьбе, сохраняя при этом высокую прочность фрезы, а также простых в изготовлении.
Однако в представленной в патентном документе 2 дисковой охватывающей фрезе, несмотря на то, что она устойчива к осевым нагрузкам, фиксация положения корпуса по направлению осевой линии относительно адаптера осуществляется только за счет надевания имеющих сужающуюся форму впадин на имеющие сужающуюся форму выступающие части. Вследствие этого возникала следующая проблема. Из-за нагрева во время обработки адаптер подвергается тепловому расширению. Если в это время сменить фрезу, то образуется ее смещение относительно адаптера по направлению осевой линии. Иными словами, вследствие теплового расширения адаптера ширина сформированных на этом адаптере множественных впадин увеличивается, и если в такие расширенные впадины вставлять выполненные на корпусе фрезы выступающие части, имеющего нормальную температуру, фреза вставится излишне глубоко во внутреннюю круговую часть адаптера, что приведет к ухудшению прецизионности множественных лезвий, установленных во внутренней круговой части фрезы.
Данное изобретение учитывает вышеизложенные задачи, и его второй целью является представление дисковой охватывающей фрезы и режущей пластины для нее, не допускающей смещения корпуса фрезы по направлению осевой линии относительно адаптера даже под действием осевых нагрузок или нагревания при работе и сохраняющей высокую прецизионность лезвий.
Однако в представленной в патентном документе 2 дисковой охватывающей фрезе зазоры между сформированными на корпусе фрезы множественными выступающими частями открыты с обеих сторон корпуса, равно как и сформированные на адаптере множественные впадины также открыты с обеих сторон адаптера.
Вследствие этого становится невозможным сохранять высокую жесткость как фрезы, так и адаптера, а вместе с этим и высокую жесткость соединения, когда фреза присоединена к адаптеру, и возникает проблема того, что образуется смещение фрезы относительно адаптера и ухудшается прецизионность множественных лезвий, установленных в ее внутренней круговой части.
Данное изобретение учитывает вышеизложенные задачи, и его третьей целью является представление дисковой охватывающей фрезы и режущей пластины для нее, сохраняющей высокую жесткость соединения, когда фреза присоединена к адаптеру, не допускающих упомянутого выше смещения фрезы и поддерживающей прецизионность лезвий на хорошем уровне.
Для решения вышеизложенных задач и достижения первой цели описываемая в данном изобретении дисковая охватывающая фреза имеет следующие особенности. В этой дисковой охватывающей фрезе на круговой поверхности рабочей части, имеющей форму плоского кольца, сформированы первые гнезда режущих пластин. На поверхности краев сформированы вторые гнезда режущих пластин. В вышеупомянутых первых гнездах режущие пластины, на которых сформированы режущие кромки в местах пересечения линий граней между противоположными боковыми сторонами собственно режущей пластины, имеющей форму трапеции, и как верхней, так и нижней сторонами пластины, монтируются так, чтобы направление толщины пластины совпадало с направлением радиуса корпуса фрезы, и режущая кромка, сформированная со стороны острых углов режущей пластины, использовалась для фрезерования. В вышеупомянутых вторых гнездах резцы монтируются так, чтобы направление толщины режущей пластины совпадало с направлением ее осевой линии, и режущая кромка, сформированная со стороны тупых углов пластины, использовалась для фрезерования.
Для решения вышеизложенных задач и достижения второй цели описываемая в данном изобретении дисковая охватывающая фреза имеет следующие особенности. На дисковой охватывающей фрезе, оснащенной монтируемым на обрабатывающем оборудовании адаптером и рабочей частью в форме окружности, вращающейся вокруг оси за счет укрепления на этом адаптере, на рабочей части формируется фланцевая часть плоской кольцевой формы, выступающая в радиальном направлении по всей круговой поверхности. На вышеупомянутом адаптере формируется ступенчатая часть плоской кольцевой формы, углубленная в радиальном направлении по всей круговой поверхности, принимающая вышеупомянутую фланцевую часть. В состоянии, когда фреза присоединена к адаптеру, фланцевая часть ее рабочей части и ступенчатая часть адаптера соприкасаются поверхностями так, что перекрывают друг друга в направлении радиуса фрезы, причем длина этой площади соприкосновения на направлении радиуса корпуса фрезы в отношении диаметра D корпуса устанавливается в пределах 0,1D-1,0D.
Для решения вышеизложенных задач и достижения третьей цели описываемая в данном изобретении дисковая охватывающая фреза имеет следующие особенности. На дисковой охватывающей фрезе, оснащенной монтируемым на обрабатывающем оборудовании адаптером и рабочей частью в форме малой окружности, вращающимся вокруг оси за счет укрепления на этом адаптере, на вышеупомянутой рабочей части формируется фланцевая часть в форме малой окружности, выступающая в радиальном направлении по всей круговой поверхности корпуса. На вышеупомянутом адаптере формируется ступенчатая часть плоской кольцевой формы, углубленная в радиальном направлении по всей круговой поверхности, принимающая вышеупомянутую фланцевую часть. На поверхности стенки фланцевой части, обращенной к ступенчатой части, либо на поверхности стенки ступенчатой части, обращенной к фланцевой части, формируется выступающая часть в направлении осевой линии корпуса фрезы. С противоположной стороны формируется углубление в направлении осевой линии корпуса для насаживания вышеупомянутой выступающей части.
При этом для данного изобретения желательно, чтобы выступающая часть была сформирована так, чтобы расстояние до ее противоположной стороны по направлению вращения уменьшалось в направлении выступа, а углубление было сформировано так, чтобы расстояние до противоположной стороны по направлению вращения уменьшалось в глубину.
Согласно данному изобретению монтируемые в первых и во вторых гнездах однотипные режущие пластины представляют собой, как об этом говорилось выше, пластины трапециевидной формы. Сформированные со стороны острых углов пластин, монтируемых в первых гнездах, режущие кромки используются при фрезеровании в качестве осевых лезвий, а сформированные со стороны тупых углов пластин, монтируемых во вторых гнездах, режущие кромки используются при фрезеровании в качестве волновых. Таким образом, осевой угол используемых в качестве осевых лезвий режущих кромок на монтируемых в первых гнездах пластинах возможно установить на положительное значение. Причем вследствие того, что режущие пластины имеют трапециевидную форму, и как одна их боковая сторона, так и отличающаяся от нее другая боковая сторона состоят из одной поверхности-стенки, радиальный угол используемых в качестве волновых лезвий режущих кромок на монтируемых во вторых гнездах пластинах хотя и устанавливается на отрицательное значение, но не отклоняется значительно в сторону отрицательного угла. Это позволяет при помощи данного изобретения эффективно понизить сопротивление при фрезеровании и поддерживать прецизионную и стабильную обработку поршней.
Кроме того, так как одна и противоположная ей другая боковые стороны режущей пластины состоят из одной поверхности-стенки, становится возможным обеспечивать достаточную длину режущей кромки и без удлинения самой режущей пластины, что позволяет уменьшить сформированное на рабочей части фрезы пространство, занимаемое гнездами для резцов, и таким образом сохранить высокую прочность фрезы. Более того, режущие пластины имеют простую форму, что упрощает их изготовление и позволяет снизить затраты на обработку.
Кроме того, согласно данному изобретению, в состоянии, когда фреза присоединена к адаптеру, поверхности фланцевой части ее рабочей части и ступенчатой части адаптера соприкасаются, перекрывая друг друга в направлении радиуса корпуса фрезы, и его положение фиксируется относительно адаптера в направлении осевой линии. Благодаря этому, даже если менять фрезу, когда адаптер подвергнут тепловому расширению в результате нагрева при фрезеровании, новая фреза практически не будет смещаться относительно адаптера в направлении осевой линии.
Далее, длина кольцеобразной поверхности соприкосновения фланцевой части рабочей части фрезы и ступенчатой части адаптера в направлении радиуса корпуса фрезы устанавливается в размере 1,0D или менее, благодаря чему даже при больших осевых нагрузках деформировать фланцевую или ступенчатую часть становится труднее, и не возникает таких нежелательных явлений, как смещение фрезы относительно адаптера в направлении осевой линии. Кроме того, благодаря установке длины вышеупомянутой кольцеобразной поверхности соприкосновения в направлении радиуса корпуса в размере 0,1D и более не возникает таких нежелательных явлений, как потеря функции фиксации фрезы относительно адаптера.
Следовательно, появляется возможность поддерживать высокую прецизионность расположенных на внутренней круговой части множественных режущих кромок, благодаря чему становится возможным повысить прецизионность обработки поршней.
Кроме того, для данного изобретения желательно фиксировать фрезу относительно адаптера в направлении вращения, а вместе с этим и сопоставлять осевые линии фрезы и адаптера следующим образом. На корпусе фрезы формируются множественные выступы, выдающиеся из его круговой поверхности в радиальном направлении. В адаптере формируются множественные впадины, представляющие собой углубления в радиальном направлении в его круговой поверхности. В состоянии, когда корпус укреплен в адаптере, вышеупомянутые множественные выступы совмещаются с вышеупомянутыми множественными впадинами.
Кроме того, согласно данному изобретению, в состоянии, когда фреза укреплена в адаптере, за счет того, что вышеупомянутые выступы вставляются в вышеупомянутые впадины, ее положение фиксируется относительно адаптера в направлении линии оси, а также фреза фиксируется относительно адаптера в направлении вращения, и, более того, ее осевая линия совпадает с осевой линией адаптера.
Далее, вышеупомянутые выступы сформированы таким образом, чтобы выдаваться из вышеупомянутой поверхности стенки округлой фланцевой части или ступенчатой части в направлении осевой линии корпуса, а вышеупомянутые впадины сформированы таким образом, чтобы представлять собой углубления в вышеупомянутой поверхности стенки округлой ступенчатой части или фланцевой части в направлении осевой линии корпуса. Благодаря этому устраняется открытость просветов между выступающими частями или углубленных частей с обоих краев боковых сторон корпуса и адаптера, что дает возможность сохранить жесткость как фрезы, так и адаптера.
Следовательно, становится возможным сохранять высокую жесткость соединения фрезы с адаптером и не допускать образования смещения фрезы относительно адаптера. Также появляется возможность поддерживать на хорошем уровне прецизионность расположенных на фрезе множественных режущих кромок, благодаря чему становится возможным повысить прецизионность обработки поршней.
Описание чертежей. Принцип осуществления изобретения
Форма реализации 1
Ниже приводится разъяснение относительно дисковой охватывающей фрезы по форме реализации 1 данного изобретения с использованием фиг.1-3.
Фреза 10 дисковой охватывающей фрезы по форме реализации 1 данного изобретения, как это показано на чертежах увеличенных фрагментов 1-2, имеет форму круга с центром в оси О и вращается вокруг этой оси О.
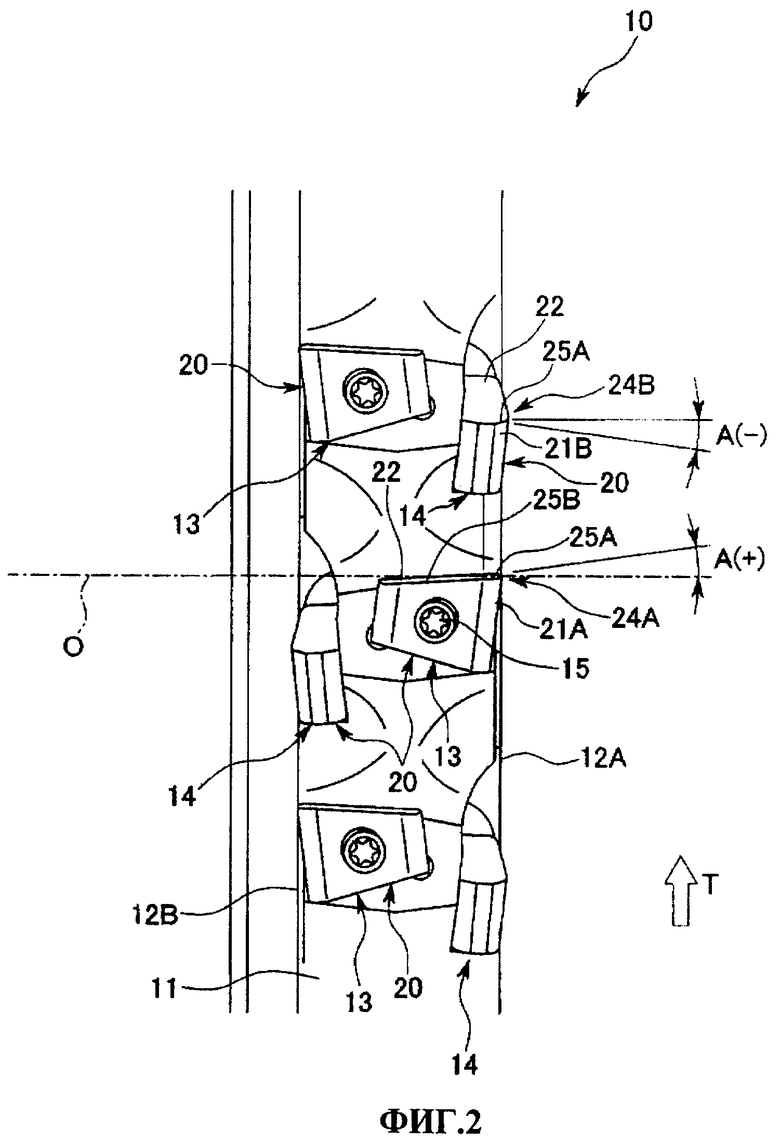
В данной фрезе 10 на ее рабочей округлой поверхности 11, обращенной в радиальном направлении внутрь, вдоль направления вращения фрезы с равными интервалами во множестве сформированы первые гнезда для режущих пластин 13..., а с внутренней округлой стороны 11 на краях каждой из боковых сторон 12А и 12В, обращенных наружу в направлении оси О, вдоль направления вращения фрезы с равными интервалами во множестве сформированы вторые гнезда для резцов 14....
Сформированные во множестве на внутренней округлой поверхности 11 первые гнезда для режущих пластин 13... чередуются в направлении вращения фрезы 10 между боковыми сторонами 12А и 12В на расположенные с боковой стороны 12А и расположенные с боковой стороны 12В.
Сформированные во множестве на одной из боковых сторон 12А вторые гнезда для резцов 14... расположены вдоль направления вращения и немного позади по этому направлению Т относительно соответствующих расположенных на внутренней округлой поверхности 11 ближе к противоположной стороне 12В первых гнезд для режущих пластин 13.... Сформированные во множестве на другой из боковых сторон 12 В вторые гнезда для режущих пластин 14... также расположены вдоль направления вращения и немного позади по этому направлению Т относительно соответствующих расположенных на внутренней округлой поверхности 11 ближе к противоположной стороне 12А первых гнезд для режущих пластин 13....
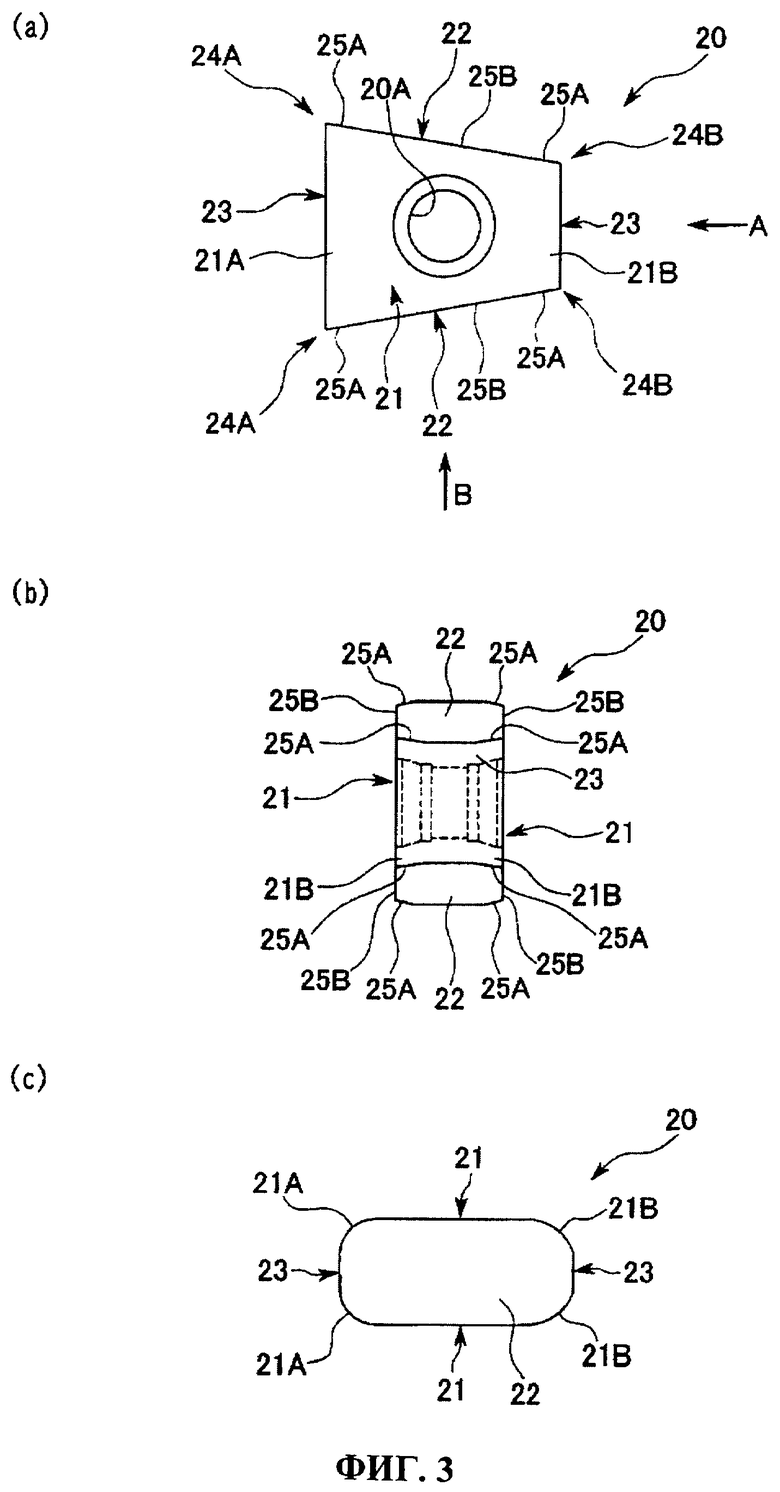
Далее, монтируемые в вышеописанных первых гнездах 13... и вторых гнездах 14... режущие пластины 20, как это показано на фиг.3, представляют собой пластины трапециевидной формы, которые имеют расположенные напротив друг друга по обеим сторонам в направлении толщины пластины параллельные друг другу верхнюю и нижнюю поверхности 21 и 21, расположенные напротив друг друга по обеим сторонам в направлении ширины пластины 20 длинные боковые поверхности 22 и 22, а также расположенные напротив друг друга по обеим сторонам в направлении длины пластины 20 параллельные друг другу короткие боковые поверхности 21 и 21. Таким образом, режущая пластина 20 в верхней проекции (при взгляде вдоль направления толщины пластины 20), представленной на фиг.3 (а), имеет пару одинаковых острых углов 24А и 24А, а также пару одинаковых тупых углов 24В и 24В.
В центральной части собственно пластины 20 выполнено сквозное отверстие 20А в направлении толщины (на фиг.3 (b) в направлении слева направо, перпендикулярно верхней и нижней сторонам 21), используемое при креплении пластины для прохождения крепежного болта.
Расположенные напротив друг друга обе длинные боковые стороны 22 и 22 пластины 20 параллельны направлению толщины пластины 20 и представляют собой плоские поверхности. Расположенные напротив друг друга обе короткие стороны 23 и 23 пластины 20 также параллельны направлению толщины пластины 20 и представляют собой плоские поверхности.
Верхняя и нижняя стороны 21 и 21 пластины 20 в направлении длины (направление слева направо на чертеже 3 (а)) в обеих торцевых частях пересекаются с обеими короткими сторонами 23 и 23 пластины 20, однако, как показано на фиг.3 (с), обе торцевые части верхней и нижней сторон 21 и 21 в вышеозначенном направлении длины обработаны до выпуклой скругленной формы.
Части верхней и нижней сторон 21, примыкающие к одной из коротких сторон 23, соединяющей острые углы 24А и 24А, как показано в левой части фиг.3 (с), обработаны до образования скругленных поверхностей 21А, плавно соединяющихся с короткой стороной 23, а примыкающие к противоположной короткой стороне 23, соединяющей тупые углы 24В и 24В, как показано в правой части фиг.3 (с), обработаны до образования скругленных поверхностей 21В, не соединяющихся плавно с короткой стороной 23.
Далее, на пластине 20 в части ребер пересечения длинных боковых сторон 22 и 22 с верхней и нижней сторонами 21 и 21 формируются режущие кромки. Более подробно, в части ребер пересечения находящихся на верхней и нижней сторонах 21 и 21 скругленных частей 21А, 21А, 21В и 21В с длинными боковыми сторонами 22 и 22 формируются в общей сложности восемь имеющих форму выпуклых округлых линий лезвий 25А. В части ребер пересечения верхней и нижней сторон 21 и 21 за исключением скругленных поверхностей 21А, 21А, 21В и 21В с длинными боковыми сторонами 22 и 22 формируются в общей сложности четыре имеющих форму прямых линий лезвия 25В. Таким образом, на одной режущей пластине формируется всего восемь изогнутых лезвий 25А... и всего четыре прямых лезвия 25В....
Режущие пластины вышеописанной конструкции устанавливаются в первых гнездах 13 так, чтобы направление толщины пластины 20 совпадало с направлением радиуса корпуса фрезы 10, одна из длинных сторон 22 и 22 приподнимается в направлении Т вращения резака, и пластина 20 монтируется при помощи вставляемого в сквозное отверстие 20А крепежного болта 15.
На режущих пластинах, закрепленных в первых гнездах 13, одно из восьми сформированных на них изогнутых лезвий 25А..., сформированное в части острого угла 24А (в особенности, одно из четырех изогнутых лезвий 25А..., сформированное в части ребер пересечения длинных сторон 22 с закругленными частями 21А, в свою очередь составляющими те части, где верхняя и нижняя стороны 21 и 21 пересекаются с короткими сторонами 23 и 23), выдается из внутренней круговой поверхности собственно резака 10 внутрь в радиальном направлении и вместе с этим за край 12А (12В) рабочей части фрезы 10 наружу в направлении осевой линии О. Примыкающее к этому изогнутому лезвию 25А прямое лезвие 25В выдается из внутренней круговой поверхности 11 рабочей части фрезы 10 внутрь в радиальном направлении.
Расположенные и выставленные подобным образом изогнутые лезвия 25А и прямые лезвия 25В являются осевыми лезвиями для обработки внешних круговых поверхностей осевых частей (рычаговых частей) поршней.
Закругленная часть 21А, прилегающая к используемому в качестве осевого лезвия изогнутому лезвию 25А сзади по направлению Т вращения резака, следуя направлению назад по направлению Т вращения резака, отклоняется наружу в радиальном направлении. Вместе с этим, следуя направлению назад по направлению Т вращения резака, отклоняется внутрь в направлении осевой линии О. Таким образом, этой закругленной части 21А, представляющей собой поверхность припуска для используемого в качестве осевого лезвия изогнутого лезвия 25А, придается припуск.
Для этого радиальный угол R используемого в качестве осевого лезвия изогнутого лезвия 25А за счет отклонения этого лезвия вперед по направлению Т вращения резака, следуя направлению наружу вдоль радиуса, устанавливается на отрицательную величину (например, -8°).
Вместе с этим, осевой угол А используемого в качестве осевого лезвия изогнутого лезвия 25А за счет отклонения этого лезвия назад по направлению Т вращения резака, следуя направлению внутрь вдоль линии оси О, устанавливается на положительную величину (например, 6°).
Иными словами, благодаря наличию острой угловой части 24А, в которой под острым углом пересекаются образующие радиальный и осевой углы, длинная боковая сторона 22 и короткая сторона 23, даже если закругленной части 21А, представляющей собой поверхность припуска для используемого в качестве осевого лезвия изогнутого лезвия 25А, придается припуск, все равно возможно установить осевой угол осевого лезвия 25А на положительное значение.
Режущие пластины вышеописанной конструкции устанавливаются во вторых гнездах 14 так, чтобы направление толщины пластины 20 совпадало с направлением осевой линии О фрезы 10, одна из длинных сторон 22 и 22 приподнимается в направлении Т вращения резака, и пластина 20 монтируется при помощи вставляемого в сквозное отверстие 20А крепежного болта 15.
На пластинах 20, закрепленных во вторых гнездах 14, одно из восьми сформированных на них изогнутых лезвий 25А..., сформированное в части тупого угла 24В (в особенности, одно из четырех изогнутых лезвий 25А..., сформированное в части ребер пересечения длинных сторон 22 с закругленными частями 21В, в свою очередь, составляющими те части, где верхняя и нижняя стороны 21 и 21 пересекаются с короткими сторонами 23 и 23), выдается за край 12А (12В) рабочей части 10 наружу в направлении осевой линии О.
Расположенные и выставленные подобным образом изогнутые лезвия 25А являются волновыми лезвиями для обработки боковых поверхностей противовесных частей поршней.
Закругленная часть 21В, прилегающая к используемому в качестве волнового лезвия изогнутому лезвию 25А сзади по направлению Т вращения резака, следуя направлению назад по направлению Т вращения резака, отклоняется внутрь в направлении осевой линии О. Вместе с этим, следуя направлению назад по направлению Т вращения резака, отклоняется наружу в радиальном направлении. Таким образом, этой закругленной части 21В, представляющей собой поверхность припуска для используемого в качестве волнового лезвия изогнутого лезвия 25А, придается припуск.
Для этого осевой угол А используемого в качестве волнового лезвия изогнутого лезвия 25А за счет отклонения этого лезвия вперед по направлению Т вращения резака, следуя направлению внутрь вдоль линии оси О, устанавливается на отрицательную величину (например, -6°). Вместе с этим, радиальный угол R используемого в качестве волнового лезвия изогнутого лезвия 25А за счет отклонения этого лезвия вперед по направлению Т вращения резака, следуя направлению наружу вдоль радиуса, устанавливается на отрицательную величину (например, -17°).
При помощи дисковых охватывающих фрез подобной конструкции возможно обрабатывать поршни до установленной формы следующим образом. Фреза устанавливается на обрабатывающем оборудовании на месте так, чтобы ее осевая линия О совпала с основной осью. Зафиксированный в крепежном устройстве поршень вставляется во внутреннее пустое пространство фрезы 10 и в таком положении фреза движется вдоль оси поршня (осевой линии О), как вращаясь вокруг осевой линии О, так и обращаясь вокруг оси поршня.
Как уже разъяснялось выше, в дисковой охватывающей фрезе по форме реализации 1 данного изобретения, в первую очередь, в формируемых на рабочей части фрезы 10 первых гнездах для режущих пластин 13... и вторых гнездах для режущих пластин 14... используются однотипные режущие пластины. Формируемые на одной такой пластине 8 изогнутых лезвий 25А можно использовать при фрезеровании как в качестве осевого лезвия, так и в качестве волнового лезвия. Все это позволяет рационализировать затраты на инструмент и запасные части.
Кроме того, подобные режущие пластины 20, как упоминалось ранее, представляют собой пластину трапециевидной формы с длинными боковыми сторонами 22 и 22 и короткими сторонами 23 и 23, что позволяет при монтировании в первом гнезде 13 устанавливать осевой угол А изогнутого лезвия 25А, используемого в качестве осевого лезвия, на положительное значение. При этом благодаря тому, что короткие стороны 23 и 23 пластины 20 представляют собой плоские поверхности, несмотря на то, что при монтировании во втором гнезде 14 радиальный угол R изогнутого лезвия 25А, используемого в качестве волнового лезвия, устанавливается на отрицательное значение, он не слишком сильно отклоняется в отрицательную сторону.
Таким образом, следуя форме 1 реализации данного изобретения, возможно установить осевой угол А изогнутого лезвия 25А, используемого в качестве осевого лезвия, на положительное значение, что позволит эффективно понизить сопротивление при фрезеровании и поддерживать прецизионную и стабильную обработку поршней.
Кроме того, так как по форме 1 реализации данного изобретения обе короткие стороны 23 и 23 пластины 20 состоят из одной плоской поверхности, становится возможным обеспечивать достаточную длину режущей кромки и без удлинения пластины 20, что позволяет уменьшить сформированное на рабочей части фрезы 10 пространство, занимаемое гнездами для режущих пластин 13 и таким образом сохранить высокую прочность фрезы 10.
Более того, режущие пластины 20 имеют простую трапециевидную форму, что упрощает их изготовление и позволяет снизить затраты на обработку.
Следует заметить, что вышеописанная форма 1 реализации настоящего изобретения объясняет применение изобретения к так называемым дисковым охватывающим фрезам внутреннего типа, однако оно этим не ограничивается, и его можно применять и к так называемым осевым фрезам внешнего типа, где собственно на рабочей части, на внешней круговой поверхности наружу в радиальном направлении сформированы множественные первые гнезда для режущих пластин, а в обе стороны от краев в осевом направлении наружу сформированы множественные вторые гнезда для режущих пластин.
Форма реализации 2
Ниже при помощи прилагаемых чертежей разъясняется форма 2 реализации данного изобретения.
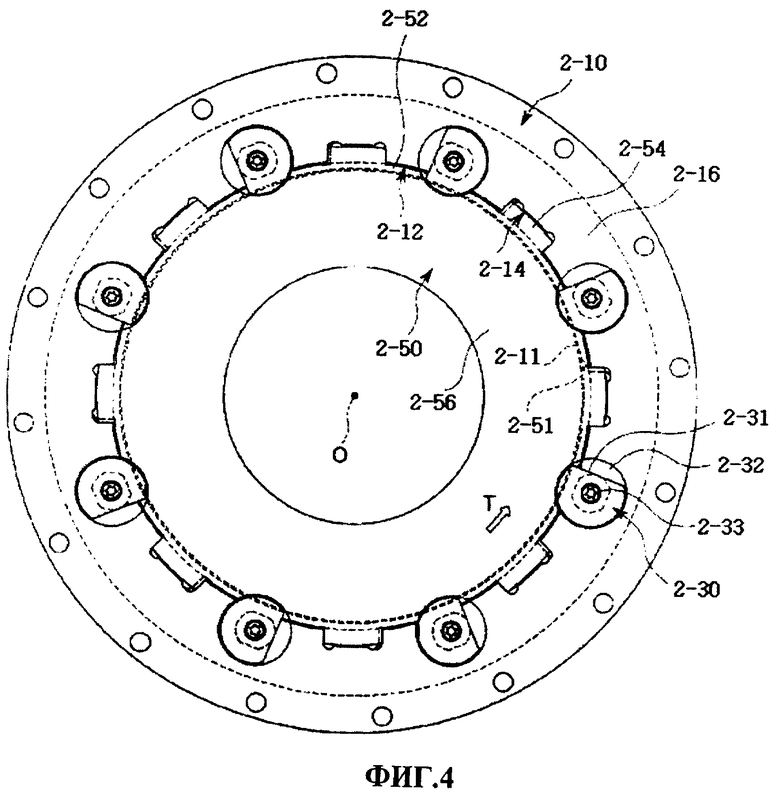
Дисковая охватывающая фреза по форме 2 реализации данного изобретения, как это показано на фиг.4 и 5, состоит из монтируемого на обрабатывающем оборудовании адаптера 2-10, имеющего плоскую кольцевую форму, и собственно фрезы 2-50, имеющей рабочую часть в виде плоского кольца с центром на осевой линии О, вставляемого во внутреннюю круговую часть адаптера 2-10 и там закрепляемого и за счет этого вращающегося вокруг осевой линии О.
Следует заметить, что на внутренней круговой части фрезы 2-50 во множестве закрепляются сменные режущие пластины, имеющие режущие кромки, используемые и как осевые лезвия для обработки внешних поверхностей осевых (рычаговых) частей поршней, и как волновые лезвия для обработки поверхностей противовесных частей поршней, но на чертежах они опущены.
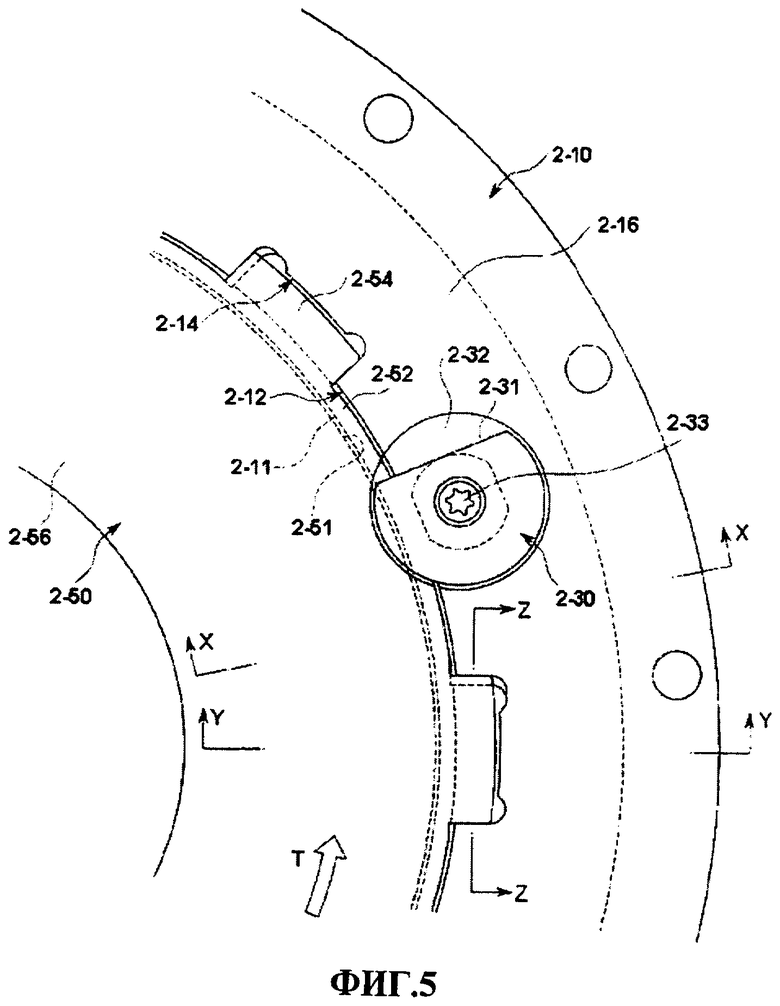
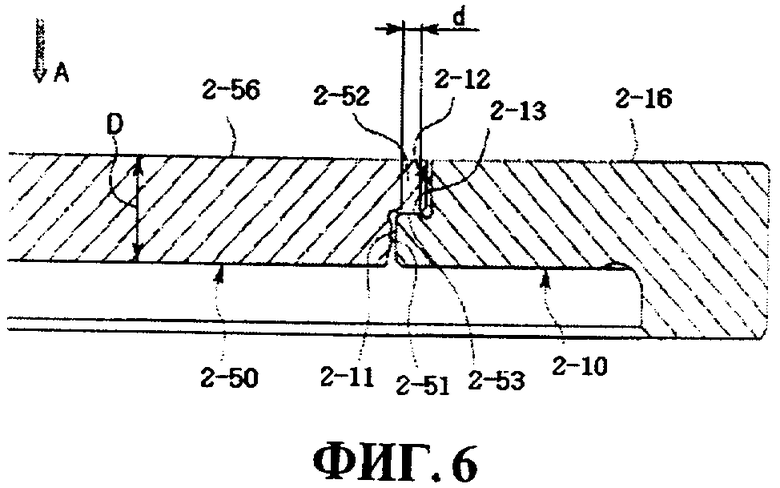
Как показано на фиг.6 и 7, на участке внешней круговой поверхности 2-51 рабочей части фрезы 2-50 со стороны, обратной направлению вставления фрезы А (направление, обратное направлению вставления собственно фрезы 2-50 во внутреннюю круговую часть адаптера 2-10, на фиг.6 и 7 - направление наверх) по всей круговой поверхности имеется выступ наружу в направлении радиуса корпуса фрезы 2-50 (на фиг.6 и 7 - правая сторона).
За счет этого на корпусе фрезы 2-50 формируется выступающий по всей круговой поверхности наружу в радиальном направлении круговой фланец 2-52, и на этом фланце 2-52 сформирована обращенная в направлении вставления фрезы А кольцевая стопорящая поверхность 2-53.
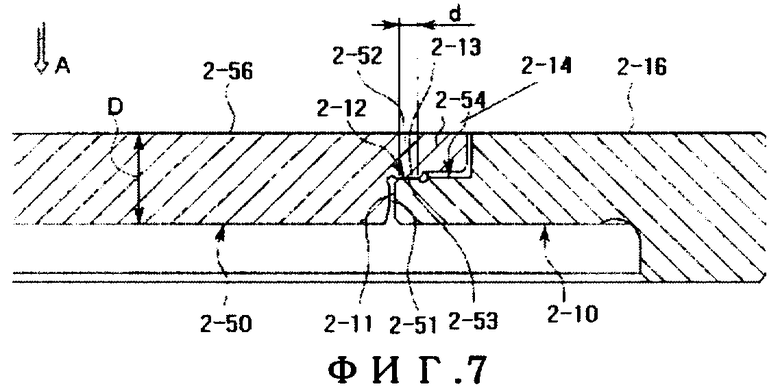
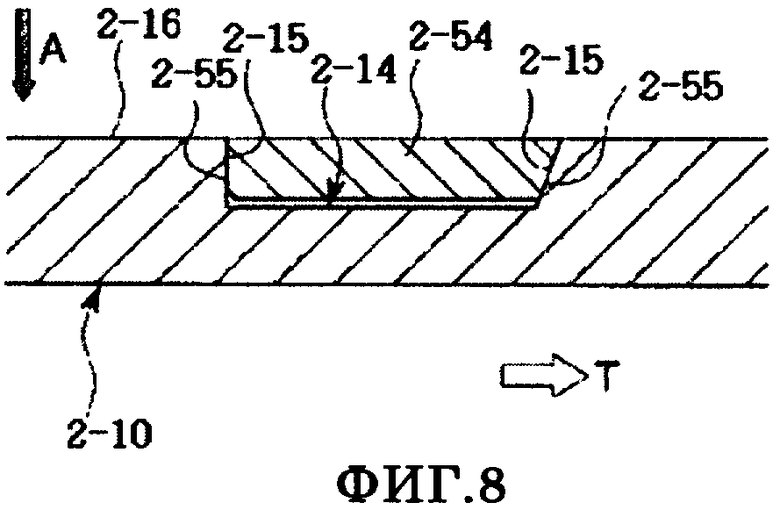
Кроме того, как показано на фиг.7, на внешней круговой поверхности 2-51 корпуса фрезы 2-50 на участке со стороны, обратной направлению вставления фрезы А, множество мест выступают наружу в радиальном направлении дальше, чем фланец 2-52. За счет этого на корпусе фрезы 2-50 формируются распределенные с одинаковыми интервалами по круговой поверхности частично выступающие из его внешней круговой поверхности прямоугольные множественные (например, четыре и более) выступы 2-54.... На каждом из этих множественных выступов 2-54..., как показано на фиг.8, сформированы противоположные друг другу стенки 2-55 и 2-55, обращенные вперед и назад по направлению Т вращения резака (круговое направление).
Здесь, как показано на фиг.8, одна из противоположных стенок 2-55 и 2-55 на выступе 2-54, расположенная на обратной направлению Т вращения резака стороне и обращенная в обратном направлении, ориентирована вдоль направления вставления фрезы А. Вместе с этим, расположенная на стороне по направлению вращения фрезы Т и обращенная вперед по направлению вращения фрезы Т стенка 2-55, следуя направлению вставления фрезы А (на фиг.8 - вниз), отклоняется в сторону, обратную вращению резака Т.
С другой стороны, как показано на фиг.6 и 7, на внутренней круговой поверхности 2-11 адаптера 2-10 вся круговая поверхность на участке, расположенном со стороны, обратной направлению вставления фрезы А, углублена наружу в направлении радиуса фрезы 2-50.
Таким образом, за счет образования на адаптере 2-10 в его внутренней круговой поверхности 2-11 углубления в радиальном направлении наружу, а на обращенной в сторону, обратную направлению вставления фрезы А, поверхности 2-16 провала, формируется кольцевая ступенька 2-12 для приема вышеописанного фланца 2-52. На этой ступеньке 2-12 формируется обращенная против направления вставления фрезы А кольцевая стопорящая поверхность 2-13.
Кроме того, как показано на фиг.7, на внутренней круговой поверхности 2-11 собственно адаптера 2-10 на участке со стороны, обратной направлению вставления фрезы А, множество мест углублены наружу в радиальном направлении дальше, чем ступенька 2-12.
За счет этого на адаптере 2-10 формируются распределенные с одинаковыми интервалами по круговой поверхности адаптера 2-10 частично углубленные в его внутреннюю круговую поверхность прямоугольные множественные (например, 4 и более) вырезы 2-14..., предназначенные для совмещения с вышеупомянутыми множественными выступами 2-54.... На каждом из этих множественных вырезов 2-14..., как показано на фиг.8, сформированы противоположные друг другу стенки 2-15 и 2-15, обращенные вперед и назад по направлению Т вращения резака (круговое направление).
Здесь, как показано на фиг.8, одна из противоположных стенок 2-15 и 2-15 на вырезе 2-14, расположенная на обратной направлению Т вращения фрезы стороне и обращенная по направлению вращения Т, расположена вдоль направления вставления фрезы А. Вместе с этим, расположенная на стороне по направлению Т вращения фрезы и обращенная назад по направлению Т вращения фрезы стенка 2-15, следуя направлению, вставления А фрезы (на фиг.8 - вниз), отклоняется в сторону, обратную вращению Т фрезы.
При вставлении фрезы 2-50 по направлению вставления А вдоль линии оси О во внутреннюю часть адаптера 2-10 фланец 2-52 фрезы 2-50 упирается в ступеньку 2-12 адаптера 2-10, кроме того, множественные выступы 2-54... фрезы 2-50 входят в соответствующие множественные вырезы 2-14... адаптера 2-10.
За счет упирания фланца 2-52 в ступеньку 2-12 адаптера 2-10 стопорящая плоскость 2-53 на фланце 2-52 и стопорящая плоскость 2-13 на ступеньке 2-12 соприкасаются, накладываясь друг на друга в радиальном направлении. Формируется расположенная вдоль радиального направления плоскость соприкосновения в форме плоского кольца. Таким образом, благодаря соприкосновению стопорящей плоскости 2-53 на фланце 2-52 и стопорящей плоскости 2-13 на ступеньке 2-12 фиксируется положение фрезы 2-50 относительно адаптера 2-10 в направлении осевой линии О.
Здесь, в форме 2 реализации данного изобретения, как показано на фиг.6 и 7, длина d в радиальном направлении имеющего форму плоского кольца участка соприкосновения стопорящей плоскости 2-53 на фланце 2-52 и стопорящей плоскости 2-13 на ступеньке 2-12, то есть ширина этого участка относительно толщины корпуса фрезы 2-50 D (длина корпуса 2-50 в направлении линии оси О) установлена в пределах 0,1D-1.0D. За счет вхождения множественных выступов 2-5 в соответствующие множественные вырезы 2-14 адаптера 2-10 противоположные стенки 2-55 и 2-55 каждого выступа 2-54 и противоположные стенки 2-15 и 2-15 каждого выреза 2-14 соприкасаются друг с другом. Таким образом, за счет соприкосновения соответствующих противоположных стенок 2-55 и 2-55 каждого выступа 2-54 и противоположных стенок 2-15 и 2-15 каждого выреза 2-14 фиксируется положение фрезы 2-50 относительно адаптера 2-10 в направлении вращения, и вместе с этим осевая линия О фрезы 2-50 совпадает с осевой линией адаптера 2-10.
Как было сказано выше, фреза 2-50 вставляется во внутреннюю круговую часть адаптера 2-10, и в положении, когда фреза 2-50 зафиксирована относительно адаптера 2-10 в направлении осевой линии О, она одновременно зафиксирована относительно адаптера 2-10 в направлении вращения, и при этом осевая линия О фрезы 2-50 совпадает с осевой линией адаптера 2-10, при этом одна из сторон 2-56 корпуса фрезы 2-50, обращенная в направлении, противоположном направлению вставления А фрезы, прижимается при помощи множественных (например, четырех или более) фиксаторов 2-30, и за счет этого фреза 2-50 жестко закрепляется во внутренней круговой части адаптера 2-10.
Фиксаторы 2-30 представляют собой круглые пластины, имеющие срезанную часть 2-31, образованную в результате среза по прямой линии части внешнего кругового края. Они закреплены болтами 2-33 в сформированных на вышеозначенной поверхности 2-16 адаптера 2-10 круглых гнездах 2-32 так, чтобы в состоянии, когда фреза 2-50 вставлена во внутреннюю круговую часть адаптера 2-10, частично заходить и на вышеозначенную поверхность 2-56 фрезы 2-50.
Данные фиксаторы 2-30 в состоянии, когда фреза 2-50 вставлена во внутреннюю круговую часть адаптера 2-10, расположены равномерно в направлении вращения по одному между расположенными друг за другом в направлении вращения множественными выступами 2-54... (расположенными друг за другом в направлении вращения множественными вырезами 2-14...).
При ослаблении болта 2-33 фиксатор 2-30 может свободно вращаться внутри гнезда 2-32 вокруг оси болта 2-33. За счет поворота фиксатора 2-30 так, чтобы срез 2-31 был обращен во внутреннюю сторону в направлении радиуса фрезы 2-50, становится возможным вставка фрезы 2-50 во внутреннюю круговую часть адаптера 2-10 или же ее извлечение из внутренней круговой части адаптера 2-10. И наоборот, за счет поворота фиксатора 2-30 так, чтобы срез 2-31 не был обращен во внутреннюю сторону в направлении радиуса фрезы 2-50, и последующего затягивания болта 2-33 становится возможным жестко закрепить фрезу 2-50 относительно внутренней круговой части адаптера 2-10.
Кроме того, в состоянии, когда фиксаторами 2-30... прижата одна из сторон 2-56 (точнее, поверхность дна гнезд 2-32), и фреза 2-50 жестко закреплена во внутренней круговой части адаптера 2-10, те части каждого из фиксаторов 2-30, которые расположены наиболее глубоко по направлению внутрь вдоль радиуса фрезы 2-50, при этом также расположены глубже по направлению внутрь вдоль радиуса фрезы 2-50, чем фланцевая часть 2-52, выступающая из внешней круговой поверхности 2-51.
При помощи дисковых охватывающих фрез подобной конструкции возможно обрабатывать поршни до установленной формы следующим образом. Зафиксированный в крепежном устройстве поршень вставляется во внутреннее пустое пространство фрезы 2-50 и в таком положении фреза движется вдоль оси поршня как вращаясь вокруг осевой линии О собственно фрезы, так и обращаясь вокруг оси поршня.
В вышеописанной дисковой охватывающей фрезе по форме реализации 2 данного изобретения, в состоянии, когда фреза 2-50 присоединена к адаптеру 2-10, поверхности ее фланцевой части 2-52 и ступенчатой части 2-12 адаптера 2-10 соприкасаются, перекрывая друг друга в направлении радиуса фрезы 2-50, и положение фрезы 2-50 фиксируется относительно адаптера 2-10 в направлении осевой линии О. Благодаря этому, даже если менять фрезу 2-50, когда адаптер 2-10 подвергнут тепловому расширению в результате нагрева при фрезеровании, новый резак 2-50 практически не будет смещаться относительно адаптера 2-10 в направлении осевой линии О.
Далее, длина d кольцеобразной поверхности соприкосновения фланцевой части 2-52 и ступенчатой части 2-12 адаптера 2-10 в направлении радиуса фрезы 2-50 устанавливается в размере l,0D или менее, благодаря чему даже при больших осевых нагрузках деформировать фланцевую часть 2-52 или ступенчатую часть 2-12 становится труднее, и появляется возможность контролировать такие нежелательные явления, как смещение фрезы 2-50 относительно адаптера 2-10 в направлении осевой линии О. Кроме того, благодаря установке длины d этой кольцеобразной поверхности соприкосновения в направлении фрезы 2-50 в размере 0,1D и более не возникает таких нежелательных явлений, как потеря возможности точной фиксации фрезы 2-50 относительно адаптера 2-10.
Также следует заметить, что наиболее желательным является установка длины d вышеупомянутой кольцеобразной поверхности соприкосновения в пределах от 2D до 0,4D.
Следовательно, в форме реализации 2 данного изобретения исключается смещение фрезы 2-50 относительно адаптера 2-10 вдоль осевой линии О даже под влиянием таких факторов, как нагрев при фрезеровании или осевые нагрузки, и появляется возможность поддерживать высокую прецизионность расположенных на внутренней круговой рабочей части собственно фрезы2-50 множественных режущих кромок, благодаря чему становится возможным повысить прецизионность обработки поршней.
Кроме того, в форме реализации 2 данного изобретения за счет надевания во множестве сформированных на адаптере 2-10 вырезов 2-1 на во множестве сформированные на корпусе фрезы 2-50 выступающие части 2-54 соответственно корпус фиксируется относительно адаптера 2-10 в направлении вращения. Вместе с этим осевая линия О фрезы 2-50 совмещается с осевой линией адаптера 2-10. Благодаря такой простоте конструкции становится возможным легко производить фиксацию относительно направления вращения адаптера 2-10 и выставление оси.
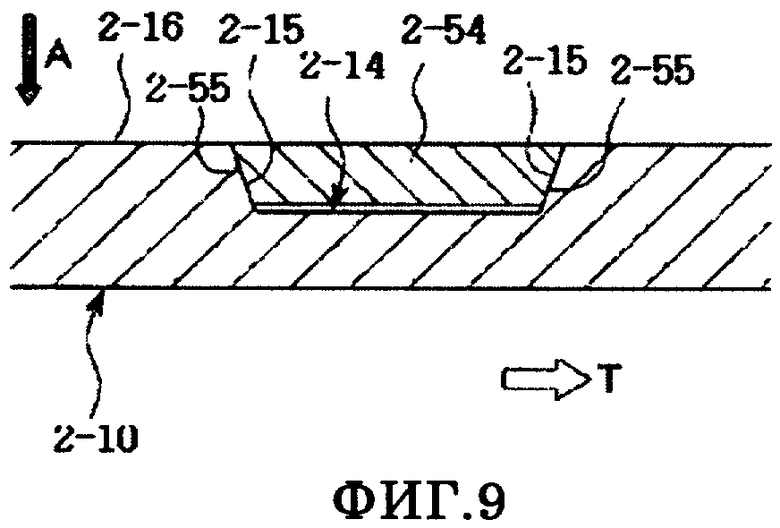
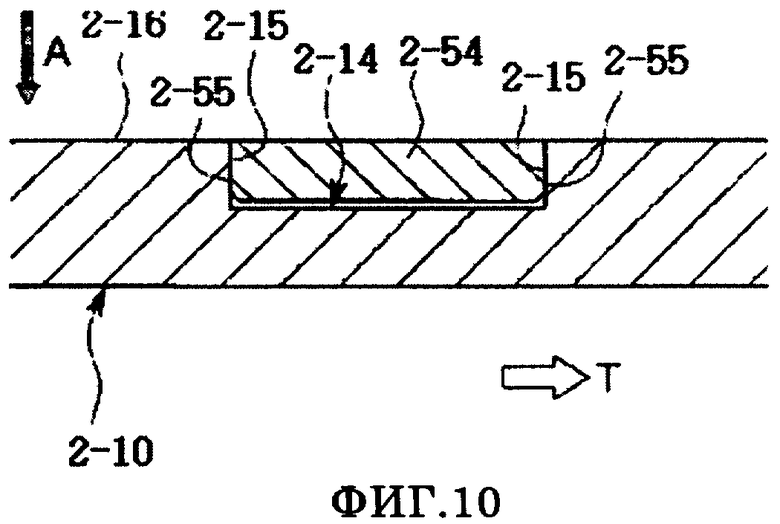
Здесь следует заметить, что форма вырезов 2-14, надеваемых на те или иные выступающие части 2-54, не ограничивается изображенной на фиг.8 и может быть, например, такой, как показано на фиг.9 или 10.
В показанном на фиг.9 первом варианте изменения формы одна из противоположных стенок 2-55 и 2-55 выступа 2-54, расположенная на обратной направлению Т вращения фрезы стороне и обращенная назад по направлению Т вращения, следуя направлению вставления фрезы А, отклоняется в сторону по направлению Т вращения. Вместе с этим, расположенная на стороне по направлению Т вращения фрезы и обращенная вперед по направлению Т вращения стенка 2-55, следуя направлению вставления А, отклоняется назад по направлению Т вращения. В соответствии с этим, одна из противоположных стенок 2-15 и 2-15 выреза 2-14, расположенная на обратной направлению Т вращения стороне и обращенная вперед по направлению Т вращения, следуя направлению вставления А, отклоняется в сторону по направлению Т вращения. Вместе с этим, расположенная на стороне по направлению вращения Т и обращенная назад по направлению вращения р Т стенка 2-15, следуя направлению вставления А, отклоняется назад по направлению вращения Т.
Или же, как показано на фиг.10 во втором варианте изменения формы, обе стенки 2-55 и 2-55 одного выступа 2-54 ориентированы вдоль направления вставления А, и в соответствии с этим обе стенки 2-15 и 2-15 одного выреза 2-14 также ориентированы вдоль направления вставления А.
Следует заметить, что вышеописанная форма 2 реализации настоящего изобретения объясняет применение изобретения к так называемым дисковым охватывающим фрезам внутреннего типа, в которых собственно фреза закрепляется во внутренней круговой части адаптера, однако оно этим не ограничивается, и его можно применять к так называемым осевым фрезам внешнего типа, в которых собственно фреза закрепляется на внешней круговой части адаптера.
В этом случае собственно на корпусе фрезы 2-50 формируются выступающая по всей внутренней круговой поверхности внутрь в радиальном направлении фланцевая часть кольцеобразной формы и также выдающиеся из внутренней круговой поверхности внутрь в радиальном направлении множественные выступы, а на адаптере 2-10 формируется углубленная по всей внешней круговой поверхности вовнутрь в радиальном направлении ступенчатая часть кольцеобразной формы, взаимодействующая с вышеупомянутой фланцевой частью, и также на внешней круговой поверхности формируются множественные углубления в радиальном направлении внутрь.
Форма реализации 3
Ниже при помощи прилагаемых чертежей разъясняется форма 3 реализации данного изобретения.
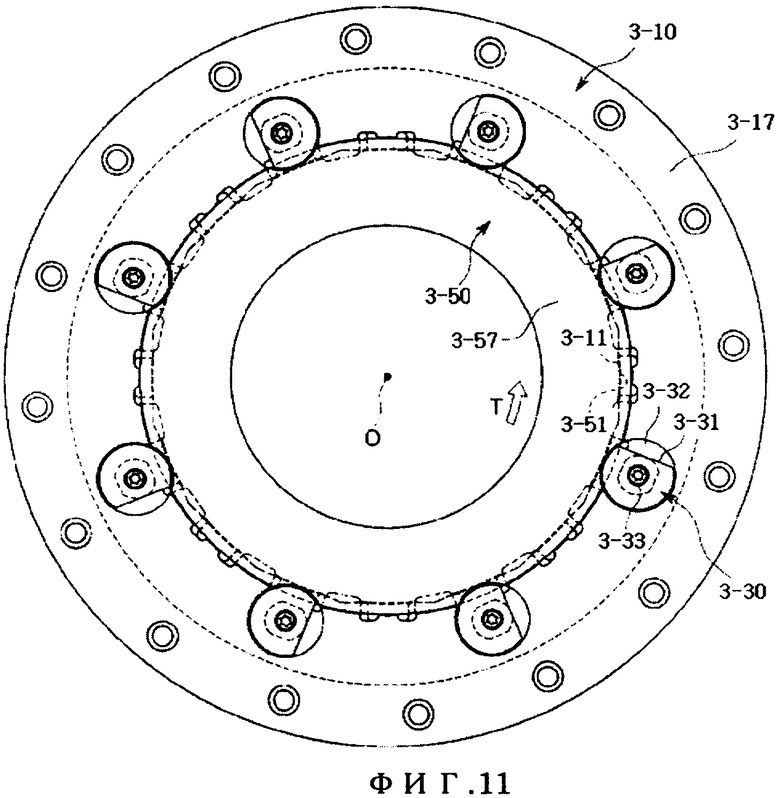
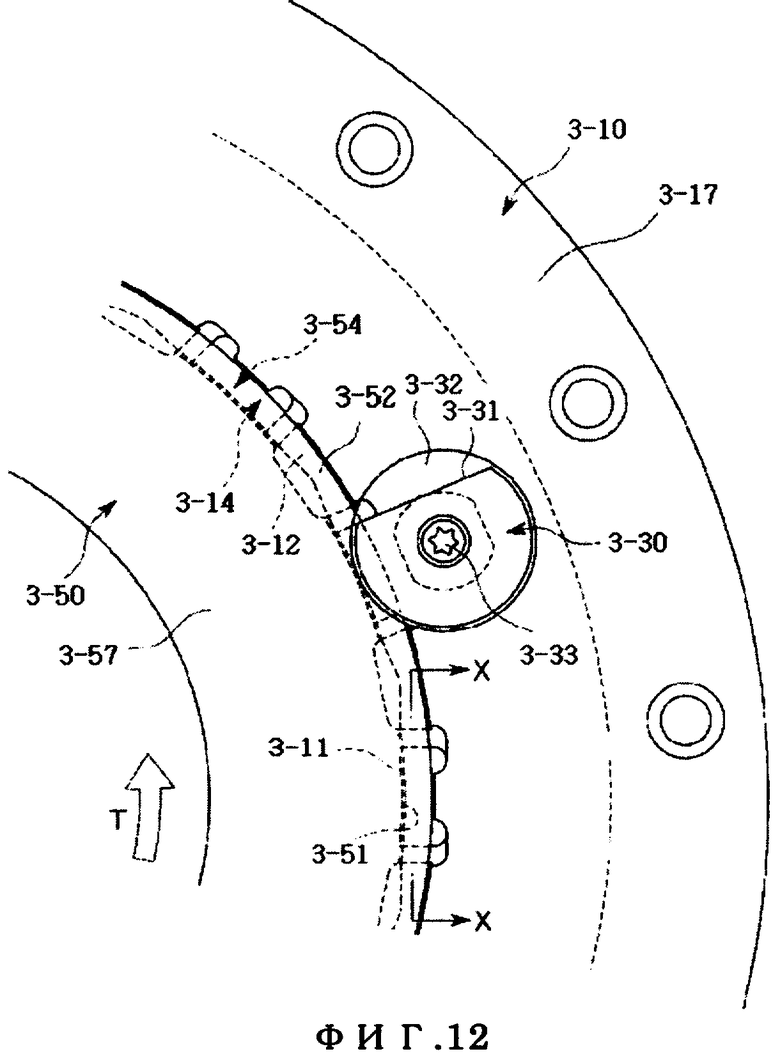
Дисковая охватывающая фреза по форме 3 реализации данного изобретения, как это показано на фиг.11 и 12, состоит из монтируемого на обрабатывающем оборудовании адаптера 3-10, имеющего плоскую кольцевую форму, и фрезы 3-50, рабочая часть которой имеет плоскую кольцевую форму с центром на осевой линии О, вставляемую во внутреннюю круговую часть адаптера 3-10 и закрепляемую во внутренней круговой части адаптера 3-10, и за счет этого вращающегося вокруг осевой линии О. Следует заметить, что на внутренней круговой части фрезы 3-50 во множестве закрепляются сменные режущие пластины, имеющие режущие кромки, используемые и как осевые лезвия для обработки внешних поверхностей осевых (рычаговых) частей поршней, и как волновые лезвия для обработки поверхностей противовесных частей поршней, но на чертежах они опущены.
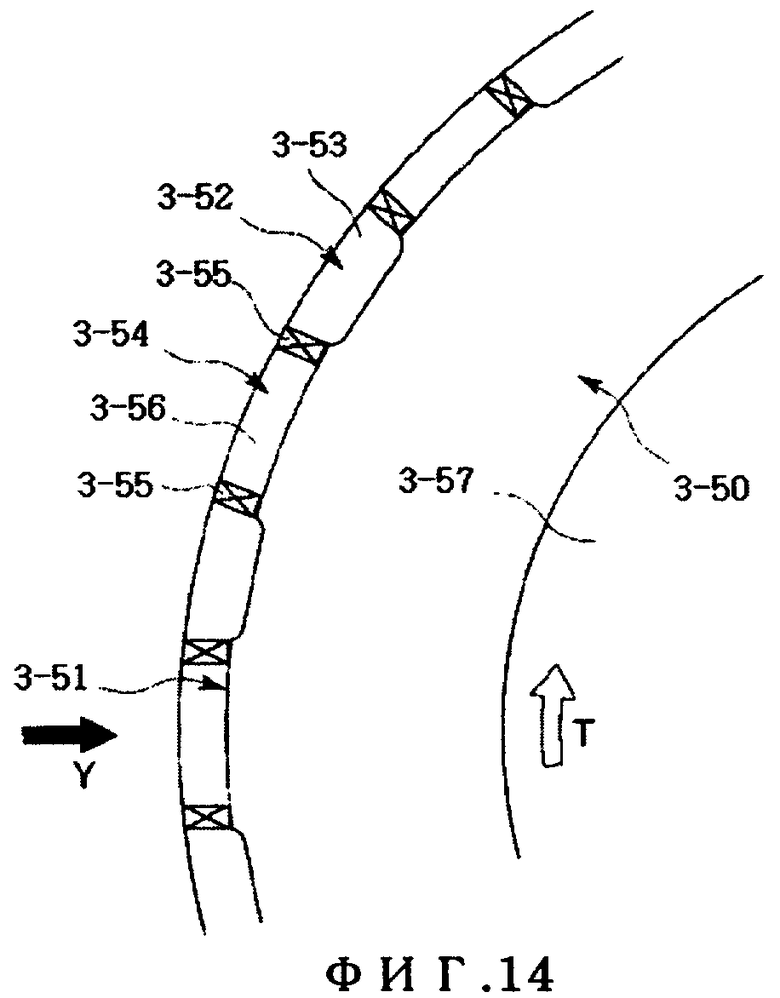
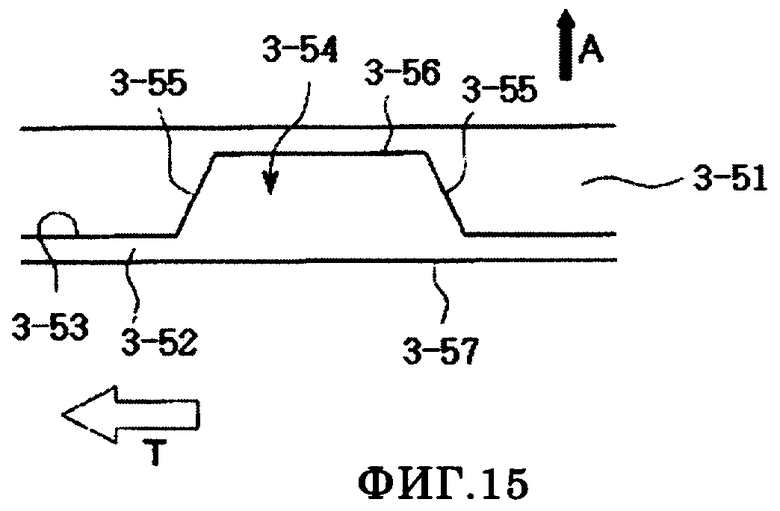
Как показано на фиг.14 и 15, на участке внешней круговой поверхности 3-51 со стороны, обратной направлению А вставления фрезы (на фиг.15 - направление вниз) по всей круговой поверхности имеется выступ.
За счет этого формируется имеющий плоскую кольцевую форму выступающий по всей круговой поверхности наружу в радиальном направлении фланец 3-52, и на этом фланце 3-52 сформирована стенка 3-53 плоской кольцевой формы.
Кроме того, как показано на фиг.14 и 15, на вышеупомянутой стенке 3-53 во множестве формируются выступы 3-54, за счет чего на фланце 3-52 формируются распределенные с одинаковыми интервалами по круговой поверхности прямоугольные множественные (например, четыре и более) выступы 3-54. На каждом из этих множественных выступов 3-54, как показано на фиг.15, имеются противоположные друг другу грани 3-55 и 3-55, обращенные вперед и назад по направлению Т вращения фрезы (круговое направление).
Как показано на фиг.15, одна из противоположных граней 3-55 и 3-55 выступа 3-54, отклоняется назад по направлению Т вращения фрезы. В противоположность этому, расположенная на обратной направлению Т вращения фрезы грань 3-55, следуя направлению вставления А, отклоняется вперед по направлению вращения Т. Иными словами, противоположные друг другу грани 3-55 и 3-55 выступа 3-54 наклонены так, чтобы расстояние между ними постепенно сокращалось в направлении выступа 3-54 (вперед по направлению вставления А).
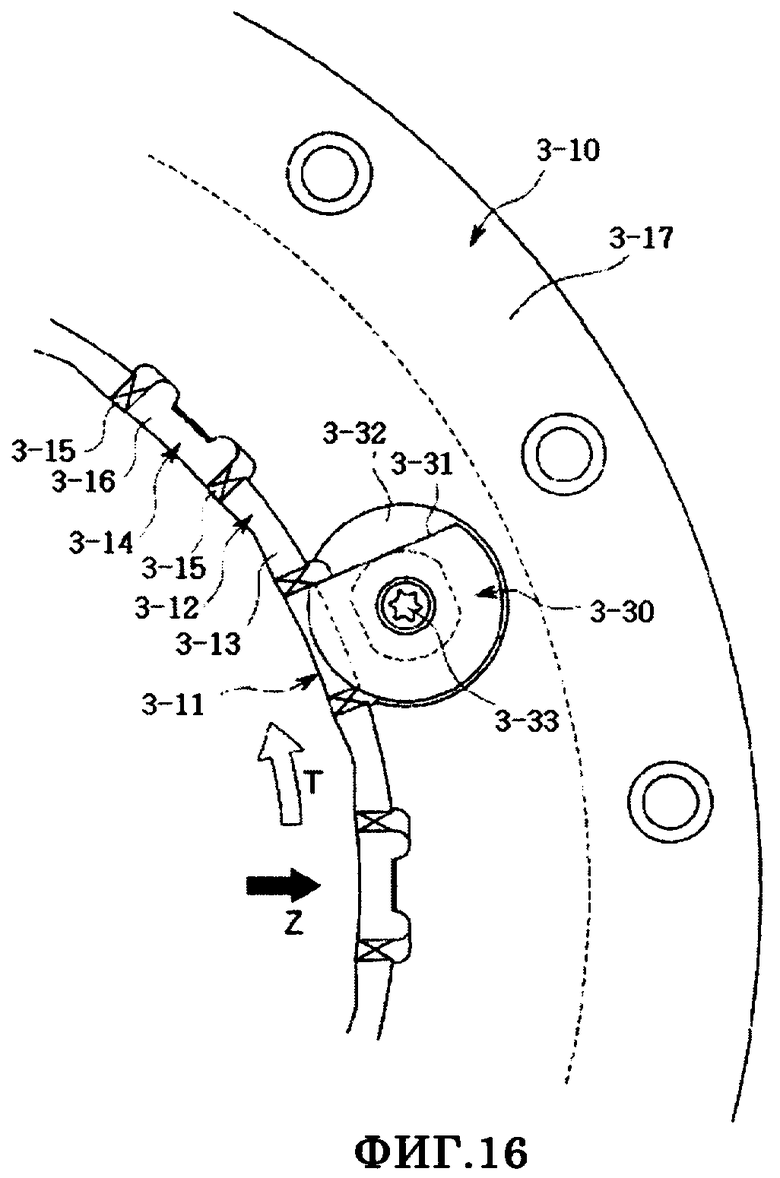
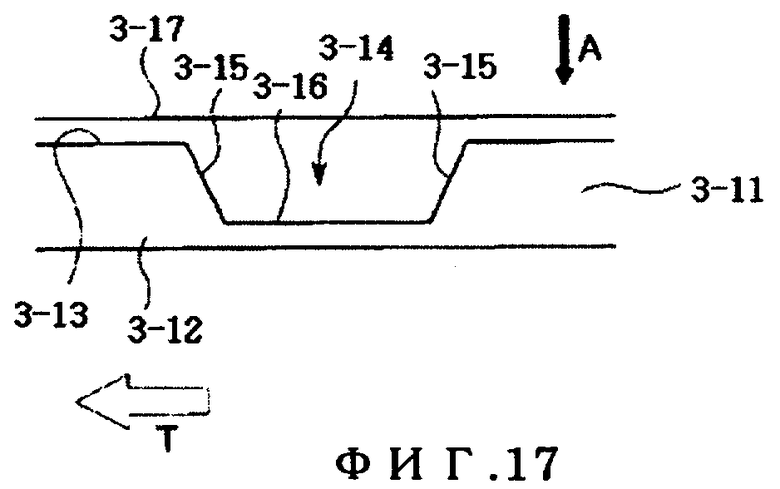
С другой стороны, как показано на фиг.16 и 17, на внутренней круговой поверхности 3-11 адаптера 3-10 вся круговая поверхность на участке, расположенном со стороны, обратной направлению вставления А (на фиг.17 - сверху), углублена наружу в направлении радиуса фрезы 3-50.
Таким образом, за счет образования на адаптере 3-10 в его внутренней круговой поверхности 3-11 углубления в радиальном направлении наружу, а на обращенной в сторону, обратную направлению вставления А, поверхности 3-17 формируется кольцевая ступенька 3-12 для приема вышеописанного фланца 3-52. На этой ступеньке 3-12 имеется обращенная против направления вставления А (на фиг.17 - наверх) плоская кольцевая стенка 3-13.
Кроме того, как показано на фиг.16 и 17, на вышеупомянутой стенке 3-13 ступенчатой части 3-12 во множестве формируются углубления 3-14, за счет чего на ступенчатой части 3-12 формируются распределенные с одинаковыми интервалами по круговой поверхности адаптера 3-10 частично углубленные в его стенку 3-13 прямоугольные множественные (например, четыре и более) углубления 3-14, предназначенные для надевания на вышеупомянутые множественные выступы 3-54. На каждом из этих множественных углублений 3-14, как показано на фигуре 17, имеются противоположные друг другу грани 3-15 и 3-15, обращенные вперед и назад по направлению вращения Т (круговое направление).
Как показано на фиг.15, одна из противоположных граней 3-15 углубления 3-14 отклоняется назад по направлению вращения Т. В противоположность этому, расположенная на обратной направлению Т вращения фрезы стороне и обращенная вперед по направлению вращения Т стенка 3-15, следуя направлению А вставления фрезы, отклоняется вперед по направлению вращения фрезы Т.
Иными словами, противоположные друг другу грани 3-15 и 3-15 углубления 3-14 наклонены так, чтобы расстояние между ними постепенно сокращалось в направлении углубления 3-14 (вперед по направлению вставления фрезы А).
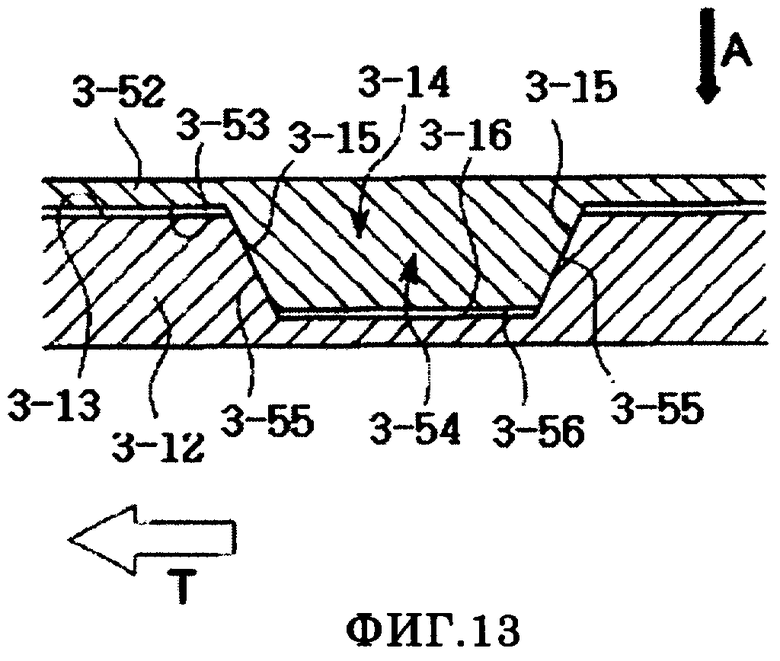
При вставлении фрезы 3-50 по направлению А вдоль линии оси О во внутреннюю часть адаптера 3-10 фланец 3-52 упирается в ступеньку 3-12 адаптера 3-10, в результате чего, как это показано на фиг.12 и 13, стенка 3-53 фланца 3-53 и стенка 3-13 ступенчатой части 3-12 располагаются друг напротив друга. Кроме того, сформированные на фланце 3-52 множественные выступы 3-54 входят в соответствующие сформированные на ступенчатой части 3-12 множественные углубления 3-14.
За счет вхождения сформированных на фланце 3-52 множественных выступов 3-54 в соответствующие множественные вырезы 3-14 на ступенчатой части 3-12 противоположные грани 3-55 и 3-55 каждого выступа 3-54 и противоположные грани 3-15 и 3-15 каждого углубления 3-14 соприкасаются друг с другом.
Таким образом, за счет соприкосновения соответствующих противоположных граней 3-55 и 3-55 каждого выступа 3-54 и противоположных граней 3-15 и 3-15 каждого углубления 3-14 фиксируется положение фрезы 3-50 относительно адаптера 3-10 в осевом направлении и в направлении вращения. Кроме того, осевые линии фрезы 2-50 и адаптера 2-10 совмещаются, при этом обеспечивается жесткое соединение фрезы с адаптером.
Следует заметить, что в форме 3 реализации данного изобретения в состоянии, когда фреза 3-50 закреплена во внутренней круговой части адаптера 3-10, как это показано на фиг.13, образуется определенный зазор между поверхностью вершины 3-56 сформированного на фланце 3-52 выступа 3-54 и дном 3-16 сформированного на ступенчатой части 3-12 углубления 3-15. Кроме того, также образуется определенный зазор между стенкой 3-53 фланца 3-52 и стенкой 3-13 ступенчатой части 3-12. Однако допускается, чтобы поверхность вершины 3-56 сформированного на фланце 3-52 выступа 3-54 и дно 3-16 сформированного на ступенчатой части 3-12 углубления 3-15 плотно прилегали друг к другу. Также допускается, чтобы стенка 3-53 фланца 3-52 и стенка 3-13 ступенчатой части 3-12 плотно прилегали друг к другу.
Фиксаторы 3-30 представляют собой круглые пластины, имеющие срезанную часть 3-31. Они закреплены болтами 3-33 в сформированных на вышеозначенной поверхности 3-17 адаптера 3-10 круглых гнездах 3-32 так, чтобы в состоянии, когда фреза 3-50 вставлена во внутреннюю круговую часть адаптера 3-10, частично заходить и на вышеозначенную поверхность 3-57 фрезы 3-50.
При ослаблении болта 3-33 фиксатор 3-30 может свободно вращаться внутри гнезда 3-32 вокруг оси болта 3-33. За счет поворота фиксатора 3-30 так, чтобы срез 3-31 был обращен во внутреннюю сторону в направлении радиуса фрезы 3-50, становится возможным вставление фрезы 3-50 во внутреннюю круговую часть адаптера 3-10 или же ее извлечение из внутренней круговой части адаптера 3-10. И наоборот, за счет поворота фиксатора 3-30 так, чтобы срез 3-31 не был обращен во внутреннюю сторону в направлении радиуса фрезы 3-50, и последующего затягивания болта 3-33 становится возможным жестко закрепить фрезу 3-50 относительно внутренней круговой части адаптера 3-10.
При помощи дисковых охватывающих фрез подобной конструкции возможно обрабатывать поршни до установленной формы следующим образом. Зафиксированный в крепежном устройстве поршень вставляется во внутреннее пустое пространство фрезы 3-50 и в таком положении фреза движется вдоль оси поршня (осевой линии О собственно фрезы 3-50), как вращаясь вокруг осевой линии О, так и обращаясь вокруг оси поршня.
В вышеописанной дисковой охватывающей фрезе по форме реализации 3 данного изобретения в состоянии, когда фреза 3-50 присоединена к адаптеру 3-10, за счет надевания во множестве сформированных на ступенчатой части 3-12 углублений 3-14 на во множестве сформированные на фланце 3-52 выступающие части 3-54 положение фрезы 3-50 относительно адаптера 3-10 фиксируется как вдоль осевой линии О, так и в направлении вращения, при совмещении указанных осей.
Далее, выступающие части 3-54 сформированы таким образом, чтобы выдаваться из вышеупомянутой стенки 3-53 плоской кольцевидной фланцевой части 2-52 в направлении осевой линии О, а углубленные части 3-52 сформированы таким образом, чтобы представлять собой углубления в вышеупомянутой поверхности стенки 3-13 плоской кольцевидной ступенчатой части 3-12 в направлении осевой линии О. Благодаря этому устраняется открытость просветов между выступающими частями 3-54 или углубленных частей 3-14 с обоих краев боковых сторон собственно фрезы 3-50 и адаптера 3-10, что дает возможность сохранить жесткость как фрезы, так и адаптера, сохраняя при этом на хорошем уровне прецизионность расположенных на собственно резаке множественных режущих кромок, благодаря чему становится возможным повысить прецизионность обработки поршней.
Кроме того, противоположные друг другу грани 3-55 и 3-55 выступа 3-54 сформированы таким образом, чтобы расстояние между ними постепенно сокращалось в направлении выступа 3-54, а противоположные друг другу грани 3-15 и 3-15 углубления 3-14 сформированы таким образом, чтобы расстояние между ними постепенно сокращалось в направлении углубления 3-14, благодаря чему фреза 3-50 легко вставляется во внутреннюю круговую часть адаптера 3-10, и вместе с этим становится возможным точно совмещать осевую линию О собственно фрезы 3-50 с осевой линией адаптера 3-10. Следует заметить, что допускается ориентирование хотя бы одной из противоположных граней 3-55 и 3-55 выступа 3-54 вдоль направления А вставления фрезы. Также допускается ориентирование хотя бы одной из противоположных граней 3-15 и 3-15 углубления 3-14 вдоль указанного направления А.
В вышеописанной форме 3 реализации данного изобретения на вышеупомянутой стенке 3-53 сформированного собственно на фрезе 3-50 фланца 3-52 во множестве формируются выдающиеся в направлении А выступы 3-54, а на вышеупомянутой стенке 3-13, сформированной на адаптере 3-10 ступенчатой части 3-12, во множестве формируются погруженные в направлении А углубления 3-14. Однако этим не следует ограничиваться, и допускается формирование на вышеупомянутой стенке 3-53 фланца 3-52 множественных углублений, погруженных в направлении, обратном направлению А, и формирование на вышеупомянутой стенке 3-13 ступенчатой части 3-12 множественных выступов, выдающиеся в направлении, обратном направлению А.
Следует заметить, что вышеописанная форма 3 реализации настоящего изобретения объясняет применение изобретения к так называемым дисковым охватывающим фрезам внутреннего типа, в которых собственно фреза закрепляется во внутренней круговой части адаптера, однако оно этим не ограничивается, и его можно применять и к так называемым осевым фрезам внешнего типа, в которых собственно фреза закрепляется на внешней круговой части адаптера.
Пояснения к чертежам
(0082)
(Фиг.1) Чертеж увеличенного фрагмента боковой стороны собственно резака дисковой охватывающей фрезы по форме реализации 1 данного изобретения.
(Фиг.2) Чертеж увеличенного фрагмента внутренней круговой поверхности собственно резака дисковой охватывающей фрезы по форме реализации 1 данного изобретения.
(Фиг.3) (а) Чертеж верхней стороны собственно резца, монтируемого на дисковой охватывающей фрезе по форме реализации 1 данного изобретения, (b) чертеж того же резца в проекции по направлению А, (с) чертеж среза того же резца в проекции по направлению В.
(Фиг.4) Плоский чертеж дисковой охватывающей фрезы по форме реализации 2 данного изобретения.
(Фиг.5) Чертеж увеличенного фрагмента изображенной на фиг.4 дисковой охватывающей фрезы
(Фиг.6) чертеж среза по линии X-X на фиг.5.
(Фиг.7) чертеж среза по линии Y-Y на фиг.5.
(Фиг.8) Чертеж среза по линии Z-Z на фиг.5.
(Фиг.9) Чертеж в разрезе изменения формы выступа и выреза по первому примеру.
(Фиг.10) Чертеж в разрезе изменения формы выступа и выреза по второму примеру.
(Фиг.11) Плоский чертеж дисковой охватывающей фрезы по форме реализации 3 данного изобретения.
(Фиг.12) Чертеж увеличенного фрагмента изображенной на фиг.11 дисковой охватывающей фрезы.
(Фиг.13) Чертеж среза по линии X-X на фиг.12.
(Фиг.14) Вид на обратную сторону собственно резака дисковой охватывающей фрезы, изображенной на фиг.12.
(Фиг.15) Проекция по направлению Y с фиг.14.
(Фиг.16) Вид на обратную сторону адаптера дисковой охватывающей фрезы, изображенной на фиг.12.
(Фиг.17) Проекция по направлению Z с фиг.16.
Расшифровка цифровых обозначений
(0083)
10 Собственно резак
11 Внутренняя круговая поверхность
12А, 12В Боковые стороны
13 Первое гнездо для резца
14 Второе гнездо для резца
20 Собственно резец
21 Верхняя и нижняя стороны
21А, 21В Скругленные части
22 Длинная боковая сторона
23 Короткая сторона
24А Острый угол
24В Тупой угол
25А Изогнутое лезвие
25В Прямое лезвие
А - Осевой угол
R - Радиальный угол
О - Осевая линия собственно резака
Т - Направление вращения собственно резака
2-10 Адаптер
2-11 Внутренняя круговая поверхность
2-12 Ступенчатая часть
2-13 Стопорящая плоскость
2-14 Вырез
2-30 Фиксатор
2-50 Собственно резак
2-51 Внешняя круговая поверхность
2-52 Фланец
2-53 Стопорящая плоскость
2-54 Выступ
3-10 Адаптер
3-11 Внутренняя круговая поверхность
3-12 Ступенчатая часть
3-13 Стенка
3-14 Углубление
3-15 Грань
3-30 Фиксатор
3-50 Собственно резак
3-51 Внешняя круговая поверхность
3-52 Фланец
3-53 Стенка
3-54 Углубление
3-55 Грань
Фреза содержит установленный с возможностью вращения цилиндрический корпус, рабочая часть которого выполнена в виде плоского кольца, на поверхности рабочей части и на боковых сторонах которого выполнены гнезда для закрепления режущих пластин, причем режущие пластины, режущие кромки которых сформированы в местах пересечения граней на одной из противоположных боковых сторон режущей пластины, имеющей форму трапеции, верхней и нижней сторонах режущей пластины, установлены в гнездах, выполненных на поверхности рабочей части корпуса с расположением толщины режущей пластины по радиусу корпуса фрезы с обеспечением возможности применения для фрезерования режущей кромки, сформированной со стороны острых углов режущей пластины. При этом в гнездах, выполненных на боковых сторонах корпуса, режущие пластины установлены с расположением толщины режущей пластины по направлению осевой линии корпуса фрезы с обеспечением возможности применения для фрезерования режущей кромки, сформированной со стороны тупых углов режущей пластины. Технический результат: уменьшение нагрузок, действующих на фрезу при обработке резанием. 5 з.п. ф-лы, 17 ил.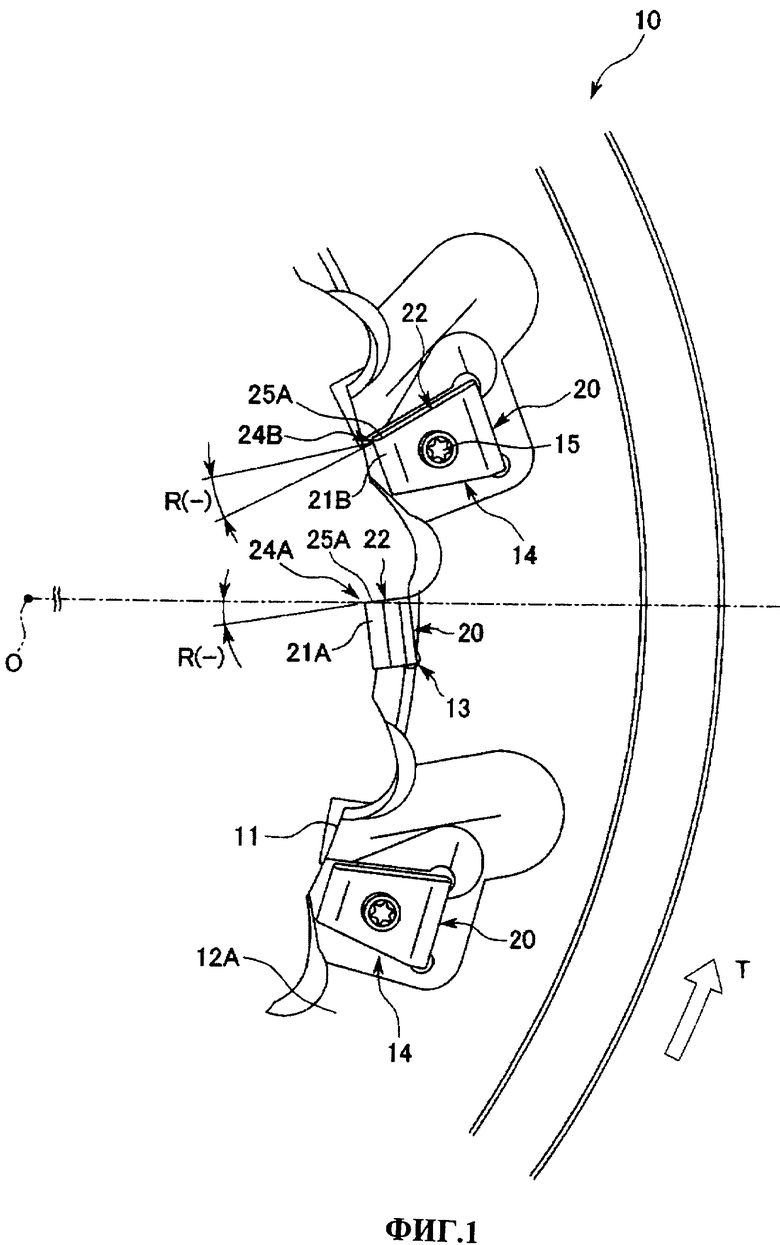
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Фреза | 1980 |
|
SU887082A1 |
| Режущий инструмент | 1980 |
|
SU944818A1 |
| Фреза для обработки пластмасс | 1983 |
|
SU1217590A1 |
| МНОГОЗУБЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 1993 |
|
RU2063308C1 |
| DE 3839804 А1, 31.05.1990 | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |

